Vous aimerez peut-être aussi
- Metal Valves & Pipe Fittings World Summary: Market Values & Financials by CountryD'EverandMetal Valves & Pipe Fittings World Summary: Market Values & Financials by CountryPas encore d'évaluation
- Welding Filler Metals For Power Plant EngineeringDocument20 pagesWelding Filler Metals For Power Plant EngineeringgogotigPas encore d'évaluation
- Copper Alloy Cross ReferenceDocument3 pagesCopper Alloy Cross ReferencenotZm62FPas encore d'évaluation
- Outokumpu Supra Range DatasheetDocument12 pagesOutokumpu Supra Range DatasheetMichelPas encore d'évaluation
- Cold Drawn Seamless For Heat Exchangers and BoilersDocument12 pagesCold Drawn Seamless For Heat Exchangers and BoilersmuhammadsaliPas encore d'évaluation
- Type 347-347H Stainless SteelDocument2 pagesType 347-347H Stainless SteelPravin PawarPas encore d'évaluation
- Outokumpu Stainless Steel PDFDocument12 pagesOutokumpu Stainless Steel PDFBorza DorinPas encore d'évaluation
- Steel Tube Handbook WebDocument122 pagesSteel Tube Handbook WebAlejandroBolanos100% (1)
- A-23 WB36 Rev 03 15NiCuMoNb5 MicrostructureDocument4 pagesA-23 WB36 Rev 03 15NiCuMoNb5 Microstructuremavis16Pas encore d'évaluation
- UNS R30006 Steel GradesDocument3 pagesUNS R30006 Steel GradesRatnakar PatilPas encore d'évaluation
- Welding of Ferritic Creep-Resistant SteelsDocument3 pagesWelding of Ferritic Creep-Resistant Steelssn200709Pas encore d'évaluation
- Surface & Coatings Technology: A. Rico, J. Gómez-García, C.J. Múnez, P. Poza, V. UtrillaDocument8 pagesSurface & Coatings Technology: A. Rico, J. Gómez-García, C.J. Múnez, P. Poza, V. UtrillaJhonatan GomezPas encore d'évaluation
- Alloy Guide PDFDocument12 pagesAlloy Guide PDFArjed Ali ShaikhPas encore d'évaluation
- Duplex Stainless Steel 329 or 1.4460 PDFDocument2 pagesDuplex Stainless Steel 329 or 1.4460 PDFtien100% (1)
- Equivalent Material Cross Valve CastDocument2 pagesEquivalent Material Cross Valve CastsviswaPas encore d'évaluation
- Thermanit 17-06 (Boehler)Document1 pageThermanit 17-06 (Boehler)queno1Pas encore d'évaluation
- Carbon Steel Piping Comp. StandardsDocument2 pagesCarbon Steel Piping Comp. StandardsSoumitra GuptaPas encore d'évaluation
- Introduction To The ASTM Designation SystemDocument6 pagesIntroduction To The ASTM Designation Systemmajor_duanPas encore d'évaluation
- KSR 1003 H e Side Mounted Magnetic Float SwitchesDocument20 pagesKSR 1003 H e Side Mounted Magnetic Float SwitchesRoshan ShanmughanPas encore d'évaluation
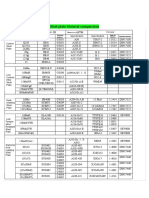
- Steel Plate Comparision PDFDocument2 pagesSteel Plate Comparision PDFchandakwePas encore d'évaluation
- Stainless Steel Bars and Shapes: Standard Specification ForDocument8 pagesStainless Steel Bars and Shapes: Standard Specification ForkrkmurthyPas encore d'évaluation
- BS3100 CastingDocument1 pageBS3100 Castingrakesh100% (1)
- Steel Product CatalogueDocument3 pagesSteel Product Cataloguehappale2002Pas encore d'évaluation
- Overheat Induced Failure of A Steel Tube in An Electric Arc Furnace (EAF) Cooling SystemDocument7 pagesOverheat Induced Failure of A Steel Tube in An Electric Arc Furnace (EAF) Cooling SystemArif Ockta100% (1)
- Duplex Stainless Steel DetailDocument12 pagesDuplex Stainless Steel DetailessnelsonPas encore d'évaluation
- Temper Bead Welding 36036664Document9 pagesTemper Bead Welding 36036664sv1xv100% (1)
- ASME Sec VIII - Temper Bead TechniqueDocument1 pageASME Sec VIII - Temper Bead TechniquezanlogPas encore d'évaluation
- ERNiCr 3Document1 pageERNiCr 3Cemal NergizPas encore d'évaluation
