Vous aimerez peut-être aussi
- Biocontamination Control for Pharmaceuticals and HealthcareD'EverandBiocontamination Control for Pharmaceuticals and HealthcareÉvaluation : 5 sur 5 étoiles5/5 (1)
- Basic Cycle Development Techniques For Lyophilized ProductsDocument7 pagesBasic Cycle Development Techniques For Lyophilized Productshasan_j688675Pas encore d'évaluation
- Freeze Dryers-eBook LM 2017-FINALDocument7 pagesFreeze Dryers-eBook LM 2017-FINALmrusdihPas encore d'évaluation
- M4350E K 080414-WebDocument183 pagesM4350E K 080414-WebAnonymous MbqTZHLNR9Pas encore d'évaluation
- Lyophilization DetailsDocument33 pagesLyophilization Detailsj.k.kumar100% (4)
- Methods For Testing Cleanroom GarmentsDocument7 pagesMethods For Testing Cleanroom GarmentsMINGZILAPas encore d'évaluation
- GUID - 6 en-USDocument37 pagesGUID - 6 en-USSantiago Cristancho100% (1)
- PUPSITDocument43 pagesPUPSITAlessandro ChreimPas encore d'évaluation
- Steriline TunnelDocument8 pagesSteriline TunnelHutHeoPas encore d'évaluation
- Sterile Manufacturing - Parenteral Formulations Facility and ExcipientsDocument36 pagesSterile Manufacturing - Parenteral Formulations Facility and ExcipientsNugraheni RadityaPas encore d'évaluation
- Pilot Plant Scale Up of Inject Able Sand Liquid OralsDocument38 pagesPilot Plant Scale Up of Inject Able Sand Liquid OralsPradeep BhimaneniPas encore d'évaluation
- FDA Guide To Aseptic ProcessingDocument22 pagesFDA Guide To Aseptic ProcessingĐivềphía Mặt Trời100% (1)
- Chapter 14Document85 pagesChapter 14Michael A SalvatorePas encore d'évaluation
- Project ON Tablet ManufacturingDocument19 pagesProject ON Tablet ManufacturingakashtrivedePas encore d'évaluation
- Vit C Content of Freeze DriedDocument6 pagesVit C Content of Freeze DriedAnonymous N32czQLt0Pas encore d'évaluation
- Lyophilization Competence06!11!2014 Tcm11 17173Document16 pagesLyophilization Competence06!11!2014 Tcm11 17173JPensacolaPas encore d'évaluation
- Freeze Drying: DR - Sangeetha SubramanianDocument21 pagesFreeze Drying: DR - Sangeetha SubramanianYoshita SinghPas encore d'évaluation
- Apparel Considerations For Clean ManufacturingDocument2 pagesApparel Considerations For Clean ManufacturingGaurav ShakyaPas encore d'évaluation
- TRS 957 (2010) - Annex 3 - WHO GMP For Pharmaceutical Products Containing Hazardous SubstancesDocument17 pagesTRS 957 (2010) - Annex 3 - WHO GMP For Pharmaceutical Products Containing Hazardous SubstancesQuang Hiếu NgôPas encore d'évaluation
- LyoDocument22 pagesLyoAjay Kumar100% (1)
- Special Report On Injectables PDFDocument8 pagesSpecial Report On Injectables PDFherfuentesPas encore d'évaluation
- Lyophilization of Pharmaceutical and Biological Products, Rey (2004)Document21 pagesLyophilization of Pharmaceutical and Biological Products, Rey (2004)Shenshen CaiPas encore d'évaluation
- 4 Stages Complete Drying Process - Primarily From Freeze Drying Process-20190416023134-1 PDFDocument2 pages4 Stages Complete Drying Process - Primarily From Freeze Drying Process-20190416023134-1 PDFAzzwa ZubairiPas encore d'évaluation
- Lyophilization BasicsDocument7 pagesLyophilization Basicsj.k.kumar100% (2)
- Lyophilization/Freeze Drying: Dr. Nasir AbbasDocument12 pagesLyophilization/Freeze Drying: Dr. Nasir AbbasAdil AminPas encore d'évaluation
- Bioprocess Technology 2022Document47 pagesBioprocess Technology 2022Sowjanya NekuriPas encore d'évaluation
- Freeze DryingDocument1 pageFreeze DryingOnorio IervolinoPas encore d'évaluation
- 2-1 2-2 AsepticProcessingDocument47 pages2-1 2-2 AsepticProcessingChristopher Sexton100% (1)
- Guidances On Environmental Control Including Related ActivitiesDocument86 pagesGuidances On Environmental Control Including Related ActivitiesDr usama El ShafeyPas encore d'évaluation
- Development of Tablet Formulation of Amorphous Solid Dispersions PreparedDocument19 pagesDevelopment of Tablet Formulation of Amorphous Solid Dispersions PreparedBagoes As100% (1)
- Sterile FiltrationDocument37 pagesSterile FiltrationVaruni Chowdary100% (1)
