Vous aimerez peut-être aussi
- Primer Examen Cono Flotante y Lerchs GrossmanDocument27 pagesPrimer Examen Cono Flotante y Lerchs Grossmanpintodanie7768Pas encore d'évaluation
- Norma Asarco IntroduccionDocument4 pagesNorma Asarco IntroduccionRaul Carrasco GPas encore d'évaluation
- Módulo Xi Riesgos PsicosocialesDocument38 pagesMódulo Xi Riesgos Psicosocialesximena montero100% (1)
- Diagrama de Torre de MuestreoDocument1 pageDiagrama de Torre de Muestreoliltyta23Pas encore d'évaluation
- 9 - Proceso Compra ENAMI - M Rodriguez - EnAMIDocument16 pages9 - Proceso Compra ENAMI - M Rodriguez - EnAMIGonzaloPas encore d'évaluation
- Tres VallesDocument416 pagesTres VallescaralvalPas encore d'évaluation
- Clase 05Document74 pagesClase 05Samuelnavia carroza100% (1)
- Diseño Manual de Explotaciones A Cielo AbiertoDocument16 pagesDiseño Manual de Explotaciones A Cielo AbiertoDimas Mejia LopezPas encore d'évaluation
- Funcionamiento Chequeador de Gases.Document1 pageFuncionamiento Chequeador de Gases.Anonymous HZZBIJZNlWPas encore d'évaluation
- Carguio y TransporteDocument8 pagesCarguio y Transportesara richardsPas encore d'évaluation
- S1 - Tarea - Sistema de Gestión de Seguridad y Salud LaboralDocument2 pagesS1 - Tarea - Sistema de Gestión de Seguridad y Salud LaboralJuan ArossPas encore d'évaluation
- G7 - OXIDO - Taller Proyecto Mina Cielo AbiertoDocument33 pagesG7 - OXIDO - Taller Proyecto Mina Cielo AbiertoAntonio Cristi100% (2)
- Antofagasta-Minerals Reporte-Sustentabilidad 2018 PDFDocument82 pagesAntofagasta-Minerals Reporte-Sustentabilidad 2018 PDFJosé Manuel0% (1)
- Extracción VerticalDocument27 pagesExtracción VerticalOmar SolisPas encore d'évaluation
- Plan de Cierre Lo Aguirre-ChileDocument6 pagesPlan de Cierre Lo Aguirre-ChileXavier Medina VeintimillaPas encore d'évaluation
- Ficha Reflexion Webinar - Fatiga y Somnolencia CierreDocument2 pagesFicha Reflexion Webinar - Fatiga y Somnolencia Cierrepaloma aspePas encore d'évaluation
- Ley de Corte CriticaDocument15 pagesLey de Corte CriticaJosé R. CastroPas encore d'évaluation
- 20 Capítulo 2 Metodo AsarcoDocument5 pages20 Capítulo 2 Metodo AsarcopedroPas encore d'évaluation
- Procedimiento de Perforación y Tronadura en RocaDocument29 pagesProcedimiento de Perforación y Tronadura en RocaHernán Muñoz MuñozPas encore d'évaluation
- Mantenimiento Basado en Confiabilidad (Gastos y Presupuestos de Mantenimiento)Document11 pagesMantenimiento Basado en Confiabilidad (Gastos y Presupuestos de Mantenimiento)OrlandoRiosPas encore d'évaluation
- Combustible Wilson PDFDocument261 pagesCombustible Wilson PDFEduardo SebastianPas encore d'évaluation
- Equipos Detectores de GasesDocument10 pagesEquipos Detectores de GasesJordi AlvarezPas encore d'évaluation
- Metodo Del CasoDocument12 pagesMetodo Del CasoIgnacio Andres Portilla AlvaradoPas encore d'évaluation
- Maq Min 4 Palas Mecánica Cavo y ScoopDocument48 pagesMaq Min 4 Palas Mecánica Cavo y Scoopjuan carlos Noa PpaccoPas encore d'évaluation
- Clasificacion de MineralesDocument43 pagesClasificacion de MineralesR Jhordan YucraPas encore d'évaluation
- Presentacion Del Curso de Auditor InternoDocument67 pagesPresentacion Del Curso de Auditor InternoYeni Robles pPas encore d'évaluation
