Vous aimerez peut-être aussi
- Innovative Measures For Energy Management in Tea Industry PDFDocument5 pagesInnovative Measures For Energy Management in Tea Industry PDFDeepak PandeyPas encore d'évaluation
- Performance Analysis and Efficiency Improvement of Boiler and Cooling TowerDocument65 pagesPerformance Analysis and Efficiency Improvement of Boiler and Cooling TowerPervin KumarPas encore d'évaluation
- A Review of Automobile Waste Heat Recovery System: Prof. Murtaza Dholkawala, Mr. Ahire Durgesh VijayDocument7 pagesA Review of Automobile Waste Heat Recovery System: Prof. Murtaza Dholkawala, Mr. Ahire Durgesh VijayJijo GeorgePas encore d'évaluation
- Literature Review On Cement Industry WHRDocument24 pagesLiterature Review On Cement Industry WHRnihal attarPas encore d'évaluation
- Biomass Gasifier PowerDocument2 pagesBiomass Gasifier PowerAdhavan ThamizhanPas encore d'évaluation
- Energy Efficiency in Sugar IndustryDocument9 pagesEnergy Efficiency in Sugar IndustryLJREDDYPas encore d'évaluation
- What is Biomass and Biomass GasificationDocument2 pagesWhat is Biomass and Biomass GasificationAdhavan ThamizhanPas encore d'évaluation
- Energy Audit in Sugar IndustryDocument6 pagesEnergy Audit in Sugar IndustryVikram Porje100% (1)
- Paperwhr SBDocument10 pagesPaperwhr SBSuchismita Bhattacharya BhaumikPas encore d'évaluation
- V3i5 Ijertv3is051014 PDFDocument5 pagesV3i5 Ijertv3is051014 PDFRaja ShannmugamPas encore d'évaluation
- Gasification of Tea (Camellia Sinensis (L.) O. Kuntze) Shrubs For Black Tea Manufacturing Process Heat Generation in Assam, IndiaDocument12 pagesGasification of Tea (Camellia Sinensis (L.) O. Kuntze) Shrubs For Black Tea Manufacturing Process Heat Generation in Assam, IndiaAekkasit SenaartPas encore d'évaluation
- Acknowledgement: Goghora As Well Respective Tea Estate Management. I Am Also Grateful To ColleaguesDocument6 pagesAcknowledgement: Goghora As Well Respective Tea Estate Management. I Am Also Grateful To ColleaguesNitesh patidarPas encore d'évaluation
- What Is Biomass?: Agricultural Wastes, Crop Residues, Wood & Woody Wastes Organic Wastes EtcDocument2 pagesWhat Is Biomass?: Agricultural Wastes, Crop Residues, Wood & Woody Wastes Organic Wastes EtcAdhavan ThamizhanPas encore d'évaluation
- Husk Fuelled Steam Engine 2Document17 pagesHusk Fuelled Steam Engine 2Anjay Kumar SinghPas encore d'évaluation
- Biomass Gasification Power Generation IntroductionDocument7 pagesBiomass Gasification Power Generation Introductionjarvi69Pas encore d'évaluation
- Solar-generated steam injection using enclosed trough systemsDocument4 pagesSolar-generated steam injection using enclosed trough systemsmohmed abd el magiedPas encore d'évaluation
- What Is CogenerationDocument3 pagesWhat Is CogenerationmuthuPas encore d'évaluation
- Prospect of Combined Cycle Power Plant Over Conventional Single Cycle Power Plants in Bangladesh - A Case StudyDocument5 pagesProspect of Combined Cycle Power Plant Over Conventional Single Cycle Power Plants in Bangladesh - A Case StudyTaskinJamalPas encore d'évaluation
- Cogeneration - Combined Heat and Power (CHP)Document23 pagesCogeneration - Combined Heat and Power (CHP)Reyes SanchezPas encore d'évaluation
- 1.2 KW Green Turbine BrochureDocument10 pages1.2 KW Green Turbine BrochureUmar MajeedPas encore d'évaluation
- BiomassDocument5 pagesBiomassErnad SisicPas encore d'évaluation
- For Pakistan & Gulf EconomistDocument3 pagesFor Pakistan & Gulf EconomistShobyjafriPas encore d'évaluation
- Study of Vapour Absorption System Using Waste Heat-F0283439Document6 pagesStudy of Vapour Absorption System Using Waste Heat-F0283439Anonymous NGXdt2BxPas encore d'évaluation
- Thermal Power PlantsDocument27 pagesThermal Power PlantsGuillermo Acosta PérezPas encore d'évaluation
- Applications of Bio GasDocument6 pagesApplications of Bio GasSwarbhanu HandiquePas encore d'évaluation