- EN 12070 EN 12070 EN 12070 EN 12070: Exam Exam Exam Example Ple Ple Ple:::: TG 215 TG 215 TG 215 TG 215Document2 pagesEN 12070 EN 12070 EN 12070 EN 12070: Exam Exam Exam Example Ple Ple Ple:::: TG 215 TG 215 TG 215 TG 215spaljeniPas encore d'évaluation
- ASTM Pipe Schedule DimensionsDocument5 pagesASTM Pipe Schedule DimensionshemnPas encore d'évaluation
- GL Vi-9-2 e PDFDocument20 pagesGL Vi-9-2 e PDFValli RajuPas encore d'évaluation
- ASTM 213, t22Document22 pagesASTM 213, t22amolgadgikar100% (1)
- Heat Resitant Steel Castings MaterialsDocument2 pagesHeat Resitant Steel Castings MaterialssusisaravananPas encore d'évaluation
- PDF Engineering) Esab Welding Handbook - 5 EditionDocument143 pagesPDF Engineering) Esab Welding Handbook - 5 Editionmarshall, of course100% (3)
- Corrosion of SS in Nitric Acid ServiceDocument23 pagesCorrosion of SS in Nitric Acid ServiceAdriaan de Witt100% (1)
- Welding of CrMo Steels For Power Generation and Petrochemical ApplicationsDocument12 pagesWelding of CrMo Steels For Power Generation and Petrochemical ApplicationsDries Vandezande100% (1)
- Equivalent MaterialDocument1 pageEquivalent Materialmuhammadf SardarPas encore d'évaluation
- Stainless Steel TableDocument4 pagesStainless Steel Tableerinukafi100% (1)
- Babbit MetalDocument5 pagesBabbit MetallovetanaPas encore d'évaluation
- ST Stainless CatalogueDocument71 pagesST Stainless CatalogueBenjamin RattharojthakunPas encore d'évaluation
- Steel EquivalentDocument1 pageSteel EquivalentGhantex TradPas encore d'évaluation
- Cu ZN 36 PB 2Document6 pagesCu ZN 36 PB 2Basavaraj K NagegowdaPas encore d'évaluation
- Cold Rolled 2010 DUNAFER HungriaDocument12 pagesCold Rolled 2010 DUNAFER HungriaBeatriz RizzoPas encore d'évaluation
- Cahpter 5 Special SteelDocument50 pagesCahpter 5 Special SteelhealgosePas encore d'évaluation
- Copper Casting Alloys - Foundry TechnologyDocument16 pagesCopper Casting Alloys - Foundry TechnologyOnilio Firmino de MedeirosPas encore d'évaluation
- Columbus Stainless Pocket GuideDocument29 pagesColumbus Stainless Pocket Guidebruteforce2000Pas encore d'évaluation
- 42crmo4 - HardnessDocument8 pages42crmo4 - HardnessavijayakumarsamyPas encore d'évaluation
- Steel Supply Sub-Grades To EC3Document22 pagesSteel Supply Sub-Grades To EC3Anonymous iS33V5Pas encore d'évaluation
- Kyocera Catalog CeramicDocument36 pagesKyocera Catalog CeramicJoel Alexandre Santiago AlmeidaPas encore d'évaluation
- CDA110 Specifaction SheetDocument5 pagesCDA110 Specifaction SheetGendakensPas encore d'évaluation
- Austenitic Cast SpecsDocument2 pagesAustenitic Cast SpecsPanchoMiyamotoPas encore d'évaluation
- Nec Schott SefuseDocument20 pagesNec Schott SefuseJuan Pablo AmadorPas encore d'évaluation
- Copper and Copper Alloy Ingots and CastingsDocument2 pagesCopper and Copper Alloy Ingots and CastingspoopPas encore d'évaluation
- A 447Document27 pagesA 447superman3kPas encore d'évaluation
- Peeled Round Steel BarsDocument9 pagesPeeled Round Steel BarsaxgasaPas encore d'évaluation
- Tubular Products From Special MetalsDocument26 pagesTubular Products From Special Metalskaveh-bahiraeePas encore d'évaluation
- Leaded Tin Bronze C54400Document3 pagesLeaded Tin Bronze C54400nfcastingsPas encore d'évaluation
- Classif AçosDocument7 pagesClassif AçoslavascudoPas encore d'évaluation
- GIS Qualification CriteriaDocument4 pagesGIS Qualification Criteriasumant.c.singh1694Pas encore d'évaluation
- Solar Energy Section 5 AppendixDocument16 pagesSolar Energy Section 5 Appendixsumant.c.singh1694Pas encore d'évaluation
