Vous aimerez peut-être aussi
- Solemne 2 de Marketing IndustrialDocument7 pagesSolemne 2 de Marketing IndustrialMaria Alejandra Vasquez100% (1)
- Actividad 2 T5 Emmanuel Reyes ReyesDocument33 pagesActividad 2 T5 Emmanuel Reyes ReyesLupita ECPas encore d'évaluation
- A2 - T2 - Ing de CalidadDocument9 pagesA2 - T2 - Ing de CalidadIker Luis PeñalozaPas encore d'évaluation
- INFORME TECNICO Reconocimiento Deuda COMBUSTIBLE SGODocument2 pagesINFORME TECNICO Reconocimiento Deuda COMBUSTIBLE SGOJohn Chavez Cordova89% (9)
- 5.2 La Utilización de Software para Administrar El Mantenimiento en Una EmpresaDocument7 pages5.2 La Utilización de Software para Administrar El Mantenimiento en Una EmpresaElisa MarielPas encore d'évaluation
- Plan Auditoria Seguridad IDocument5 pagesPlan Auditoria Seguridad IJessica García100% (1)
- Agustince Angela Evidencia 2.1Document21 pagesAgustince Angela Evidencia 2.1Karla ReyesPas encore d'évaluation
- 1) Planificación Financiera A Corto PlazoDocument29 pages1) Planificación Financiera A Corto PlazoValentina Muñoz de la SottaPas encore d'évaluation
- Maquinado con chorro abrasivo y aguaDocument14 pagesMaquinado con chorro abrasivo y aguaesteban cervantesPas encore d'évaluation
- Actividad 4 Estudio FinancieroDocument8 pagesActividad 4 Estudio FinancieroJonathan Mendez Ramos100% (1)
- Catálogo Completo de Productos para Redes de Fibra Óptica BR r02 Agosto PDFDocument338 pagesCatálogo Completo de Productos para Redes de Fibra Óptica BR r02 Agosto PDFpaulinosoPas encore d'évaluation
- Unidad 1Document28 pagesUnidad 1pedroantonionavaPas encore d'évaluation
- Tema II - Elementos y Reglas de Los Lenguajes AlgorítmicosDocument17 pagesTema II - Elementos y Reglas de Los Lenguajes AlgorítmicosClaudia RamosPas encore d'évaluation
- Control D CalidadDocument13 pagesControl D CalidadIsaac GutierrezPas encore d'évaluation
- Actividad 1 U2 PDFDocument15 pagesActividad 1 U2 PDFAbraham GonzalezPas encore d'évaluation
- TP #5 - Herramientas de Calidad y Gráficas de Control (160447)Document7 pagesTP #5 - Herramientas de Calidad y Gráficas de Control (160447)FervMssPas encore d'évaluation
- Evaluación 3 Sandoval Alvarado AlbertoDocument3 pagesEvaluación 3 Sandoval Alvarado AlbertonooormaaahernaanndezPas encore d'évaluation
- Acitivad 4.2 Planes de Muestreo de Aceptación PDFDocument2 pagesAcitivad 4.2 Planes de Muestreo de Aceptación PDFJairo German PerezPas encore d'évaluation
- Asignacion 2 - Sebastian GomezDocument17 pagesAsignacion 2 - Sebastian GomezLuis GomezPas encore d'évaluation
- Examen 3.1 John CenaDocument4 pagesExamen 3.1 John CenanooormaaahernaanndezPas encore d'évaluation
- Ejercicios X Individuales y Rango MovilDocument2 pagesEjercicios X Individuales y Rango MovilJUDITH ANGELICA SANTOS CHAIREZPas encore d'évaluation
- Etapa 4 Simulación ValdezLeandro CamposEvelyn GasparOtnielDocument21 pagesEtapa 4 Simulación ValdezLeandro CamposEvelyn GasparOtnielEvelyn CamposPas encore d'évaluation
- Cartas de Control de Medias y RangoDocument5 pagesCartas de Control de Medias y RangoLucyReyesPas encore d'évaluation
- Caso 2Document4 pagesCaso 2irexen20120% (1)
- 1.5.5 Diagrama de FlujoDocument3 pages1.5.5 Diagrama de FlujoAlexis Sanchez LoaizaPas encore d'évaluation
- Cruz - Hernandez Fabricacion Del DestapadorDocument108 pagesCruz - Hernandez Fabricacion Del DestapadorCarlos AbrahanPas encore d'évaluation
- Preservacion ProgresivaDocument3 pagesPreservacion ProgresivaLuis Daniel RodríguezPas encore d'évaluation
- Datos estándar en operaciones de maquinado para establecer tasas de producciónDocument39 pagesDatos estándar en operaciones de maquinado para establecer tasas de producciónSofia Andrade100% (1)
- ITSH: Muestreo del trabajoDocument2 pagesITSH: Muestreo del trabajoCristian Orozco RamírezPas encore d'évaluation
