Vous aimerez peut-être aussi
- Oficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoD'EverandOficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoÉvaluation : 5 sur 5 étoiles5/5 (1)
- Proceso de Fabricación ForjaDocument9 pagesProceso de Fabricación ForjaLisset Zarate XelhuantziPas encore d'évaluation
- Cuestionario de ForjaDocument5 pagesCuestionario de ForjaKristian Nina Cuba100% (1)
- ForjaDocument13 pagesForjaDante LeccaPas encore d'évaluation
- 2 Presentacion 1 LaminacionDocument31 pages2 Presentacion 1 LaminacionJimena TejerinaPas encore d'évaluation
- Forja y TrefiladoDocument3 pagesForja y TrefiladoVittoriaPas encore d'évaluation
- Deformacion en Caliente, ForjaDocument11 pagesDeformacion en Caliente, ForjaTony ChigrePas encore d'évaluation
- El LaminadoDocument10 pagesEl LaminadoDeily QueralesPas encore d'évaluation
- Ventajas Proceso SiderurgicoDocument9 pagesVentajas Proceso SiderurgicoDenixon AcostaPas encore d'évaluation
- Forjado Tipos y ClasesDocument15 pagesForjado Tipos y ClasesNuestro Amor Sera LeyendaPas encore d'évaluation
- Procesos de Formado y Recubrimiento de MetalesDocument27 pagesProcesos de Formado y Recubrimiento de MetalesalexisPas encore d'évaluation
- Conformacion Por ForjaDocument4 pagesConformacion Por ForjaFlores Seña Luis AlbertoPas encore d'évaluation
- Trabajo en Frio y CalienteDocument16 pagesTrabajo en Frio y CalienteIkki Ocaña100% (1)
- ForjaDocument78 pagesForjaJhon Alejandro LopezPas encore d'évaluation
- TROQUELADODocument8 pagesTROQUELADOMarcos GonzalezPas encore d'évaluation
- Procesos de Deformacion de Los MaterialesDocument11 pagesProcesos de Deformacion de Los Materialesjo silagPas encore d'évaluation
- Tarea 06Document4 pagesTarea 06Edgar QuispePas encore d'évaluation
- ResumenErick AcostaDocument3 pagesResumenErick AcostaERICK SANTIAGO ACOSTA HERNANDEZPas encore d'évaluation
- Forja 1Document31 pagesForja 1Jose Miguel Chaman LedesmaPas encore d'évaluation
- Carpeta de EvidenciasDocument140 pagesCarpeta de EvidenciasEdgar Ivan Zarco SalazarPas encore d'évaluation
- Forja y FundicionDocument6 pagesForja y FundicionUziel LunaPas encore d'évaluation
- 1 Proceso de Formado en CalienteDocument15 pages1 Proceso de Formado en CalienteANDRE1091Pas encore d'évaluation
- FORJADocument4 pagesFORJAfamd mdPas encore d'évaluation
- ForjaDocument8 pagesForjaJean Huillca CondeñaPas encore d'évaluation
- Área Técnica, CLASE 4 CLASEDocument59 pagesÁrea Técnica, CLASE 4 CLASEelunapPas encore d'évaluation
- Ventajas y Desventajas de Los Procesos de FormadoDocument15 pagesVentajas y Desventajas de Los Procesos de FormadoAlejandro VallenillaPas encore d'évaluation
- Lab. 07 Laminado y Conformado de MetalesDocument9 pagesLab. 07 Laminado y Conformado de MetalesLicasr134Pas encore d'évaluation
- Laminado, Extrusión y TrefiladoDocument12 pagesLaminado, Extrusión y TrefiladoDiego MartinezPas encore d'évaluation
- Proceso de Conformado Por Deformación PlásticaDocument4 pagesProceso de Conformado Por Deformación PlásticaStonePas encore d'évaluation
- Tecnología MecánicaDocument66 pagesTecnología MecánicatamenrotPas encore d'évaluation
- ESTANPADODocument8 pagesESTANPADOEdwin SipauccarPas encore d'évaluation
- MARCO TEORICO Trabajo de FrojaDocument9 pagesMARCO TEORICO Trabajo de FrojaAdrian Marcelo Jimenez HuancaPas encore d'évaluation
- Procesos de Conformado Por Deformacion PlasticaDocument9 pagesProcesos de Conformado Por Deformacion PlasticaSebastián Zúñiga VanegasPas encore d'évaluation
- Formado MecánicoDocument13 pagesFormado MecánicoVladi HasakiPas encore d'évaluation
- Proceso de Conformación de MetalesDocument42 pagesProceso de Conformación de Metalesnacho sosaPas encore d'évaluation
- Conformado de ChapasDocument2 pagesConformado de ChapasFabrizio GiacobbePas encore d'évaluation
