Vous aimerez peut-être aussi
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- Kama Sutra - Sex Positions - EnglishDocument149 pagesKama Sutra - Sex Positions - Englishsteriandediu63% (132)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (399)
- Electrospun Ultra-Fine Silk Fibroin Fibers From Aqueous SolutionsDocument5 pagesElectrospun Ultra-Fine Silk Fibroin Fibers From Aqueous Solutionsapi-3733260Pas encore d'évaluation
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- YangDocument6 pagesYangapi-3733260Pas encore d'évaluation
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (894)
- WOOLDocument12 pagesWOOLapi-3733260Pas encore d'évaluation
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Effects of Processing Condition On The Filtration Performances of Nonwovens For Bag Filter MediaDocument6 pagesEffects of Processing Condition On The Filtration Performances of Nonwovens For Bag Filter Mediaapi-3733260Pas encore d'évaluation
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- WETTONDocument35 pagesWETTONapi-3733260Pas encore d'évaluation
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- YearsDocument3 pagesYearsapi-3733260Pas encore d'évaluation
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- The Size Effects On The Mechanical Behaviour of FibresDocument9 pagesThe Size Effects On The Mechanical Behaviour of Fibresapi-3733260Pas encore d'évaluation
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (587)
- IRIDAGDocument5 pagesIRIDAGapi-3733260Pas encore d'évaluation
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (265)
- YannasDocument6 pagesYannasapi-3733260Pas encore d'évaluation
- Investigating Hair Properties Relevant For Hair Handle'. Part I: Hair Diameter, Bending and Frictional PropertiesDocument8 pagesInvestigating Hair Properties Relevant For Hair Handle'. Part I: Hair Diameter, Bending and Frictional Propertiesapi-3733260Pas encore d'évaluation
- Investigating Hair Properties Relevant For Hair Handle'. Part I: Hair Diameter, Bending and Frictional PropertiesDocument8 pagesInvestigating Hair Properties Relevant For Hair Handle'. Part I: Hair Diameter, Bending and Frictional Propertiesapi-3733260Pas encore d'évaluation
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- WeiDocument6 pagesWeiapi-3733260Pas encore d'évaluation
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (73)
- The Influence Drawing, Twisting, Heat Setting, and Untwisting On The Structure and Mechanical Properties of Melt-Spun High-Density Polyethylene FiberDocument25 pagesThe Influence Drawing, Twisting, Heat Setting, and Untwisting On The Structure and Mechanical Properties of Melt-Spun High-Density Polyethylene Fiberapi-3733260Pas encore d'évaluation
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- VinisDocument6 pagesVinisapi-3733260Pas encore d'évaluation
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- Bending Stress Relaxation and Recovery Wool, Nylon 66, and Terylene FibersDocument21 pagesBending Stress Relaxation and Recovery Wool, Nylon 66, and Terylene Fibersapi-3733260Pas encore d'évaluation
- VijayanDocument11 pagesVijayanapi-3733260Pas encore d'évaluation
- WarwickerDocument15 pagesWarwickerapi-3733260Pas encore d'évaluation
- Gas Flow Around and Through Textile Structures During Plasma TreatmentDocument8 pagesGas Flow Around and Through Textile Structures During Plasma Treatmentapi-3733260Pas encore d'évaluation
- ULLMANDocument2 pagesULLMANapi-3733260Pas encore d'évaluation
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- TereneDocument14 pagesTereneapi-3733260Pas encore d'évaluation
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2219)
- The Effect of Dyes and Dyeing On The Mechanical Properties of Polymeric MaterialsDocument7 pagesThe Effect of Dyes and Dyeing On The Mechanical Properties of Polymeric Materialsapi-3733260Pas encore d'évaluation
- Stress-Relaxation Hardening of Nylon 66 FilamentsDocument6 pagesStress-Relaxation Hardening of Nylon 66 Filamentsapi-3733260Pas encore d'évaluation
- Steam Dry: Heat of 6 I. Effect of Heat Setting and Steam Setting On Young's Gravity of 6Document7 pagesSteam Dry: Heat of 6 I. Effect of Heat Setting and Steam Setting On Young's Gravity of 6api-3733260Pas encore d'évaluation
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- Pressure Dependence of The Shear Modulus of Various PolymersDocument4 pagesPressure Dependence of The Shear Modulus of Various Polymersapi-3733260Pas encore d'évaluation
