Vous aimerez peut-être aussi
- Tig Inverter: Instruction ManualDocument12 pagesTig Inverter: Instruction ManualMuhammad ShakeelPas encore d'évaluation
- F150 PDFDocument2 pagesF150 PDFShanePas encore d'évaluation
- Product Data Sheet Metco 5P-II Combustion Powder Spray GunDocument4 pagesProduct Data Sheet Metco 5P-II Combustion Powder Spray Gunkartalizmatik54Pas encore d'évaluation
- Aotai ARC TIG 140 - 160 - 180 - 200 Operating ManualDocument33 pagesAotai ARC TIG 140 - 160 - 180 - 200 Operating Manualmaverick kitaroPas encore d'évaluation
- Aotai MIG250C Operating ManualDocument25 pagesAotai MIG250C Operating Manualmaverick kitaroPas encore d'évaluation
- Manual de Servicio 185acdcDocument122 pagesManual de Servicio 185acdcfrebenasi100% (1)
- Everlast: Powerarc 210StlDocument30 pagesEverlast: Powerarc 210StlDomenico Barillari100% (1)
- Elevador Challenger E10Document13 pagesElevador Challenger E10Abelardo JoseloPas encore d'évaluation
- Smart Tig Ac DC 200p LusqtoffDocument34 pagesSmart Tig Ac DC 200p LusqtoffgarvipPas encore d'évaluation
- Tig200ac DCDocument41 pagesTig200ac DCTallerSoldaduraAluminioInoxidablePas encore d'évaluation
- TIG 250EX Operator ManualDocument31 pagesTIG 250EX Operator Manualazharjaved2000100% (2)
- Evaluation of MIG Welding Process Parameter Using Activated Flux On SS316L by AHP-MOORA MethodDocument13 pagesEvaluation of MIG Welding Process Parameter Using Activated Flux On SS316L by AHP-MOORA MethodAnonymous uwTzeJnoKPas encore d'évaluation
- Allrounder 470-520 CDocument8 pagesAllrounder 470-520 CradhoinezerellyPas encore d'évaluation
- LGK Igbt ManualDocument25 pagesLGK Igbt ManualAlfonso Cervantes0% (1)
- AWS D10-11 - 87 (RP Root Pass Without Backing) PDFDocument20 pagesAWS D10-11 - 87 (RP Root Pass Without Backing) PDFDhamuPas encore d'évaluation
- Viking STPDocument20 pagesViking STPLee Nagle0% (1)
- Gmaw PDFDocument34 pagesGmaw PDFGnanasekaran MPas encore d'évaluation
- Chemical Resistance ChartDocument8 pagesChemical Resistance ChartBenny BearPas encore d'évaluation
- Load Bank Testing ReportDocument1 pageLoad Bank Testing ReportWidhi ImranovichPas encore d'évaluation
- Hypertherm 45 Service ManualDocument164 pagesHypertherm 45 Service ManualGeorge Davis100% (1)
- Cemont CITIG 1500 DC Rev.00Document21 pagesCemont CITIG 1500 DC Rev.00andreiionPas encore d'évaluation
- Telesis - IntroduccionDocument8 pagesTelesis - IntroduccionAnonymous ST8oiydPas encore d'évaluation
- MIL-C-7438 Core Material Aluminum For Sandwich Construction Rev GDocument30 pagesMIL-C-7438 Core Material Aluminum For Sandwich Construction Rev GJayaram PothnisPas encore d'évaluation
- Hypertherm Powermax 1650 - SB - 860260Document2 pagesHypertherm Powermax 1650 - SB - 860260Bipin AgarwalPas encore d'évaluation
- Fuse Bible Complete GuideDocument162 pagesFuse Bible Complete GuideAleksandar Sasa SeferovicPas encore d'évaluation
- PAS3 Instruction ManualDocument19 pagesPAS3 Instruction ManualMaitry ShahPas encore d'évaluation
- Pressure Washer ManualDocument24 pagesPressure Washer ManualDaniel JonesPas encore d'évaluation
- Model BP400 Arc Spray System Rev HDocument101 pagesModel BP400 Arc Spray System Rev Hcmaiz180% (5)
- Fuel SystemDocument28 pagesFuel SystemHenry Silva100% (1)
- Octopus Curve TracerDocument3 pagesOctopus Curve TracerYargen GonzalezPas encore d'évaluation