- Cuestionario Semana 1Document2 pagesCuestionario Semana 1Oscar Andrés OrtegaPas encore d'évaluation
- Mina CaseronesDocument16 pagesMina CaseronesCristian OlmosPas encore d'évaluation
- Protocolo Mantenimiento de Equipos Fuera de La Unidad PDFDocument7 pagesProtocolo Mantenimiento de Equipos Fuera de La Unidad PDFsimon63Pas encore d'évaluation
- SGS-HSS-10, Procedimiento, Seguridad Eléctrica (Reglamento Eléctrico)Document82 pagesSGS-HSS-10, Procedimiento, Seguridad Eléctrica (Reglamento Eléctrico)pipo125Pas encore d'évaluation
- Sistema de Gestion de Sso - Norma Ohsas 18001 - MineriaDocument53 pagesSistema de Gestion de Sso - Norma Ohsas 18001 - MineriaKeller Sanchez100% (1)
- REGLAMENTO Los Bronces y TortolasDocument61 pagesREGLAMENTO Los Bronces y TortolasDavey EspinolaPas encore d'évaluation
- Informe Final - CASERONES - M-09-013-03 - Rev2 - 23122009 PDFDocument313 pagesInforme Final - CASERONES - M-09-013-03 - Rev2 - 23122009 PDFAugusto Frez100% (3)
- Foro 2Document4 pagesForo 2Bebelo pig100% (1)
- Conocimiento Sobre Herramientas EléctricasDocument8 pagesConocimiento Sobre Herramientas EléctricasComando Guerra100% (2)
- Ley 20123Document50 pagesLey 20123NinoskaetanaPas encore d'évaluation
- Metodo de Lerchs GrossmannDocument18 pagesMetodo de Lerchs GrossmannGiovani Leandro Cuellar Poma100% (1)
- Lubricacion Automatica ChestertonDocument29 pagesLubricacion Automatica ChestertonPatricia AlfaroPas encore d'évaluation
- Preguntas Plani C.A. TODODocument99 pagesPreguntas Plani C.A. TODORicardo Brito Valdés100% (1)
- Tarea2.U2.Ramos - Vilca.111 GrupoDocument11 pagesTarea2.U2.Ramos - Vilca.111 Grupojoaquin oswaldo lopez moralesPas encore d'évaluation
- Indices OperacionalesDocument6 pagesIndices OperacionalesSuel Cayllahua LisetPas encore d'évaluation
- Mantencion Mina VAN y TIRDocument8 pagesMantencion Mina VAN y TIRestefani herrera valdivia100% (1)
- Plan de Emergencia Sierra AtacamaDocument11 pagesPlan de Emergencia Sierra AtacamayvanapontePas encore d'évaluation
- Un Nuevo Enfoque para Estimar La Brecha Entre Los Planes de Mediano y Corto PlazoDocument9 pagesUn Nuevo Enfoque para Estimar La Brecha Entre Los Planes de Mediano y Corto PlazoCardenas Yhor0% (1)
- Clasificación y Descripcion de Las Faenas Mineras en La Region de CoquimboDocument20 pagesClasificación y Descripcion de Las Faenas Mineras en La Region de CoquimboAlexis Lorena LobosPas encore d'évaluation
- Actualización de Protocolo RPST - Capacitacion PSIDocument36 pagesActualización de Protocolo RPST - Capacitacion PSItetytPas encore d'évaluation
- Clase Ley 19.300, Parte 1Document50 pagesClase Ley 19.300, Parte 1abnergonzaPas encore d'évaluation
- Unidad Iii - 2 Clase Administracion de Operaciones Mina 2020Document30 pagesUnidad Iii - 2 Clase Administracion de Operaciones Mina 2020ValentinaPas encore d'évaluation
- Tarea Semana 4-Introduccion A La MineriaDocument5 pagesTarea Semana 4-Introduccion A La MineriaOsvaldo Martinez RPas encore d'évaluation
- 20 Gestion Equipos Faenas MinerasDocument31 pages20 Gestion Equipos Faenas MinerasUlises Puentes Bazaes100% (1)
- Anglo AmericanDocument28 pagesAnglo AmericanDaniel Valdes JamettPas encore d'évaluation
