Vous aimerez peut-être aussi
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsD'EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsPas encore d'évaluation
- Dasco HvacDocument35 pagesDasco HvacrafaelPas encore d'évaluation
- Jis G3444Document12 pagesJis G3444yapsguanPas encore d'évaluation
- Crescentbay Reef Towers: Formwork Design SummaryDocument4 pagesCrescentbay Reef Towers: Formwork Design SummarykosdsdsPas encore d'évaluation
- SAIL StructuralsDocument10 pagesSAIL StructuralsKonathala RajashekarPas encore d'évaluation
- 1200 1300Document18 pages1200 1300wyerengrPas encore d'évaluation
- Carbon Hollow Bar ST 52Document2 pagesCarbon Hollow Bar ST 52JeganeswaranPas encore d'évaluation
- Guardrail DesignDocument8 pagesGuardrail Designundf25Pas encore d'évaluation
- Is 15560 - 2005Document12 pagesIs 15560 - 2005kalpanaadhiPas encore d'évaluation
- Power System Analysis - Stevenson - Grainger - AnnexDocument5 pagesPower System Analysis - Stevenson - Grainger - AnnexSaghir AhmadPas encore d'évaluation
- Drawn Vs Extrude TubesDocument26 pagesDrawn Vs Extrude TubesAlejandro GonzalesPas encore d'évaluation
- Felker LineCard-WebView 100319Document4 pagesFelker LineCard-WebView 100319vineethPas encore d'évaluation
- NavojiDocument193 pagesNavojianon_419810527Pas encore d'évaluation
- Soporte AAC - KcmilDocument6 pagesSoporte AAC - Kcmilmzabala99Pas encore d'évaluation
- National Electrical Code 2002 - Tabla 310.60 - PDFDocument11 pagesNational Electrical Code 2002 - Tabla 310.60 - PDFkabirseba100% (1)
- TUBACEX Power Generation 10Document12 pagesTUBACEX Power Generation 10walitedisonPas encore d'évaluation
- Clutch Release BearingDocument32 pagesClutch Release Bearingvaibhav ahujaPas encore d'évaluation
- ICL-PPT11-24-Plumbing in Hydraulic SystemsDocument24 pagesICL-PPT11-24-Plumbing in Hydraulic SystemsGovindaraja GopalakrishnanPas encore d'évaluation
- Is StandardDocument10 pagesIs Standardsarkararup100% (1)
- Tecnofil Catalogo2022Document8 pagesTecnofil Catalogo2022Cesar OteroPas encore d'évaluation
- Pipe ThicknessDocument26 pagesPipe ThicknessMehman NasibovPas encore d'évaluation
- Astm A29Document22 pagesAstm A29jangaswathiPas encore d'évaluation
- Technical Data of Black and Hot Dip Galvanized Steel Pipes Conforming To Astm A 53 Grade A & B Sch-40Document5 pagesTechnical Data of Black and Hot Dip Galvanized Steel Pipes Conforming To Astm A 53 Grade A & B Sch-40mechmohsin4745Pas encore d'évaluation
- Outside MicrometersDocument1 pageOutside MicrometersAntonio DíazPas encore d'évaluation
- Precision Tube: Cold Rolled Tube Product RangeDocument4 pagesPrecision Tube: Cold Rolled Tube Product RangedvtherionPas encore d'évaluation
- P202301 PR B CS STD 0001Document16 pagesP202301 PR B CS STD 0001Nitin SakpalPas encore d'évaluation
- Catalog Profile Cu Pereti SubtiriDocument52 pagesCatalog Profile Cu Pereti Subtirinelutu12345100% (1)
- NTPC FGD Talcher: Raw Material Requirement - 05.04.2022: S. No. Grade Thick/Profile (MM) Width (MM) Length (MM)Document9 pagesNTPC FGD Talcher: Raw Material Requirement - 05.04.2022: S. No. Grade Thick/Profile (MM) Width (MM) Length (MM)Tamil Arasu SPas encore d'évaluation
- Acsr Al Bare-Rev 04Document1 pageAcsr Al Bare-Rev 04Ae SuwaphanPas encore d'évaluation
- BorrarxxxDocument4 pagesBorrarxxxHeco NicPas encore d'évaluation
- A1-3 EXT'N RevisedDocument13 pagesA1-3 EXT'N RevisedSean Franz VilardoPas encore d'évaluation
- SA RawlboltDocument2 pagesSA Rawlboltpower_generator133850% (2)
- Pipe Sizing & Specifications Methods For Joining Pipe Pipe Representation Pipe Fittings Buttwelded Branch Fittings Flanges Screwed FittingsDocument27 pagesPipe Sizing & Specifications Methods For Joining Pipe Pipe Representation Pipe Fittings Buttwelded Branch Fittings Flanges Screwed Fittingsrodhiba1Pas encore d'évaluation
- Especificacion API 5lDocument44 pagesEspecificacion API 5ljpcc1986100% (1)
