Vous aimerez peut-être aussi
- The Physical Metallurgy of Fracture: Fourth International Conference on Fracture, June 1977, University of Waterloo, CanadaD'EverandThe Physical Metallurgy of Fracture: Fourth International Conference on Fracture, June 1977, University of Waterloo, CanadaD M R TaplinPas encore d'évaluation
- Welding Filler Metals For Power Plant EngineeringDocument20 pagesWelding Filler Metals For Power Plant EngineeringgogotigPas encore d'évaluation
- Welding of Ferritic Creep-Resistant SteelsDocument3 pagesWelding of Ferritic Creep-Resistant Steelssn200709Pas encore d'évaluation
- Limits and State of The Art of The New Creep Resistant SteelsDocument64 pagesLimits and State of The Art of The New Creep Resistant SteelsRené Galbraith BerraPas encore d'évaluation
- 02 Hilkes Gross Welding of CrMo Steels For Power Generation and Petrochemical ApplicationsDocument12 pages02 Hilkes Gross Welding of CrMo Steels For Power Generation and Petrochemical Applicationsivanmatijevic100% (1)
- GMAW of Creep Resistant SteelsDocument5 pagesGMAW of Creep Resistant SteelsJustin Morse100% (1)
- T 91 WeldingDocument12 pagesT 91 WeldingMohammad KhaliquzzamaPas encore d'évaluation
- Metrode P92TP Welding ConsumablesDocument23 pagesMetrode P92TP Welding Consumablespipedown456Pas encore d'évaluation
- Review of Type IV Cracking of Weldments in 9Document64 pagesReview of Type IV Cracking of Weldments in 9Krishnan SanthanarajPas encore d'évaluation
- A-23 WB36 Rev 03 15NiCuMoNb5 MicrostructureDocument4 pagesA-23 WB36 Rev 03 15NiCuMoNb5 Microstructuremavis16Pas encore d'évaluation
- Temper Embrittlement - J and X FactorDocument2 pagesTemper Embrittlement - J and X Factorgovimano100% (2)
- Comparison of Preheat Predictive Methods: N. Yurioka Nippon Steel Corporation, Technical Development Bureau (Japan)Document7 pagesComparison of Preheat Predictive Methods: N. Yurioka Nippon Steel Corporation, Technical Development Bureau (Japan)Erijanio Silva100% (1)
- Effect of Heat Input On Microstructure of Weld by Using 308L As Filler Metal and 304L As Base MetalDocument8 pagesEffect of Heat Input On Microstructure of Weld by Using 308L As Filler Metal and 304L As Base Metalshrikant tambePas encore d'évaluation
- Thermal CuttingDocument32 pagesThermal CuttingoviemePas encore d'évaluation
- MSM Marketing SDN BHD: MIG Welding Electrodes !Document3 pagesMSM Marketing SDN BHD: MIG Welding Electrodes !namasralPas encore d'évaluation
- Reformer Component Management After An Overheating Incident That Resulted in Tube FailuresDocument12 pagesReformer Component Management After An Overheating Incident That Resulted in Tube FailuresGrootPas encore d'évaluation
- Corrosion of Carbon SteelDocument3 pagesCorrosion of Carbon Steelvandanak_mechPas encore d'évaluation
- Fabrication and Processing of Grade 91 MaterialDocument376 pagesFabrication and Processing of Grade 91 MaterialVinoth Rajendra100% (2)
- Arcelormittal Pressure VesselDocument12 pagesArcelormittal Pressure VesselAnonymous UoHUagPas encore d'évaluation
- Metrode Welding Consumables For P92 and T23 Creep Resisting SteelsDocument17 pagesMetrode Welding Consumables For P92 and T23 Creep Resisting SteelsClaudia MmsPas encore d'évaluation
