Académique Documents
Professionnel Documents
Culture Documents
SEKAB
Transféré par
Tânia MallardDescription originale:
Copyright
Formats disponibles
Partager ce document
Partager ou intégrer le document
Avez-vous trouvé ce document utile ?
Ce contenu est-il inapproprié ?
Signaler ce documentDroits d'auteur :
Formats disponibles
SEKAB
Transféré par
Tânia MallardDroits d'auteur :
Formats disponibles
2 June 2013
Abstract
The purpose of this report was to investigate whether a second generation ethanol demo
plant using wheat straw or spruce as raw material, could be designed to bear its own costs.
This was assumed impossible unless some kind of integration with existing industry could be
achieved. Apart from the basic process, one conguration with an added evaporation process
and one with an added anaerobic digestion chamber, were evaluated for each of the two raw
material options. This was done by utilizing the owsheeting software Aspen Plus to solve all
material and energy balances. An economic analysis of the results was carried out, including
capital and operational cost estimations, as well as capital budgeting, in order to determine
which conguration and raw material ow capacity would be most protable. The results of
all analyses showed that the conguration with biogas production using anaerobic digestion
was the most protable for both spruce and straw. More so for the latter, mostly due to its
signicantly lower cost. This conclusion assumed sucient market demand for both product
and by-product, which might not be the case in reality. Therefore, dierent integration options
were discussed, and it was concluded that a demo plant without liquid by-product purication,
with straw as raw material, integrated with a rst generation ethanol plant, would be the most
suitable. The main reason for not using the anaerobic digestion conguration is that biogas
in such small quantities would most likely be near impossible to sell. Another contributing
factor is that integration with existing ethanol industry was considered the most plausible
option due to SEKABs connections within that particular eld.
Contents
I Introduction 1
1 Problem Formulation 1
2 Method 2
II Literature Review 3
3 Raw Materials 3
3.1 Sugar-based Materials . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
3.2 Starch-based Materials . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
3.3 Lignocellulosic Materials . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
3.3.1 Cellulose . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
3.3.2 Hemicellulose . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
3.3.3 Lignin . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
4 Industrial Processes for Ethanol Production 4
4.1 Processes Based on Starch . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4
4.2 Processes Based on Lignocellulose . . . . . . . . . . . . . . . . . . . . . . . . . . . 4
4.2.1 Pretreatment . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4
4.2.2 Enzymatic Hydrolysis . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
4.2.3 Fermentation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
4.2.4 Purication . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
5 Products 5
5.1 Ethanol . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6
5.2 Lignin . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6
5.3 Biogas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6
III Aspen Plus Simulations 7
6 Integration Options 7
7 Simulation Method 7
8 Flowsheeting 8
9 Design Specications 9
IV Techno-Economic Evaluation 12
10 Capital Cost Estimation 12
10.1 Pretreatment Reactor . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12
10.2 Distillation Columns . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12
10.3 Flash Evaporators . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13
10.4 Heat Exchangers . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13
10.5 Anaerobic Digestion . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13
10.6 Dryer . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13
10.7 Evaporators . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13
10.8 Filter Press . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13
10.9 Adsorption Tower . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14
10.10Absorption Tower . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14
11 Capital Budgeting 14
11.1 Net Present Value . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14
11.2 Pay-Back Method . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14
12 Operating Cost 15
12.1 Direct Variable Costs . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15
12.1.1 Raw Material . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15
12.1.2 Additional Components . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15
12.1.3 Electricity . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15
12.1.4 Water . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15
12.1.5 Steam . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15
12.1.6 Maintenance and Repairs . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15
12.1.7 Process Operating Personnel . . . . . . . . . . . . . . . . . . . . . . . . . . 15
12.1.8 Process Operating Management . . . . . . . . . . . . . . . . . . . . . . . . . 16
12.1.9 Laboratory Work . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16
12.1.10License Fees . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16
12.2 Indirect Variable Costs . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16
12.2.1 Overhead for personnel . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16
12.2.2 Administration . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16
12.2.3 Distribution and Sales . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16
12.2.4 Research and Development . . . . . . . . . . . . . . . . . . . . . . . . . . . 16
12.3 Fixed Capital . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16
12.3.1 Storage of Raw Material and Main Product . . . . . . . . . . . . . . . . . . 16
12.3.2 Storage of Spare Parts . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 17
12.4 Income . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 17
12.4.1 Main Product . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 17
12.4.2 By-products . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 17
V Results 18
13 Results from Simulations and Economic Analyses 18
13.1 Simulation Results . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 18
13.2 Economic Evaluation Results . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 19
13.3 Net Prot Comparison . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 22
13.4 Capital Cost Estimation and Budgeting . . . . . . . . . . . . . . . . . . . . . . . . 22
14 Sensitivity Analysis 25
VI Discussion 26
15 Integration Options 26
15.1 First Generation Ethanol Plant . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 27
15.2 Combined Heat and Power Plant . . . . . . . . . . . . . . . . . . . . . . . . . . . . 27
15.3 Pulp and Paper Mill . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 27
16 Sensitivity Analysis 27
16.1 Prices . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 27
16.2 Xylose Fermentation Yield . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 27
16.3 Capital Cost . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 28
16.4 Operating Hours . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 28
17 Plausibility 28
18 Future Work 28
19 Recommendation 29
VII Appendix 31
A Flow Sheet 31
B Pinch Analysis 37
C Capital Cost Estimation 46
C.1 Summary . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 46
C.2 Pretreatment . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 48
C.3 Purication . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 50
C.4 Process . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 52
C.5 SSF . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 54
C.6 Dryer . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 54
C.7 Evaporator . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 55
D Operating Cost 56
Part I
Introduction
The importance of alternative fuels is steadily increasing as the oil prices continue to rise, and the
threat to the environment, partially due to combustion of oil, grows. One of the alternatives is
to utilize biofuels, since they create a closed carbon chain in which the amount of released carbon
dioxide from combustion of the fuel, is absorbed by growing biomass through photosynthesis,
which causes the net carbon dioxide emission to be reduced signicantly. One of the possible
renewable sources is bioethanol, which can be produced from many dierent raw materials. In a
renewable process, fermentation of sugars is utilized, which can be extracted from sugar cane or
sugar beet. Processes based on starch extracted from biomass such as wheat, are also possible.
One eld that is heavily researched, is to use lignocellulosic raw material[1]. Reasons for being an
interesting raw material are its global abundance, and the fact that it does not compete with food
production, which is important with a growing world population. In Europe a legislation has been
introduced to limit the fuel ethanol produced from food crops to ve percent of the total production
volume until 2020, which increases the chances to compete with ethanol based on lignocellulosic
raw materials, despite the higher production cost[2]. It is quite clear why Europe wants to reduce
its oil dependency, since 94% of the energy used 2010 in the transport sector were derived from oil
compared to the 4,4% that came from biofuels[3].
On a short and middle term, biofuels have an advantage compared to other renewable energy
sources since they are easily implemented in todays transport sector, with only a few modications.
Both because the technology for cars using ethanol as fuel is developed, and that the fuel lling
uses the same operations as todays fuel because ethanol, like petrol, is a liquid. Then there is the
not quite so obvious advantage, which is that a transition to biofuels will create jobs, since new
plants need to be built, and the ethanol can be produced closer to its intended use, rather than
as it is now, where crude oil is shipped all around the world[4]. It is clear that this is a growing
area since the production of fuel ethanol has more than four doubled during the last decade, to a
world production in 2012 which is estimated to 85.2 billion liters[4][5]. The potential for Europes
production of ethanol in the future has been estimated to 290 Mton or 15EJ per year when it is
derived from lignocellulosic material to a price of 6 e/GJ, which is competitive with todays oil
consumption[4]. Furthermore, EU has recently decided that 10% ethanol by volume in petrol is
allowed. In Sweden however, this will still only mean a mixing to 6.5% since that is the national
limit for the tax free blend in of ethanol in petrol, if the rules are not changed by politicians[6].
1 Problem Formulation
SEKAB E-technology have successfully been running a small scale pilot plant over the past years,
and are now interested in trying the technology in a larger scale plant.
The purpose of this project was to design a demonstration plant for production of ethanol based
on spruce or wheat straw, with a raw material intake of somewhere between one and ve tons per
hour. SEKAB was primarily interested in ensuring that their pretreatment and fermentation tech-
nology works well on this scale, which left possibilities to integrate the plant with existing industry
in order to reduce production costs. The primary integration opportunities to be considered were:
integration with an existing rst generation plant, where the steam would be purchased from
the plant, and the post stripping ethanol stream would be sent to the plants distillation
columns.
integration with a pulp and paper mill, which would provide steam, and buy produced lignin
to burn in its steam boiler.
Estimations of investment and operational costs were then to be made. The main nancial goal
was to design the plant in such a way that the product sales income would completely cover the
operational costs. A project evaluation including an economic analysis were to be made as well.
Lastly a sensitivity analysis was to be carried out on critical process parameters to make sure
the plant design would meet the requirements despite variations.
1
2 Method
As a rst step of the proceedings, a literature study was carried out as a way of getting to and
assessing information concerning the process, and relevant information was gathered in a review.
Based on the literature review, dierent process congurations were chosen. Some using wheat
straw as raw material, and some using spruce. The owsheeting software, Aspen Plus, was used
in order to evaluate the selected process congurations. The main dierence between the raw
materials is that pentose sugars are fermented in the wheat straw process, while they are not in
the spruce process, due to the lower xylan content of the latter. An economic evaluation was
carried out once the simulations were completed, providing cost estimates for both investment
and operational costs. Estimates of individual process units were based on Ulrichs method[7].
Although not completely accurate, it provided rough estimates, which was deemed enough for the
intended purpose.
2
Part II
Literature Review
3 Raw Materials
Ethanol is produced from a great variation of raw materials, and pretty much anything containing
sugar-chains can be used with the right enzymes. Because of the high production cost and the
relatively low yields, far from all the possible processes are economically protable without added
prot from by-product sales. Therefore the choice of raw material is very important, since dierent
raw materials result in dierent by-products. Materials suitable for production of bioethanol can
be divided into three general groups. Sugar-based, starch-based and lignocellulosic materials[8].
3.1 Sugar-based Materials
Sugar beet and sugar cane contain sugars mainly in the form of sucroses, which is easily fermented.
This results in simple processes mainly consisting of a fermentor followed by distillation [8].
3.2 Starch-based Materials
This group contains materials such as wheat and corn consisting of starch, which can be hydrolysed
into glucose, and subsequently fermented and distilled[8].
3.3 Lignocellulosic Materials
Lignocellulosic materials include a broad range of dierent materials, and although it has the great-
est production potential, it is also the most challenging from a conversion technology perspective[8].
All lignocellulosic materials consist of the same main building blocks: cellulose, hemicellulose and
lignin. Together they usually constitute about 90% of the materials dry weight. The distribution
of the three however, diers from material to material[9]. The main constituents of lignocellulosic
materials are described briey below.
3.3.1 Cellulose
Cellulose is by far the most common polysaccharide in nature. It is the main component in regular
wood and represents approximately 40% to 50% of its dry mass[8]. Cellulose consists of linear
chains of 2,000 - 20,000 -1,4 linked glucose units, with the disaccharide cellobiose as the basic
repeating unit. Due to its highly ordered structure, cellulose is insoluble in water[9].
3.3.2 Hemicellulose
Hemicellulose is a group of polysaccharides consisting of both hexosans (e.g. glucan) and pentosans
(e.g. xylan). Depending on the total amount of hemicellulose, and the composition, wood is divided
into two subcategories: softwood, containing higher amounts of hexosans (mannan), and hardwood
containing more pentosans (xylan)[8]. Due to its lower ordered structure, hemicellulose is more
hydrophilic and is easier to hydrolyse than cellulose[9].
3.3.3 Lignin
Is a complex polymer composed of phenolic compounds and it stands for about 10% to 30% of
the wood mass. Its purpose is to give strength and structure to the wood. Lignin is mainly
constructed out of guaiacyl, syringyl and (p-hydroxyphenyl)propane which all are phenylpropanes.
The percentage of guaiacyl in softwood lignin is higher than in that of hardwood[8]. The chemical
structure of lignin makes it highly resistant to enzymatic or chemical degradation[9].
3
4 Industrial Processes for Ethanol Production
4.1 Processes Based on Starch
Compared with the lignocellulosic, the starch process is simpler and more developed, since it has
been around for a long time. But it is still not as simple as a sugar based process, since the
starch needs to be hydrolyzed. For this purpose very eective enzymes called amylases are used to
enable subsequent fermentation to ethanol. This is done in a two step process. Firstly there is the
saccharication, or mashing, where the starch is converted to simple glucose by the amylases, and
secondly this mash is fermented into ethanol by yeast. This is transferred to the distillation from
which the result is ethanol at almost azeotropic concentration. The ethanol-solution then passes
through molecular sieves which absorb the last of the water, so the ethanol can be used in blends
with petrol or as a pure fuel. The bottoms product from the distillation, which contains a lot of
proteins, fat and cellulose bres, is centrifuged in order to reduce the water content. It is then
dried and sold as animal feed[1].
