Vous aimerez peut-être aussi
- Catalogo KJ 2017 PDF PDFDocument45 pagesCatalogo KJ 2017 PDF PDFRobinson PaulinoPas encore d'évaluation
- CM 850 (Motorola) VW ConstellationDocument3 pagesCM 850 (Motorola) VW ConstellationRobinson Paulino100% (1)
- Catalogo KJ 2017 PDF PDFDocument45 pagesCatalogo KJ 2017 PDF PDFRobinson PaulinoPas encore d'évaluation
- Procedimento para 4DFDocument1 pageProcedimento para 4DFRobinson PaulinoPas encore d'évaluation
- 1 - EpromDocument43 pages1 - EpromRobinson Paulino100% (2)
- Componentes Remofer Treinamento para Que Serve Cada UmDocument3 pagesComponentes Remofer Treinamento para Que Serve Cada UmRobinson Paulino100% (2)
- Manual de InstalaçaoDocument1 pageManual de InstalaçaoRobinson PaulinoPas encore d'évaluation
- Gabarito Oficial Aux ComercialDocument14 pagesGabarito Oficial Aux ComercialRobinson PaulinoPas encore d'évaluation
- 5c19278d02082 33 Localizacao Dos Conectores - C1467A - C1467B PDFDocument383 pages5c19278d02082 33 Localizacao Dos Conectores - C1467A - C1467B PDFRobinson PaulinoPas encore d'évaluation
- 5c19278795c19 28 Fusivel e Rele InformacoesDocument4 pages5c19278795c19 28 Fusivel e Rele InformacoesRobinson PaulinoPas encore d'évaluation
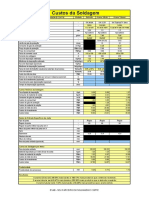
- Custo Da SoldagemDocument8 pagesCusto Da SoldagemJoao Manoel MalaquiasPas encore d'évaluation
- Planilha de EpiDocument403 pagesPlanilha de EpiCris AssisPas encore d'évaluation
- Planilha Consumo ConsumiveisDocument5 pagesPlanilha Consumo ConsumiveisClaudio ScarpinPas encore d'évaluation
- Inversora de Solda Mega Force 130 225Document4 pagesInversora de Solda Mega Force 130 225Arthur MedeirosPas encore d'évaluation
- Apostila de TubulaçãoDocument95 pagesApostila de TubulaçãoElves TiagoPas encore d'évaluation
- Goivagem PDFDocument5 pagesGoivagem PDFMauro OnishiPas encore d'évaluation
- Introducao - SoldagemDocument54 pagesIntroducao - Soldagemrrm77Pas encore d'évaluation
- Procedimento de Solda No ChassisDocument39 pagesProcedimento de Solda No ChassisDaniel880360% (1)
- Ligações Soldadas PDFDocument47 pagesLigações Soldadas PDFLuiz AugustoPas encore d'évaluation
- Trabalho Solda de PontoDocument9 pagesTrabalho Solda de PontoMaribaldo MacielPas encore d'évaluation
- M Lima ProergoDocument8 pagesM Lima ProergoLeandro Romeiro De Souza SantosPas encore d'évaluation
- Algo NovoDocument45 pagesAlgo NovoSajane MassadaPas encore d'évaluation
- Certificado de Qualificação de Soldadores e Operadores B03Document2 pagesCertificado de Qualificação de Soldadores e Operadores B03joao guilhermePas encore d'évaluation
- Mi - 01 Introdução À Metalurgia PDFDocument45 pagesMi - 01 Introdução À Metalurgia PDFLuciano AraújoPas encore d'évaluation
- PR-SOL-EPM-001 - Procedimento de Execução de Soldagem - 01Document12 pagesPR-SOL-EPM-001 - Procedimento de Execução de Soldagem - 01Vivanildo SantosPas encore d'évaluation
- Manual Virtua 300-400-500 CC - CV PRO PDFDocument42 pagesManual Virtua 300-400-500 CC - CV PRO PDFArnaldo GomesPas encore d'évaluation
- ESAB Custos Da SoldagemDocument14 pagesESAB Custos Da SoldagemMarcos MaiaPas encore d'évaluation
- Aula 12 Processos de Soldagem e SimbologiaDocument18 pagesAula 12 Processos de Soldagem e SimbologiaDenilson MoraisPas encore d'évaluation
- Catalogo Geral de Maquinas Eutectic PDFDocument24 pagesCatalogo Geral de Maquinas Eutectic PDFJuliana Dos ReisPas encore d'évaluation
- Slide de Maquinas e EquipamentosDocument42 pagesSlide de Maquinas e EquipamentosAnderson TabordaPas encore d'évaluation
- Catálogo de Consumíveis para SoldaDocument208 pagesCatálogo de Consumíveis para SoldaManoel ComarPas encore d'évaluation
- Tipos de Ligações em Estruturas MetálicasDocument13 pagesTipos de Ligações em Estruturas MetálicasThomas CiprianoPas encore d'évaluation
- N-1859 Consumivel de Soldagem Com Propriedade AsseguradaDocument12 pagesN-1859 Consumivel de Soldagem Com Propriedade AsseguradaMárcio FerreiraPas encore d'évaluation
- Apostila Maquina e Processos Movi SoldasDocument7 pagesApostila Maquina e Processos Movi SoldasFelipe Moreira de PáduaPas encore d'évaluation
- IICE004 Manuseio de Consumiveis de SoldagemDocument8 pagesIICE004 Manuseio de Consumiveis de SoldagemElielson LimaPas encore d'évaluation
- A Soldagem É Um Processo Importante Que Deve Ser Realizado Por Profissionais Capacitados Com Todo Cuidado e AtençãoDocument8 pagesA Soldagem É Um Processo Importante Que Deve Ser Realizado Por Profissionais Capacitados Com Todo Cuidado e AtençãoambitracPas encore d'évaluation
- SENAI - Soldagem - (Apêndice) Metrologia e Tecnologia Aplicada À SoldagemDocument123 pagesSENAI - Soldagem - (Apêndice) Metrologia e Tecnologia Aplicada À SoldagemValdecir Sauter100% (1)
- Apostila de Processo de Soldagem Com Eletrodos Revestidos (SMAW)Document188 pagesApostila de Processo de Soldagem Com Eletrodos Revestidos (SMAW)Rodrigo Souza CamposPas encore d'évaluation
- Petrochemistry PORDocument44 pagesPetrochemistry PORgrandesferradaPas encore d'évaluation
- Manual Mastertig 300 Ac HFDocument24 pagesManual Mastertig 300 Ac HFBENCHMARKING REPRESENTAÇÕESPas encore d'évaluation