- Ferrite Limitation For SS316LDocument12 pagesFerrite Limitation For SS316LAntonio PerezPas encore d'évaluation
- Zero Defect in P91-Report-2005Document20 pagesZero Defect in P91-Report-2005sbmmla100% (1)
- PED 2014-68-EU Guidelines EN PDFDocument218 pagesPED 2014-68-EU Guidelines EN PDFMali MedoPas encore d'évaluation
- Dissimilar Welds in Refinery Services - B JackDocument18 pagesDissimilar Welds in Refinery Services - B JackSayiram GovindasamyPas encore d'évaluation
- Controlling Hydrogen-Induced Cracking: Entering The Weld PoolDocument3 pagesControlling Hydrogen-Induced Cracking: Entering The Weld PoolHoangPas encore d'évaluation
- Api 5l Test PressrureDocument2 pagesApi 5l Test PressrureSıddık SarıcalarPas encore d'évaluation
- Phase Transformation in Metals: Dr. Aneela WakeelDocument29 pagesPhase Transformation in Metals: Dr. Aneela WakeelmazharPas encore d'évaluation
- Wps GT 9b Cvn90 Rev 1 PDFDocument6 pagesWps GT 9b Cvn90 Rev 1 PDFM. Zaki RahmaniPas encore d'évaluation
- 253 MA Austenitic - High - Temperature - Grades - Datasheet PDFDocument12 pages253 MA Austenitic - High - Temperature - Grades - Datasheet PDFAbdulPas encore d'évaluation
- Tungsten ElectrodesDocument2 pagesTungsten ElectrodesSyed Furqan Rehmani0% (2)
- 1 - A Study Concerning Intercritical HAZ Microstructure and Toughness in ...Document10 pages1 - A Study Concerning Intercritical HAZ Microstructure and Toughness in ...Filipe RenanPas encore d'évaluation
- Definition of Buttering From ASME Section IXDocument2 pagesDefinition of Buttering From ASME Section IXsanket100% (3)
- 625 Characterization of Microstructures in Inconel 625 Using X-RAY PDFDocument5 pages625 Characterization of Microstructures in Inconel 625 Using X-RAY PDFKara WhitePas encore d'évaluation
- Ferrite Measurement in Austenitic and Duplex Stainless SteelDocument87 pagesFerrite Measurement in Austenitic and Duplex Stainless Steelafnene1Pas encore d'évaluation
- SAW Flux StorageDocument2 pagesSAW Flux StorageTrung Tinh HoPas encore d'évaluation
- Arc Basics - FA 2009 ISO 14175 Revised StandardDocument10 pagesArc Basics - FA 2009 ISO 14175 Revised StandardCatalinPas encore d'évaluation
- En 12451 1999Document24 pagesEn 12451 1999victoraghiPas encore d'évaluation
- NSSW Welding Handbook Web PDFDocument334 pagesNSSW Welding Handbook Web PDFTran Chi Binh DDC100% (1)
- QW 442 A Number PDFDocument1 pageQW 442 A Number PDFMadidj_2014Pas encore d'évaluation
- Welding Studies On WB36 For Feed Water PipingDocument17 pagesWelding Studies On WB36 For Feed Water PipingAnonymous gr5Pr9AVPas encore d'évaluation
- p91 PWHTDocument4 pagesp91 PWHTDipenchauhan100% (2)
- Procedure For: J164 (Rev 11/02)Document21 pagesProcedure For: J164 (Rev 11/02)tomcanPas encore d'évaluation
- Life Assessment of High Temperature HeadersDocument31 pagesLife Assessment of High Temperature HeadersAnonymous UoHUag100% (1)
- SST (GMAW) Welding Process PDFDocument4 pagesSST (GMAW) Welding Process PDFmudrijasm100% (1)