- Biomass Cogeneration Systems for District Heating: Technical and Economic AnalysisDocument10 pagesBiomass Cogeneration Systems for District Heating: Technical and Economic Analysisdyonyso002Pas encore d'évaluation
- The Most Efficient Waste Heat Recovery Device: A Gamma Type Stirling EngineDocument7 pagesThe Most Efficient Waste Heat Recovery Device: A Gamma Type Stirling EngineSutarmoPas encore d'évaluation
- Combined Cycle Power Plant Technical DesignDocument84 pagesCombined Cycle Power Plant Technical DesignJohn Louie Pimentel0% (1)
- SteamDocument28 pagesSteamSampathkumar AttuluriPas encore d'évaluation
- Biogas TechnologyDocument35 pagesBiogas Technologyraghunath670743Pas encore d'évaluation
- Project Report On NTPC RGCCPDocument39 pagesProject Report On NTPC RGCCPVidya VijayanPas encore d'évaluation
- Kolar-Chikkaballapur Milk Union Limited: First Prize DairyDocument8 pagesKolar-Chikkaballapur Milk Union Limited: First Prize DairySundaram Ramalingam GopinathPas encore d'évaluation
- Generate Electricity from BiogasDocument8 pagesGenerate Electricity from BiogasMokaPas encore d'évaluation
- Green TurbineDocument27 pagesGreen TurbineAnghel Curty Jr.Pas encore d'évaluation
- Topic: - Power Cogeneration Plant: Term Paper OF Project ManagementDocument13 pagesTopic: - Power Cogeneration Plant: Term Paper OF Project ManagementankuaaaPas encore d'évaluation
- Cost-Effectiveness in Textile Processing: Compiled By: M. Rezaul Karim TutulDocument14 pagesCost-Effectiveness in Textile Processing: Compiled By: M. Rezaul Karim TutulRezaul Karim TutulPas encore d'évaluation
- TRIGENERATIONDocument21 pagesTRIGENERATIONShreyas Saumitra100% (1)
- Powerplant EnggineeringDocument17 pagesPowerplant EnggineeringABHISHEK BORHADEPas encore d'évaluation
- Air Pre HeaterDocument8 pagesAir Pre HeaterAkmal ZuhriPas encore d'évaluation
- Thermoelectric GeneratorDocument2 pagesThermoelectric GeneratorMuhammad Raza RafiqPas encore d'évaluation
- Waste Heat Recovery Using Stirling Engine ResearchDocument6 pagesWaste Heat Recovery Using Stirling Engine ResearchSsheshan PugazhendhiPas encore d'évaluation
- Assignment No 4: Power PlantDocument5 pagesAssignment No 4: Power PlantusamaPas encore d'évaluation
- Concept of CogenerationDocument2 pagesConcept of CogenerationBrijesh SrivastavPas encore d'évaluation
- Cogeneration Is Also Called As Combined Heat and Power or Combine Heat andDocument3 pagesCogeneration Is Also Called As Combined Heat and Power or Combine Heat andEr Umar RashidPas encore d'évaluation
- Academia Summary - Bio-Mass As Renewable PowerDocument3 pagesAcademia Summary - Bio-Mass As Renewable PowerUTHSO NANDYPas encore d'évaluation
- CogenDocument4 pagesCogenPiyushPas encore d'évaluation
- A Overview of The Rankin Cycle-Based Heat Exchanger Used in Internal Combustion Engines To Enhance Engine PerformanceDocument5 pagesA Overview of The Rankin Cycle-Based Heat Exchanger Used in Internal Combustion Engines To Enhance Engine PerformanceIAEME PublicationPas encore d'évaluation
- An Overview of Combined Cycle Power Plant - EEPDocument12 pagesAn Overview of Combined Cycle Power Plant - EEPrereilham100% (1)
- Engineering Economic Project Report - Shandy Raditya Syahron (1206229585)Document11 pagesEngineering Economic Project Report - Shandy Raditya Syahron (1206229585)Tito WPas encore d'évaluation
- Realization of Exhaust Air Recovery and Waste Heat Recovery Systems For Energy Conservation and Sustainable DevelopmentDocument5 pagesRealization of Exhaust Air Recovery and Waste Heat Recovery Systems For Energy Conservation and Sustainable DevelopmentRahmatullah Jami'inPas encore d'évaluation
- Combined Heat and PowerDocument8 pagesCombined Heat and Powerawhk2006Pas encore d'évaluation
- Sugarcane - An Energy Crop Dr.K.Rajendran PH.DDocument21 pagesSugarcane - An Energy Crop Dr.K.Rajendran PH.DNo OnePas encore d'évaluation
