Vous aimerez peut-être aussi
- Report PTLDocument84 pagesReport PTLsac_x77Pas encore d'évaluation
- Building Manufacturing Competitiveness: The TOC WayD'EverandBuilding Manufacturing Competitiveness: The TOC WayÉvaluation : 3 sur 5 étoiles3/5 (1)
- Six Months Industrial Training SWARAJDocument44 pagesSix Months Industrial Training SWARAJSingh KarandeepPas encore d'évaluation
- Gurpreet GuruDocument84 pagesGurpreet GuruRoop ShergillPas encore d'évaluation
- Training Report in SonalikaDocument110 pagesTraining Report in SonalikaMandeepSinghPas encore d'évaluation
- Marketing Strategies (Prince ReportDocument75 pagesMarketing Strategies (Prince ReportDeepali Thakur100% (1)
- Leveraging on India: Best Practices Related to Manufacturing, Engineering, and ItD'EverandLeveraging on India: Best Practices Related to Manufacturing, Engineering, and ItPas encore d'évaluation
- Swaraj HistoryDocument36 pagesSwaraj HistoryMohit PunaniPas encore d'évaluation
- A Study of the Supply Chain and Financial Parameters of a Small Manufacturing BusinessD'EverandA Study of the Supply Chain and Financial Parameters of a Small Manufacturing BusinessPas encore d'évaluation
- VarinderDocument49 pagesVarinderAnjay PandeyPas encore d'évaluation
- Business Development Plan: Model Answer SeriesD'EverandBusiness Development Plan: Model Answer SeriesÉvaluation : 5 sur 5 étoiles5/5 (1)
- Training Report: Submitted in Requirement For Six Weeks Industrial TrainingDocument31 pagesTraining Report: Submitted in Requirement For Six Weeks Industrial TrainingAshutosh GuptaPas encore d'évaluation
- Policies to Support the Development of Indonesia’s Manufacturing Sector during 2020–2024: A Joint ADB–BAPPENAS ReportD'EverandPolicies to Support the Development of Indonesia’s Manufacturing Sector during 2020–2024: A Joint ADB–BAPPENAS ReportPas encore d'évaluation
- TractorDocument41 pagesTractorlovleshrubyPas encore d'évaluation
- Designated Drivers: How China Plans to Dominate the Global Auto IndustryD'EverandDesignated Drivers: How China Plans to Dominate the Global Auto IndustryPas encore d'évaluation
- Training ReportDocument46 pagesTraining ReportKaranvir100% (2)
- Chapter - 1: A. Industry ProfileDocument93 pagesChapter - 1: A. Industry ProfileVISHAL RATHOURPas encore d'évaluation
- Moving up the Value Chain: The Road Ahead for Indian It ExportersD'EverandMoving up the Value Chain: The Road Ahead for Indian It ExportersPas encore d'évaluation
- Swaraj Training ReportDocument91 pagesSwaraj Training ReportAmrit PaddaPas encore d'évaluation
- Thailand: Industrialization and Economic Catch-UpD'EverandThailand: Industrialization and Economic Catch-UpPas encore d'évaluation
- Summer Trrainng ProjectDocument52 pagesSummer Trrainng ProjectAnjay PandeyPas encore d'évaluation
- Customer Satisfaction Sonalika TractorDocument41 pagesCustomer Satisfaction Sonalika TractorShobhit GoswamiPas encore d'évaluation
- Bhawna Employee Welfare Schemes EccortsDocument89 pagesBhawna Employee Welfare Schemes Eccortsanshul5410Pas encore d'évaluation
- Punjab Tractors LimitedDocument5 pagesPunjab Tractors LimitedNishant MathurPas encore d'évaluation
- Overview of CompanyDocument4 pagesOverview of CompanyReshmaPas encore d'évaluation
- "Market Research and Customer Satisfaction": Conducted by Solum Automobiles System (Sas) PuneDocument35 pages"Market Research and Customer Satisfaction": Conducted by Solum Automobiles System (Sas) Punedeepak_dhondge143Pas encore d'évaluation
- Sunny MT 1Document52 pagesSunny MT 1ShivaniSharmaPas encore d'évaluation
- Factors Influences The Purchase Decision To Buy Mahindra Tractor by The FarmerDocument51 pagesFactors Influences The Purchase Decision To Buy Mahindra Tractor by The FarmerArun SavukarPas encore d'évaluation
