Vous aimerez peut-être aussi
- ATTACHMENT #3 Work Split Between Purchaser and Tank FabricatorDocument2 pagesATTACHMENT #3 Work Split Between Purchaser and Tank FabricatorPriyo Jati WahyonoPas encore d'évaluation
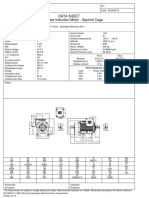
- Data Sheet Three-Phase Induction Motor - Squirrel CageDocument1 pageData Sheet Three-Phase Induction Motor - Squirrel CagePriyo Jati WahyonoPas encore d'évaluation
- Patterson Pump CatalogDocument16 pagesPatterson Pump CatalogPriyo Jati WahyonoPas encore d'évaluation
- Attachment - 12 - Bidder Detail Design DataDocument5 pagesAttachment - 12 - Bidder Detail Design DataPriyo Jati WahyonoPas encore d'évaluation
- We Are Accepting D-Day Registrations!: Field Specialist Trainee (FST) & Maintenance TechnicianDocument2 pagesWe Are Accepting D-Day Registrations!: Field Specialist Trainee (FST) & Maintenance TechnicianPriyo Jati WahyonoPas encore d'évaluation
- Mechanical Calculation Storage Tank 110 KL (T-04)Document4 pagesMechanical Calculation Storage Tank 110 KL (T-04)Priyo Jati WahyonoPas encore d'évaluation
- Mechanical Calculation TANK 53 KL (T-05)Document4 pagesMechanical Calculation TANK 53 KL (T-05)Priyo Jati WahyonoPas encore d'évaluation
- Tanky 53 KL Rev.1Document187 pagesTanky 53 KL Rev.1Priyo Jati WahyonoPas encore d'évaluation
- PV Elite 2015 Sp1 Licensee: SPLM Licensed User Filename: Untitled Nozzle Calcs.: N1 Nozl: 3 9:36am Dec 7,2018Document32 pagesPV Elite 2015 Sp1 Licensee: SPLM Licensed User Filename: Untitled Nozzle Calcs.: N1 Nozl: 3 9:36am Dec 7,2018Priyo Jati WahyonoPas encore d'évaluation
- Calculation For HVACDocument52 pagesCalculation For HVACPriyo Jati Wahyono100% (1)
- Skid Calculation Make Up Water Tank Rev A.by AmDocument8 pagesSkid Calculation Make Up Water Tank Rev A.by AmPriyo Jati WahyonoPas encore d'évaluation
- Description Requirement Remark: Note 1Document1 pageDescription Requirement Remark: Note 1Priyo Jati WahyonoPas encore d'évaluation
- Pump Selection - Teluk Kabung (07.10.2015) - With CommentDocument15 pagesPump Selection - Teluk Kabung (07.10.2015) - With CommentPriyo Jati WahyonoPas encore d'évaluation
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (345)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- A SiC MOSFET Based High Voltage DC Smart Hybrid Contactor DesignDocument5 pagesA SiC MOSFET Based High Voltage DC Smart Hybrid Contactor DesignKrishanu ModakPas encore d'évaluation
- A New Sintering Additive For Silicon Carbide CeramicDocument5 pagesA New Sintering Additive For Silicon Carbide CeramicyinxinshixianPas encore d'évaluation
- Field Grading in Electrical MachinesDocument4 pagesField Grading in Electrical MachinesPaawanPas encore d'évaluation
- A Review On Current Research Trends in Electrical Discharge Machining (EDM)Document15 pagesA Review On Current Research Trends in Electrical Discharge Machining (EDM)Armando Rosas GonzalitosPas encore d'évaluation
- Oxidation Behaviour of Silicon Carbide - A Review PDFDocument11 pagesOxidation Behaviour of Silicon Carbide - A Review PDFcleitononline4599Pas encore d'évaluation
- ProceedingsoftheInstitutionofMechanicalEngineersPartB JournalofEngineeringManufacture 2015 Sarkar VKJainDocument16 pagesProceedingsoftheInstitutionofMechanicalEngineersPartB JournalofEngineeringManufacture 2015 Sarkar VKJainRadha KrishnaPas encore d'évaluation