- Arc 4000i, Mig U4000i, Mig 4000i, Tig 4000i: Aristot OrigotDocument78 pagesArc 4000i, Mig U4000i, Mig 4000i, Tig 4000i: Aristot Origotion suditu100% (1)
- DefoggerDocument4 pagesDefoggermkisa70Pas encore d'évaluation
- InvertecV205 PDFDocument109 pagesInvertecV205 PDFyako1511Pas encore d'évaluation
- Propelyne ChartDocument2 pagesPropelyne ChartKurt BuehringPas encore d'évaluation
- Y61 Proppeler Shaft & Differential CarrierDocument6 pagesY61 Proppeler Shaft & Differential CarrierblumngPas encore d'évaluation
- Pipe Welding Work and The WelderDocument5 pagesPipe Welding Work and The Weldersamsul maarifPas encore d'évaluation
- CNC Vertical Milling Machine-JOB PROCEDUREDocument3 pagesCNC Vertical Milling Machine-JOB PROCEDUREpraveen_kumar_119Pas encore d'évaluation
- Tuthill Blower Manual EqualizerManualDocument24 pagesTuthill Blower Manual EqualizerManualmsaqibraza93Pas encore d'évaluation
- Twiflex DB3606Document4 pagesTwiflex DB3606Emiranza PutragazzaPas encore d'évaluation
- Double Studded AdapterDocument2 pagesDouble Studded AdapterApetrei Dorina100% (1)
- User'S Manual: MODEL: MMA160/200Document9 pagesUser'S Manual: MODEL: MMA160/200Vlaovic GoranPas encore d'évaluation
- Manual ATIG PACDocument82 pagesManual ATIG PACindo jasunPas encore d'évaluation
- Bolt Feeder Operation Manual: 11570001 BM12-1699/1701 Date 6.12.2017Document39 pagesBolt Feeder Operation Manual: 11570001 BM12-1699/1701 Date 6.12.2017tyler0% (1)
- Suitcase X-Treme 12vsDocument44 pagesSuitcase X-Treme 12vsGiancarlo Paz PintoPas encore d'évaluation
- Assembly Instruction For EXLIMDocument24 pagesAssembly Instruction For EXLIMasadmkhPas encore d'évaluation
- Anti-Theft - Forced Entry Circuit (Antitheft and Alarm Systems) - ALLDATA RepairDocument1 pageAnti-Theft - Forced Entry Circuit (Antitheft and Alarm Systems) - ALLDATA RepairRafael OlavePas encore d'évaluation
- MSD 6200Document24 pagesMSD 6200willy0366100% (1)
- Lincoln Electric Svm153-A Commander 500-1Document156 pagesLincoln Electric Svm153-A Commander 500-1Howard HarveyPas encore d'évaluation
- C 3Document2 pagesC 3Santiago Montoya100% (1)
- 0-5452 ET 201i DC - ManualDocument52 pages0-5452 ET 201i DC - Manualmaverick kitaroPas encore d'évaluation
- BOGE K3 K6 K8 K15 Operating InstructionsDocument66 pagesBOGE K3 K6 K8 K15 Operating InstructionsrossiPas encore d'évaluation
- Tornado - 401 USER MAnDocument11 pagesTornado - 401 USER MAnvipulPas encore d'évaluation
- AC DC200 ManualDocument16 pagesAC DC200 Manualning ningPas encore d'évaluation
- Braking Unit For Frequency Inverter Serie 3CV 380 - 480V 18,5 Bis 55kWDocument14 pagesBraking Unit For Frequency Inverter Serie 3CV 380 - 480V 18,5 Bis 55kWany3000Pas encore d'évaluation
- Arc Inverter: Instruction ManualDocument12 pagesArc Inverter: Instruction ManualAdamPas encore d'évaluation
- 350mig Mma Tig ManualDocument15 pages350mig Mma Tig ManualduongfxPas encore d'évaluation
- 2sa5 ManualDocument19 pages2sa5 ManualArif ShafiPas encore d'évaluation
- TIG200A User ManualDocument14 pagesTIG200A User Manualjeffradford9138Pas encore d'évaluation
- SAKO SKI780 ManualDocument74 pagesSAKO SKI780 ManualJordi Garcia100% (1)
- Andeli Mig-270tplDocument27 pagesAndeli Mig-270tpltao jogPas encore d'évaluation
- LOA2 LOA3 Oil Burner Controls2 PDFDocument10 pagesLOA2 LOA3 Oil Burner Controls2 PDFAdamPas encore d'évaluation