- Synopsis ON "Comparative Study On Tractor Industry With Special Reference To Sonalika Tractors"Document16 pagesSynopsis ON "Comparative Study On Tractor Industry With Special Reference To Sonalika Tractors"ANIKET SETHIYAPas encore d'évaluation
- Project M&MDocument67 pagesProject M&MAmarbant Singh DPas encore d'évaluation
- Sonalika Tractors Ltd.Document36 pagesSonalika Tractors Ltd.Er N S Bhardwaj90% (10)
- EscortsDocument68 pagesEscortsAarti ParasharPas encore d'évaluation
- Tâta Motors Project ReportDocument62 pagesTâta Motors Project ReportSandesh Mohan100% (4)
- Sip KubotaDocument54 pagesSip Kubotakunal hajare100% (1)
- A Project Report On SonalikaDocument76 pagesA Project Report On SonalikaRohan Jain0% (2)
- Project Report On: Process Documentation (Process Sheets, Process Flow Diagrams & Potential FailureDocument59 pagesProject Report On: Process Documentation (Process Sheets, Process Flow Diagrams & Potential FailureRahul VermaPas encore d'évaluation
- Summer Internship ReportDocument67 pagesSummer Internship ReportRishabh Gupta67% (3)
- AcknowledgementDocument8 pagesAcknowledgementHarmeet singhPas encore d'évaluation
- Shaktiman Part 3Document69 pagesShaktiman Part 3vivekjain007100% (3)
- A Project Report On SonalikaDocument75 pagesA Project Report On SonalikaUMAX006100% (2)
- A Study On Market Analysis of Tractor IndustryDocument33 pagesA Study On Market Analysis of Tractor IndustryMona DuhanPas encore d'évaluation
- Rural Marketing: Mahindra & MahindraDocument21 pagesRural Marketing: Mahindra & Mahindraamritanshus50% (2)
- Summer Training ReportDocument74 pagesSummer Training ReportHarpreet SinghPas encore d'évaluation
- 2019H1420604P (MPC-1)Document9 pages2019H1420604P (MPC-1)omkarPas encore d'évaluation
- SONALIKA (Training Report)Document33 pagesSONALIKA (Training Report)Sudhir Singh67% (24)
- Project End Semester Report - 6 Months Industrial Training - Mahindra and Mahindra - Swaraj Tractor DivisionDocument73 pagesProject End Semester Report - 6 Months Industrial Training - Mahindra and Mahindra - Swaraj Tractor DivisionHarpreet Randhawa67% (30)
- Son Alika Marketing ProjectDocument28 pagesSon Alika Marketing Projectram801Pas encore d'évaluation
- Company ProfileDocument16 pagesCompany ProfileKhaja Gulam PathanPas encore d'évaluation
- Project Report Rohit RanaDocument72 pagesProject Report Rohit RanaTarwinder SinghPas encore d'évaluation
- Relince JioDocument69 pagesRelince Jiosoni.vivek0403Pas encore d'évaluation
- Job Satisfaction ProjectDocument116 pagesJob Satisfaction ProjectNilabjo Kanti PaulPas encore d'évaluation
- Tata Motors Final - Httpcollegeprojects1.Blogspot - inDocument85 pagesTata Motors Final - Httpcollegeprojects1.Blogspot - inHarsh SavlaPas encore d'évaluation
- Project Blueprint of 'A Study On Products of TATA Motors'Document75 pagesProject Blueprint of 'A Study On Products of TATA Motors'Saurabh GuptaPas encore d'évaluation
- MANJEET A-Project-Report-on-SonalikaDocument77 pagesMANJEET A-Project-Report-on-SonalikaNavjot PalPas encore d'évaluation
- Sonalika Tractor ProjectDocument42 pagesSonalika Tractor Projectanmol86% (7)
- Kawasaki Fury 125 Manual: Read/DownloadDocument2 pagesKawasaki Fury 125 Manual: Read/DownloadChris TagsPas encore d'évaluation
- Lec 3Document23 pagesLec 3Rohit DuttaPas encore d'évaluation
- Wheel Loader 986HDocument32 pagesWheel Loader 986HAnwar SafariPas encore d'évaluation
- Vehicle Type: Two-Wheeled and Cycle-Type VehiclesDocument15 pagesVehicle Type: Two-Wheeled and Cycle-Type Vehiclesdamith21Pas encore d'évaluation
- Design of Transmission Lines, Structures, and Foundations: August 17-21, 2009 Madison, WisconsinDocument8 pagesDesign of Transmission Lines, Structures, and Foundations: August 17-21, 2009 Madison, Wisconsinrabahyamer8273Pas encore d'évaluation
- Ac Hd6 Hd11 A B e G ST CL ServiceDocument80 pagesAc Hd6 Hd11 A B e G ST CL ServiceAntónio AbrunhosaPas encore d'évaluation