- Aseptic Processing Risk Assessment The Simplified Akers Agalloco MethodDocument55 pagesAseptic Processing Risk Assessment The Simplified Akers Agalloco MethodDoan Chi ThienPas encore d'évaluation
- Sop Fumigation Vapour Hydrogen Peroxide-H2o2 VHPDocument6 pagesSop Fumigation Vapour Hydrogen Peroxide-H2o2 VHPMohamed FetouhPas encore d'évaluation
- ECA Granulation TabletingDocument6 pagesECA Granulation Tabletingvaibhav rautPas encore d'évaluation
- Micronclean HandbookDocument33 pagesMicronclean HandbookSurendar KesavanPas encore d'évaluation
- Glassware WashingDocument3 pagesGlassware WashingRudhy23Pas encore d'évaluation
- Active Pharmaceutical Ingredients - Development, Manufacturing, and Regulation, Second Edition (Drugs and The Pharmaceutical Sciences) - 9781439803363 - Medicine & Health Science Books @Document13 pagesActive Pharmaceutical Ingredients - Development, Manufacturing, and Regulation, Second Edition (Drugs and The Pharmaceutical Sciences) - 9781439803363 - Medicine & Health Science Books @Marwa Ahmed100% (1)
- Hot Air OvenDocument13 pagesHot Air OvenDevanandDongrePas encore d'évaluation
- Principles of LyophilizationDocument5 pagesPrinciples of Lyophilizationiqbalkhan62Pas encore d'évaluation
- Spray Drying Science DirectDocument7 pagesSpray Drying Science DirectBalqis YahyaPas encore d'évaluation
- Article WJPR 1405426296Document25 pagesArticle WJPR 1405426296Joel Morales PerezPas encore d'évaluation
- Products For Microbiological ControlDocument120 pagesProducts For Microbiological ControlTim Sandle100% (2)
- Validation of Sterilization Equipments: Aseptic Area ValidationsDocument51 pagesValidation of Sterilization Equipments: Aseptic Area ValidationsSweekar BorkarPas encore d'évaluation
- Fundamentals of Cleaning and Disinfection Programs For Aseptic Manufacturing FacilitiesDocument52 pagesFundamentals of Cleaning and Disinfection Programs For Aseptic Manufacturing FacilitiesKraken UrPas encore d'évaluation
- Microbial Aspects in Cleaning ValidationDocument15 pagesMicrobial Aspects in Cleaning ValidationPharmacistPas encore d'évaluation
- Clean RoomDocument16 pagesClean RoomApoloTrevinoPas encore d'évaluation
- 5.redundant Sterilizing Filtration - MR - SomDocument34 pages5.redundant Sterilizing Filtration - MR - SomTaPas encore d'évaluation
- Microbiology Controls Environmental Monitoring Programs: © CBE Pty LTDDocument48 pagesMicrobiology Controls Environmental Monitoring Programs: © CBE Pty LTDto van trungPas encore d'évaluation
- General Chapters - 1222 - Terminally Sterilized Pharmaceutical Products-Parametric ReleaseDocument5 pagesGeneral Chapters - 1222 - Terminally Sterilized Pharmaceutical Products-Parametric ReleaseSuman Katteboina0% (1)
- Investigating SterilityTest FailuresDocument16 pagesInvestigating SterilityTest FailuresMahesh_ChokshiPas encore d'évaluation
- Aseptic ProcessingDocument63 pagesAseptic ProcessingAmir Ilyas100% (1)
- 2.8 Science and Risk-BasedDocument19 pages2.8 Science and Risk-BasedJorge Humberto HerreraPas encore d'évaluation
- Phuong - DryheatDocument5 pagesPhuong - DryheatqhpuongPas encore d'évaluation
- Who Inspection Hormone Product Manufacturing Facilities 2008 PDFDocument15 pagesWho Inspection Hormone Product Manufacturing Facilities 2008 PDFphamuyenthuPas encore d'évaluation
- Article J Agalloco L Mestrandrea Pharmaceutical Technology and Biopharm Ebook Vaccine 2017Document9 pagesArticle J Agalloco L Mestrandrea Pharmaceutical Technology and Biopharm Ebook Vaccine 2017Salut PhuengpraPas encore d'évaluation
- Sterilization Guidelines 2010Document238 pagesSterilization Guidelines 2010vipin_chaudhary100% (1)
- PAT in Freeze DryingDocument20 pagesPAT in Freeze DryingKoushik PonnuruPas encore d'évaluation
- Pharmaceutical Cleaning A Comprehensive Approach - 0Document15 pagesPharmaceutical Cleaning A Comprehensive Approach - 0Mina Maher MikhailPas encore d'évaluation
- Hazards in Pharmaceutical IndustryDocument4 pagesHazards in Pharmaceutical IndustryShahpmd83% (6)