4.2 Processes Based on Lignocellulose
When ethanol is produced from lignocellulosic biomass there are a number of additional challenges
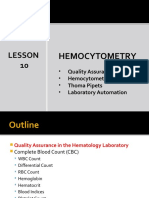
compared to the traditional starch based process. Figure 1 shows a simple ow diagram for
a process which produces ethanol from biomass. Each step is described in more detail in the
following section.
Ethanol Process
SSF
Pretreatment
Enzymatic
Hydrolysis
Fermentation
Distillation
Molecular
Sieve
Ligning
Filtration
Combustion
Wastewater
Treatment
Mash
Stillage
Process Water
BIomass
Ethanol
Solid
Lignin
Electricity
Process Heat
Figure 1: Flow diagram showing a typical process for producing ethanol from lignocellulose.
4.2.1 Pretreatment
The largest dierence between producing ethanol from lignocellulose, and producing it from starch,
is the need for pretreatment. The purpose of the pretreatment is to make the lignocellulosic material
suitable for enzymatic attack.
4
A number of dierent methods for pretreatment exists, and they can be classied according to
the basic mechanism acting during the pretreatment[10]. Chemical methods include impregnation
of the biomass with diluted mineral acids, organic solvents and alkaline solutions. It is however
more common to combine these chemical methods with some physical methods[10]. One of the
most common pretreatment methods is called Steam Explosion, in which the biomass is treated
with diluted sulfuric acid or sulfur dioxide, and then heated with high pressure steam. This
method is used in the SEKAB pilot plant in rnskldsvik (Sweden)[11]. Steam explosion gives
a high recovery of all carbohydrates, high digestibility of cellulose in the hydrolysis and high
concentration of sugars, with a low amount of degradation products, and low energy costs [12].
Higher steam temperatures gives better enzymatic digestibility, but also increases the formation
of degradation products, such as furfural, HMF, organic acids and phenols[12].
4.2.2 Enzymatic Hydrolysis
When the biomass has been pretreated and made more suitable for enzymatic attack, the cellulose
and hemicellulose are hydrolysed to sugars, which are in turn fermented into ethanol by microor-
ganisms. This is done by the enzyme cellobiohydrolase. The chemical reactions for the enzymatic
hydrolysis is shown below:
[C
5
H
10
O]
n
+ H
2
O
cellulase
[C
5
H
10
O]
n2
+ C
12
H
22
O
11
(1)
C
12
H
22
O
11
+ H
2
O
-glucosidase
2 C
6
H
12
O
6
(2)
In the rst reaction cellulose is cleaved into cellobiose by cellulase enzymes, which in turn is
converted into glucose by -glucosidase in the second reaction[13].
4.2.3 Fermentation
There are mainly two modes of operation for fermentation. It can either occur in a vessel that is
separate from the hydrolysis, which is called Separate Hydrolysis and Fermentation (SHF), or it
can occur simultaneously with hydrolysis in the same vessel, which is called Simultaneous Saccha-
rication and Fermentation (SSF). There are advantages and disadvantages with both modes[11].
In SHF it is easier to perform both operations at optimal conditions, since the yeast and the en-
zymes used in the hydrolysis have dierent optima for pH and temperature. But since cellulase is
inhibited by glucose, a lower residence time can be achieved if the fermentation and hydrolysis is
performed simultaneously, since the glucose is consumed continuously.[14] Simulations have shown
that SSF gives a lower production cost than SHF, mainly due to lower capital costs and higher
ethanol yield[15].
4.2.4 Purication
After fermentation, the ethanol in the mash has to be removed and puried. The mash is usually
distilled in two columns, rst a stripping column and then a rectifying column. This yields an
ethanol distillate with a purity of 94%. Thereafter the distillate is put through a molecular sieve
to achieve an even higher purity.
One of the added challenges with producing ethanol from biomass compared to starch, is how
to remove the lignin that is present in the mash. This is usually done in a membrane lter press,
either before or after the distillation. If there is lignin present in the feed to the column however,
a special kind of tray is needed[1].
5 Products
Production of ethanol from lignocellulosic biomass has the potential to yield a number of dierent
by-products, including solid lignin and biogas from waste water treatment. Furthermore, district
heating and power can then be produced by burning biogas or solid residues[14]. Another common
solution is to burn lignin or biogas to produce steam, which is needed in the process.
5
The choices of by-products are highly dependent on location, raw material and demand. No
connection to a district heating network for example, immediately rules out that possibility. The
products are discussed in more detail in the subsections below.
5.1 Ethanol
Ethanol was produced in large quantities during the rst half of the twentieth century for industrial
use. In many applications however, it could not compete with the cheap and accessible oil, which
eectively rendered it less important after World War II. Due to the constantly decreasing oil
reserves however, the interest in alternative fuels, and especially ethanol, have increased in recent
years. Ethanol is nowadays used as transportation fuel in a number of dierent ways. Blends
with high ethanol contents are mainly used in demonstration programmes for the time being,
but most of the commonly used transport fuels today contain some ethanol, since it increases
the eciency of combustion. Dehydrated ethanol is also used as an oxygenator in petrol. The
main advantages of ethanol is the reduced emissions of greenhouse gases due to the fact that the
biomass accumulates as much carbon dioxide when it grows, as is released when the ethanol is
combusted. When combusted in vehicles, ethanol does not produce particles. Nor does it yield as
much hydrocarbons and nitrous oxides as petrol. The fact that it can be produced from renewable
materials is obviously another major advantage[1]. The greatest disadvantage as well as the reason
for its impopularity in the past is its, in comparison with petrol, much higher production cost.
The energy content is lower than that of petrol as well.
5.2 Lignin
As mentioned above, lignin is a complex chemical compound consisting of a phenolic-propane unit
lattice[1]. The amount and quality of the lignin acquired as a by-product, depends on the raw
material and the process design[14]. Lignin is mainly burned for its heating value, but can be used
as a component of roads or cement as well. Chemically modied lignin has potential uses in glues,
resins and other similar materials[1]. As a by-product of the ethanol process, it can either be sold,
or used as a fuel within the process to generate power or heat.
5.3 Biogas
Biogas is a gas mixture containing mainly methane and carbon dioxide, with traces of hyrdogen
sulde and other compounds. The volumetric content of methane typically ranges from 50% to
80%. Biogas is produced from organic waste via anaerobic digestion. The carbon dioxide content
results in biogas having about half the volumetric heat value of natural gas. Biogas is a possible
by-product from production ethanol from lignocellulosic biomass. It can be burned at the site in
order to produce electricity or heat, sold as biogas for fuel purposes, or alternatively upgraded and
sold as natural gas[16].
6
Part III
Aspen Plus Simulations
6 Integration Options
The problem formulation in the introduction states that dierent integration options with other
industry were to be discussed, along with the consequences the dierent integration options would
have on the plants economy. One obvious option is to integrate with an rst generation ethanol
plant in one of a few dierent integration possibilities. It was decided that the point of integration
would be after fermentation, in order to test SEKABs technology for pretreatment and fermenta-
tion. Due to the dierence in size, the optimal solution were thought to be steam integration along
with sharing rectiers for ethanol purication, so that all solid particles from the second generation,
and the stillage from the rst generation plants stripper column, could be used separately, in order
to prevent major modication of the existing plant [17]. This would result in the rectier being
left out of the investment calculations, lowering the capital cost, and that the two by-products can
be sold separately, lowering the ethanol production cost. Depending on available steam pressure
levels in the rst generation plant the steam explosion might need some modications compared
to the intended design.
Another viable option is to integrate with a pulp and paper mill, which mostly would mean
steam integration, and depending on the boiler used at the mill, some lignin mixed with evaporated
liquid or biogas could be burnt in it, possibly lowering the cost of the steam bought.
In both these examples, one more process unit could possibly be integrated, namely the waste
water treatment, which exists in both cases.
Further examples of integration options, are integration with a combined heat and power plant,
or a waste incineration plant, which would mainly mean steam integration, with the possibility to
sell lignin internally for combustion.
7 Simulation Method
The integration options chosen for modelling were:
Wheat straw with evaporation
Wheat straw with anaerobic digestion
Chipped spruce with evaporation
Chipped spruce with anaerobic digestion
Each case was modelled with ve dierent raw material feed ows: 1, 2, 3, 4 and 5 t h
1
dry
substance.
To simulate the cases mentioned above, the owsheeting software Aspen Plus was used to solve
all the material and energy balances. At the start of the simulations in Aspen, some assumptions
were made in order to make the models easier to construct, while still giving all the information
needed for the economic analysis. Firstly, all six carbon based sugars present were assumed to be
glucose, and the ve carbon based sugars were all approximated to xylose. These approximations
were made mainly because of the similar properties of the dierent sugars, and the fact that the
database used for the simulations only contain glucose and xylose. Furthermore it was assumed
that only two degradation products are present in the pretreatment, namely furfural and HMF,
since they are the products of the main side reactions in that process. The last major assumption
made for the model is that ash and extractives in the raw material can be modelled as lignin,
because they are passive during the simulations, which also is the case for lignin. The ash was also
assumed to be insoluble to simplify things. Another reason is that neither ash nor extractives are
included in the databases used [18].
Value intervals regarding raw material composition, yields, operating conditions on special
equipment in the pretreatment, and how much of the raw material that is degraded to furfural
7
and HMF, were given by our industry supervisor [19]. The mid-interval values for raw material
compositions used in the simulations, are shown in table 1. The values given by SEKAB were
similar to those found in literature, which is why they were used in the simulations[19].
Table 1: Composition of the dierent raw materials.
Raw material Glucan (%) Xylan (%) Lignin (%)
Spruce 59,4 8,1 32,5
Wheat straw 21,88 33,39 40,02
For process operations where no pressure specications were given from SEKAB or found in the
literature, atmospheric pressure was assumed as a simplication. Most notably were the stripper
and the rectier where other pressures could be an option. There are also some unit operations
that are not included at all, like wastewater treatment. The reason for this is the diculty to
simulate it in Aspen, and that the occuring reactions are harder than other parts of the simulation
to acquire information about. The same goes for the pelletization of lignin, which is also quite
complicated to simulate and was not part of our main goal with the simulations [18].
Based on data extracted using the working models, a pinch analysis was carried out to minimize
the external heat and cooling duties. Pinch analysis is based on the principle that, given a certain
number of streams, where some needs cooling and some needs heating ,an optimal solution of how
these streams should be heat exchanged with each other in order to minimize the need for external
heating and cooling, exists. The distances between streams in the nished plant, were not taken
into account, since there is no currently existing plant to compare with. Strictly speaking the pinch
analysis only provides the theoretically best option for the minimization of external energy use,
and not always the practically optimal [20]. The pinch analyses are shown as diagrams and tables
in Appendix B.
8 Flowsheeting
The layout of the process, meaning the order in which dierent process steps occur, was mainly
based on the design of SEKABs pilot plant. Starting with pretreatment, the raw material is mixed
with water, the catalyst, sulphur oxide, is added, and the pressure is raised to 6 bar. Subsequently
the pressure is increased to 20 bar as the feed enters the so called steam explosion, where it is
mixed with high pressure steam, and the reactions stated earlier occur. This was simulated with a
stoichiometric reactor unit operation in Aspen, since it is easy to use and converges nicely. After
the pretreatment reactor, steam is ashed o in two stages down to 1 bar, with 4 bar as the
intermediate pressure.
Before entering the SSF, the input streams are heat exchanged to an appropriate temperature,
which was chosen to 37
C, due to the fact that the yeast in reality can not operate at much higher
temperatures. From the SSF the stream was preheated to the boiling point prior to the distillation
according to conventional practice.
Distillation occurs in a stripper, which removes solid particles, aqueous sugars and such, followed
by a rectier for purifying the ethanol further. In the case of integrating with a rst generation
ethanol plant, the rectier in that plant would be used instead if possible. In the simulations,
a RadFrac unit, which is a rigorous multi-stage separation model, was used in Aspen because of
its straight forward input and ability to handle strongly non ideal solutions. The steam from the
stripper is condensed and the carbon dioxide is removed before entering the rectier. Otherwise
Aspen would try to condense the carbon dioxide from the distillate, leading to a temperature
of 76
C. In reality however, carbon dioxide should be removed during the fermentation. The
near azeotropic ethanol concentration in the solution leaving the top of the column, was heated to
103
C to simulate the temperature which would be used in reality in the adsorption process [18].
The ethanol leaving the adsorption is then cooled to 25
C for storage, except the part which is
needed for the regeneration of the column in reality, which is fed back to the rectier. The stillage
from the rectier was cooled to 55
C because anaerobic digestion could be an option in the waste
water treatment [18].
8
Returning to the stripper, the stillage leaving it is passed through a lter for separation of all
solid particles from the liquid fraction. To simulate the anaerobic digestion of the liquid fraction
from the lter, a stoichiometric reactor unit operation was used, just like for the pretreatment,
and for the same reasons.