- Ipgcl Summer Training Report PPCLDocument41 pagesIpgcl Summer Training Report PPCLAnkit SarohaPas encore d'évaluation
- Sinter Coolers: International Journal For Research in Applied Science & Engineering Technology (IJRASET)Document3 pagesSinter Coolers: International Journal For Research in Applied Science & Engineering Technology (IJRASET)iaetsdiaetsdPas encore d'évaluation
- Energy Audit Benefits for Sugar and Distillery UnitsDocument4 pagesEnergy Audit Benefits for Sugar and Distillery UnitsBala MuruganPas encore d'évaluation
- MHD GeneratorDocument5 pagesMHD GeneratorAmit KumarPas encore d'évaluation
- Pulp and Paper Industry: Energy ConservationD'EverandPulp and Paper Industry: Energy ConservationÉvaluation : 4.5 sur 5 étoiles4.5/5 (2)
- 19th Amendment eDocument62 pages19th Amendment eapi-350109550Pas encore d'évaluation
- Anergy Thermograhy SolutionsDocument3 pagesAnergy Thermograhy SolutionsRuwan WijemannePas encore d'évaluation
- Textiles PactDocument100 pagesTextiles PactRuwan WijemannePas encore d'évaluation
- Financial Product Prototype: Asset ClassDocument1 pageFinancial Product Prototype: Asset ClassRuwan WijemannePas encore d'évaluation
- Thermography GuideDocument14 pagesThermography GuidemounikanaikiniPas encore d'évaluation
- Light Designing ProjectDocument11 pagesLight Designing ProjectRuwan WijemannePas encore d'évaluation
- APRSCP BrochureDocument5 pagesAPRSCP BrochureRuwan WijemannePas encore d'évaluation
- Anergy Solutions Material Handling Systems Move Safely AheadDocument13 pagesAnergy Solutions Material Handling Systems Move Safely AheadRuwan WijemannePas encore d'évaluation
- Sustainable Building MaterialsDocument1 pageSustainable Building MaterialsRuwan WijemannePas encore d'évaluation
- UHT Plant LayoutDocument1 pageUHT Plant LayoutRuwan WijemannePas encore d'évaluation
- IRActNo 10 (S) 2006Document335 pagesIRActNo 10 (S) 2006Ruwan WijemannePas encore d'évaluation
- PdM Centralization Captures Significant Energy SavingsDocument15 pagesPdM Centralization Captures Significant Energy SavingsRuwan WijemannePas encore d'évaluation
- Fuel Switching From Fossil Fuel To Biomass FuelDocument2 pagesFuel Switching From Fossil Fuel To Biomass FuelRuwan WijemannePas encore d'évaluation
- "Meta Build" ProjectDocument2 pages"Meta Build" ProjectRuwan WijemannePas encore d'évaluation
- Bookkeeping Basics for Small BusinessDocument30 pagesBookkeeping Basics for Small BusinessAlan MilletPas encore d'évaluation
- Power Plant Gannt ChartDocument1 pagePower Plant Gannt ChartRuwan WijemannePas encore d'évaluation
- Vikram Solar BrochureDocument14 pagesVikram Solar BrochureRuwan WijemannePas encore d'évaluation
- SIS IR ThermographyDocument3 pagesSIS IR ThermographyRuwan WijemannePas encore d'évaluation
- SLSEA GuidelineDocument9 pagesSLSEA GuidelineRuwan WijemannePas encore d'évaluation
- How To Write Good Reports HandoutDocument18 pagesHow To Write Good Reports HandoutRuwan WijemannePas encore d'évaluation
- Anergy Thermograhy SolutionsDocument3 pagesAnergy Thermograhy SolutionsRuwan WijemannePas encore d'évaluation
- Kotte MC EADocument19 pagesKotte MC EARuwan WijemannePas encore d'évaluation
- Move Safely Ahead with Anergy Solutions Material Handling SystemsDocument12 pagesMove Safely Ahead with Anergy Solutions Material Handling SystemsRuwan WijemannePas encore d'évaluation
- Power Meter CatalogueDocument10 pagesPower Meter CatalogueRuwan WijemannePas encore d'évaluation
- Phono Solar PanelsDocument2 pagesPhono Solar PanelsRuwan WijemannePas encore d'évaluation
- TS Emmvee On Grid 6kWp 1phaseDocument1 pageTS Emmvee On Grid 6kWp 1phaseRuwan WijemannePas encore d'évaluation
- KLNE Quotation List 1.5kw-50kwDocument1 pageKLNE Quotation List 1.5kw-50kwRuwan WijemannePas encore d'évaluation
- BR IPS Series InverterDocument2 pagesBR IPS Series InverterRuwan WijemannePas encore d'évaluation