- RJ45 Modular Jack With Magnetic Filter: Section 11Document20 pagesRJ45 Modular Jack With Magnetic Filter: Section 11hendpraz88Pas encore d'évaluation
- Building Roll (KBR) : Light Weight, No Sagging Nor SettlingDocument8 pagesBuilding Roll (KBR) : Light Weight, No Sagging Nor SettlingPhan LongPas encore d'évaluation
- Steel Bars, Carbon, Hot-Wrought, Special Quality: Standard Specification ForDocument6 pagesSteel Bars, Carbon, Hot-Wrought, Special Quality: Standard Specification ForIngrid Tatiana RojasPas encore d'évaluation
- Gage Block TolerancesDocument6 pagesGage Block TolerancesAna Gabriela OjedaPas encore d'évaluation
- Cable Profile For Prestressing and Calculation of Eccentricities of Substiture CableDocument4 pagesCable Profile For Prestressing and Calculation of Eccentricities of Substiture Cablerabindra choudhary0% (1)
- Powell Valve Catalog 2000Document175 pagesPowell Valve Catalog 2000naytunaung7650Pas encore d'évaluation
- Description VA Meters Size of Wire Z/305 AMP VD %VDDocument5 pagesDescription VA Meters Size of Wire Z/305 AMP VD %VDJM AndresPas encore d'évaluation
- Properties of PipeDocument5 pagesProperties of PipeWiwi NorzahraPas encore d'évaluation
- V-Cone Ficha TécnicaDocument2 pagesV-Cone Ficha TécnicaIrving Uc Fernandez100% (1)
- Column With Uniaxial MomentDocument37 pagesColumn With Uniaxial MomentRONALD AYALA HUARACHIPas encore d'évaluation
- PIPE SpecificationDocument6 pagesPIPE SpecificationNamta GeorgePas encore d'évaluation
- A Complete Guide To Pipe SizesDocument25 pagesA Complete Guide To Pipe SizesahmedPas encore d'évaluation
- Working PressureDocument11 pagesWorking Pressureshojaee1063Pas encore d'évaluation
- EN6114Document14 pagesEN6114akayirPas encore d'évaluation
- Navoji - PodatciDocument88 pagesNavoji - PodatciNikolat84Pas encore d'évaluation
- Balance QTY For RA Bill 40Document8 pagesBalance QTY For RA Bill 40rautrabishankarPas encore d'évaluation
- Flowmeter SelectionDocument4 pagesFlowmeter SelectionsrshahPas encore d'évaluation
- Astronomical Instruments and AccessoriesD'EverandAstronomical Instruments and AccessoriesPas encore d'évaluation
- Friction Stir Welding of High Strength 7XXX Aluminum AlloysD'EverandFriction Stir Welding of High Strength 7XXX Aluminum AlloysPas encore d'évaluation
- Pipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsD'EverandPipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsÉvaluation : 4.5 sur 5 étoiles4.5/5 (10)
- Materials Data for Cyclic Loading: Low-Alloy SteelsD'EverandMaterials Data for Cyclic Loading: Low-Alloy SteelsÉvaluation : 5 sur 5 étoiles5/5 (2)
- 1275Document40 pages1275JM SVPas encore d'évaluation
- Geostatistics 2001Document198 pagesGeostatistics 2001JM SV100% (5)
- HALO LED Strip Lighting (Peru)Document2 pagesHALO LED Strip Lighting (Peru)JM SVPas encore d'évaluation
- Sistema de AnclajeDocument56 pagesSistema de AnclajeJM SVPas encore d'évaluation
- Remicsa Cable Bolts AccesoriosDocument1 pageRemicsa Cable Bolts AccesoriosJM SVPas encore d'évaluation
- DSI Underground Systems Cable Bolts USDocument14 pagesDSI Underground Systems Cable Bolts USDonald Culqui VallePas encore d'évaluation
- Guidelines For Use of The Scaled Span MethodDocument34 pagesGuidelines For Use of The Scaled Span MethodJM SVPas encore d'évaluation
- Lab Testing For Empirical DesignDocument10 pagesLab Testing For Empirical DesignJM SVPas encore d'évaluation
- Product BarChipR50 EmailDocument2 pagesProduct BarChipR50 EmailJM SVPas encore d'évaluation
- 19 Proposed Design Methodology For ShotcreteDocument31 pages19 Proposed Design Methodology For ShotcreteMagdy BakryPas encore d'évaluation
- 03 DriftingDocument19 pages03 DriftingJM SVPas encore d'évaluation
- Data InglDocument127 pagesData InglDaniel Luna0% (1)
- FLACslope - User's GuideDocument82 pagesFLACslope - User's Guidetinafine100% (1)
