Vous aimerez peut-être aussi
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (399)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (73)
- NASA ERAST Program Develops High-Altitude UAVsDocument17 pagesNASA ERAST Program Develops High-Altitude UAVsEgz AguilarPas encore d'évaluation
- Elevator Installation Contract - 2022 - CNMDocument5 pagesElevator Installation Contract - 2022 - CNMsolid groupPas encore d'évaluation
- Corrosion in Oil and Gas Industry A Perspective On Corrosion InhibitorsDocument1 pageCorrosion in Oil and Gas Industry A Perspective On Corrosion InhibitorsAsma Sed100% (1)
- WWW - Incar.tw-Kobelco SK 75 Service ManualDocument5 pagesWWW - Incar.tw-Kobelco SK 75 Service Manualpurnomo0% (1)
- A380-LEVEL III - ATA 42 Integrated Modular Avionics - Avionics DaDocument66 pagesA380-LEVEL III - ATA 42 Integrated Modular Avionics - Avionics DaAbolfazl Mazloomi100% (11)
- Ip Transmitter Calibration FormDocument1 pageIp Transmitter Calibration Formعماد صدقيPas encore d'évaluation
- The Expression of Uncertainty and Confidence in Measurement (Edition 3, November 2012)Document82 pagesThe Expression of Uncertainty and Confidence in Measurement (Edition 3, November 2012)JeransPas encore d'évaluation
- Standard For Safety UL ADocument49 pagesStandard For Safety UL ANhất NgônPas encore d'évaluation
- Datasheet AC58-Profibus enDocument11 pagesDatasheet AC58-Profibus enعماد صدقيPas encore d'évaluation
- Technical Manual Profibus ACURO en PDFDocument75 pagesTechnical Manual Profibus ACURO en PDFprotesto06Pas encore d'évaluation
- 4204 Portata Ultrasuoni ENGDocument2 pages4204 Portata Ultrasuoni ENGعماد صدقيPas encore d'évaluation
- Target Control TechniqueDocument7 pagesTarget Control Techniqueعماد صدقي100% (1)
- 13 - Sharp and Broad-Crested Weirs - Sutherland TaylorDocument9 pages13 - Sharp and Broad-Crested Weirs - Sutherland Taylorনীল জোছনাPas encore d'évaluation
- Company Profile JSTDocument6 pagesCompany Profile JSTعماد صدقيPas encore d'évaluation
- 26046Document11 pages26046عماد صدقيPas encore d'évaluation
- Magflux A 1507 enDocument10 pagesMagflux A 1507 enعماد صدقيPas encore d'évaluation
- 4204 Portata Ultrasuoni ENGDocument2 pages4204 Portata Ultrasuoni ENGعماد صدقيPas encore d'évaluation
- Specs TX 3000Document4 pagesSpecs TX 3000عماد صدقيPas encore d'évaluation
- STAUFF and VOSWINKEL Catalogues 1-10Document1 pageSTAUFF and VOSWINKEL Catalogues 1-10عماد صدقيPas encore d'évaluation
- Magflux M1 Datasheet 0810 enDocument3 pagesMagflux M1 Datasheet 0810 enعماد صدقيPas encore d'évaluation
- Datasheet Ee776Document6 pagesDatasheet Ee776عماد صدقيPas encore d'évaluation
- CenterDocument8 pagesCenterعماد صدقيPas encore d'évaluation
- Master of Body Language PDFDocument10 pagesMaster of Body Language PDFreversoPas encore d'évaluation
- Calibrating and Testing Control Components On Your Heat Process.Document3 pagesCalibrating and Testing Control Components On Your Heat Process.Hayden LovettPas encore d'évaluation
- NewLine CatalogueDocument2 pagesNewLine Catalogueعماد صدقيPas encore d'évaluation
- GIS Application in Power DistributionDocument2 pagesGIS Application in Power Distributionعماد صدقيPas encore d'évaluation
- Phs Thesis2Document60 pagesPhs Thesis2Sachin KhandarePas encore d'évaluation
- Gis For Electric DistributionDocument4 pagesGis For Electric Distributionعماد صدقيPas encore d'évaluation
- Determining Accuracy Stability Digital Pressure GaugesDocument2 pagesDetermining Accuracy Stability Digital Pressure Gaugesعماد صدقيPas encore d'évaluation