- BR UPS Catalog 2014Document68 pagesBR UPS Catalog 2014Ruwan WijemannePas encore d'évaluation
- SPPA Solar PowerDocument26 pagesSPPA Solar PowerRuwan WijemannePas encore d'évaluation
- Mangalore PTA Project ISBL & OSBL Status and Path ForwardDocument21 pagesMangalore PTA Project ISBL & OSBL Status and Path ForwardSajeshKumarPas encore d'évaluation
- PPE-8 Load ForecastingDocument46 pagesPPE-8 Load ForecastingMasud SarkerPas encore d'évaluation
- Overview of LEED CertificationDocument19 pagesOverview of LEED CertificationAkter Ul Azim ParvezPas encore d'évaluation
- Recent Trend On Gas TurbineDocument55 pagesRecent Trend On Gas TurbineVijit KhatriPas encore d'évaluation
- Vinay Shreyas K.V.: Lecturer, Department of Electrical and Electronics H.K.B.K. College of EngineeringDocument32 pagesVinay Shreyas K.V.: Lecturer, Department of Electrical and Electronics H.K.B.K. College of EngineeringvnyshreyasPas encore d'évaluation
- Combined Cycle Power PlantDocument29 pagesCombined Cycle Power Plantrajib0403050cuetPas encore d'évaluation
- POWER-PLANT DocsDocument18 pagesPOWER-PLANT DocsjohncedrixbPas encore d'évaluation
- Unit 2 Lesson 6.2 "E Transfers and Transformations": Answer KeyDocument25 pagesUnit 2 Lesson 6.2 "E Transfers and Transformations": Answer KeyNaturellePas encore d'évaluation
- Hydraulic Fracturing DesignDocument14 pagesHydraulic Fracturing DesignRichard ChanPas encore d'évaluation
- AFESDocument7 pagesAFESjhdfjhfnPas encore d'évaluation
- Pelletization of Municipal Solid WastesDocument2 pagesPelletization of Municipal Solid WastesSalman Zafar50% (2)
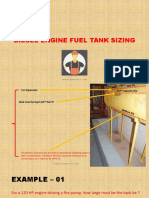
- Diesel Engine Fuel Tank SizingDocument11 pagesDiesel Engine Fuel Tank SizingDIEGOZafPas encore d'évaluation
- D1 S2 P3 Joel ThigpenDocument17 pagesD1 S2 P3 Joel ThigpenLelosPinelos123Pas encore d'évaluation
- PubP - Assignment 1Document8 pagesPubP - Assignment 1Ahmad Usman KhanPas encore d'évaluation
- Mini Hydro Power PlantDocument17 pagesMini Hydro Power PlantMuh AdiwPas encore d'évaluation
- Sustainable Green Practices of TeslaDocument8 pagesSustainable Green Practices of TeslaAakriti Suri100% (1)
- Stock 1Document30 pagesStock 1vsi87356Pas encore d'évaluation
- Canadian-Solar Datasheet Inverter 3ph 100-110KW-ROW ENDocument2 pagesCanadian-Solar Datasheet Inverter 3ph 100-110KW-ROW ENgilsonPas encore d'évaluation
- English Task 2Document10 pagesEnglish Task 2Jordy Aprillianza BudiangPas encore d'évaluation
- Bio Energy PlantsDocument2 pagesBio Energy PlantsCurcudel AnastasiaPas encore d'évaluation
- AGIP Tenders Received in 2019Document1 pageAGIP Tenders Received in 2019esther johnsonPas encore d'évaluation
- Trane 23 SeriesDocument1 pageTrane 23 SeriesAngel TrujilloPas encore d'évaluation
- Hydrodesulfurization Hds Unit 32 000 BPD 84Document1 pageHydrodesulfurization Hds Unit 32 000 BPD 84Jesus ToroPas encore d'évaluation
- Rei 2021 ListDocument90 pagesRei 2021 ListDesigning TeamPas encore d'évaluation
- General Ashg07kmtaDocument35 pagesGeneral Ashg07kmtaFrancisco Martin BurgosPas encore d'évaluation
- Press Release Magnovent's Business & Trade Show (EN)Document4 pagesPress Release Magnovent's Business & Trade Show (EN)Agung NgurahPas encore d'évaluation
- Taking Advantage of Waste Heat: Kelvion Exhaust Gas Heat ExchangerDocument2 pagesTaking Advantage of Waste Heat: Kelvion Exhaust Gas Heat ExchangerJeff LangleyPas encore d'évaluation
- A Presentation On Solar Water Pumping System: Department of Mechanical EngineeringDocument19 pagesA Presentation On Solar Water Pumping System: Department of Mechanical EngineeringDipak Khadka100% (1)
- Tangential FiringDocument2 pagesTangential Firingyad1020Pas encore d'évaluation
- Sector Case Study: Biomass Pellets: The Pellet Export Opportunity in The Near-TermDocument5 pagesSector Case Study: Biomass Pellets: The Pellet Export Opportunity in The Near-Termm0k123_112640140Pas encore d'évaluation