- L 03 (SS) (Ia&c) ( (Ee) Nptel)Document10 pagesL 03 (SS) (Ia&c) ( (Ee) Nptel)Abdelraheem S. AlkuorPas encore d'évaluation
- Introduction To Programmable Logic Controllers (PLC'S) : Industrial Control Systems Fall 2006Document47 pagesIntroduction To Programmable Logic Controllers (PLC'S) : Industrial Control Systems Fall 2006Hamidreza MoaddeliPas encore d'évaluation
- Solar Energy Section 1 1 1 2 PDFDocument8 pagesSolar Energy Section 1 1 1 2 PDFsumant.c.singh1694Pas encore d'évaluation
- Corrected MemoDocument1 pageCorrected Memosumant.c.singh1694Pas encore d'évaluation
- Syllabus Weekly Contents MOOC 2015Document8 pagesSyllabus Weekly Contents MOOC 2015sumant.c.singh1694Pas encore d'évaluation
- Constants FormulasDocument1 pageConstants FormulasMensajes De Texto GratisPas encore d'évaluation
- BillPayReceiptTataDocomo September 2016Document1 pageBillPayReceiptTataDocomo September 2016sumant.c.singh1694Pas encore d'évaluation
- Engineering Online Distance Learning Fees 201617Document2 pagesEngineering Online Distance Learning Fees 201617sumant.c.singh1694Pas encore d'évaluation
- Engineering Online Distance Learning Fees 201617Document2 pagesEngineering Online Distance Learning Fees 201617sumant.c.singh1694Pas encore d'évaluation
- Rig Component PDFDocument23 pagesRig Component PDFjim carry93% (30)
- Taxi Receipt Template 04Document1 pageTaxi Receipt Template 04sumant.c.singh1694Pas encore d'évaluation
- TATA DOCOMO - Instant Pay (2 Files Merged)Document4 pagesTATA DOCOMO - Instant Pay (2 Files Merged)sumant.c.singh1694Pas encore d'évaluation
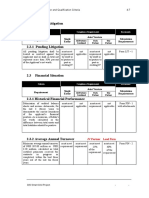
- IC Final AuditDocument83 pagesIC Final Auditsumant.c.singh1694Pas encore d'évaluation
- Final Audit Neelam UnmannedDocument98 pagesFinal Audit Neelam Unmannedsumant.c.singh1694Pas encore d'évaluation
- Alumni Information Form: (Please Send Score Card of Exam)Document1 pageAlumni Information Form: (Please Send Score Card of Exam)sumant.c.singh1694Pas encore d'évaluation
- Invoice Service SampleDocument19 pagesInvoice Service SamplefalleppaPas encore d'évaluation
- Document ChecklistDocument1 pageDocument Checklistsumant.c.singh1694Pas encore d'évaluation
- New Glen Rose Petroleum Application and Interview FormDocument3 pagesNew Glen Rose Petroleum Application and Interview Formsumant.c.singh1694Pas encore d'évaluation
- Corrected MemoDocument1 pageCorrected Memosumant.c.singh1694Pas encore d'évaluation
- DS 21 M 0012 - 0Document13 pagesDS 21 M 0012 - 0sumant.c.singh1694Pas encore d'évaluation
- DS 21 M 0018 - 0Document13 pagesDS 21 M 0018 - 0sumant.c.singh1694Pas encore d'évaluation
- Tata Docomo - Instant PayDocument2 pagesTata Docomo - Instant Paysumant.c.singh1694Pas encore d'évaluation
- Cable Schedule Heater 1Document1 pageCable Schedule Heater 1sumant.c.singh1694Pas encore d'évaluation
- Inapection Report - MCC ComponentDocument4 pagesInapection Report - MCC Componentsumant.c.singh1694Pas encore d'évaluation
- SDV 3011 DSDocument1 pageSDV 3011 DSsumant.c.singh1694Pas encore d'évaluation
- Technip PCVDocument1 pageTechnip PCVsumant.c.singh1694Pas encore d'évaluation
- Tax ReportDocument58 pagesTax Reportsumant.c.singh1694Pas encore d'évaluation
- Chandrasekar's ProfileDocument3 pagesChandrasekar's Profilesumant.c.singh1694Pas encore d'évaluation
- DT Gen 10001Document63 pagesDT Gen 10001KelvinPas encore d'évaluation
- Sand To Silicon 22nm VersionDocument18 pagesSand To Silicon 22nm VersionDavid Rubio SaezPas encore d'évaluation
- Candy Cg434Document26 pagesCandy Cg434Saša MihajlovPas encore d'évaluation