- Procedimiento Reemplazo de Motor de Chancador PrimarioDocument19 pagesProcedimiento Reemplazo de Motor de Chancador PrimarioSergio Andrés Carmona LópezPas encore d'évaluation
- Planta Concentradora - London 26 Set 06Document11 pagesPlanta Concentradora - London 26 Set 06Beker Chaca BonillaPas encore d'évaluation
- Innovación Tecnológica en La MineríaDocument8 pagesInnovación Tecnológica en La MineríaWilderAlexanderMCPas encore d'évaluation
- 05-04-2023 Plantilla 4 Semanas DeontologiaDocument13 pages05-04-2023 Plantilla 4 Semanas Deontologiamisael antezana100% (2)
- Organizacion Division ChuquicamataDocument4 pagesOrganizacion Division ChuquicamataGabriel Ojeda MayorgaPas encore d'évaluation
- Presentación #4 RIESGOS EN LAS ACTIVIDADES MINERASDocument27 pagesPresentación #4 RIESGOS EN LAS ACTIVIDADES MINERASNaihza JosselinePas encore d'évaluation
- Manual de BombasDocument32 pagesManual de BombasSergio Andres DavilaPas encore d'évaluation
- MANTENIMIENTO PREVENTIVO WordDocument5 pagesMANTENIMIENTO PREVENTIVO WordAgusPas encore d'évaluation
- Informe Planeación Del Trabajo en MantenimientoDocument9 pagesInforme Planeación Del Trabajo en MantenimientoOmar Octavio Álvarez Pereira0% (1)
- Regulador Tipo BanjoDocument1 pageRegulador Tipo BanjoFernando Fuentes MacayaPas encore d'évaluation
- Chavetas Paralelas 6885 t2Document1 pageChavetas Paralelas 6885 t2Fernando Fuentes MacayaPas encore d'évaluation
- Chavetas Paralelas 6885 t1Document1 pageChavetas Paralelas 6885 t1Fernando Fuentes MacayaPas encore d'évaluation
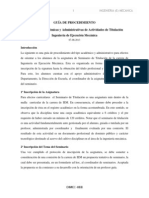
- Guia de Seminario de TitulacionDocument3 pagesGuia de Seminario de TitulacionFernando Fuentes MacayaPas encore d'évaluation
- Cómo Definir Tu Modelo de NegocioDocument14 pagesCómo Definir Tu Modelo de NegocioFernando Fuentes MacayaPas encore d'évaluation
- Curso de Fotografia Digital PDFDocument138 pagesCurso de Fotografia Digital PDFjuankhososPas encore d'évaluation
- Animación Penca )Document1 pageAnimación Penca )Fernando Fuentes MacayaPas encore d'évaluation
- Kasparov Enseña Ajedrez PDFDocument241 pagesKasparov Enseña Ajedrez PDFEsteban MuñozPas encore d'évaluation
- Arranque ExplosivoDocument7 pagesArranque ExplosivoLuis Alberto Ancota AlatristaPas encore d'évaluation
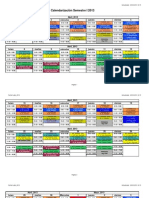
- Calendario F Semestre I 2013Document9 pagesCalendario F Semestre I 2013Fernando Fuentes MacayaPas encore d'évaluation
- Norma Coguanor NTG 41060 Astm c192Document23 pagesNorma Coguanor NTG 41060 Astm c192Diego Zambrana FernándezPas encore d'évaluation
- Ensayo No Destructivo Por Líquido PenetranteDocument12 pagesEnsayo No Destructivo Por Líquido PenetranteCarlos SanchezPas encore d'évaluation
- Analisis Del MercadoDocument30 pagesAnalisis Del MercadojhonathanPas encore d'évaluation
- Guia Laboratorio 440038 IemDocument55 pagesGuia Laboratorio 440038 IemFernando Fuentes MacayaPas encore d'évaluation
- Inspeccion de Soldadura Por Liquidos PenetrantesDocument21 pagesInspeccion de Soldadura Por Liquidos PenetrantesLuis Jahuira SalasPas encore d'évaluation
- Manual para Emprender - SercotecDocument150 pagesManual para Emprender - SercotecSergio Paredes GallegosPas encore d'évaluation