- Vulcantut01 110221214800 Phpapp01Document545 pagesVulcantut01 110221214800 Phpapp01JM SVPas encore d'évaluation
- 2DBench TutorialDocument16 pages2DBench TutorialJM SVPas encore d'évaluation
- Tutorial Examine 2DDocument22 pagesTutorial Examine 2DJM SV75% (4)
- Automating Scientific Data Analysis Part 1 - by Peter Grant - Towards Data ScienceDocument7 pagesAutomating Scientific Data Analysis Part 1 - by Peter Grant - Towards Data ScienceMarcial Puente ChavezPas encore d'évaluation
- Oo LabDocument327 pagesOo Labtamilarasi87thulasiPas encore d'évaluation
- Acrolinx: Tone of VoiceDocument12 pagesAcrolinx: Tone of VoiceMark OwenPas encore d'évaluation
- UAE Media LandscapeDocument17 pagesUAE Media LandscapeM. Waqas AbdullahPas encore d'évaluation
- Soot (PM) SensorsDocument22 pagesSoot (PM) SensorsAhmed AlsheikhPas encore d'évaluation
- Star Clip Art - Google SearchDocument1 pageStar Clip Art - Google SearchHM - 06BE 839268 McClure PSPas encore d'évaluation
- PSLC Professional Lighting 17-18 - Accent LightDocument14 pagesPSLC Professional Lighting 17-18 - Accent LightAhmed salahPas encore d'évaluation
- Company Name Weld Procedure SpecificationDocument3 pagesCompany Name Weld Procedure SpecificationJorge Valdera100% (1)
- Smartaisle Containment Brochure EnglishDocument32 pagesSmartaisle Containment Brochure EnglishAsad NizamPas encore d'évaluation
- Review of Literature and Studies Related LiteratureDocument21 pagesReview of Literature and Studies Related LiteratureKavin Dela CruzPas encore d'évaluation
- Project QuestionDocument35 pagesProject Questiongnger308Pas encore d'évaluation
- Prospekt - SCROLL - ENG RENNERDocument8 pagesProspekt - SCROLL - ENG RENNERAriantoPas encore d'évaluation
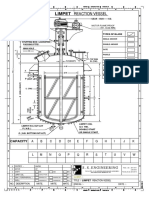
- Limpet Reaction Vessel PDFDocument1 pageLimpet Reaction Vessel PDFarajamani78Pas encore d'évaluation
- Natalie Venegas ResumeDocument2 pagesNatalie Venegas Resumeapi-302645353Pas encore d'évaluation
- Solve The Inverse Kinematics of Robot Arms Using Sand Cat Swarm Optimization SCSO AlgorithmDocument5 pagesSolve The Inverse Kinematics of Robot Arms Using Sand Cat Swarm Optimization SCSO AlgorithmMohamed BensaadallahPas encore d'évaluation
- Dr. Jyotismita MishraDocument2 pagesDr. Jyotismita MishrashajithuPas encore d'évaluation
- Best of Definition and Types of ResearchDocument42 pagesBest of Definition and Types of ResearchZe MeliePas encore d'évaluation
- Disc-Mower-Parts Fella SM 270Document4 pagesDisc-Mower-Parts Fella SM 270JanuszPas encore d'évaluation
- Free Research ReportsDocument205 pagesFree Research ReportsRajkumar TiwariPas encore d'évaluation
- SAKLOLO UX Case StudyDocument15 pagesSAKLOLO UX Case Studynashi16Pas encore d'évaluation
- Ultimate CX Ebook51Document39 pagesUltimate CX Ebook51vvsshivaprasadPas encore d'évaluation
- Edif Echo PC Analyzer - Service Manual PDFDocument21 pagesEdif Echo PC Analyzer - Service Manual PDFkartopolloPas encore d'évaluation
- Assignment No.2: Areeba Mughal S17BBAH051Document3 pagesAssignment No.2: Areeba Mughal S17BBAH051Areeba MughalPas encore d'évaluation
- GM Maint Catalog PDFDocument38 pagesGM Maint Catalog PDFMarcelo ArayaPas encore d'évaluation
- Assignment 3 (SEE 312) : Part ADocument3 pagesAssignment 3 (SEE 312) : Part ANaveen SrivastavaPas encore d'évaluation
- Trainiing BeckhoffDocument45 pagesTrainiing BeckhoffĐại TrầnPas encore d'évaluation
- FemtocellDocument20 pagesFemtocellSonamAggarwalManan0% (1)
- ReviwerDocument6 pagesReviwerCed RickPas encore d'évaluation
- PMD - Front Sprint2021-20 ScenariosDocument42 pagesPMD - Front Sprint2021-20 ScenariosHuy Quang PhạmPas encore d'évaluation
- Rajah Di Bawah Menunjukkan Susunan Radas Untuk Membina Suatu GegantiDocument36 pagesRajah Di Bawah Menunjukkan Susunan Radas Untuk Membina Suatu GegantiYusfalina Mohd YusoffPas encore d'évaluation