- Forjaproceso de ManufacturaDocument58 pagesForjaproceso de ManufacturaJuan DE Jesus ReyesPas encore d'évaluation
- ForjaDocument29 pagesForjaMiguel LJPas encore d'évaluation
- Diagrama 2 Procesos de Deformacion VolumetricaDocument14 pagesDiagrama 2 Procesos de Deformacion VolumetricaLiz LopezPas encore d'évaluation
- Solución de Examen Final de Siderurgia - CastañedaDocument18 pagesSolución de Examen Final de Siderurgia - CastañedaFrankMarkoCastañedaMalpartidaPas encore d'évaluation
- TROQUELADODocument7 pagesTROQUELADOIndira100% (1)
- PROCESOS DE CONSERVACIÓN Y REDUCCIÓN DE LA MASA (Tecnologia)Document42 pagesPROCESOS DE CONSERVACIÓN Y REDUCCIÓN DE LA MASA (Tecnologia)Segundo Nieto40% (5)
- Cizallado, Doblado Cortado y LaminadoDocument11 pagesCizallado, Doblado Cortado y LaminadoAtenodoro Espinal RamirezPas encore d'évaluation
- Tarea Tres Procesos de Manufactura 2022 ADocument6 pagesTarea Tres Procesos de Manufactura 2022 AJulio Cesar MontielPas encore d'évaluation
- TECNO MetalesDocument29 pagesTECNO MetalesalexPas encore d'évaluation
- Forja y RecalcadoDocument6 pagesForja y RecalcadoLuisRuiz100% (1)
- Trabajo en Caliente PDFDocument9 pagesTrabajo en Caliente PDFNathalie HernandezPas encore d'évaluation
- Los Procesos de Conformados de Metales Son Aquellos Procesos Donde Se Busca Generar Forma A Metales de Tal Manera Que Su Volumen y Masa Se ConservanDocument7 pagesLos Procesos de Conformados de Metales Son Aquellos Procesos Donde Se Busca Generar Forma A Metales de Tal Manera Que Su Volumen y Masa Se Conservanluis smallPas encore d'évaluation
- Materiales de Ingeniería FormativaDocument8 pagesMateriales de Ingeniería FormativaAlfredo NavarroPas encore d'évaluation
- Forjado y LaminadoDocument4 pagesForjado y LaminadoImelda AlbaPas encore d'évaluation
- F o R J ADocument5 pagesF o R J AJose Luis Zayas RojasPas encore d'évaluation
- Estampado en Caliente (Terminado)Document7 pagesEstampado en Caliente (Terminado)MatiasBarretoPas encore d'évaluation
- Actividad 3 EquipoDocument9 pagesActividad 3 EquipoYesenia Guiomar G.APas encore d'évaluation
- LaminadoDocument15 pagesLaminadojorgePas encore d'évaluation
- Laminación Rolado en Caliente y ForjaDocument21 pagesLaminación Rolado en Caliente y ForjaArmando VasquezPas encore d'évaluation
- Julian Andres Muñoz Valencia-Grupo 212022 - 18Document27 pagesJulian Andres Muñoz Valencia-Grupo 212022 - 18Ayda Luz Lopez AlvisPas encore d'évaluation
- Tipos de ConformadoDocument5 pagesTipos de ConformadochichiaqpPas encore d'évaluation
- Elaboracion de Prototipo de Conformado de Metales Unidad2Document14 pagesElaboracion de Prototipo de Conformado de Metales Unidad2Romeo Wilfrido Salvador ValenciaPas encore d'évaluation
- Conformado de Metales en Frío y en CalienteDocument17 pagesConformado de Metales en Frío y en CalienteoswaldoPas encore d'évaluation
- Metodologia Que Sirve de Base Parta L Fabricación de MaquinasDocument6 pagesMetodologia Que Sirve de Base Parta L Fabricación de MaquinasLuis AlvarezPas encore d'évaluation
- Aparato DivisorDocument40 pagesAparato DivisorLuis Alvarez67% (3)
- Clase de Fresado PDFDocument22 pagesClase de Fresado PDFCess RomeroPas encore d'évaluation
- COVENIN 142-98 Roscas ISO para Tornillos. Perfil BásicoDocument6 pagesCOVENIN 142-98 Roscas ISO para Tornillos. Perfil BásicoLuis AlvarezPas encore d'évaluation
- Los Medios Como Elementos de Poder y de Presión PolíticaDocument2 pagesLos Medios Como Elementos de Poder y de Presión PolíticaLuis AlvarezPas encore d'évaluation
- La Actividad AdministrativaDocument4 pagesLa Actividad AdministrativaLuis AlvarezPas encore d'évaluation
- Probabildad y EstadisticaDocument27 pagesProbabildad y EstadisticaLuis AlvarezPas encore d'évaluation