- En Una Fábrica de Artículos de Plástico Inyectado Se TieneDocument1 pageEn Una Fábrica de Artículos de Plástico Inyectado Se TieneAndy Gonzalez0% (1)
- Amef PlumonDocument1 pageAmef PlumonYacory Gonzalez AriasPas encore d'évaluation
- Grafica Resuelta Por AtributoDocument14 pagesGrafica Resuelta Por AtributoJuanAndsPas encore d'évaluation
- Planes de MuestreoDocument22 pagesPlanes de MuestreoALDO TELLO100% (2)
- Cartas de Control - WordDocument10 pagesCartas de Control - WordEfra PautaPas encore d'évaluation
- Trabajo 5Document4 pagesTrabajo 5Jazz LopPas encore d'évaluation
- Capitulo 7 Libro Seis Sigma - Preguntas de AnalisisDocument2 pagesCapitulo 7 Libro Seis Sigma - Preguntas de AnalisisSergio CavalliniPas encore d'évaluation
- ACTIVIDAD 2.1 Gráficas de Control Por Variables-2-ResueltosDocument4 pagesACTIVIDAD 2.1 Gráficas de Control Por Variables-2-ResueltosErnestoPas encore d'évaluation
- Preguntas y respuestas sobre estudios de tiemposDocument51 pagesPreguntas y respuestas sobre estudios de tiemposaaron100% (1)
- Blum Blum Shub 3Document1 pageBlum Blum Shub 3Lalo GarciaPas encore d'évaluation
- Problemario 1Document2 pagesProblemario 1XDMILS martinez100% (1)
- GRAFICA NPDocument24 pagesGRAFICA NPduraymjdv100% (8)
- Cuadro Comparativo Tiempos Predeterminados.Document5 pagesCuadro Comparativo Tiempos Predeterminados.marcos pantojaPas encore d'évaluation
- Método de Reducción Por CiclossssssssssssssssDocument2 pagesMétodo de Reducción Por CiclossssssssssssssssJose Luis HigueraPas encore d'évaluation
- Carta PDocument1 pageCarta PleoPas encore d'évaluation
- Caractersticas de Los Sistemas Suaves o BlandosDocument2 pagesCaractersticas de Los Sistemas Suaves o BlandosAlan MedinaPas encore d'évaluation
- Manufactura Esbelta y Sus Tipos de HerramientasDocument8 pagesManufactura Esbelta y Sus Tipos de HerramientasFanny HernándezPas encore d'évaluation
- Datos Estandares en Operaciones MaquinadoDocument6 pagesDatos Estandares en Operaciones MaquinadoangelnfPas encore d'évaluation
- 3.4 Metodos Automatizados para Generar AlternativasDocument24 pages3.4 Metodos Automatizados para Generar AlternativasRafael PimentelPas encore d'évaluation
- Calidad 1Document2 pagesCalidad 1Jesus ReyesPas encore d'évaluation
- Problemas 40,41,42Document7 pagesProblemas 40,41,42ninoshkaPas encore d'évaluation
- Modificar el viejo horno o comprar uno nuevo: Análisis de árbol de decisión para fundidoraDocument20 pagesModificar el viejo horno o comprar uno nuevo: Análisis de árbol de decisión para fundidoraIrving TorresPas encore d'évaluation
- U2 Act4Document5 pagesU2 Act4Misael NavaPas encore d'évaluation
- Grafico UDocument18 pagesGrafico Ugracielaq63% (8)
- DocumentoDocument8 pagesDocumentoJose Huerta DiazPas encore d'évaluation
- Diagrama ComoDocument2 pagesDiagrama ComoSayri Gabriel0% (1)
- Control estadístico de calidad. Resolución de problemas sobre las 7 herramientas básicasDocument14 pagesControl estadístico de calidad. Resolución de problemas sobre las 7 herramientas básicasjats_zPas encore d'évaluation
- Serie en EquipoDocument9 pagesSerie en EquipoAndrés RezaPas encore d'évaluation
- KildBrige & WesterDocument4 pagesKildBrige & WesterJair GarciaPas encore d'évaluation
- Propuesta para calculo de componentes de construcción industrialDocument11 pagesPropuesta para calculo de componentes de construcción industrialHumberto HerreraPas encore d'évaluation
- Ensayo Unidad Ii Gestiòn CostosDocument6 pagesEnsayo Unidad Ii Gestiòn CostosYuliPas encore d'évaluation
- CARTAS C Y UDocument8 pagesCARTAS C Y UleoaryPas encore d'évaluation
- Aplicación de Los Datos Estándar Estudio Del TrabajoDocument6 pagesAplicación de Los Datos Estándar Estudio Del TrabajoJorge Del AngelPas encore d'évaluation
- Sistema Q de inventario para compañía con costos de pedido y mantenimientoDocument2 pagesSistema Q de inventario para compañía con costos de pedido y mantenimientoDiego Ulises Rodriguez AlvarezPas encore d'évaluation