- BW 120-4 English Service TrainingDocument107 pagesBW 120-4 English Service Trainingmauriciolapierre100% (3)
- 9IS44317 - ICPlus 915 - EN-IT-ES-DE-FR - 1116 PDFDocument154 pages9IS44317 - ICPlus 915 - EN-IT-ES-DE-FR - 1116 PDFAdamPas encore d'évaluation
- CT123314 BUL 01 Inputs ENDocument4 pagesCT123314 BUL 01 Inputs ENAdamPas encore d'évaluation
- Open PCSDocument299 pagesOpen PCSAdamPas encore d'évaluation
- Jak ProgramowaćDocument312 pagesJak ProgramowaćAdamPas encore d'évaluation
- CT123346 BUL 15 Instrumentation Problems ENDocument21 pagesCT123346 BUL 15 Instrumentation Problems ENAdamPas encore d'évaluation
- Susmic DIA1Document11 pagesSusmic DIA1Adam100% (2)
- CAN-Bus-capable Accessory Modules Type PLVC-CAN: 1. General InformationDocument4 pagesCAN-Bus-capable Accessory Modules Type PLVC-CAN: 1. General InformationAdamPas encore d'évaluation
- Operator's ManualDocument110 pagesOperator's ManualAdam0% (1)
- 520l0541 PDFDocument36 pages520l0541 PDFdozer_kamilPas encore d'évaluation
- A82C250Document20 pagesA82C250AdamPas encore d'évaluation
- ZF Tiratron ERM enDocument38 pagesZF Tiratron ERM enAdamPas encore d'évaluation
- Schemat EMR BomagDocument1 pageSchemat EMR BomagAdamPas encore d'évaluation
- G. Maintenance Schedule: ServiceDocument38 pagesG. Maintenance Schedule: ServiceAdam100% (1)
- Valtra N 2Document92 pagesValtra N 2Adam100% (1)
- CT123314 BUL 01 Inputs ENDocument4 pagesCT123314 BUL 01 Inputs ENAdamPas encore d'évaluation
- HAWE PLVC Programming Guide 4Document30 pagesHAWE PLVC Programming Guide 4AdamPas encore d'évaluation
- CT123346 BUL 15 Instrumentation Problems ENDocument21 pagesCT123346 BUL 15 Instrumentation Problems ENAdamPas encore d'évaluation
- Fastmig MF 33 Om enDocument16 pagesFastmig MF 33 Om enAdamPas encore d'évaluation
- Schemat EMR BomagDocument1 pageSchemat EMR BomagAdamPas encore d'évaluation
- You'Re in Safe Hands: PerformanceDocument1 pageYou'Re in Safe Hands: PerformanceAdamPas encore d'évaluation
- Operator'S Manual N Series: Classic HitechDocument22 pagesOperator'S Manual N Series: Classic HitechAdam0% (1)
- Electric Terex CedarapidsDocument81 pagesElectric Terex CedarapidsAdam100% (1)
- Error Code Error Description Machine State 15 19 23 27 31 35 39 70 Fault Table "A"Document2 pagesError Code Error Description Machine State 15 19 23 27 31 35 39 70 Fault Table "A"AdamPas encore d'évaluation
- 2 - Calibrations in T3 Direct AC14.3 v1.0 DRAFTDocument14 pages2 - Calibrations in T3 Direct AC14.3 v1.0 DRAFTAdamPas encore d'évaluation
- 3B6 GenieDocument8 pages3B6 GenieAdamPas encore d'évaluation
- Semiconductor Technical Data: Mechanical Characteristics: Schottky Barrier Rectifiers 30 Amperes 35 and 45 VOLTSDocument4 pagesSemiconductor Technical Data: Mechanical Characteristics: Schottky Barrier Rectifiers 30 Amperes 35 and 45 VOLTSAdamPas encore d'évaluation
- Susmic10 12Document4 pagesSusmic10 12Adam0% (1)
- Moog ServoValves Techn Look Overview enDocument36 pagesMoog ServoValves Techn Look Overview enGonzalo Gutierrez100% (1)
- AC Current Sensing DesignDocument23 pagesAC Current Sensing Designsriyer212Pas encore d'évaluation
- SCHIRTEC 12p 2010Document12 pagesSCHIRTEC 12p 2010ccanavalnPas encore d'évaluation
- AC Motor Speed Controller U2008BDocument2 pagesAC Motor Speed Controller U2008BZeljko Vojnic TunicPas encore d'évaluation