- Stress-Relaxation Hardening of Nylon 66 FilamentsDocument6 pagesStress-Relaxation Hardening of Nylon 66 Filamentsapi-3733260Pas encore d'évaluation
- TreloarDocument9 pagesTreloarapi-3733260Pas encore d'évaluation
- Linear Viscoelasticity: 5.1 Model EquationsDocument16 pagesLinear Viscoelasticity: 5.1 Model Equationsapi-3733260Pas encore d'évaluation
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (119)
- STRDocument9 pagesSTRapi-3733260Pas encore d'évaluation
- The Tensile Behaviour of Polyethylene TerephthalateDocument9 pagesThe Tensile Behaviour of Polyethylene Terephthalateapi-3733260Pas encore d'évaluation
- Workflowy - 2. Using Tags For NavigationDocument10 pagesWorkflowy - 2. Using Tags For NavigationSteveLangPas encore d'évaluation
- Objective QuestionsDocument19 pagesObjective QuestionsDeepak SharmaPas encore d'évaluation
- Action Plan On GadDocument1 pageAction Plan On GadCherish Devora ArtatesPas encore d'évaluation
- Xiaomi Mi Drone 4K User Manual GuideDocument47 pagesXiaomi Mi Drone 4K User Manual GuideΜιχάλης ΛαχανάςPas encore d'évaluation
- PMMAEE Application FormDocument2 pagesPMMAEE Application Formshiero501100% (15)
- Manager - PPIC Role DescriptionDocument2 pagesManager - PPIC Role DescriptionAmit TamhankarPas encore d'évaluation
- AsdfgDocument2 pagesAsdfgTejendra PachhaiPas encore d'évaluation
- Senior Design Projects 201-2020 - For Website - MEDocument5 pagesSenior Design Projects 201-2020 - For Website - MEYujbvhujgPas encore d'évaluation
- Reflecting on UPHSD's Mission, Vision, and Core ValuesDocument3 pagesReflecting on UPHSD's Mission, Vision, and Core ValuesBia N Cz100% (1)
- Sulzer MC EquipmentDocument12 pagesSulzer MC EquipmentsnthmlgtPas encore d'évaluation
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- CHEE319 Tutorial 4 SolnDocument13 pagesCHEE319 Tutorial 4 SolnyeshiduPas encore d'évaluation
- Lower Congo Basin 3D SurveyDocument2 pagesLower Congo Basin 3D SurveyTalis TemPas encore d'évaluation
- Sewer CadDocument10 pagesSewer CadAlvaro Jesus Añazco YllpaPas encore d'évaluation
- Smell Detectives: An Olfactory History of Nineteenth-Century Urban AmericaDocument35 pagesSmell Detectives: An Olfactory History of Nineteenth-Century Urban AmericaUniversity of Washington PressPas encore d'évaluation
- Astm A105, A105mDocument5 pagesAstm A105, A105mMike Dukas0% (1)
- Math 101Document3 pagesMath 101Nitish ShahPas encore d'évaluation
- The Production and Interpretation of Ritual Transformation Experience: A Study on the Method of Physical Actions of the Baishatun Mazu PilgrimageDocument36 pagesThe Production and Interpretation of Ritual Transformation Experience: A Study on the Method of Physical Actions of the Baishatun Mazu PilgrimageMinmin HsuPas encore d'évaluation
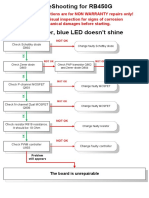
- RB450G Trouble ShootingDocument9 pagesRB450G Trouble Shootingjocimar1000Pas encore d'évaluation
- Tailwind OperationsDocument3 pagesTailwind Operationsiceman737Pas encore d'évaluation
- Best Mesl StudoDocument15 pagesBest Mesl StudoJoenielPas encore d'évaluation
- Running Head:: Describe The Uses of Waiting Line AnalysesDocument6 pagesRunning Head:: Describe The Uses of Waiting Line AnalysesHenry AnubiPas encore d'évaluation
- DC CheatsheetDocument2 pagesDC CheatsheetRashi SinghPas encore d'évaluation
- Stylistic and DiscourseDocument4 pagesStylistic and Discourseeunhye carisPas encore d'évaluation
- Giraffe Juice GamesDocument32 pagesGiraffe Juice Gamesgwyn022100% (3)
- 1136 E01-ML01DP5 Usermanual EN V1.2Document11 pages1136 E01-ML01DP5 Usermanual EN V1.2HectorPas encore d'évaluation
- Main Sulci & Fissures: Cerebral FissureDocument17 pagesMain Sulci & Fissures: Cerebral FissureNagbhushan BmPas encore d'évaluation
- MI 276 Rev B - Conversion of Turbochargers For Opposite Engine RotationDocument15 pagesMI 276 Rev B - Conversion of Turbochargers For Opposite Engine RotationJesse BarnettPas encore d'évaluation
- Designers' Guide To Eurocode 7 Geothechnical DesignDocument213 pagesDesigners' Guide To Eurocode 7 Geothechnical DesignJoão Gamboias100% (9)
- J05720020120134026Functions and GraphsDocument14 pagesJ05720020120134026Functions and GraphsmuglersaurusPas encore d'évaluation
- Pricelist Hardware Jayacom Disember 2018Document2 pagesPricelist Hardware Jayacom Disember 2018ContempGamelan PerformingGroupPas encore d'évaluation