- Special Alloys and Overmatched Welding Products SolveDocument14 pagesSpecial Alloys and Overmatched Welding Products SolveBhanu Pratap ChoudhuryPas encore d'évaluation
- ArcelorMittal Energy Projects - EN10225-2019 Plates - Feb 2020Document2 pagesArcelorMittal Energy Projects - EN10225-2019 Plates - Feb 2020Vinoth Kumar PothuvudaiPas encore d'évaluation
- DegassingDocument11 pagesDegassingMKOZERDEMPas encore d'évaluation
- Werkstoff 1.5217 (20MnV6)Document2 pagesWerkstoff 1.5217 (20MnV6)alextentwentyPas encore d'évaluation
- Standard: I.S. CEN/TR 14549:2004Document7 pagesStandard: I.S. CEN/TR 14549:2004Cengiz KARAKOSEPas encore d'évaluation
- Case Studies in Engineering Failure Analysis: S.M.R. Ziaei, A.H. Kokabi, M. Nasr-EsfehaniDocument12 pagesCase Studies in Engineering Failure Analysis: S.M.R. Ziaei, A.H. Kokabi, M. Nasr-Esfehanipinkan25Pas encore d'évaluation
- Welding Catalogue PDFDocument292 pagesWelding Catalogue PDFvudinhnambrPas encore d'évaluation
- Shallow Crack Fracture Mechanics Toughness Tests and Applications: First International ConferenceD'EverandShallow Crack Fracture Mechanics Toughness Tests and Applications: First International ConferencePas encore d'évaluation
- Advances in Research on the Strength and Fracture of Materials: An OverviewD'EverandAdvances in Research on the Strength and Fracture of Materials: An OverviewD M R TaplinPas encore d'évaluation
- Fracture and Fatigue: Elasto-Plasticity, Thin Sheet and Micromechanisms ProblemsD'EverandFracture and Fatigue: Elasto-Plasticity, Thin Sheet and Micromechanisms ProblemsJ. C. RadonPas encore d'évaluation
- ABC To Welding - InterpassDocument1 pageABC To Welding - InterpassDries VandezandePas encore d'évaluation
- Gas Safety Replacement RecommendationsDocument2 pagesGas Safety Replacement RecommendationsDries VandezandePas encore d'évaluation
- ExtractPage40 41D PDFDocument21 pagesExtractPage40 41D PDFDries VandezandePas encore d'évaluation
- ExtractPage35 36c PDFDocument8 pagesExtractPage35 36c PDFDries VandezandePas encore d'évaluation
- ESAB ExtractPage32-33DDocument17 pagesESAB ExtractPage32-33DDries VandezandePas encore d'évaluation
- ESAB ExtractPage34-35DDocument16 pagesESAB ExtractPage34-35DDries VandezandePas encore d'évaluation
- Interpass Temperature WeldingDocument2 pagesInterpass Temperature Weldinghareesh13h100% (1)
- ESAB ExtractPage35-36DDocument16 pagesESAB ExtractPage35-36DDries VandezandePas encore d'évaluation
- Oxy-Fuel Cutting & Welding Outfits Edge Series and G-Series Kits - ContentsDocument4 pagesOxy-Fuel Cutting & Welding Outfits Edge Series and G-Series Kits - ContentsDries VandezandePas encore d'évaluation
- ESAB ExtractPage15-16cDocument9 pagesESAB ExtractPage15-16cDries VandezandePas encore d'évaluation
- Oxy-Fuel Cutting & Welding Outfits Edge Series and G-Series Kits - ContentsDocument2 pagesOxy-Fuel Cutting & Welding Outfits Edge Series and G-Series Kits - ContentsDries VandezandePas encore d'évaluation
- ESAB ExtractPage20-21cDocument8 pagesESAB ExtractPage20-21cDries VandezandePas encore d'évaluation
- ESAB ExtractPage39-40DDocument17 pagesESAB ExtractPage39-40DDries VandezandePas encore d'évaluation