- Calibration Intervals, A Manufacturer'S PerspectiveDocument6 pagesCalibration Intervals, A Manufacturer'S Perspectiveعماد صدقيPas encore d'évaluation
- GIS Application in Power DistributionDocument2 pagesGIS Application in Power Distributionعماد صدقيPas encore d'évaluation
- White - Paper - Calibrating Calibrators PDFDocument3 pagesWhite - Paper - Calibrating Calibrators PDFعماد صدقي100% (1)
- WP EDDL Calibration Trim FormDocument20 pagesWP EDDL Calibration Trim FormLaurian ŞtefanPas encore d'évaluation
- Gas Custody Transfer Calibration BetaGauge 330Document8 pagesGas Custody Transfer Calibration BetaGauge 330عماد صدقيPas encore d'évaluation
- Wrf736sdam14 - Tech - Sheet - W10811276 - Rev - B Otro Modelo de La Nevera de Oliva OcoaDocument5 pagesWrf736sdam14 - Tech - Sheet - W10811276 - Rev - B Otro Modelo de La Nevera de Oliva OcoaEdison EspinalPas encore d'évaluation
- 70005144e 1314001 PDFDocument501 pages70005144e 1314001 PDFLuis FernandoPas encore d'évaluation
- Measurement & Calculation of Vehicle Center of Gravity Using Portable Wheel ScalesDocument11 pagesMeasurement & Calculation of Vehicle Center of Gravity Using Portable Wheel ScalesVedant KodagiPas encore d'évaluation
- Emergency CallDocument6 pagesEmergency CallNugrohoPas encore d'évaluation
- Purushothaman.V Head-Technical 9500118390: Kind Attn: Ln. RDocument9 pagesPurushothaman.V Head-Technical 9500118390: Kind Attn: Ln. RsramkmPas encore d'évaluation
- Wabco Air Suspension Compressor RepairDocument3 pagesWabco Air Suspension Compressor RepairgarcolPas encore d'évaluation
- Linthwaite: Conservatio N AreaDocument26 pagesLinthwaite: Conservatio N Areabill baileyPas encore d'évaluation
- DTH Equipment - Product - Catalogue - tcm45-3560033 PDFDocument48 pagesDTH Equipment - Product - Catalogue - tcm45-3560033 PDFJALFAROROPas encore d'évaluation
- Ahmed Mohammed EL Desouky 2007Document8 pagesAhmed Mohammed EL Desouky 2007Hazem MohamedPas encore d'évaluation
- LB2 UC30 Data Sheet enUS 80218564235Document5 pagesLB2 UC30 Data Sheet enUS 80218564235Ahmed ShawkyPas encore d'évaluation
- PARTSDocument10 pagesPARTSTestrootePas encore d'évaluation
- Phase Diagrams IntroductionDocument76 pagesPhase Diagrams IntroductionGikiTopiPas encore d'évaluation
- Study of Buffer Overflows and Keyloggers in The Linux Operating SystemDocument8 pagesStudy of Buffer Overflows and Keyloggers in The Linux Operating Systemrobyrulz100% (1)
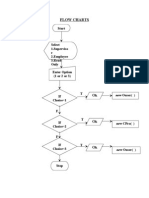
- Flow Charts Option: StartDocument13 pagesFlow Charts Option: StartbalabooksPas encore d'évaluation
- Fisher Poistioner CatalogueDocument12 pagesFisher Poistioner CatalogueUsama IqbalPas encore d'évaluation
- Bottling Line Splitter DesignDocument189 pagesBottling Line Splitter DesignIstván SzékelyPas encore d'évaluation
- Explorador Ww90j6410cwec Version 02Document13 pagesExplorador Ww90j6410cwec Version 02Cristi PopescuPas encore d'évaluation
- Dedi Kristiawan: Personal DetailDocument5 pagesDedi Kristiawan: Personal DetaildedyPas encore d'évaluation
- HVCB Timing ApplicationDocument52 pagesHVCB Timing Applicationbhuban mohanPas encore d'évaluation
- Novajet Refference GuideDocument74 pagesNovajet Refference GuideoralbnetworkPas encore d'évaluation
- Elink For Windows: List of Pages in This Trip KitDocument130 pagesElink For Windows: List of Pages in This Trip KitAhmed GvPas encore d'évaluation
- Android Tutorial - Broadcast ReceiversDocument15 pagesAndroid Tutorial - Broadcast ReceiversTrieu Ngo HuyPas encore d'évaluation
- Core 3Document2 pagesCore 3RidhiPas encore d'évaluation
- Catalogo - CATUDocument132 pagesCatalogo - CATUxis-zeroPas encore d'évaluation