Since evaporators do not exist as unit operations in Aspen, it had to be approximated by
using other avaliable units. Evaporation is basically heating a solution so that it becomes partially
vaporized. A lower subsequent pressure separates the liquid and steam fractions, and leads the
steam to the next evaporator. The decision was made to model the evaporators as heat exchangers
followed by a ash vessel to separate the steam and liquid. Five evaporators were implemented
in order to reduce the primary steam demand. A ten degree temperature dierence was chosen
to be the driving force between the evaporators, and 4 bar steam was used as the primary heat
source [18]. A nal condenser was added after the evaporation process to provide the driving force
through the process.
There is an unit operation called a dryer in Aspen, but it is hard to understand, so a decision
was made to instead model the steam dryer as a mixer combined with a ash vessel without
pressure change, which is basically what a dryer is. A simplied dryer could be described as a
mixing of a wet substance and a drying agent, followed by a separator where they are parted
again, which makes this modelling choice valid [18]. The 4 bar steam used as the drying agent, is
recirculated and superheated again after being saturated in the dryer. Some of the steam has to
be freshly added however, to prevent accumulation of unwanted substances like HMF. The ow
sheet constructed in Aspen is shown in appendix A.
9 Design Specications
The raw material has to be diluted with water for easier processing, which enables usage of sulphur
dioxide as a catalyst, which was added as part of that water in the simulations[18]. The amount
of catalyst added was 2 wt% of the water. The pretreatment method used by SEKAB, also known
as steam explosion, operates at 210
C. In reality steam is injected crosscurrent to the feed in the
reactor. The simulations however assume that steam at 20 bars is injected straight into the reactor
in such amounts as to raise the feed temperature to the mentioned operating temperature. The
reactions occuring in the pretreatment reactor are listed below.
xylan + H
2
O C
5
H
10
O
5
glucan + H
2
O C
6
H
12
O
6
C
5
H
10
O
5
C
5
H
4
O
3
C
6
H
12
O
2
C
6
H
6
O
3
The conversion rates, shown in table 2, are based on glucan and xylan or glucose and xylose,
where furfural is only derived from xylose, and HMF only from glucose. The majority of the
hemicellulose is broken down into ve carbon sugars, while the cellulose is more or less intact,
with changed molecular structure however. Table 2 also shows that the pretreatment is harsher
for spruce than for straw, resulting in larger amounts of degradation products, which later inhibit
the yeast to some extent in the SSF [19][18].
Table 2: Yields for pretreatment.
Substance Yield spruce (%) Yield wheat straw (%) Based on
Glucose 10 8 Glucan content
Xylose 70 65 Xylan content
HMF 5 3 Glucose concentration
Furfural 20 10 Xylose concentration
In order to dilute the inhibitors, as well as keeping the concentration of ethanol in the SSF
up, a design specication was used to dilute to such an extent that the outgoing solution from the
9
SSF had an ethanol concentration of 5 wt%, without taking the solid particles of the stream into
account[18][19]. The reactions that occur in the SSF are listed below. When spruce is used as
raw material, the last reaction of producing ethanol from xylose is not valid, due to the low xylan
content of the raw material, which makes it unprotable to ferment. Reaction yields are shown in
table 3.
xylan + H
2
O C
5
H
10
O
5
glucan + H
2
O C
6
H
12
O
6
C
6
H
12
O
6
2 C
2
H
5
OH + 2 CO
2
3 C
5
H
10
O
5
5 C
2
H
5
OH + 5 CO
2
Table 3: Yields for SSF.
Substance Yield glucose (%) Yield xylose (%) Fermented glucose (%) Fermented xylose (%)
Spruce 85 - 90 -
Wheat straw 88 50 90 80
Due to the solid particles existing in the stream leaving the SSF, a stripper with special trays
had to be used for the rst step of the distillation. For the stripper simulations, ideal plates
were used, but were later converted to real ones for column height estimation for the economic
evaluation. In order to preserve as much of the ethanol as possible, a design specication controls
the heat duty of the reboiler in such a way that the concentration of ethanol are not to go above
0.5 wt% in the stillage. In the subsequent rectier, the same is done but with 0.1 wt% as the limit.
Post rectifying, the ethanol should be of near azeotropic concentration, namely 92,5 wt%.
The stillage from the stripper is then separated in a lter so that lignin, glucan, xylan and other
solid residues are separated with a dry substance of 40% . This is later dried using a steamdryer.
A superheated steam of four bar is used as the drying agent, where 89% of the steam is recycled
to reduce the consumption of fresh steam. The specication for the dryer is that the dry matter
content of the outgoing mass should be 90%.
Depending of which scenario is simulated, either a biogas or evaporation process will use the
liquid fraction from the post stripping lter. In the case where biogas is produced via anaerobic
digestion, the following reactions occur. Conversions used in the biogas production are shown in
table 4.
C
6
H
12
O
6
3 CH
4
+ 3 CO
2
2 C
5
H
10
O
5
5 CH
4
+ 5 CO
2
2 C
2
H
5
OH 3 CH
4
+ CO
2
2 C
5
H
4
O
3
+ 6 H
2
O 5 CH
4
+ 5 CO
2
C
6
H
6
O
3
+ 6 H
2
O 6 CH
4
+ 6 CO
2
Table 4: Conversions in the biogas production.
Substance Conversion (%)
Glucose 100
Xylose 100
Ethanol 100
Furfural 50
HMF 50
For the evaportation scenarios, a ve stage evaporation process was used to minimize the need
of primary steam. To get the desired dry substance content, a design specication was implemented
10
to alter the amount of incoming primary steam so that 44 wt% was obtained in the evaporated
liquid[Ola]. The product from the process is supposed to be mixed with part of the lignin for steam
production if possible. The rest of the lignin is supposed to be pelletized and sold.
11
Part IV
Techno-Economic Evaluation
10 Capital Cost Estimation
To estimate the capital cost of purchasing an ethanol plant, a short-cut method developed by
T.Ulrich was used[21]. For each process unit a cost estimate C
p
was made from design parameters.
C
p
represents the capital cost of a unit made of carbon steel operating at atmospheric pressure. To
account for the increased capital cost due to more expensive materials and more extreme operating
conditions, a markup factor F
BM
was used:
C
BM
= C
p
F
BM
(3)
Where C
BM
represents the bare module cost of each process unit. The material of each unit was
chosen based on operating temperature, and the components it would contain[21]. The total plant
capital cost was calculated as the sum of each bare module cost:
Total Capital Cost =
n
i=1
(C
BM
f
u
f
aux
)
i
(4)
Where f
aux
and f
u
accounts for the increased capital cost due to the need for auxiliary facilities and
unknown costs, respectively. All the above calculations were made using an interactive website[7].
Minor process units such as piping, pumps, mixers and storage vessels were excluded from the
calculations. The calculations are shown in Appendix C.
10.1 Pretreatment Reactor
A cost estimate for a full scale pretreatment reactor was provided[22], and the price was scaled
down using the following equation[18]:
Small scale cost
Full scale cost
=
Small scale capacity
Full scale capacity
0.395
(5)
10.2 Distillation Columns
The cost of a distillation column was estimated from their height, diameter and number of
stages. The design diameter, D
c
was estimated from process parameters by using the following
equation[23]:
D
c
=
4V
w
v
u
v
(6)
Where V
w
is the maximum vapour ow rate,
v
is the vapour density and u
v
is the maximum
allowable vapour velocity. u
v
was estimated from the plate spacing l
t
, so that there would be no
excessive liquid entrainment, and a low pressure drop[23]:
u
v
= (0.171l
2
t
+ 0.27l
t
0.047)
(
L
v
)
1/2
(7)
0.5 l
t
1.5 (8)
The design height h
c
of the column was estimated by:
h
c
= N
R
l
t
(9)
Where N
R
is the number of real stages, which was calculated from the total column eciency, E
o
:
E
o
=
N
I
N
R
(10)
where N
I
is the number of ideal stages. For preliminary plant design E
o
can be estimated to 50%
[23].
12
10.3 Flash Evaporators
The cost of a ash evaporator was estimated from its height and diameter. These were designed
so that the gas height h
g
in the evaporator would be equal to either the column diameter D or 1 m
if D < 1 m, the residence time of the liquid fraction would be 600 seconds, and the gas velocity
u
g
would be:
u
g
= 0.064
g
1 (11)
Based on this, the column diameter could be calculated from the gas ow rate Q
g
:
D = 2
Q
g
u
g
(12)
The total height of the ash evaporator was set as the sum of the gas and liquid heights:
h = h
g
+h
L
(13)
where h
L
was calculated from the liquid residence time:
h
L
=
u
g
Q
L
Q
g
(14)
10.4 Heat Exchangers
The cost of each heat exchanger module was estimated from the total heat transfer area.
10.5 Anaerobic Digestion
The cost of the vessel for anaerobic digestion was estimated based on its volume V
AD
. The volume
was designed so that the vessel would have a residence time of
AD
. The volume could then be
calculated based on the ow rate of the liquid fraction of from the lter press:
V
AD
=
AD
Q
AD
(15)
10.6 Dryer
The dryer was designed as a uidized bed, with its volume designed to make the residence time,
, 30 s, which is a rough estimate of a plausible residence time [24]. The required volume was
calculated according to the following equation:
V = F (16)
10.7 Evaporators
The cost of an evaporator was estimated based on its total heat transfer area.
10.8 Filter Press
A cost estimate of a lter press similar to the one used in the simulations was used to approximate
the cost of the bare module[25]. After being converted to US$, the price was multiplied with f
aux
and f
u
, to account for auxiliary facilities and unknown costs.
13
10.9 Adsorption Tower
The cost of an adsorption column was estimated by designing tower height and diameter. The
diameter D was designed so that the supercial velocity v
0
would be equal to 0.3 ms
1
[26]:
D = 2
Q
v
0
(17)
The tower height h was designed so that it would have a packed bed height h
b
of 3 m, and so that
the empty height h
e
above the bed would depend on the tower diameter[26]:
h = h
b
+h
e
(18)
h
e
=
0.5 D < 1
1.5 D 1
(19)
Two columns were needed to cover one unit in the simulations, to enable continuous production
even when regenerating one column.
Zeolites (molecular sieves) was packing material used for the cost estimation.
10.10 Absorption Tower
The cost of an absorption column was estimated by designing tower height and diameter. The cross-
sectional area A was designed so that the supercial velocity v
0
would be equal to 1.5 ms
1
[27]:
A =
Q
v
0
(20)
10% was then added to the area, whereafter the diameter was calculated and used as a design
parameter.
The tower height h was designed so that it would have a packed bed height h
b
of 4 m, and an
empty height h
e
above and below the bed of 3 m in total[27]:
11 Capital Budgeting
To evaluate the long term feasibility of the investment, a capital budgeting was performed. The
evaluation was based on calculating the net present value and the pay-back time for each case.
11.1 Net Present Value
The method of calculating the net present value is based on discounting all annual future payments
to their present value. The sum of the net present value is compared to the total capital cost G[28]:
S
n
= G+
N
i=1
a
i
(1 +X)
i
(21)
Where a
i
is the total cash ow of year i, N is the number of years and X is the discount rate. If
S
n
> 0, the investment is feasible.
11.2 Pay-Back Method
In the Pay-Back-method, the minimum time period of cash ow that is required to break even is
calculated. Mathematically this is the number of years n that satises the following inequality[28]:
G+
n
i=1
a
i
0 (22)
Where G is the capital cost and a
i
is the cash ow at year i.
The Pay-Back-time was calculated without considering the discount rate.
14
12 Operating Cost
A method of estimating operating costs were developed in Microsoft Excel, using various rules
of thumb, mainly based on the simulation results extracted from Aspen. The rules used, and
assumptions made for dierent reasons, are explained below. An operating time of 8000 hours
per year was assumed to simplify the calculations. An example of the calculations are shown in
Appendix D.
12.1 Direct Variable Costs
12.1.1 Raw Material
The amount of raw material needed for the dierent scenarios were calculated by Aspen. The costs
were estimated to be 1009 SEK/t and 349 SEK/t for chipped spruce and wheat straw, respectively
[29][18].
12.1.2 Additional Components
It is not only the raw material that needs to be purchased in order to run the process. Three
additional components are needed. Namely sulphur dioxide, enzymes and yeast. Their costs were
estimated to 1.5 SEK/kg, 0.5 SEK/l produced ethanol, and 0.1 SEK/l produced ethanol, respec-
tively [18]. Prices based on the amount of produced ethanol, were used due to our simulations
inability to calculate their amounts. The annual cost of the chemicals could then easily be calcu-
lated using the results from the simulations.
12.1.3 Electricity
The annual cost of electricity is often low enough to be ignored without aecting the results
signicantly. Even if considered interesting, there is no good way of estimating it, which is why it
was left out of the calculations completely.