- Poster Final PDFDocument1 pagePoster Final PDFm devaiahPas encore d'évaluation
- Catalogo 3DDocument36 pagesCatalogo 3DEddie GuillénPas encore d'évaluation
- Vijaya Ramnath 2018 IOP Conf. Ser. Mater. Sci. Eng. 390 012103 PDFDocument7 pagesVijaya Ramnath 2018 IOP Conf. Ser. Mater. Sci. Eng. 390 012103 PDFMangesh LingampallePas encore d'évaluation
- Ultra-High Temperature Materials and ManufacturingDocument10 pagesUltra-High Temperature Materials and ManufacturingGenghis Erkan100% (1)
- Lecture NotesDocument44 pagesLecture NotesRaj KumarPas encore d'évaluation
- L2 Engineering MaterialsDocument15 pagesL2 Engineering MaterialsPrabhakar KattulaPas encore d'évaluation
- Planar Edge Terminations For High Power SiC DiodesDocument234 pagesPlanar Edge Terminations For High Power SiC DiodesRaul PerezPas encore d'évaluation
- 7th Sem - MCM NOTES-UNIT I-Chapter 3 - MMCs and CMCsDocument20 pages7th Sem - MCM NOTES-UNIT I-Chapter 3 - MMCs and CMCsHarry ParryPas encore d'évaluation
- CUMIDocument69 pagesCUMIamuliya v.sPas encore d'évaluation
- Ceramic Uses and ProcessesDocument22 pagesCeramic Uses and ProcessesWang Zheng FengPas encore d'évaluation
- SeminarDocument22 pagesSeminarKshitij KharePas encore d'évaluation
- Compounds of Carbon: (I) Per, Nonocarhonic Acid, (Ii) Perdicarbonic AcidDocument72 pagesCompounds of Carbon: (I) Per, Nonocarhonic Acid, (Ii) Perdicarbonic Acidsant venkatakrishnanPas encore d'évaluation
- Measurement Methodology For Accurate Modeling of Sic Mosfet Switching Behavior Over Wide Voltage and Current RangesDocument12 pagesMeasurement Methodology For Accurate Modeling of Sic Mosfet Switching Behavior Over Wide Voltage and Current RangesIsra JanPas encore d'évaluation
- Composite Materials and ProcessingDocument105 pagesComposite Materials and ProcessingSunny BhatiaPas encore d'évaluation
- Scs 210 AmDocument6 pagesScs 210 AmAntonio CabelloPas encore d'évaluation
- Hexoloy Sa Sic Tds 0Document4 pagesHexoloy Sa Sic Tds 0Hamzah SyaifullahPas encore d'évaluation
- Refractory Engineering German BookDocument445 pagesRefractory Engineering German BookSURULIAPPAN PREMKMAR100% (8)
- J Jmapro 2020 09 010Document22 pagesJ Jmapro 2020 09 010Muhammed NayeemPas encore d'évaluation
- Presentation Terwingo Sodetal AWT Project - Copie PDFDocument5 pagesPresentation Terwingo Sodetal AWT Project - Copie PDFlozePas encore d'évaluation
- Design, Simulation and Prototyping Three Phase InverterDocument154 pagesDesign, Simulation and Prototyping Three Phase InverterMarc TcheukabaPas encore d'évaluation
- Influence of Corrosion and Surface Roughness On Wettability OfASTM A36 SteelsDocument17 pagesInfluence of Corrosion and Surface Roughness On Wettability OfASTM A36 SteelsRidho NuzullahPas encore d'évaluation
- Production of Aluminum-Silicon Carbide Composites Using Powder Metallurgy at Sintering Temperatures Above The Aluminum Melting PointDocument13 pagesProduction of Aluminum-Silicon Carbide Composites Using Powder Metallurgy at Sintering Temperatures Above The Aluminum Melting PointMustafa Levent SipahiPas encore d'évaluation
- 03 MDM Cat-E 0010-12Document8 pages03 MDM Cat-E 0010-12Fernando LopezPas encore d'évaluation