- ProbabilidadDocument32 pagesProbabilidadMiguel Pacheco PalominoPas encore d'évaluation
- Temario Clinica Aws D11-2015 PDFDocument15 pagesTemario Clinica Aws D11-2015 PDFjavierPas encore d'évaluation
- MIII-U3 - Actividad 2. Función Lineal - A07075657Document7 pagesMIII-U3 - Actividad 2. Función Lineal - A07075657Pablo Guevara100% (1)
- Turismo Chino PDFDocument37 pagesTurismo Chino PDFGiovanna Perales AlurraldePas encore d'évaluation
- Decreto 1260 de 1970Document1 pageDecreto 1260 de 1970Adriana NietoPas encore d'évaluation
- Cesar Adolfo Ramos MorenoDocument2 pagesCesar Adolfo Ramos MorenoLina GuerreroPas encore d'évaluation
- Ensayo Sistemas Contables ComputarizadosDocument10 pagesEnsayo Sistemas Contables ComputarizadosMily CastilloPas encore d'évaluation
- Cálculo de Instalaciones EléctricasDocument92 pagesCálculo de Instalaciones EléctricasAbel Omar SerúPas encore d'évaluation
- Instrumentacion y Control LAB1Document7 pagesInstrumentacion y Control LAB1Cesar BencomoPas encore d'évaluation
- Manual Sun2 PDF EsDocument134 pagesManual Sun2 PDF EsOscar Santos100% (1)
- Instructivo Instalacion Plantas Energy StoreDocument3 pagesInstructivo Instalacion Plantas Energy StorePacho SantacruzPas encore d'évaluation
- Etapas Del EventoDocument7 pagesEtapas Del Eventoangie melissaPas encore d'évaluation
- Esquema de NegociacionDocument2 pagesEsquema de NegociacionGloria Castro LeyvaPas encore d'évaluation
- Microcontroladores Equipo 5Document29 pagesMicrocontroladores Equipo 5isma_nikePas encore d'évaluation
- Trabajo Simulación 2Document10 pagesTrabajo Simulación 2Camilo Chica VargasPas encore d'évaluation
- Cuestionario Analitica TerminadoDocument17 pagesCuestionario Analitica TerminadoCarlos Suppo100% (1)
- Extensiones PDFDocument0 pageExtensiones PDFwalexx04Pas encore d'évaluation
- Equinox 2019 Manual de PropietarioDocument402 pagesEquinox 2019 Manual de PropietarioLeo RomeroPas encore d'évaluation
- Informe 04 Semanas No 03 Supervisor Senati Final Al 27-11-16Document22 pagesInforme 04 Semanas No 03 Supervisor Senati Final Al 27-11-16Jimmy Silvestre Corpus AcostaPas encore d'évaluation
- Tema 3 PDFDocument72 pagesTema 3 PDFSamuu2420100% (1)
- Comprensión Lectora 1Document4 pagesComprensión Lectora 1Noemí Peña MamaniPas encore d'évaluation
- El Kipu y La YupanaDocument11 pagesEl Kipu y La YupanaLila MendezPas encore d'évaluation
- Marco TeoricoDocument3 pagesMarco TeoricoEduardo GilPas encore d'évaluation
- Sistema de Aprendizaje Tutorial SATDocument2 pagesSistema de Aprendizaje Tutorial SATYessica QuirozPas encore d'évaluation
- GRABADODocument11 pagesGRABADODaniel Hernández MartínPas encore d'évaluation
- Planificacion en VenezuelaDocument11 pagesPlanificacion en VenezuelaMaria Isabel EnriquezPas encore d'évaluation
- Actividad de La Unid. 1+trabajo+en++++equipoDocument3 pagesActividad de La Unid. 1+trabajo+en++++equipoLuis Alberto Feliz VillanuevaPas encore d'évaluation
- Boletín - Oficial - 2.010 10 28 SociedadesDocument60 pagesBoletín - Oficial - 2.010 10 28 SociedadesalejandrorfbPas encore d'évaluation
- Como Compilar La Librería GMP Bajo WindowsDocument2 pagesComo Compilar La Librería GMP Bajo WindowsLuis Leandro Moya SolisPas encore d'évaluation