12.1.4 Water
The amount of water needed for the process, was calculated by Aspen and its cost could then be
calculated using a price estimation of 10 SEK/t. Additionally, cooling water was needed to full
the energy balances. The demand was given in units of energy by Aspen and was converted to
mass, using its enthalpy and a supposed temperature dierence of 8
C from the inlet to the outlet.
Due to the lower demands on cooling water, its price was assumed to be about 1 SEK/t [18].
12.1.5 Steam
Steam is a very important part of the process. Based on steam production costs in a typical
pulp mill, the steam prices for both 4 and 20 bar, were estimated to about 0.17 SEK/kg[18]. The
dierence between the two pressure levels are quite insignicant, which is why the same price was
used for both.
12.1.6 Maintenance and Repairs
The annual cost of maintenance and repairs was estimated using a rule of thumb, saying it is equal
to between 2% and 10% of the plants total capital cost. The upper end of the interval was used in
the calculations, since the technology of the intended plant is quite new and untested. Maintenance
and repair sta wages make up roughly half of this cost [28].
12.1.7 Process Operating Personnel
Some assumptions had to be made in order to estimate the annual cost of process operating
personnel. The monthly salary was assumed to be 25 000 SEK per person and month. Five people
were assumed to be able to operate the plant. With three shifts per day, that sums up to 15 times
the monthly salary of one operator [28].
15
12.1.8 Process Operating Management
To calculate the annual cost of the process operating management, a rule of thumb was used, which
states that it should be between 10% and 20% of the annual cost of process operating personnel
[28]. The upper limit was used just to be sure.
12.1.9 Laboratory Work
10% to 20% of the annual process operating personnel cost, usually equals the amount of money
spent on laboratory work [28]. This is obviously just a guideline, and since the technology of the
intended plant is quite new and untested, the amount might be higher. However, the upper limit
of the interval was used since it is quite hard to estimate without following some kind of rule of
thumb.
12.1.10 License Fees
License fees are also very hard to estimate without further information, which is why a rule of
thumb, stating that it often is about 3% of the total operating cost, was used [28]. In this case,
the license fees probably include costs regarding enzyme and yeast production.
12.2 Indirect Variable Costs
12.2.1 Overhead for personnel
Annual overhead expenses were estimated using a rule of thumb, stating that is usually equals
about 70% of the day personnel salaries, which in turn was approximated as half the maintenance
and repairs cost, plus 50% of the process operating personnel cost [28].
12.2.2 Administration
Administration costs usually equal about 25% of the personnel overhead expenses according to yet
another rule of thumb [28].
12.2.3 Distribution and Sales
A commonly used rule of thumb states that the annual costs related to distribution and sales
typically equals about 10% of the total operating cost [28].
12.2.4 Research and Development
An amount equalling 1% to 3% of the total operating cost, is often spent on research and devel-
opment. Much like laboratory work, this is likely to be an under estimation due to the relatively
untested technology used in the intended plant. However, the upper limit of the interval was used
anyway, for easier estimation [28].
12.3 Fixed Capital
12.3.1 Storage of Raw Material and Main Product
Instead of including xed capital like storage of raw material and products, in the capital cost of
the plant, they were spread out over its economic life using the annuity factor, and included in
the total operating cost. The annuity factor was based on a 15% required rate of return, and an
economic life of 10 years [28]. The average storage time was assumed to be two weeks. Storage of
additional necessary components and by-products were neglected due to their insignicantly low
costs.
16
12.3.2 Storage of Spare Parts
According to a popular rule of thumb, the annual cost of spare parts equals 10% to 20% of
maintenance and repair costs [28]. The upper limit of the interval was used since the technology
is relatively new and untested.
12.4 Income
The income for sales of the dierent products, was calculated in much the same way as the cost
for raw material and sulphur dioxide explained in the previous section.
12.4.1 Main Product
The price of ethanol used in the calculations was 6.5 SEK/l [18]. The annual cost could thereafter
easily be calculated using the results from Aspen.
12.4.2 By-products
The possible by-products from the scenarios chosen for the simulations, were lignin, biogas and
the resulting concentrate from the evaporators. The prices used in the calculations were 0.84 kr/kg
and 9.17 kr/kg for lignin and biogas, respectively. The lignin price was approximated from prices
of solid wood residue with 11% moisture content [29].
To account for the relatively high ash content of the produced lignin in the wheat straw sce-
narios, which reduces the by-products eective heat value, the amount of lignin available for sale
was reduced by the weight of its ash content in the operating cost analysis. Some ash is present in
the lignin produced from spruce as well, but since the amount is much lower, it was ignored [18].
The evaporation concentrate is meant to be sold internally to be combusted in the connected
plants boiler. There was no obvious way of estimating a price for this product, since it is not a
popular product on the market. However, some kind of price was still needed, so it was roughly
assumed that it could be sold at the price of lignin multiplied with its dry mass.
17
Part V
Results
Results extracted from the Aspen simulations, and from the techno-economical evaluation of the
dierent plant congurations, are presented in the following sections.
In addition to the four process congurations modelled in Aspen, two additional ones were
concieved and the acquired results were modied to represent those scenarios as well:
Wheat straw without liquid by-product purication
Chipped spruce without liquid by-product purication
13 Results from Simulations and Economic Analyses
13.1 Simulation Results
This section presents the results from the calculations of all congurations. The results from the
simulations of all process congurations are presented in table 5, 6, 7, 8, 9 and 10. The liquid
result of the evaporation process was added to the amount of produced lignin to simplify things.
Table 5: Results for wheat straw with evaporation.
Feed size t h
1
Ethanol kg h
1
Lignin kg h
1
Biogas kg h
1
1 227.62 753.04 -
2 455.24 1513.76 -
3 682.83 2241.02 -
4 910.47 3021.66 -
5 1138.1 3760.85 -
Table 6: Results for wheat straw with anaerobic digestion.
Feed size t h
1
Ethanol kg h
1
Lignin kg h
1
Biogas kg h
1
1 227.62 582.77 30.53
2 455.24 1165.5 60.68
3 682.84 1751.66 91.43
4 910.47 2314.83 121.69
5 1138.1 2897.7 151.7
Table 7: Results for wheat straw without liquid by-product purication.
Feed size t h
1
Ethanol kg h
1
Lignin kg h
1
Biogas kg h
1
1 227.62 582.77 -
2 455.24 1165.5 -
4 910.47 2314.83 -
5 1138.10 2897.7 -
18
Table 8: Results for spruce with evaporation.
Feed size Ethanol kg/h Lignin kg/h Biogas kg/h
1 259.89 757.36 -
2 519.78 1543.64 -
3 779.67 2291.62 -
4 1039.56 3034.00 -
5 1299.45 3861.13 -
Table 9: Results for spruce with anaerobic digestion.
Feed size Ethanol kg/h Lignin kg/h Biogas kg/h
1 258.97 478.7 49.67
2 518.86 949.46 99.37
3 778.75 1438.19 148.64
4 1038.64 1910.20 198.29
5 1298.53 2371.64 248.11
Table 10: Results for spruce without liquid by-product purication.
Feed size Ethanol kg/h Lignin kg/h Biogas kg/h
1 258.97 478.7 -
2 518.86 949.46 -
3 778.75 1438.19 -
4 1038.64 1910.20 -
5 1298.53 2371.64 -
13.2 Economic Evaluation Results
The results from the economic evaluation are presented in table 11, 12, 13, 14, 15 and 16.
19
Table 11: Results from the economical evaluation of wheat straw with evaporation.
Feed Size Ethanol Lignin Biogas Total Operating Cost Net Prot
t h
1
kSEK/year kSEK/year kSEK/year kSEK/year kSEK/year
1 15 001 3446 - 29 247 10 800
2 30 003 6920 - 41 460 4537
3 45 004 10 189 - 53 577 1616
4 60 006 13 731 - 65 464 8273
5 75 007 17 358 - 77 721 14 645
Table 12: Results from the economical evaluation of wheat straw with anaerobic digestion.
Feed Size Ethanol Lignin Biogas Total Operating cost Net Prot
t h
1
kSEK/year kSEK/year kSEK/year kSEK/year kSEK/year
1 15 001 2937 2238 26 099 5922
2 30 003 5874 4451 37 027 3301
3 45 004 8828 6705 50 451 10 087
4 60 006 11 667 8924 61 548 19 049
5 75 007 14 604 11 125 72 695 28 042
Table 13: Results from the economical evaluation of wheat straw without liquid by-product
purication.
Feed Size Ethanol Lignin Biogas Total Operating Cost Net Prot
t h
1
kSEK/year kSEK/year kSEK/year kSEK/year kSEK/year
1 15 001 2937 2238 26 099 8161
2 30 003 5874 4451 37 027 1150
3 45 004 8828 6705 50 451 3382
4 60 006 11 667 8924 61 548 10 125
5 75 007 14 604 11 125 72 695 16 917
20
Table 14: Results from the economical evaluation of spruce with evaporation.
Feed Size Ethanol Lignin Biogas Total Operating Cost Net Prot
t h
1
kSEK/year kSEK/year kSEK/year kSEK/year kSEK/year
1 17 129 4038 - 35 909 14 742
2 34 257 8188 - 54 471 12 026
3 51 385 12 173 - 73 306 9748
4 68 514 16 087 - 91 866 7265
5 85 642 20 445 - 110 587 4500
Table 15: Results from the economical evaluation of spruce with anaerobic digestion.
Feed Size Ethanol Lignin Biogas Total Operating Cost Net Prot
t h
1
kSEK/year kSEK/year kSEK/year kSEK/year kSEK/year
1 17 129 3217 3642 34 008 13 724
2 34 257 6380 7287 50 814 2950
3 51 385 9666 10 900 67 742 4149
4 68 514 14 541 12 385 84 737 11 094
5 85 642 18 194 15 937 103 772 15 942
Table 16: Results from the economical evaluation of spruce without liquid by-product purication.
Feed Size Ethanol Lignin Biogas Total Operating Cost Net Prot
t h
1
kSEK/year kSEK/year kSEK/year kSEK/year kSEK/year
1 17 129 3217 3642 34 008 13 724
2 34 257 6380 7287 50 814 10 238
3 51 385 9666 10 900 67 742 6751
4 68 514 14 541 12 385 84 737 3447
5 85 642 18 194 15 937 103 772 2253
21
13.3 Net Prot Comparison
Figure 2 and 3 shows comparisons between the dierent process congurations.
-15 000
-10 000
-5 000
0
5 000
10 000
15 000
20 000
25 000
30 000
1 2 3 4 5
Straw
Evaporation Anaerobic Digestion No Purification
Figure 2: Net prot for the wheat straw congurations(kSEK), shown as a function of raw
material ow (t/year).
-20 000
-15 000
-10 000
-5 000
0
5 000
10 000
15 000
20 000
1 2 3 4 5 6 7
Spruce
Evaporation Anaerobic Digestion No Purification
Figure 3: Net prot for the spruce congurations(kSEK), shown as a function of raw material
ow (t/year).
13.4 Capital Cost Estimation and Budgeting
The results from the capital cost estimation and capital budgeting are presented in table 17, 18,
19, 20, 21 and 22.
22
Table 17: Results from capital cost estimation and captial budgeting for straw with evaporation.
Feed Size Total Capital Cost Pay-Back Time Net present value
t h
1
kSEK Year kSEK
1 200 000 19 221 043
2 262 500 58 248 062
3 325 000 201 275 556
4 387 500 47 300 851
5 450 000 31 327 391
Table 18: Results from capital cost estimation and captial budgeting for straw with anaerobic
digestion.
Feed Size Total Capital Cost Pay-Back Time Net present value
t h
1
kSEK Year kSEK
1 200 000 - 199 757
2 262 500 79.5 213 855
3 325 000 32.2 238 589
4 387 500 20.3 253 825
5 450 000 16.0 268 925
Table 19: Results from capital cost estimation and captial budgeting for straw without liquid
by-product purication.
Feed Size Total Capital Cost Pay-Back Time Net present value
t h
1
kSEK Year kSEK
1 200 000 - 209 527
2 262 500 - 233 278
3 325 000 96.8 267 850
4 387 500 38.3 292 771
5 450 000 26.6 317 475
23
Table 20: Results from capital cost estimation and captial budgeting for spruce with evaporation.
Feed Size Total Capital Cost Pay-Back Time Net present value
t h
1
kSEK Year kSEK
1 200 000 - 238 249
2 262 500 - 280 745
3 325 000 - 325 151
4 387 500 - 368 664
5 450 000 - 410 944
Table 21: Results from capital cost estimation and captial budgeting for spruce with anaerobic
digestion.
Feed Size Total Capital Cost Pay-Back Time Net present value
t h
1
kSEK Year kSEK
1 200 000 - -233805
2 262 500 - -241136
3 325 000 78.3 -264501
4 387 500 34.9 -288541
5 450 000 28.2 -321733
Table 22: Results from capital cost estimation and captial budgeting for spruce without liquid
by-product purication.