- Regulators Overall Offering Guide: Industrial Gas Cylinder RegulatorsDocument4 pagesRegulators Overall Offering Guide: Industrial Gas Cylinder RegulatorsDries VandezandePas encore d'évaluation
- ESAB ExtractPage23-24cDocument8 pagesESAB ExtractPage23-24cDries VandezandePas encore d'évaluation
- ESAB ExtractPage17-18cDocument9 pagesESAB ExtractPage17-18cDries VandezandePas encore d'évaluation
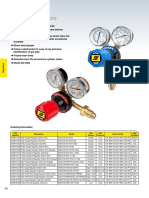
- Regulators G Series Regulators: Number Description Model Gas Service Gas Pressure Inlet & Outlet Inlet PositionDocument1 pageRegulators G Series Regulators: Number Description Model Gas Service Gas Pressure Inlet & Outlet Inlet PositionDries VandezandePas encore d'évaluation
- ESAB ExtractPage29-30cDocument9 pagesESAB ExtractPage29-30cDries VandezandePas encore d'évaluation
- Oxy-Fuel Cutting & Welding Outfits Edge Series and G-Series Kits - ContentsDocument2 pagesOxy-Fuel Cutting & Welding Outfits Edge Series and G-Series Kits - ContentsDries VandezandePas encore d'évaluation
- Regulators G Series Regulators: Number Description Model Gas Service Gas Pressure Inlet & Outlet Inlet PositionDocument1 pageRegulators G Series Regulators: Number Description Model Gas Service Gas Pressure Inlet & Outlet Inlet PositionDries VandezandePas encore d'évaluation
- ExtractPage23 24B PDFDocument4 pagesExtractPage23 24B PDFDries VandezandePas encore d'évaluation
- Oxy-Fuel Cutting & Welding Outfits Edge Series and G-Series KitsDocument1 pageOxy-Fuel Cutting & Welding Outfits Edge Series and G-Series KitsDries VandezandePas encore d'évaluation
- Regulators Edge Series RegulatorsDocument4 pagesRegulators Edge Series RegulatorsDries VandezandePas encore d'évaluation
- ExtractPage38 39c PDFDocument8 pagesExtractPage38 39c PDFDries VandezandePas encore d'évaluation
- ExtractPage35 36c PDFDocument8 pagesExtractPage35 36c PDFDries VandezandePas encore d'évaluation
- Oxy-Fuel Cutting & Welding Outfits Edge Series and G-Series Kits - ContentsDocument2 pagesOxy-Fuel Cutting & Welding Outfits Edge Series and G-Series Kits - ContentsDries VandezandePas encore d'évaluation
- ExtractPage33 34c PDFDocument8 pagesExtractPage33 34c PDFDries VandezandePas encore d'évaluation
- Oxy-Fuel Cutting & Welding Outfits Edge Series and G-Series Kits - ContentsDocument4 pagesOxy-Fuel Cutting & Welding Outfits Edge Series and G-Series Kits - ContentsDries VandezandePas encore d'évaluation
- Gas Safety Replacement RecommendationsDocument2 pagesGas Safety Replacement RecommendationsDries VandezandePas encore d'évaluation
- ExtractPage40 41c PDFDocument12 pagesExtractPage40 41c PDFDries VandezandePas encore d'évaluation
- Wire Arc Additive Manufacturing of ER 4043 Aluminum Alloy: Evaluation of Bead Profile, Microstructure, and Wear BehaviorDocument14 pagesWire Arc Additive Manufacturing of ER 4043 Aluminum Alloy: Evaluation of Bead Profile, Microstructure, and Wear Behaviorvasundhara singhPas encore d'évaluation
- Inverter Controlled Mig Welding-Machine YD-400GT3 Operating ManualDocument53 pagesInverter Controlled Mig Welding-Machine YD-400GT3 Operating ManualsunhuynhPas encore d'évaluation