- C - ZF - Axle - MS-T 3045-3055 Service ManualDocument112 pagesC - ZF - Axle - MS-T 3045-3055 Service ManualWere WolfPas encore d'évaluation
- CVT / TCM Calibration Data "Write" Procedure: AT12-009e NTB12-103e April 26, 2017Document20 pagesCVT / TCM Calibration Data "Write" Procedure: AT12-009e NTB12-103e April 26, 2017Anderson100% (1)
- d10t ElectricoDocument4 pagesd10t Electricoed05Pas encore d'évaluation
- Terex Empty Container HandlersDocument7 pagesTerex Empty Container HandlersRahmah RohaniPas encore d'évaluation
- CAT992Document24 pagesCAT992Miriam Ruiz Cabellos100% (1)
- Muki FFDocument4 pagesMuki FFjoseguevarasuarezPas encore d'évaluation
- Coal Handling Maintenance ManualDocument80 pagesCoal Handling Maintenance ManualAndinata Sitepu100% (2)
- Power Train Lh410Document96 pagesPower Train Lh410Karthii AjuPas encore d'évaluation
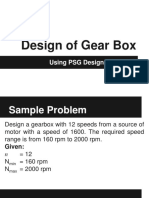
- Design of Gear BoxDocument19 pagesDesign of Gear BoxSUMIT MALUSARE100% (1)
- Aditi Chetan Vast - (NIA2D5612591) : The New India Assurance Co. Ltd. (Government of India Undertaking)Document4 pagesAditi Chetan Vast - (NIA2D5612591) : The New India Assurance Co. Ltd. (Government of India Undertaking)fsafasfPas encore d'évaluation
- Well-Service-Brochure FINAL LODocument5 pagesWell-Service-Brochure FINAL LOArgenis JimenezPas encore d'évaluation
- Frame and MountingDocument54 pagesFrame and MountingRepuesto GeneralPas encore d'évaluation
- Caixas de Merchas Euro VDocument28 pagesCaixas de Merchas Euro VJorge AlbertoPas encore d'évaluation
- Design of Transmission Systems-Question BankDocument28 pagesDesign of Transmission Systems-Question BankAlfred Franklin V100% (1)
- United States Patent: (12) (10) Patent No.: US 7,051,824 B1Document23 pagesUnited States Patent: (12) (10) Patent No.: US 7,051,824 B1Agnivesh PandeyPas encore d'évaluation
- Specifications Powershift Transmission: Spicer Off-Highway ProductsDocument2 pagesSpecifications Powershift Transmission: Spicer Off-Highway ProductsJuan RodriguezPas encore d'évaluation
- SSS Clutch Operating Principles PDFDocument4 pagesSSS Clutch Operating Principles PDFferayi100% (3)
- Mercedes Benz Actros CodesDocument48 pagesMercedes Benz Actros CodesDavisson M. Francisco87% (31)
- Subsection 01 (Table of Contents) : Section 05 TransmissionDocument29 pagesSubsection 01 (Table of Contents) : Section 05 TransmissionMylène RacinePas encore d'évaluation
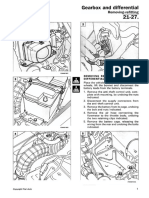
- Fiat Barchetta: and DifferentialDocument6 pagesFiat Barchetta: and DifferentialHallex OliveiraPas encore d'évaluation
- 5351a PDFDocument487 pages5351a PDFRolando GonzalezPas encore d'évaluation
- Overview of MULTI Megawatt WIND TURBINES and Wind ParksDocument24 pagesOverview of MULTI Megawatt WIND TURBINES and Wind ParksAayush Patidar100% (2)
- Comparison of Class 2a Truck Electric Vehicle Drivetrain Losses For Single - and Two-Speed Gearbox Systems With IPM Traction MachinesDocument7 pagesComparison of Class 2a Truck Electric Vehicle Drivetrain Losses For Single - and Two-Speed Gearbox Systems With IPM Traction MachinesPrafulla DandgePas encore d'évaluation
- The PhaetonDocument76 pagesThe PhaetonAbd DecPas encore d'évaluation
- Automotive Electronic Diagnostics (Course 1)D'EverandAutomotive Electronic Diagnostics (Course 1)Évaluation : 5 sur 5 étoiles5/5 (6)
- Faster: How a Jewish Driver, an American Heiress, and a Legendary Car Beat Hitler's BestD'EverandFaster: How a Jewish Driver, an American Heiress, and a Legendary Car Beat Hitler's BestÉvaluation : 4 sur 5 étoiles4/5 (28)
- CDL Study Guide 2024-2025: Exam Prep Book With 425+ Questions and Explained Answers to Pass the Commercial Driver’s License Exam on Your First Try, With the Most Complete and Up-To-Date Practice Tests [Complete Version]D'EverandCDL Study Guide 2024-2025: Exam Prep Book With 425+ Questions and Explained Answers to Pass the Commercial Driver’s License Exam on Your First Try, With the Most Complete and Up-To-Date Practice Tests [Complete Version]Évaluation : 5 sur 5 étoiles5/5 (2)