Feed Size Total Capital Cost Pay-Back Time Net present value
t h
1
kSEK Year kSEK
1 200 000 - -233805
2 262 500 - -241136
3 325 000 78.3 -264501
4 387 500 34.9 -288541
5 450 000 28.2 -321733
24
14 Sensitivity Analysis
Rough estimates of prices, and other parameters, means the process might not be as protable
as it seems. To make sure the marginals were big enough for the plant to make a prot if these
parameters are badly estimated or change signicantly over time, the system was sensitivity anal-
ysed.
The parameters thought to impact protability the most, were all the product and raw material
prices, along with those of enzymes. These might also be subject to change because, depending
on the location, it might be hard to sell lignin or biogas if not integrated industry have use for
it. Enzyme prices might uctuate quite a bit as well, since it still is a developing eld for this
application, making the market more uncertain [19]. This was investigated by raising and lowering
the prices of the chosen parameters by 10 and 25%. The results are shown in table 23. This was
done for the case of wheat straw and spruce with anaerobic digestion, with a raw feed of 5 ton/h
dry substance. The percental changes of prot would not be exactly the same for dierent feed
ows, but the numbers are still a good indication, and they show which parameters are the most
sensitive.
Table 23: Sensitivity of dierent parameters expressed as percental change of prot, for the case
of spruce and straw with raw feeds of 5 ton/h.
Cost change +25% +10% -10% -25%
parameter spruce straw spruce straw spruce straw spruce straw
Raw material 76.0 15.0 30.4 6.0 30.4 6.0 76.0 15.0
Enzyme price 12.3 6.1 4.9 2.4 4.9 2.4 12.3 6.1
Ethanol 133 66.2 53.1 26.5 53.1 26.5 133 66.2
Lignin 25.0 13.0 10.0 5.2 10 5.2 25.0 13.0
Biogas 28.5 9.9 11.4 4.0 11.4 4.0 28.5 10.0
Tabel 23 shows that the spruce process is much more sensitive to changes in price than wheat
straw, making the sale of by-products more important.
The yield of which fermentation of xylose is carried out, was changed from the estimate given
by SEKAB [19], in order to see what eect that would have on the prot. The case chosen for
comparison was that of wheat straw with a raw material ow of 5 ton/h. It was assumed that the
trend is valid for the other cases as well. This case was chosen because it is the most promising
one. The yield of xylose was changed between 30% and 80% in Aspen with all other parameters
held constant. The results are shown in table 24.
Table 24: The eect on material ows and total prot due to changes in xylose fermentation
yield, in the case of wheat straw.
Xylose fermentation yield % Ethanol kg/h Lignin kg/h Biogas kg/h Prot kSEK
30 897.7 2912.4 322 26 659
40 945.8 2914.2 294 27 408
50 993.9 2884.5 258.6 27 450
60 1042 2895.8 224.64 27 805
70 1090 2907.4 189.6 28 078
80 (original value) 1138 2897.7 151.7 28 042
Since the capital cost was estimated with Ulrichs method[7], which is not that accurate when
it comes to non-commercial technology, investigating the impact of capital cost changes was con-
sidered essential. This was looked in to and the results are shown in table 25.
Due to the fact that this is non-commercial technology, it is highly likely that the operating
time during the rst couple of years will be less than the standard 8000 hours. A study showing
how the prot reacts to a decrease in operating time was conducted, and the results are shown in
table 26.
25
Table 25: The percental eect on prot, due to changes in capital cost, for the case of spruce
with anaerobic digestion.
Raw material capacity t h
1
Original prot kSEK/year +10 % +25 % +50 %
1 13 724 5.2 15.5 26.2
2 2950 7.6 19.0 38.2
3 4149 28.2 70.5 141.0
4 8939 7.6 18.9 37.8
5 15 942 10.2 25.4 50.8
Table 26: The percental eect on prot, due to changes in number of operation hours per year,
for the case of spruce with anaerobic digestion.
Raw material capacity t h
1
8000 h(original) 7000 h 6000 h
1 13 724 5.4 10.8
2 2950 81.2 162.0
3 4149 86.7 173.0
4 8939 50.5 101.0
5 15 942 35.7 71.5
Part VI
Discussion
To illustrate the possible prots of the dierent process congurations, the sixth column of table
11, 12, 13, 14, 15 and 16, were compared, and the result is shown in table 27.
Table 27: Net prots acquired from the economical evaluation of the simulation results, expressed
in kSEK/year.
Straw Straw Straw Spruce Spruce Spruce
Evaporation Biogas Only Lignin Evaporation Biogas Only Lignin
10 800 5922 8161 14 742 13 724 13 724
4537 3301 1150 12 026 2950 10 238
1616 10 087 3382 9748 4149 6751
8273 19 049 10 125 7265 8938 3447
14 645 28 042 16 917 4500 15 942 2253
The calculated prots shown in table 27 are plausible if integration with existing major industry,
capable of providing necessary utilities, as well as processing generated by-products, is possible.
The table reveals that the process conguration using wheat straw with anaerobic digestion, is the
most protable one. Table 27 also shows that it is the case which bears its own costs at the lowest
raw material ow. According to the models used, the evaporation product can not be sold at a
price high enough to make the evaporation process worth its cost, within the studied raw material
ow range. The process congurations using evaporation were therefore deemed uninteresting, and
were left out of further discussion.
Another notable fact is that income in relation to direct variable costs are greater for the process
congurations using anaerobic digestion, than for the other ones.
If integration with adequate waste water treatment is not possible, the process has to be built
in connection with the plant. This however was not considered in the economic evaluation.
15 Integration Options
Dierent integration possibilities are discussed in detail below.
26
15.1 First Generation Ethanol Plant
Integration with a rst generation ethanol plant would mean integration after the stripping column,
leading to a reduced capital cost. The waste water treatment process of the plant however, would
not be able to adequately handle the produced waste. That means one has to be built, which
would increase capital cost.
A rst generation plant might not have the ability to combust produced biogas. Neither is it
likely to be sellable in such small quantities[18]. Not being able to use or sell the biogas, rules out
the anaerobic digestion process congurations.
Ethanol would be sold along with the product of the rst generation plant, and lignin could
probably be sold internally and combusted to produce steam. Additionally, steam integration is
most certainly possible in this option.
15.2 Combined Heat and Power Plant
Combined heat and power plant integration would mean steam integration. Both lignin and biogas
could probably be sold internally for combustion to the estimated prices mentioned in the Operating
Costs section. Since such plants rarely have waste water treatment, one would have to be build,
which would increase capital cost.
15.3 Pulp and Paper Mill
Steam integration would certainly be possible for integration with a pulp and paper mill. Raw
material for a spruce process could perhaps be purchased at a lower cost if it was chipped by the
mill.
Produced lignin could probably be sold for combustion in the mills boiler. There is a slight pos-
sibility that biogas could be sold to a greatly reduced price for combustion as well. If not however,
it would unlikely be sellable, which would rule out the anaerobic digestion process. However, some
pulp and paper mills produce their own biogas, which would greatly reduce capital cost since the
mills anaerobic digestion chamber could be used, and would therefore not have to be purchased.
Integration with a pulp and paper mill is probably the only option that would not require
investment in a new waste water treatment process.
16 Sensitivity Analysis
16.1 Prices
According to the sensitivity analysis, some parameters aect the plants economy more than others.
An example is the price of ethanol. Ethanol demand will most certainly continue to be high
however, which reduces the risk of a price decrease.
More likely however, are changes in by-product prices due to dierences between the integration
options mentioned above. Predictable changes like that can be taken into consideration beforehand
when an integration option has been chosen. Altering prices during production on the other hand,
could in worst case lead to a negative net prot. However, this could easily be prevented by
overdesigning the plant.
Altering the raw material cost made quite a dierence to the net prot of all processes. The
impact was much greater for the congurations using spruce as raw material though. The reason is
obviously the much higher cost for chipped spruce than for wheat straw. Fluctuating prices would
therefore mean a wheat straw process is a more reliable choice.
16.2 Xylose Fermentation Yield
Since the xylose fermentation yield used in the simulations was a rough estimation, meaning it
could potentially be quite a bit lower in reality. The sensitivity analysis showed that the prot
decreased with the yield, which was anticipated. The amount with which it was decreased however,
was not that large.
27
Based on table 24 it would seem that, at a certain level of production, it would be more
protable to produce more biogas and less ethanol, because of the lower selling price. This of
course is based on the fact that biogas conversion for xylose is 100 % which is probably not be
the case in reality, making it subject for further investigation, but the general trend suggests that
higher ethanol yield is an advantage and should be regarded as the ultimate goal.
16.3 Capital Cost
As mentioned before, the capital cost was estimated using Ulrichs method, which is not very
accurate for non-commercial technology. The sensitivity analysis revealed that underestimation of
the capital cost greatly aects the operating cost of the plant, which makes further cost estimation
very important.
16.4 Operating Hours
Due to the relatively untested technology used in the process, the plant might not run as expected
during the rst couple of years. To account for this, a sensitiviy analysis was carried out. The
conguration investigated, namely spruce with anaerobic digestion, was shown to need a raw
material ow of 5 t h
1
to break even with 6000 operating hours per year, while only needing
3 t h
1
with the standard 8000 operating hours. In order to get a net prot which exceeds zero
during the rst couple of years, the plant therefore has to be greatly overdesigned.
17 Plausibility
Since many of the calculations in this report are based on assumptions and various rules of thumb,
the plausibility of the dierent estimations are discussed briey below.
The Aspen simulations lack the ability to realistically design process equipment when it comes
to their dimensions. Furthermore, the simulations assume that almost everything is ideal and
reaches equilibrium instantly. In addition to Aspens faults, the heat exchanger networks based
on the conducted pinch analyses, were not designed to yield heat exchangers with realistic heat
transfer areas. Some assumptions were made in order to simplify the simulations, which lead to
slightly more inaccurate results. These include approximating all pentoses as xylose, all hexoses
as glucose, and ash as lignin, as well as assuming HMF and furfural are the only degradation
products.
As mentioned before, the capital cost was calculated using Ulrichs method, which is based on
statistics and rules of thumb and is therefore not very exact. The fact that the technology used in
the studied processes are non-commercial at the moment, makes the estimations even more faulty.
Some of the process units costs were approximated based on proper producer estimates, which are
hopefully much more accurate.
The operating costs were also calculated using rules of thumb and rough estimates of material
prices. The result of this is possibly a bad approximation, which is yet another good reason for
overdesigning the plant.
Waste water treatment, pelletization, and storage tanks were left out of simulations and the
economic evaluation due to the diculties in simulating and estimating their costs, respectively.
18 Future Work
Continued work should probably start with getting proper estimates for most of the major process
units, as well as redesigning the process in order to make unit dimensions more realistic. Market
prices for raw material and products should also be estimated more accurately.
There is also quite a bit of work to be made regarding operating costs, since electricity was left
out of the calculations fr example, and other parts were estimated using rules of thumb that might
not be suitable for this particular kind of process.
28
19 Recommendation
The recommendation based on all acquired results is to build safely overdesigned wheat straw
plant without liquid by-product purication, integrated with rst generation ethanol industry,
which ensures sales of ethanol and lignin. This integration option was also considered the most
plausible one beforehand, due to SEKABs connections within that particular eld.
Another strong candidate would be a wheat straw process with anaerobic digestion, integrated
with a combined heat and power plant, ensuring sales of both lignin and biogas. This option would
require a smaller plant required to reach a net prot of zero, which in turn means a lower capital
cost.
A third option would be to integrate a biogas producing spruce process with a pulp and paper
mill with its own anaerobic digestion chamber. This would secure sale of all products as well as
possibly providing cheaper raw material due to local chipping. Unfortunately biogas production is
still quite unusual in pulp and paper mill.
Steam integration is a given for all the avaliable choices.
References
[1] Zacchi G. Ethanol as a Transportation Fuel. Department of Chemical Engineering, Lund
University; 2009.
[2] European Commission. Indirect Land Use Change(ILUC). European Union; 2012.
[3] European Commission. Clean Power for Transport: A European alternative fuels strategy.
European Union; 2013. Brussels, 24.1.2013 COM(2013) 17 nal.
[4] European Expert Group. Future Transport Fuels. European Union; 2011.
[5] Brown L R. World on the Edge - Energy Data - Biofuels. Norton & Company, New York:
W.W.; 2010.
[6] Konsumentverket KO. Drivmedel [Online];. Available from: http://www.konsumentverket.
se/vara-omraden/bilar-och-fordon/miljotips-for-bilagare/drivmedelochutslapp/
drivmedel/. [Accessed: 26 Feruary 2013].
[7] Design CEP. EconExpert. [Online];. Available from: http://www.ulrichvasudesign.com/
cgi-bin/cgiwrap.cgi/econ/econnew.pl. [Accessed: 13 May 2013],.
[8] Wingren A. Ethanol from Softwood: Techno-Economic Evaluation for Development of the
Enzymatic Process [Doctoral Thesis]. Department of Chemical Engineering, Lund University.