- Advances in Welding Technologies For Process Development (2019)Document311 pagesAdvances in Welding Technologies For Process Development (2019)Vijay KumarPas encore d'évaluation
- Service Bulletin 8-12-109hDocument16 pagesService Bulletin 8-12-109hexergicPas encore d'évaluation
- d1.1 Fcaw Unlimited Test Plate ConfigurationDocument77 pagesd1.1 Fcaw Unlimited Test Plate ConfigurationJuan Martinez100% (1)
- Saep 321Document25 pagesSaep 321AbdullahPas encore d'évaluation
- GMW 14057-2012Document11 pagesGMW 14057-2012JUAN CARLOS MURILLO LARROTAPas encore d'évaluation
- BT Price List 1stmay2018Document24 pagesBT Price List 1stmay2018Jayant JadhavPas encore d'évaluation
- Auto MIG 250XL Operating ManualDocument36 pagesAuto MIG 250XL Operating Manualsachinkumar7091904964Pas encore d'évaluation
- Saieed Marichamy PresentationDocument26 pagesSaieed Marichamy PresentationIrfan MarichamyPas encore d'évaluation
- Mig ReportDocument14 pagesMig ReportDhana KumaranPas encore d'évaluation
- Hensley SpecBook Ch07Document92 pagesHensley SpecBook Ch07RENE ACEBEYPas encore d'évaluation
- Welder (GMAW - GTAW) - CTS2.0 - NSQF-3Document32 pagesWelder (GMAW - GTAW) - CTS2.0 - NSQF-3sanjeevPas encore d'évaluation
- Catalogue Soldamatic IE ENDocument11 pagesCatalogue Soldamatic IE ENCaleb ReisPas encore d'évaluation
- 1554.1-2011 Structural Steel Welding - Part 1. Welding of Steel StrucutresDocument8 pages1554.1-2011 Structural Steel Welding - Part 1. Welding of Steel Strucutreskaramullahrasheed50% (2)
- Weld Joint 1Document81 pagesWeld Joint 1rajibali27100% (1)
- MIG Welding ProcessDocument12 pagesMIG Welding ProcessHimanshu RaoPas encore d'évaluation
- Health and Safety in WeldingDocument46 pagesHealth and Safety in Weldingegn2007Pas encore d'évaluation
- Servo Magazine 01 2005Document84 pagesServo Magazine 01 2005dangtq8467% (3)
- Welding ProcessDocument137 pagesWelding ProcessIlhamPas encore d'évaluation
- Welding ElectrodeDocument6 pagesWelding ElectrodeKapil PudasainiPas encore d'évaluation
- 49283991-DNV-OS-C401-2009-10 Fab and Testing Offshore Structure PDFDocument46 pages49283991-DNV-OS-C401-2009-10 Fab and Testing Offshore Structure PDFtriyuliantoPas encore d'évaluation
- Flux Core Arc WeldingDocument8 pagesFlux Core Arc Weldingamirhazwan100% (1)
- API 577 Key Points - Chapter 5Document4 pagesAPI 577 Key Points - Chapter 5muhammadazharPas encore d'évaluation
- Flux Cored ARC Welding (FCAW)Document26 pagesFlux Cored ARC Welding (FCAW)Ad Man GeTigPas encore d'évaluation
- Ed529207 PDFDocument214 pagesEd529207 PDFchandranPas encore d'évaluation
- Welding Qualifications GDSS.505-1: Subj CTDocument25 pagesWelding Qualifications GDSS.505-1: Subj CTOPAZOSCPas encore d'évaluation
- Water StopsDocument12 pagesWater Stopstss13723Pas encore d'évaluation
- Hastelloy B 3 RTW Filler Metal: Product DescriptionDocument2 pagesHastelloy B 3 RTW Filler Metal: Product DescriptionedrPas encore d'évaluation
- Comparison Between Smaw and Gmaw-Stt Plus Fcaw-G Welding of Api 5L X80 Tubes For Pipeline FabricationDocument8 pagesComparison Between Smaw and Gmaw-Stt Plus Fcaw-G Welding of Api 5L X80 Tubes For Pipeline FabricationJaimeCasanova Junior100% (1)