- OBD-I and OBD-II: A Complete Guide to Diagnosis, Repair, and Emissions ComplianceD'EverandOBD-I and OBD-II: A Complete Guide to Diagnosis, Repair, and Emissions CompliancePas encore d'évaluation
- How to Build a Car: The Autobiography of the World’s Greatest Formula 1 DesignerD'EverandHow to Build a Car: The Autobiography of the World’s Greatest Formula 1 DesignerÉvaluation : 4.5 sur 5 étoiles4.5/5 (54)
- RV Living Collection: RV living for beginners, RV travel for the whole family, RV repair and RV mobile solar power: Experience Freedom on the roads alone or with your family with this collection. Learn how to repair your motorhome while using renewable energy!D'EverandRV Living Collection: RV living for beginners, RV travel for the whole family, RV repair and RV mobile solar power: Experience Freedom on the roads alone or with your family with this collection. Learn how to repair your motorhome while using renewable energy!Pas encore d'évaluation
- The RVer's Bible (Revised and Updated): Everything You Need to Know About Choosing, Using, and Enjoying Your RVD'EverandThe RVer's Bible (Revised and Updated): Everything You Need to Know About Choosing, Using, and Enjoying Your RVÉvaluation : 5 sur 5 étoiles5/5 (2)
- Why We Drive: Toward a Philosophy of the Open RoadD'EverandWhy We Drive: Toward a Philosophy of the Open RoadÉvaluation : 4.5 sur 5 étoiles4.5/5 (21)
- Why We Drive: Toward a Philosophy of the Open RoadD'EverandWhy We Drive: Toward a Philosophy of the Open RoadÉvaluation : 4 sur 5 étoiles4/5 (6)
- How to Buy a Used Car Without Getting Ripped OffD'EverandHow to Buy a Used Car Without Getting Ripped OffÉvaluation : 5 sur 5 étoiles5/5 (2)
- Automotive Wiring and Electrical SystemsD'EverandAutomotive Wiring and Electrical SystemsÉvaluation : 4.5 sur 5 étoiles4.5/5 (3)
- Tips On How to Build a Street Legal Motorized Bicycle; (That Will Save You a Lot of Aggravation and Money)D'EverandTips On How to Build a Street Legal Motorized Bicycle; (That Will Save You a Lot of Aggravation and Money)Pas encore d'évaluation
- The Art of Welding: Featuring Ryan Friedlinghaus of West Coast CustomsD'EverandThe Art of Welding: Featuring Ryan Friedlinghaus of West Coast CustomsPas encore d'évaluation
- Turbo: Real World High-Performance Turbocharger SystemsD'EverandTurbo: Real World High-Performance Turbocharger SystemsÉvaluation : 5 sur 5 étoiles5/5 (3)
- Driving Theory Test Questions & AnswersD'EverandDriving Theory Test Questions & AnswersÉvaluation : 5 sur 5 étoiles5/5 (3)
- ANSYS Workbench 2023 R2: A Tutorial Approach, 6th EditionD'EverandANSYS Workbench 2023 R2: A Tutorial Approach, 6th EditionPas encore d'évaluation
- AR's Honda NPS50/Ruckus/Zoomer GY6 Swap ManualD'EverandAR's Honda NPS50/Ruckus/Zoomer GY6 Swap ManualÉvaluation : 4.5 sur 5 étoiles4.5/5 (2)
- Building Honda K-Series Engine PerformanceD'EverandBuilding Honda K-Series Engine PerformanceÉvaluation : 5 sur 5 étoiles5/5 (2)
- New Hemi Engines 2003 to Present: How to Build Max PerformanceD'EverandNew Hemi Engines 2003 to Present: How to Build Max PerformancePas encore d'évaluation
- LEGO® Action Vehicles: Police Helicopter, Fire Truck, Ambulance, and MoreD'EverandLEGO® Action Vehicles: Police Helicopter, Fire Truck, Ambulance, and MorePas encore d'évaluation
- California DMV Exam Workbook: 400+ Practice Questions to Navigate Your DMV Exam With Confidence: DMV practice tests BookD'EverandCalifornia DMV Exam Workbook: 400+ Practice Questions to Navigate Your DMV Exam With Confidence: DMV practice tests BookPas encore d'évaluation
- Policing the Open Road: How Cars Transformed American FreedomD'EverandPolicing the Open Road: How Cars Transformed American FreedomÉvaluation : 4 sur 5 étoiles4/5 (10)