Getingevgen 60 /Slvegatan 39. 221 00 Lund; 2005.
[9] Sassner P. Lingnocellulosic Ethanol Production Based on Steam Pretreatment and SSF:
Process Development through experiments and simulations [Doctoral Thesis]. Department of
Chemical Engineering, Lund University. Getingevgen 60 /Slvegatan 39. 221 00 Lund; 2007.
[10] Galbe M, Zacchi G. Pretreatment: The key to ecient utilization of lignocellulosic ma-
terials. [Online]. Biomass and Bioenergy. 2012;46(2012):7078. Available from: http:
//www.elsevier.com/locate/biombioe. [Accessed: 21 Febuary 2013].
[11] SEKAB. How we make ethanol from cellulose. [Online];. Available from: http://www.sekab.
com/biorefinery/e-tech-process. [Accessed: 25 Febuaru 2013].
[12] Zacchi G;. Production and use of ethanol as a fuel for cars. [Lecture] Lund University, Faculty
of Engineering. 4 December 2012.
[13] Hagman J, Hedborn L, Isgren M, Larsson E, Mrtensson P. Comparison of pretreatments
for ethanol production from softwood. Department of Chemical Engineering, Lund University;
2012.
29
[14] Hamelinck N, Hooijdonk G, Faaij A. Ethanol from lignocellulosic biomass: techno-
economic performance in short-, middle- and long-term. Biomass and Bioenergy [Online].
2005;28(4):384410. Available from: http://www.sciencedirect.com/science/article/
pii/S0961953404001801. [Accessed: 3 March 2013].
[15] Wingren A, Galbe M, Zacchi G. Techno-Economic Evaluation of Producing Ethanol from
Softwood: Comparison of SSF and SHF and identication of Bottlenecks. Biotechnology
Progress [Online]. 2003;19(4):11091117. Available from: http://onlinelibrary.wiley.
com/doi/10.1021/bp0340180/pdf/. [Accessed: 25 Febuary 2013].
[16] Bioenergy Association of New Zealand. Biogas [Online];. Available from: http://www.
bioenergy.org.nz/biogas.asp. [Accessed: 2013-02-25].
[17] Arvinius E, Bondesson P, Komorin I, Navasa M, Svensson P. Integration of First and Second
Generation of Ethanol Production From Wheat. Department of Chemical Engineering, Lund
University; 2012.
[18] Wallberg O. Associate Professor, Chemical Engineering;. Personal Communication.
[19] Wingren A. Senior Project Engineer, SEKAB E-Technology AB;. Personal Communication.
[20] Stenstrm S, Wimmerstedt R. Pinch Analysis, Energy and Enviroment. Department of
Chemical Engineering, Lund University; 2012.
[21] Karlsson H. Projekteringshandboken. Lund: Department of Chemical Engineering, LTH; 2013.
[22] Pretreatment Reactor Cost Estimate. Pulp and Paper Machinery Manufacturer; 2013.
[23] Sinnot RK. Coulson & Richardson, Chemical Engineering Design. 4th ed. Oxford: Elsevier;
2005.
[24] Stenstrm S. Professor, Chemical Engineering;. Personal Communication.
[25] Filter Press Cost Estimate. Bilnger; 2013. FB-13151.
[26] Karlsson H. Adsorptionsanlggningar. Department of Chemical Engineering, Lund University;
1977.
[27] Karlsson H. Professor, Chemical Engineering;. Personal Communication.
[28] Karlsson H. Projekteringsmetodik. Lund: Department of Chemical Engineering, LTH; 1992.
[29] Ekander I. Trbrnsle och torvpriser. Energimyndigheten; 2013. Report Number.: EN 0307
SM 1301.
30
Part VII
Appendix
A Flow Sheet
Figure 4 shows an overview of a process with anaerobic digestion, as it looks in Aspen Plus.
Figure 5 shows the pretreatment hierarchy of the process.
Figure 6 shows the dryer hierarchy of the process.
Figure 7 shows the evaporation hierarchy of the process.
Figure 8 shows the purication hierarchy of process.
31
H
I
E
R
A
R
C
H
Y
P
R
E
T
R
E
A
T
H
I
E
R
A
R
C
H
Y
D
R
Y
H
I
E
R
A
R
C
H
Y
U
P
P
R
E
N
A
E
T
O
H
-
1
0
0
S
T
I
L
L
G
E
2
5
4
E
T
O
H
1
0
0
2
S
T
I
L
G
E
2
T
O
H
E
1
1
T
O
H
E
1
2
2
1
F
L
T
S
O
L
4
B
A
R
I
N
2
5
T
O
L
I
G
N
F
R
T
O
R
K
1
6
D
S
T
L
T
T
O
H
E
3
F
R
O
M
H
E
9
F
R
O
M
H
E
1
3
T
O
H
E
9
T
O
H
E
1
3
T
O
H
E
8
1
4
H
2
0
S
F
F
2
4
M
A
S
H
H
T
1
5
M
A
S
H
1
7
S
T
L
L
G
1
8
F
L
T
L
I
Q
1
9
B
I
O
G
A
S
2
0
W
A
S
T
E
H
1
1
F
R
O
M
H
E
8
Q
2
0
B
I
O
G
U
P
6
1
T
O
D
E
S
T
7
T
O
S
T
R
I
P
3
2
E
T
O
G
1
0
0
1
6
1
3
H
2
0
S
S
F
3
S
T
I
L
G
E
2
F
R
O
M
H
E
1
1
7
S
S
F
8
S
T
R
P
P
R
9
F
I
L
T
E
R
B
I
O
G
A
S
C
V
H
E
8
B
I
O
U
P
P
G
S
T
5
S
P
L
I
T
S
T
5
-
6
M
I
X
S
T
5
-
6
S
P
L
H
E
5
E
X
T
N
H
E
1
7
E
X
T
N
H
E
9
H
E
1
3
H
E
1
8
E
X
T
N
H
E
1
1
Figure 4: Flow sheet overviewing the ethanol plant with an anaerobic digester.
32
E
T
O
H
-
1
0
0
E
T
O
H
-
1
0
0
(
I
N
)
T
O
H
E
1
5
S
T
I
L
L
G
E
2
(
I
N
)
5
5
(
O
U
T
)
9
F
L
A
S
H
4
B
4
(
O
U
T
)
E
T
H
O
-
1
0
0
E
T
O
H
1
0
0
(
O
U
T
)
F
R
O
M
H
E
1
5
2
S
T
I
L
G
E
2
(
O
U
T
)
T
O
H
E
1
1
T
O
H
E
1
1
(
O
U
T
)
T
O
H
E
1
2
T
O
H
E
1
2
(
O
U
T
)
3
A
D
D
W
A
T
E
2
R
A
W
F
E
E
D
4
T
O
I
M
P
R
E
5
S
O
2
I
N
1
6
T
S
T
E
X
P
7
S
T
E
A
M
I
N
8
F
L
A
S
H
1
1
0
F
L
A
S
H
2
1
1
F
L
A
S
1
B
1
2
T
O
S
S
F
6
3
4
F
H
E
7
H
E
1
4
2
A
D
D
W
A
T
E
1
R
A
W
F
E
E
D
2
A
D
H
2
O
M
X
3
I
N
P
R
E
G
4
S
T
E
M
E
X
P
5
F
L
A
S
H
1
6
F
L
A
S
H
2
H
E
1
6
E
X
T
N
H
E
4
H
E
6
E
X
T
N
H
E
7
H
E
1
4
H
E
1
5
H
E
1
1
-
1
2
Figure 5: Flow sheet over viewing the pretreatment hierarchy.
33
2
1
F
L
T
S
O
L
2
1
F
L
T
S
O
L
(
I
N
)
4
B
A
R
I
N
4
B
A
R
I
N
(
I
N
)
2
5
T
O
L
I
G
N
2
5
T
O
L
I
G
N
(
O
U
T
)
2
5
F
R
T
O
R
K
F
R
T
O
R
K
(
O
U
T
)
2
3
2
4
F
R
T
O
R
K
2
2
3
4
B
A
R
U
T
2
6
C
R
I
K
T
O
1
4
T
O
R
K
1
6
S
O
L
H
O
T
1
5
S
T
H
E
A
T
B
1
1
T
O
R
K
S
P
L
I
T
O
R
K
M
I
X
Figure 6: Flow sheet over viewing the dryer hierarchy.
34
1
F
E
E
D
1
9
T
O
-
I
N
D
(
I
N
)
2
F
-
S
T
E
A
M
I
N
D
F
-
S
T
E
(
I
N
)
1
1
2
1
I
N
D
L
I
Q
(
O
U
T
)
1
9
2
2
(
O
U
T
)
3
4
6
7
8 1
6
1
0
1
8
5
1
5
2
7
3
2
1
7
2
5
2
F
-
S
-
K
O
N
2
3
1
2
2
0
2
9
1
2
2
4
9
1
4
1
3
2
6
2
1
2
2
2
8
3
0
3
1
3
3
I
N
D
1
F
L
A
S
I
N
D
2
F
L
A
S
I
N
D
5
F
L
A
S
I
N
D
2
V
V
X
I
N
D
5
V
V
X
I
N
D
S
L
U
T
K
1
V
E
N
T
I
L
2
V
E
N
T
I
L
I
N
D
1
V
V
X
I
N
D
3
V
V
X
I
N
D
4
V
V
X
I
N
D
3
F
L
A
S
I
N
D
4
F
L
A
S
3
V
E
N
T
I
L
4
V
E
N
T
I
L
K
-
F
L
A
S
H
1
K
-
F
L
A
S
H
2
K
-
F
L
A
S
H
3
B
5
B
6
B
7
Figure 7: Flow sheet over viewing the evaporation hierarchy.
35
1
6
D
S
T
L
T
1
6
D
S
T
L
T
(
I
N
)
T
O
H
E
3
T
O
H
E
3
(
I
N
)
F
R
O
M
H
E
9
F
R
O
M
H
E
9
(
I
N
)
F
R
O
M
H
E
1
3
F
R
O
M
H
E
1
3
(
I
N
)
T
O
H
E
1
2
T
O
H
E
1
2
(
I
N
)
2
2
S
T
L
L
G
2S
T
I
L
L
G
E
2
(
O
U
T
)
1
0
0
-
E
T
O
H
E
T
O
H
-
1
0
0
(
O
U
T
)
T
O
H
E
9
T
O
H
E
9
(
O
U
T
)
T
H
E
1
3
F
1
0
T
O
H
E
1
3
(
O
U
T
)
T
O
H
E
8
T
O
H
E
8
(
O
U
T
)
1
9
T
O
D
E
S
T
2
3
D
E
S
T
2
6
7
8
R
E
G
E
N
1
7
T
O
D
E
S
T
1
8
T
O
D
E
S
T
1
F
R
O
M
H
E
3
T
O
H
E
1
0
5
F
R
O
M
H
E
1
2
1
1
F
O
R
S
T
1
3
O
L
A
F
I
X
5
A
D
S
O
R
P
R
E
F
R
G
M
I
X
H
E
1
9
E
X
T
N
H
E
3
H
E
9
-
1
3
S
P
H
E
9
-
1
3
M
X
H
E
1
0
H
E
1
2
Figure 8: Flow sheet over viewing the purication hierarchy.
36
B Pinch Analysis
The gures below show the pinch diagrams for the process congurations in the order stated below:
Straw with evaporation.
Straw with anaerobic digestion.
Spruce with evaporation.
Spruce with anaerobic digestion.
Following each pinch diagram are the corresponding tables.