- Airy ExampleDocument3 pagesAiry Examplevennila-puviPas encore d'évaluation
- Ni HardMaterialDataandApplications 11017 PDFDocument28 pagesNi HardMaterialDataandApplications 11017 PDFhesamalaPas encore d'évaluation
- Reactive DyesDocument24 pagesReactive DyesrehanabbaciPas encore d'évaluation
- Pyro ShieldDocument6 pagesPyro Shieldmunim87Pas encore d'évaluation
- Fsall-10 ME 3333 Thermodynamics Exam-1Document2 pagesFsall-10 ME 3333 Thermodynamics Exam-1dillydotPas encore d'évaluation
- Chemistry Part II: Chapter # 06Document2 pagesChemistry Part II: Chapter # 06Shaveeto KhanPas encore d'évaluation
- Lead-Silver System and Its Explanation: Phase Diagram: FreezingDocument3 pagesLead-Silver System and Its Explanation: Phase Diagram: FreezingVora AyushPas encore d'évaluation
- Contech ChemicalsDocument8 pagesContech ChemicalskiPas encore d'évaluation
- Cleaning and Care Instructions Marbond and SentecDocument12 pagesCleaning and Care Instructions Marbond and Sentecon onPas encore d'évaluation
- Variation QuestionDocument5 pagesVariation Questionanshul4clPas encore d'évaluation
- Isolasi Dan Karakterisasi Runutan Senyawa Metabolit Sekunder Fraksi Etil Asetat Dari Umbi Binahong Cord F L A Steen S)Document12 pagesIsolasi Dan Karakterisasi Runutan Senyawa Metabolit Sekunder Fraksi Etil Asetat Dari Umbi Binahong Cord F L A Steen S)Fajar ManikPas encore d'évaluation
- Dioscorea HispidaDocument9 pagesDioscorea HispidaHorcruxesPas encore d'évaluation
- CEE 214L Engineering Materials Laboratory ManualDocument45 pagesCEE 214L Engineering Materials Laboratory ManualcheggPas encore d'évaluation
- ASME Code CalculationsDocument45 pagesASME Code CalculationsPunith Rangegowda100% (12)
- History of Medicine, Alexander WilderDocument994 pagesHistory of Medicine, Alexander Wilderchesterj2100% (1)
- ACI 523.1 (1992) Guide For Cast-In-Place Low-Density ConcreteDocument8 pagesACI 523.1 (1992) Guide For Cast-In-Place Low-Density Concretephilipyap0% (1)
- PIC Lab Exp#02 - Analysis of Group II CationsDocument3 pagesPIC Lab Exp#02 - Analysis of Group II CationsNight RavePas encore d'évaluation
- Light Transmitting Concrete Panels A New Innovation in Concrete Technology PDFDocument4 pagesLight Transmitting Concrete Panels A New Innovation in Concrete Technology PDFنور أزلينPas encore d'évaluation
- Philippine National StandardsDocument30 pagesPhilippine National StandardsJonathan Pascua CamachoPas encore d'évaluation
- CALIBER PAINTBALL MARKER ManualDocument2 pagesCALIBER PAINTBALL MARKER Manualnick18Pas encore d'évaluation
- Effect of Nodule CountDocument5 pagesEffect of Nodule Countdinesh529Pas encore d'évaluation
- Zeon Productguide 20150717Document16 pagesZeon Productguide 20150717khushboo.mamtani2932Pas encore d'évaluation
- Guideline Qualification of Equipment Annex 9 PH-meter October 2015Document4 pagesGuideline Qualification of Equipment Annex 9 PH-meter October 2015Parkhomyuk50% (2)
- Thermochemistry BookletDocument29 pagesThermochemistry Bookletdurmic_suadaPas encore d'évaluation
- Revised SteroidsDocument26 pagesRevised SteroidsMirza Tatsuya100% (1)
- AMP16602P032Document6 pagesAMP16602P032Ravi TejaPas encore d'évaluation
- Graphitisation Cast IronDocument28 pagesGraphitisation Cast IronKurnia BijaksanaPas encore d'évaluation
- University of Chicago Press Fall 2009 Distributed TitlesD'EverandUniversity of Chicago Press Fall 2009 Distributed TitlesÉvaluation : 1 sur 5 étoiles1/5 (1)
- University of Chicago Press Fall 2009 CatalogueD'EverandUniversity of Chicago Press Fall 2009 CatalogueÉvaluation : 5 sur 5 étoiles5/5 (1)