- User Manual: Online Ups 1-3K/220Vac LCDDocument35 pagesUser Manual: Online Ups 1-3K/220Vac LCDPamela Ordenes ArancibiaPas encore d'évaluation
- Interactive Schematic: This Document Is Best Viewed at A Screen Resolution of 1024 X 768Document17 pagesInteractive Schematic: This Document Is Best Viewed at A Screen Resolution of 1024 X 768Mk MakyPas encore d'évaluation
- AMPERESDocument1 pageAMPERESJericho MoralesPas encore d'évaluation
- Electricity Service GuideDocument104 pagesElectricity Service GuideHaytham BafoPas encore d'évaluation
- Disadvantages of MRI: Magnetic Resonance ImagingDocument20 pagesDisadvantages of MRI: Magnetic Resonance ImagingEzra Tome-TorcuatorPas encore d'évaluation
- Assignment 2Document4 pagesAssignment 2hareesh.makesuPas encore d'évaluation
- 9J Quick QuizDocument2 pages9J Quick QuizOneth RajapaksePas encore d'évaluation
- TPK-2W The TPK Series Are Miniature, Isolated 2W DC/DC Converters in A SIP Package.Document3 pagesTPK-2W The TPK Series Are Miniature, Isolated 2W DC/DC Converters in A SIP Package.toppowerPas encore d'évaluation
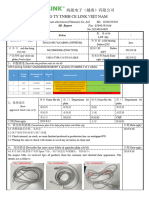
- 海能电子(越南)有限公司 Công Ty Tnhh Ce Link Việt Nam: 8D Report Fax: 02043595566Document5 pages海能电子(越南)有限公司 Công Ty Tnhh Ce Link Việt Nam: 8D Report Fax: 02043595566chosandemPas encore d'évaluation
- Magnetism in SolidsDocument11 pagesMagnetism in SolidsNeelam KapoorPas encore d'évaluation
- Experiment No. 2 Measurement of ResistanceDocument13 pagesExperiment No. 2 Measurement of ResistanceLynndon VillamorPas encore d'évaluation
- Day 1 Paper 2 Latest Trends in Transformer Design and Manufacturing by VikrantJoshi GEDocument9 pagesDay 1 Paper 2 Latest Trends in Transformer Design and Manufacturing by VikrantJoshi GEYogesh SoodPas encore d'évaluation
- Microwave Theory and TechniquesDocument599 pagesMicrowave Theory and Techniquesdhanushcm2001Pas encore d'évaluation
- Toshiba 24z33bDocument49 pagesToshiba 24z33btonyPas encore d'évaluation
- ECE 3540-Advanced Circuit Analysis and Design Practice Problems IXDocument7 pagesECE 3540-Advanced Circuit Analysis and Design Practice Problems IXChristian JeguesPas encore d'évaluation
- Gamma Ray InteractionDocument12 pagesGamma Ray Interactionaungwinnaing100% (1)
- Three-Phase Sensorless Pump Driver IC A89303: Features and Benefits DescriptionDocument22 pagesThree-Phase Sensorless Pump Driver IC A89303: Features and Benefits Description박남수Pas encore d'évaluation
- NVRAM Floor Height Table SUM Error: Point of Detection ApplicationDocument1 pageNVRAM Floor Height Table SUM Error: Point of Detection ApplicationDaniel GatdulaPas encore d'évaluation
- Presentation On GIS Mapping of Electrical Distribution NetworkDocument15 pagesPresentation On GIS Mapping of Electrical Distribution Networkharp123Pas encore d'évaluation
- RelayDocument11 pagesRelayKishan PatelPas encore d'évaluation
- FBs 6AD Enu PDFDocument2 pagesFBs 6AD Enu PDFHasan ShahariarPas encore d'évaluation
- Stepper Motor Drive For Robotic ApplicationsDocument11 pagesStepper Motor Drive For Robotic ApplicationsPrerith Subramanya100% (2)
- Science10 Q2 Mod4 v4Document11 pagesScience10 Q2 Mod4 v4Kim Taehyung100% (1)
- 6305ele S1Document23 pages6305ele S1Jianguo WangPas encore d'évaluation
- Rem Control PM500 PDFDocument18 pagesRem Control PM500 PDFraripaunescuPas encore d'évaluation
- ESM-B02 Datasheet 01-20140620Document2 pagesESM-B02 Datasheet 01-20140620Hector Zambrano100% (2)