37
Figure 9: Pinch Diagram for straw with evaporation
38
Table 28: Pinch analysis of spruce with evaporation process with raw material feed of 1 1 t h
1
Stream name temperature change
C mC
p
kW
C
1
Eect kW stream number in pinch
1FEED 10 70 - 84 9
3ADDWATER 10 70 0.57 - 10
6TSTEXP 70 95 - 50 11
12TOSSF 100 37 - 125 1
14H2OSSF 10 37 2.88 - 12
15TILLSTRIPPER 37 94 - 401 13
STRIPPER 99 100 - 289 14
11FORST 78 77 - 479 4
11FORST 99 100 - 257 15
22STILLGE 100 55 0.61 - 2
100ETOH 103 25 0.18 - 3
25FRTORK 143.63 142.63 - 546.9 7
FLTSOL 100 143,63 - 32 16
9FLASHB 143.63 142.63 - 221 6
11FLASH 100 99 - 105 5
Table 29: pinch values for spruce with anaerobic digestion process 1 t h
1
Temp
C Q
i
kW Q
i,acc
kW Q
i,acc,adj
132.63 757.4 757.4 757.4
100 23.2 734.2 734.2
99 546 188.2 188.2
95 0 188.2 188.2
94 2 186.2 186.2
93 num-9 177.2 177.2
90 26.6 150.6 150.6
89 98 248.7 248.7
70 118.8 129.9 129.9
68 12.4 117.4 117.3
67 472.8 500.2 500.2
55 74.7 515.5 515.5
37 123.1 392.4 392.4
27 68.4 324 324
25 9.3 314.7 314.7
10 72.8 241.9 241.9
39
Figure 10: Pinch Diagram for straw with anaerobic digestion
40
Table 30: Pinch analysis of spruce with anaerobic digestion process with raw material feed of
5 t h
1
Stream name temperature change
C mC
p
kW
C
1
Eect kW stream number in pinch
1RAWFEED 10 70 - 421 9
2ADDWATER 10 70 - 167 10
6TSTEXP 70 94 - 241 11
12TOSSF 100 37 - 639 3
14H2OSSF 10 37 - 76 12
15TILLSTRIPPER 37 94 - 3908 13
STRIPPER 99 100 - 355 14
11FORST 78 77 - 3904 6
11FORST 99 100 - 2063 15
22STILLGE 100 55 5.7 - 7
100ETOH 103 25 1.0 - 8
25FRTORK 143.63 142.63 - 4035.6 4
FLTLIQ 100 143,63 - 193 5
9FLASH4B 143.63 142.63 - 1064 1
11FLAS1B 100 99 - 557.4 2
23DEST 78 79 - 530 16
23DEST 79 103 - 25 17
Table 31: pinch values for spruce with evaporation process 5 t h
1
Temp
C Q
i
kW Q
i,acc
kW Q
i,acc,adj
132.63 5100.0 5100.0 5100.0
103 0 5100.0 5100.0
100 2.9 5097.2 5097.2
99 2419 2678.2 2678.2
94 4.8 2673.4 2673.4
93 79.6 2593.8 2593.8
90 235.7 2358.1 2358.1
89 494.7 2852.8 2852.8
79 580.1 2272.7 2272.7
78 594.7 1678.0 1678.0
71 406.1 1271.9 1271.9
70 58.0 1213.9 1213.9
68 115.6 1098.3 1098.3
67 3846.2 4945.3 4945.3
45 1271 3674.3 3674.3
37 508.0 3166.3 3166.3
27 14.7 3151.6 3151.6
15 139.4 3012.2 3012.2
10 63.1 2949.1 2949.1
41
Figure 11: Pinch Diagram for spruce with evaporation
42
Table 32: Pinch analysis of wheat straw with evaporation process with raw material feed of
5 t h
1
Stream name temperature change
C mC
p
kW
C
1
PowerkW stream number in pinch
1RAWFEED 10 70 - 183 8
3ADDWATER 10 70 - 407 9
6TSTEXP 70 94 - 242 10
12TOSSF 100 37 - 640 3
13H2OSSF 10 37 - 370 9
15TILLSTRIPPER 37 94 - 3533 11
STRIPPER 99 100 - 1149 13
11FORST 78 77 - 2786 4
11FORST 99 100 - 1202 14
22STILLGE 100 55 - 227 7
100ETOH 103 25 - 227 6
25FRTORK 143.63 142.63 - 3593 0
9FLASg4B 143.63 142.63 - 1067.5 1
11FLAS1b 100 99 - 559.6 2
12TODEST 94 85 - 369 8
23DEST 78 103 - 427 12
INDKOND 107 55 - 2217 5
Table 33: pinch values for spruce with evaporation process 5 t h
1
Temp
C Q
i
kW Q
i,acc
kW Q
i,acc,adj
132 4660.5 4660.5 4660.5
103 0 4660.5 4660.5
100 51.2 4609.3 4609.3
99 2368.1 2241.2 2241.2
97 34.2 2207.1 2207.1
94 2165.8 4372.8 4372.8
90 341.5 4031.4 4031.4
89 489.4 4520.8 4520.8
78 771.8 3749.0 3749.0
71 371.6 3377.4 3377.4
70 42.6 3334.9 3334.9
68 104.8 3230.1 3230.1
67 2723.5 5953.6 5953.6
45 1152.6 4801.0 4801.0
37 459.5 4341.5 4341.5
27 45.4 4387.0 4387.0
15 67.4 4319.6 4319.6
10 49.2 4270.4 4270.4
43
Figure 12: Pinch Diagram for spruce with anaerobic digestion
44
Table 34: Pinch analysis of wheat straw with anaerobic digestion process with raw material feed
of 1 1 t h
1
Stream name temperature change
C mC
p
kW
C
1
PowerkW stream number in pinch
1FEED 10 70 - 37 9
3ADDWATER 10 70 - 78 10
6TSTEXP 70 94 - 47 11
12TOSSF 100 37 - 124 1
14H2OSSF 10 37 - 76 12
15TILLSTRIPPER 37 94 - 777 13
STRIPPER 99 100 - 224 15
11FORST 78 77 - 652 2
11FORST 99 100 - 579 16
22STILLGE 100 55 1.16 - 4
100ETOH 103 25 0.17 - 3
25FRTORK 143.63 142.63 - 684.8 5
9FLASHB 143.63 142.63 - 210.5 6
11FLASH 100 99 - 105 7
12TODEST 94 85 - 369 8
Table 35: pinch values for wheat straw with anaerobic digestion process 1 t h
1
Temp
C Q
i
kW Q
i,acc
kW Q
i,acc,adj
132.63 895.4 895.4. 1038.8
103 0 895.4 1038.8
101 7.6 887.8 1031.2
100 582.8 305 448.4
99 227.8 77.2 220.6
98 3.8 73.4 216.8
94 15.2 58.6 34.6
93 19.4 38.7 19.4
90 57.9 19.2 0
89 92.7 50.8 92.7
84 80.9 131.6 11.8
78 148.9 17.3 160.8
77 171.8 192 335.5
75 57 249.3 249.3
71 49.5 199.8 343.3
70 10.3 189.5 333.0
68 24.5 165 308.5
67 549.7 714.76 858.2
45 269.4 445.3 558.8
38 93.8 351.5 495.0
37 79.4 272.1 415.6
27 25.9 246.2 389.7
15 54.7 191.5 335.0
10 23.7 167.9 311.3
45
C Capital Cost Estimation
C.1 Summary
P
r
e
t
r
e
a
t
m
e
n
t
P
u
r
i
f
i
c
a
t
i
o
n
D
r
y
e
r
H
E
5
1
2
0
9
3
,
0
0
$
H
E
1
5
1
1
4
1
,
0
0
$
1
5
S
T
H
E
A
T
4
5
1
9
3
,
0
0
$
H
E
1
3
E
X
T
N
5
1
1
4
1
,
0
0
$
H
E
9
6
1
5
1
,
3
4
$
D
R
Y
E
R
4
4
1
2
7
2
2
,
8
1
$
5
F
l
a
s
h
1
4
5
5
3
4
1
,
0
0
$
6
G
E
N
-
K
O
D
6
1
5
1
,
3
4
$
6
F
l
a
s
h
2
4
1
0
2
2
4
,
0
0
$
1
1
F
O
R
S
T
5
3
5
2
6
0
3
,
0
7
$
S
t
e
a
m
E
x
p
l
o
s
i
o
n
9
3
7
3
4
4
6
,
2
5
$
1
1
S
T
R
P
P
R
4
9
2
5
1
3
4
,
0
0
$
5
A
D
S
O
R
P
1
3
4
5
0
0
8
,
1
3
$
B
2
1
2
9
4
7
7
,
0
0
$
S
u
b
t
o
t
a
l
:
1
0
3
0
2
2
4
5
,
2
5
$
1
1
8
1
5
6
6
5
,
8
9
$
4
4
5
7
9
1
5
,
8
1
$
W
i
t
h
A
n
a
e
r
o
b
i
c
D
i
g
e
s
t
i
o
n
:
W
i
t
h
E
v
a
p
o
r
a
t
i
o
n
:
T
o
t
a
l
5
5
5
5
8
5
8
5
,
1
3
$
5
6
4
6
8
3
6
5
,
7
4
$
4
2
7
8
0
1
1
0
5
,
4
9
k
r
4
3
4
8
0
6
4
1
6
,
1
7
k
r
46
P
r
o
c
e
s
s
S
S
F
E
v
a
p
o
r
a
t
i
o
n
H
E
2
1
2
0
7
7
1
,
8
2
$
R
e
a
c
t
o
r
s
9
9
4
1
7
3
5
,
2
1
$
I
N
D
1
V
V
X
6
6
1
8
1
7
4
,
5
5
$
H
E
7
6
0
5
2
2
,
4
4
$
B
u
f
f
e
r
T
a
n
k
s
8
9
1
7
5
0
,
0
0
$
I
N
D
2
V
V
X
2
8
1
8
7
0
5
,
0
6
$
H
E
1
5
6
4
0
1
,
3
8
$
I
N
D
3
V
V
X
3
1
0
0
7
9
7
,
0
0
$
H
E
3
1
7
4
7
3
,
7
9
$
I
N
D
4
V
V
X
3
1
2
0
2
3
3
,
0
0
$
H
E
1
4
E
X
T
E
2
9
2
4
1
,
1
1
$
I
N
D
5
V
V
X
2
9
0
4
0
6
,
0
0
$
H
E
1
2
E
X
T
N
1
0
9
4
0
,
0
0
$
1
0
A
N
D
I
G
1
5
0
3
8
5
3
5
,
0
0
$
9
F
I
L
T
E
R
2
1
1
7
4
6
2
,
4
4
$
4
B
A
R
M
I
X
1
1
5
5
7
2
,
0
0
$
H
E
8
-
9
S
P
L
1
1
5
5
7
2
,
0
0
$
A
b
s
o
r
p
t
i
o
n
5
1
6
7
8
1
,
0
0
$
1
8
1
4
9
2
7
2
,
9
7
$
1
0
8
3
3
4
8
5
,
2
1
$
1
5
9
4
8
3
1
5
,
6
1
$
47
C.2 Pretreatment
HE1 Heat Transfer Area 34
Material ss
Pressure 1 bar
Type Flat Plate
Grass Roots Capital 51 141,00 $
HE9 Heat Transfer Area 0,5
Material ss
Pressure 1 bar
Type Flat Plate
Grass Roots Capital 6 151,34 $
6GEN-KOD T1 88
T2 85
LMTD 86,49132878
Heat Transfer Coefficient 850
Heat Duty 2000
Area 0,027204359
Material ss
Type Flat Plate
Grass Roots Capital 6 151,34 $
5ADSORP Superficial Gas Velocity 0,3
Gas Flow Rate 0,3614
Packed bed height 3
Empty Height 1,5
Tower Height 4,5
Area 1,204666667
Diameter 1,238496862
Number of Towers 2
Adsorbent Cost 9
Adsorbent Bulk Density 700
FBM 1,68
Material Stainless Clad
Grass Roots Captial 672 504,07 $
Total Cost 1 345 008,13 $
B2 Outflow 1,3474
Velocity 2
Material Stainless Steel
Diameter 0,92617859
Grass Roots Capital 129 477,00 $
48
5Flash1 Outgoing Liquid Flow rate (m^3/s) 2,73E-03
Outgoing Vapour Flow rate (m^3/s) 0,2153
Liquid Density kg/m^3 894,8
Vapour Density kg/m^3 2,26
Vapour Velocity m/s 1,271860848
Liquid Volume 1,64E+00
Area 0,169279525
Diameter 0,464262579
Vapour Height 1
Liquid Height 9,69048089
Column Height 10,69048089
Material Nickel Clad
Pressure 4 Bar
Grass Roots Capital 455 341,00 $
6Flash2 Outgoing Liquid Flow rate (m^3/s) 2,33E-03
Outgoing Vapour Flow rate (m^3/s) 0,3976649
Liquid Density kg/m^3 945,1
Vapour Density kg/m^3 0,6088
Vapour Velocity m/s 2,520818689
Liquid Volume 1,40E+00
Area 0,157752282
Diameter 0,448176714
Vapour Height 1
Liquid Height 8,871504012
Column Height 9,871504012
Material Nickel Clad
Pressure 1 Bar
Grass Roots Capital 410 224,00 $
49
C.3 Purication
HE1 Heat Transfer Area 34
Material ss
Pressure 1 bar
Type Flat Plate
Grass Roots Capital 51 141,00 $
HE9 Heat Transfer Area 0,5
Material ss
Pressure 1 bar
Type Flat Plate
Grass Roots Capital 6 151,34 $
6GEN-KOD T1 88
T2 85
LMTD 86,49132878
Heat Transfer Coefficient 850
Heat Duty 2000
Area 0,027204359
Material ss
Type Flat Plate
Grass Roots Capital 6 151,34 $
5ADSORP Superficial Gas Velocity 0,3
Gas Flow Rate 0,3614
Packed bed height 3
Empty Height 1,5
Tower Height 4,5
Area 1,204666667
Diameter 1,238496862
Number of Towers 2
Adsorbent Cost 9
Adsorbent Bulk Density 700
FBM 1,68
Material Stainless Clad
Grass Roots Captial 672 504,07 $
Total Cost 1 345 008,13 $
B2 Outflow 1,3474
Velocity 2
Material Stainless Steel
Diameter 0,92617859
Grass Roots Capital 129 477,00 $
50
11FORST Number of Ideal Stages 16
Overall Column Efficiency 0,5
Plate spacing 1
Vapour Density 1,458
Liquid Density 748,5
Maximalt Vapour Flow Rate 4,69
Maximal Vapour Velocity 1,177055907
Number of real stages 32
Column Diameter 1,865394008
Column Height 32
Material Ni-alloy
Tray Material Ni-alloy
Grass Roots Capital 5 352 603,07 $
11STRPPR Number of Ideal Stages 20
Overall Column Efficiency 0,5
Plate spacing 0,9
Vapour Density 0,748
Liquid Density 926
Maximal Vapour Flow Rate 2,14
Maximal Vapour Velocity 2,021955187
Number of real stages 40
Column Diameter 1,34224498
Column Height 36
Material Ni-alloy
Tray Material Ni-alloy
Grass Roots Capital 4 925 134,00 $
51
C.4 Process
HE2 T1 59
T2 115
LMTD 83,90836982