- Plan de Contingencia Ante Derrames de Hidrocarburos en Rio COMENTARIOS MINEROSDocument19 pagesPlan de Contingencia Ante Derrames de Hidrocarburos en Rio COMENTARIOS MINEROSjo4tan7168100% (1)
- Avance Implementacion ISO 9001Document4 pagesAvance Implementacion ISO 9001RDario Dario RosemaryPas encore d'évaluation
- Reacciones Quimicas IDocument4 pagesReacciones Quimicas Icesar_menendez_eduPas encore d'évaluation
- Alto Horno SiderurgiaDocument36 pagesAlto Horno Siderurgiajlls21Pas encore d'évaluation
- CollahuasiDocument13 pagesCollahuasiFrancessca MontupinPas encore d'évaluation
- Cuestionario 1 Revolución IndustrialDocument2 pagesCuestionario 1 Revolución IndustrialAna María Palma100% (1)
- Anexo 7 de Tratamiento de La Vegetacion Preexistente PDFDocument4 pagesAnexo 7 de Tratamiento de La Vegetacion Preexistente PDFedinhoapaza123Pas encore d'évaluation
- Graham Kellog Libro MANUALESDocument107 pagesGraham Kellog Libro MANUALESFabricio SaezPas encore d'évaluation
- Transacciones SAPDocument14 pagesTransacciones SAPwillymjPas encore d'évaluation
- Dialnet ElProletariadoComoProtagonistaDeLaRevolucion 1704966 PDFDocument16 pagesDialnet ElProletariadoComoProtagonistaDeLaRevolucion 1704966 PDFDidi IbarraPas encore d'évaluation
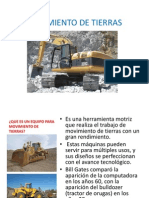
- Maquinaria para Movimiento de TierrasDocument72 pagesMaquinaria para Movimiento de TierrasLuis Fernando Rivasplata FloresPas encore d'évaluation
- Taller Oferta Exportable 2020-1 X!Document2 pagesTaller Oferta Exportable 2020-1 X!Ingrid GarayPas encore d'évaluation
- Sintéticos y CeramicosDocument5 pagesSintéticos y CeramicosLumi PeñaPas encore d'évaluation
- Ruiz Castillo Wilson Jesus Examen-Ii-ProcesosDocument9 pagesRuiz Castillo Wilson Jesus Examen-Ii-ProcesosWilson Jesus Ruiz CastilloPas encore d'évaluation
- Analisis de Costos Unitarios.... MURO DE CONTENCION PDFDocument8 pagesAnalisis de Costos Unitarios.... MURO DE CONTENCION PDFMiguel Ramos50% (4)
- Cpu1 - Analisis de CostosDocument3 pagesCpu1 - Analisis de CostosJORGE ORLANDO NOVA DIAZ63% (8)
- GeocycleDocument22 pagesGeocycleskarlett100% (1)
- Zona Franca 2Document10 pagesZona Franca 2Carolin BaldovinoPas encore d'évaluation
- Braudel, Fernand, Las Civilizaciones ActualesDocument9 pagesBraudel, Fernand, Las Civilizaciones ActualesMartinPas encore d'évaluation
- Costos Por Procesos PDFDocument49 pagesCostos Por Procesos PDFjoel poncePas encore d'évaluation
- Panel Aislado 2VDocument2 pagesPanel Aislado 2VPauloAndresSepulvedaPas encore d'évaluation
- Especificaciones y Cuadros de AreasDocument4 pagesEspecificaciones y Cuadros de Areasplsg927777100% (1)
- Tabla de Comparacion para La Extracción de MaterialesDocument5 pagesTabla de Comparacion para La Extracción de MaterialesCasandra CervantesPas encore d'évaluation
- Sectorizacion en EdificacionDocument32 pagesSectorizacion en EdificacionSabrina Castillo Linares100% (2)
- Mapa Conceptual ToyotismoDocument2 pagesMapa Conceptual ToyotismoBeRe NiCe50% (2)
- Que Es Soldadura - Lincoln ElectricDocument59 pagesQue Es Soldadura - Lincoln ElectricJairoPas encore d'évaluation
- Aceros Rápidos: Dimensiones de Partículas DisponiblesDocument4 pagesAceros Rápidos: Dimensiones de Partículas DisponiblesYOSUE ROSALES RIVERA YARESIPas encore d'évaluation
- MantenimientoDocument19 pagesMantenimientoLeonor LucenaPas encore d'évaluation
- Poes Plan Operativo Estadarizado de Saneamiento EjemploDocument10 pagesPoes Plan Operativo Estadarizado de Saneamiento EjemployinbarezaPas encore d'évaluation
- Lista de Chequeo Eslingas de Posicionamiento y Absorbedor de Choque - Hospital Ciudad VerdeDocument42 pagesLista de Chequeo Eslingas de Posicionamiento y Absorbedor de Choque - Hospital Ciudad VerdeJenny Diaz PeñaPas encore d'évaluation