- The University of The West Indies: Application For First Degree, Associate Degree, Diploma and Certificate ProgrammesDocument5 pagesThe University of The West Indies: Application For First Degree, Associate Degree, Diploma and Certificate ProgrammesDavid Adeyinka RamgobinPas encore d'évaluation
- RSW - F - 01 " ": Building UtilitiesDocument4 pagesRSW - F - 01 " ": Building Utilities62296bucoPas encore d'évaluation
- CycleMax IntroDocument13 pagesCycleMax IntroIslam AtefPas encore d'évaluation
- Halloween EssayDocument2 pagesHalloween EssayJonathan LamPas encore d'évaluation
- Source:: APJMR-Socio-Economic-Impact-of-Business-Establishments - PDF (Lpubatangas - Edu.ph)Document2 pagesSource:: APJMR-Socio-Economic-Impact-of-Business-Establishments - PDF (Lpubatangas - Edu.ph)Ian EncarnacionPas encore d'évaluation
- 'Causative' English Quiz & Worksheet UsingEnglish ComDocument2 pages'Causative' English Quiz & Worksheet UsingEnglish ComINAWATI BINTI AMING MoePas encore d'évaluation
- MATM1534 Main Exam 2022 PDFDocument7 pagesMATM1534 Main Exam 2022 PDFGiftPas encore d'évaluation
- TIA Guidelines SingaporeDocument24 pagesTIA Guidelines SingaporeTahmidSaanidPas encore d'évaluation
- Audi A4-7Document532 pagesAudi A4-7Anonymous QRVqOsa5Pas encore d'évaluation
- OTP User Manual For English) v1,0Document15 pagesOTP User Manual For English) v1,0auyinPas encore d'évaluation
- Spanish Greeting Card Lesson PlanDocument5 pagesSpanish Greeting Card Lesson Planrobert_gentil4528Pas encore d'évaluation
- Ilovepdf MergedDocument503 pagesIlovepdf MergedHemantPas encore d'évaluation
- Puma PypDocument20 pagesPuma PypPrashanshaBahetiPas encore d'évaluation
- Stress Management HandoutsDocument3 pagesStress Management HandoutsUsha SharmaPas encore d'évaluation
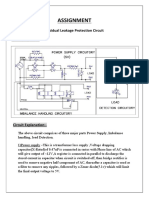
- Assignment: Residual Leakage Protection Circuit Circuit DiagramDocument2 pagesAssignment: Residual Leakage Protection Circuit Circuit DiagramShivam ShrivastavaPas encore d'évaluation
- TTDM - JithinDocument24 pagesTTDM - JithinAditya jainPas encore d'évaluation
- School Based Management Contextualized Self Assessment and Validation Tool Region 3Document29 pagesSchool Based Management Contextualized Self Assessment and Validation Tool Region 3Felisa AndamonPas encore d'évaluation
- Michael Clapis Cylinder BlocksDocument5 pagesMichael Clapis Cylinder Blocksapi-734979884Pas encore d'évaluation
- Calculating Free Energies Using Adaptive Biasing Force MethodDocument14 pagesCalculating Free Energies Using Adaptive Biasing Force MethodAmin SagarPas encore d'évaluation
- Man Bni PNT XXX 105 Z015 I17 Dok 886160 03 000Document36 pagesMan Bni PNT XXX 105 Z015 I17 Dok 886160 03 000Eozz JaorPas encore d'évaluation
- Anker Soundcore Mini, Super-Portable Bluetooth SpeakerDocument4 pagesAnker Soundcore Mini, Super-Portable Bluetooth SpeakerM.SaadPas encore d'évaluation
- solidworks ขั้นพื้นฐานDocument74 pagessolidworks ขั้นพื้นฐานChonTicha'Pas encore d'évaluation
- Governance Operating Model: Structure Oversight Responsibilities Talent and Culture Infrastructu REDocument6 pagesGovernance Operating Model: Structure Oversight Responsibilities Talent and Culture Infrastructu REBob SolísPas encore d'évaluation
- Core CompetenciesDocument3 pagesCore Competenciesapi-521620733Pas encore d'évaluation
- Pyramid Type Plate Bending MachineDocument10 pagesPyramid Type Plate Bending MachineAswin JosephPas encore d'évaluation
- Pam8610 PDFDocument15 pagesPam8610 PDFRaka Satria PradanaPas encore d'évaluation
- Digital Systems Project: IITB CPUDocument7 pagesDigital Systems Project: IITB CPUAnoushka DeyPas encore d'évaluation
- Does Adding Salt To Water Makes It Boil FasterDocument1 pageDoes Adding Salt To Water Makes It Boil Fasterfelixcouture2007Pas encore d'évaluation
- Third Party Risk Management Solution - WebDocument16 pagesThird Party Risk Management Solution - Webpreenk8Pas encore d'évaluation
- Leveriza Heights SubdivisionDocument4 pagesLeveriza Heights SubdivisionTabordan AlmaePas encore d'évaluation