Heat Transfer Coefficient 850
Heat Duty 3500000
Area 49,07313856
Material Ni
Type Shell and Utube
Grass Roots Capital 120 771,82 $
HE7 Heat Transfer Area 12
Material Ni
Pressure Shell & Tube
Type 1 bar
Grass Roots Capital 60 522,44 $
HE15 Heat Transfer Area 0,7
Material Ni
Pressure Flat Plate
Type 1 bar
Grass Roots Capital 6 401,38 $
HE3 Heat Transfer Area 9
Material Ni
Pressure Flat Plate
Type 1 bar
Grass Roots Capital 17 473,79 $
HE14EXTE T1 73
T2 27
LMTD 46,2486989
Heat Transfer Coefficient 850
Heat Duty 903000
Area 22,97043952
Material Ni
Type Flat Plate
Grass Roots Capital 29 241,11 $
52
10ANDIG Volumetric Flow rate 2,19E-03
Residence Time 96 Hours
Volume 7,57E+02
Material Ni
Grass Roots Capital 15 038 535,00 $
9FILTER Estimated cost (Euro) 1 070 647,00
Converted cost (USD) 1 380 353,61 $
Grass Roots Capital 2 117 462,44 $
4BARMIX Outflow 0,4588
Velocity 2
Material Stainless Steel
Diameter 0,540453297
Grass Roots Capital 115 572,00 $
HE8-9SPL Outflow 0,4588
Velocity 2
Material Stainless Steel
Diameter 0,540453297
Grass Roots Capital 115 572,00 $
Absorption Volumetric Gas Flow Rate 0,1141656
Superficial Gas Velocity 1,5
Area 0,08372144
Diameter 0,326497461
Packed Bed Height 3
Total Height 6
Grass Roots Capital 516781
53
C.5 SSF
Residence time 96 Hour
Downtime 4 Hour
Fill Time Before Start 13 Hour
Total Fill Time 37 Hour
Cycle time 113 Hour
Reactor Volume 500 m^3
Flow Rate 7,907364 m^3/h
Number of Reactors 2
Buffer Tank Volume 601 m^3 Round Up
Buffer Tank 2 Volume 710 m^3 Round up
Grass Roots Capital Reactors 9 941 735,21 $
Grass Roots Capital Buffer tanks 891 750,00 $
Total SSF Cost 10 833 485,21 $
C.6 Dryer
15STHEAT T1 14
T2 69
LMTD 34,48169553
Heat Transfer Coefficient 850
Heat Duty 1600000
Area 54,58991829
Material ss
Type Flat Plate
Grass Roots Capital 45 193,00 $
Tork Residence Time 30 Seconds
Feed Flow Rate 6,603953 m^3/s
Dryer Volume 198,11859 m^3
Grass Roots Capital 4 412 722,81 $
54
C.7 Evaporator
IND1VVX Heat Transfer Area 663,66
Pressure 4
Material ss
Type Falling Film (Tube)
Grass Roots Capital 2 495 207,00 $ 6618174,55
IND2VVX Heat Transfer Area 284
Pressure 2,6
Material ss
Type Falling Film (Tube)
Grass Roots Capital 1 201 486,00 $ 2818705,058
IND3VVX Heat Transfer Area 313,28
Pressure 1,9
Material ss
Type Falling Film (Tube)
Grass Roots Capital 1 307 402,00 $ 3100797
IND4VVX Heat Transfer Area 315,27
Pressure 1,3
Material ss
Type Falling Film (Tube)
Grass Roots Capital 1 314 551,00 $ 3120233
IND5VVX Heat Transfer Area 5,92
Pressure 0,85
Material ss
Type Falling Film (Tube)
Grass Roots Capital 173 465,00 $ 290406
55
D Operating Cost
Fixed Capital
Storage, Raw Materials :
116 691,57 kr
Storage, Main Product
627 706,45 kr
Storage, Spare Parts
1 800 000,00 kr
Direct Variable Costs
Raw Material:
13 944 000,00 kr
Additional Components:
8 731 949,76 kr
Water:
2 516 002,99 kr
Steam:
11 277 167,86 kr
Maintenance and Repairs:
9 000 000,00 kr
Process Operating Personnel:
4 500 000,00 kr
Process Operating Management:
900 000,00 kr
Laboratory Work:
900 000,00 kr
License Fees:
2 180 839,95 kr
Indirect Vatiable Costs
Overhead for Personnel
5 400 000,00 kr
Administration:
1 350 000,00 kr
Distribution and Sales:
7 269 466,50 kr
Reasearch and Development:
2 180 839,95 kr
Total Operating Costs
72 694 665,03 kr
Income
Main Product
75 007 462,40 kr
By-products:
22 947 938,24 kr
Summa:
97 955 400,64 kr
56
Economy and Pricing
Raw Material Price 348,6 SEK/t
Ethanol Price 6,5 SEK/L
SO2 Price 1,5 SEK/kg
Enzyme Price 0,5 SEK/L EtOH
Lignin Price 0,84 SEK/kg
Biogas Price 6,88 SEK/kg
Yeast Price 0,1 SEK/L EtOH
Fresh Water Price 10 SEK/t
Cooling Water Price 1 SEK/t
Steam Price 4 bar 0,17 SEK/kg
Steam Price 20 bar 0,17 SEK/kg
Economic Life 10 Year
Discount Rate 0,15
Operating Hours per Year 8000 h/year
Annuity Factor 0,199252063
Storage Time, Raw Materials 2 weeks
Storage Time, Main Product 2 weeks
Capital Cost 450 000 000 SEK
Number of Shifts 3 shift
Workers per Shift 5 workers/shift
Shift Workers Salary 25000 SEK/(worker*month)
Net Profit
25 260 735,61 kr
57
Material Flows
Raw Material 5 t/h
Ethanol 1442,4512 L/h
SO2 150,682 kg/h
Lignin 2173,2795 kg/h
Biogas 151,7 kg/h
Fresh Water 21,901989 t/h
Cooling Water 95,48048325 t/h
Steam, 4 bar 5842,627192 kg/h
Steam, 20 bar 2449,408 kg/h
Markup Est. values Subject of Markup
Maintenance and Repairs 0,02 0,02 - 0,1 Capital Cost
Process Operating Management 0,2 0,1 - 0,2 Process Operating Personnel
Laboratory Work 0,2 0,1 - 0,2 Process Operating Personnel
Overhead Day personnel 0,7 0,7 Process Operating Personnel
Overhead Shiftpersonal 0,5 0,5 50 % of Maintenance and Repairs
Administration 0,25 0,25 Overhead for Personnel
Distribution and Sales 0,1 0,1 Total Operating Costs
Reasearch and Development 0,03 0,01 - 0,03 Total Operating Costs
Spare Parts 0,2 0,1 - 0,2 Maintenance and Repairs
58
Vous aimerez peut-être aussi
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (894)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (399)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (265)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (73)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (119)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- Vallance - Sistema Do VolvoDocument15 pagesVallance - Sistema Do VolvoNuno PachecoPas encore d'évaluation
- Embedded Systems: Martin Schoeberl Mschoebe@mail - Tuwien.ac - atDocument27 pagesEmbedded Systems: Martin Schoeberl Mschoebe@mail - Tuwien.ac - atDhirenKumarGoleyPas encore d'évaluation
- Lab 2 ReportDocument9 pagesLab 2 Reportsherub wangdiPas encore d'évaluation
- Pass Issuance Receipt: Now You Can Also Buy This Pass On Paytm AppDocument1 pagePass Issuance Receipt: Now You Can Also Buy This Pass On Paytm AppAnoop SharmaPas encore d'évaluation
- cp2021 Inf03p02Document242 pagescp2021 Inf03p02bahbaguruPas encore d'évaluation
- RCA - Mechanical - Seal - 1684971197 2Document20 pagesRCA - Mechanical - Seal - 1684971197 2HungphamphiPas encore d'évaluation
- City Gas Distribution ReportDocument22 pagesCity Gas Distribution Reportdimple1101100% (9)
- Itec 3100 Student Response Lesson PlanDocument3 pagesItec 3100 Student Response Lesson Planapi-346174835Pas encore d'évaluation
- C J L F S: Vinod TiwariDocument21 pagesC J L F S: Vinod TiwariVinod TiwariPas encore d'évaluation
- Model Paper 1Document4 pagesModel Paper 1Benjamin RohitPas encore d'évaluation
- Converting An XML File With Many Hierarchy Levels To ABAP FormatDocument8 pagesConverting An XML File With Many Hierarchy Levels To ABAP FormatGisele Cristina Betencourt de OliveiraPas encore d'évaluation
- Resona I9 Neuwa I9 FDADocument2 pagesResona I9 Neuwa I9 FDAMarcos CharmeloPas encore d'évaluation
- Marketing Management NotesDocument115 pagesMarketing Management NotesKajwangs DanPas encore d'évaluation
- The Earthing of Zenner BarrierDocument4 pagesThe Earthing of Zenner BarrierFatholla SalehiPas encore d'évaluation
- Automatizari Complexe - Laborator Nr. 4: Wind (M/S)Document1 pageAutomatizari Complexe - Laborator Nr. 4: Wind (M/S)Alexandru AichimoaiePas encore d'évaluation
- Request For AffidavitDocument2 pagesRequest For AffidavitGhee MoralesPas encore d'évaluation
- Curriculum Vitae 2010Document11 pagesCurriculum Vitae 2010ajombilePas encore d'évaluation
- Coupled Mode TheoryDocument5 pagesCoupled Mode TheoryRahul RoyPas encore d'évaluation
- Lirik and Chord LaguDocument5 pagesLirik and Chord LaguRyan D'Stranger UchihaPas encore d'évaluation
- A Research About The Canteen SatisfactioDocument50 pagesA Research About The Canteen SatisfactioJakeny Pearl Sibugan VaronaPas encore d'évaluation
- STS Chapter 5Document2 pagesSTS Chapter 5Cristine Laluna92% (38)
- Manual de Instalare Centrala de Incendiu Adresabila 1-4 Bucle Teletek IRIS PRO 250bucla 96 Zone 10000 EvenimenteDocument94 pagesManual de Instalare Centrala de Incendiu Adresabila 1-4 Bucle Teletek IRIS PRO 250bucla 96 Zone 10000 EvenimenteAlexandra DumitruPas encore d'évaluation
- Oscar Ortega Lopez - 1.2.3.a BinaryNumbersConversionDocument6 pagesOscar Ortega Lopez - 1.2.3.a BinaryNumbersConversionOscar Ortega LopezPas encore d'évaluation
- Characteristics: Wheels Alloy Aluminium Magnesium Heat ConductionDocument4 pagesCharacteristics: Wheels Alloy Aluminium Magnesium Heat ConductionJv CruzePas encore d'évaluation
- Stellar Competent CellsDocument1 pageStellar Competent CellsSergio LaynesPas encore d'évaluation
- Jodi Ridgeway vs. Horry County Police DepartmentDocument17 pagesJodi Ridgeway vs. Horry County Police DepartmentWMBF NewsPas encore d'évaluation
- (Lesson 10-1) - Quality Assurance, Hemocytometry, Thoma PipetsDocument22 pages(Lesson 10-1) - Quality Assurance, Hemocytometry, Thoma PipetsellePas encore d'évaluation
- Factors Affecting Employee Turnover and Job Satisfaction A Case Study of Amari Hotels and Resorts Boondarig Ronra and Assoc. Prof. Manat ChaisawatDocument26 pagesFactors Affecting Employee Turnover and Job Satisfaction A Case Study of Amari Hotels and Resorts Boondarig Ronra and Assoc. Prof. Manat ChaisawathumeragillPas encore d'évaluation
- Rtlo 18918B 1202Document42 pagesRtlo 18918B 1202gustavomosqueraalbornozPas encore d'évaluation
- DSP Lab Record Convolution ExperimentsDocument25 pagesDSP Lab Record Convolution ExperimentsVishwanand ThombarePas encore d'évaluation