- Actividad en Clase 2.4 Promedio Móvil y Suavizamiento Exponencial Simple.Document7 pagesActividad en Clase 2.4 Promedio Móvil y Suavizamiento Exponencial Simple.CARLOS GUSTAVO LOPEZ MACHUCAPas encore d'évaluation
- Control Estadistico de La Calidad y SeisDocument156 pagesControl Estadistico de La Calidad y SeisKarla MontenegroPas encore d'évaluation
- Cartas de control y capacidad de procesosDocument15 pagesCartas de control y capacidad de procesosdrsalinassPas encore d'évaluation
- COSODocument23 pagesCOSOAdataliz CastilloPas encore d'évaluation
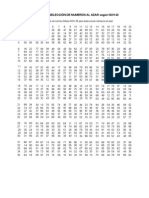
- 3) Anexo NCH 43 Seleccion de Numeros Al AzarDocument1 page3) Anexo NCH 43 Seleccion de Numeros Al AzarValentina Muñoz de la SottaPas encore d'évaluation
- 4) Formulario Cartas de ControlDocument5 pages4) Formulario Cartas de ControlValentina Muñoz de la SottaPas encore d'évaluation
- Tarea 7Document3 pagesTarea 7Valentina Muñoz de la SottaPas encore d'évaluation
- Dinamica Circular EjerciciosDocument10 pagesDinamica Circular EjerciciosValentina Muñoz de la Sotta0% (1)
- Capitulo01 Fuerza ElelectricaDocument8 pagesCapitulo01 Fuerza ElelectricaValentina Muñoz de la SottaPas encore d'évaluation
- Tabla de IntegralesDocument12 pagesTabla de IntegralesEdgar100% (22)
- Induccion MathsDocument4 pagesInduccion MathsValentina Muñoz de la SottaPas encore d'évaluation
- 9huqWoyQQqYJDGqf 5Af2IAo4KHkD7AOW-Remesa ProtegidaDocument2 pages9huqWoyQQqYJDGqf 5Af2IAo4KHkD7AOW-Remesa Protegidalizbethvazquezarellano137Pas encore d'évaluation
- ECONOMIADocument4 pagesECONOMIAPiero OsccoPas encore d'évaluation
- Manual de GerenciamientoDocument15 pagesManual de GerenciamientoJhon Hernández Pulgarín0% (1)
- Evaluacion Inspección de Contenedores 7 PuntosDocument1 pageEvaluacion Inspección de Contenedores 7 PuntosSebastián Pacheco PinedaPas encore d'évaluation
- Ejecucion de Pago ANGELES LANDAVERY MARIA DEL PILARDocument3 pagesEjecucion de Pago ANGELES LANDAVERY MARIA DEL PILARJuan Carlos Baca DelgadoPas encore d'évaluation
- Material de Profundización - M5.ReparaciónDocument5 pagesMaterial de Profundización - M5.ReparaciónNas AsPas encore d'évaluation
- Formulario N5 Liquidacion de Seguro Por Acto Quirurgico PDFDocument1 pageFormulario N5 Liquidacion de Seguro Por Acto Quirurgico PDFDenisse FigueroaPas encore d'évaluation
- Desactivar La Vista Protegida en Office (Excel, Word..Document2 pagesDesactivar La Vista Protegida en Office (Excel, Word..Daniel RospigliosiPas encore d'évaluation
- Presentaciones DigitalesDocument6 pagesPresentaciones Digitalesabrahamubaldoojeda100% (1)
- Fundación de Lima, Capital de PerúDocument32 pagesFundación de Lima, Capital de PerúVera Lucia ElePas encore d'évaluation
- S04.s1 - Principios Filosóficos y Valores Del D.ODocument13 pagesS04.s1 - Principios Filosóficos y Valores Del D.OAndrea Alexandra Pareja MamaniPas encore d'évaluation
- Acetileno LINDEGAS FDSDocument3 pagesAcetileno LINDEGAS FDSLenni Tatiana Corrales FernándezPas encore d'évaluation
- Estructura de Las CompensacionesDocument38 pagesEstructura de Las CompensacionesamandaPas encore d'évaluation
- Corredor de ValoresDocument2 pagesCorredor de ValoresDavid AmadorPas encore d'évaluation
- Convenio Sobre Transporte Internacional de Mercancias Total o Parcialmente MaritimoDocument20 pagesConvenio Sobre Transporte Internacional de Mercancias Total o Parcialmente MaritimoBryan CiguenzaPas encore d'évaluation
- Charla de Induccion de Seguridad Interna para Personal NuevoDocument21 pagesCharla de Induccion de Seguridad Interna para Personal NuevoJHORDAN ANDREY ENRIQUEZ RAMOSPas encore d'évaluation
- Diseño de Estructuras Hidráulicas - Máximo Villón BDocument201 pagesDiseño de Estructuras Hidráulicas - Máximo Villón BJou Aguinda PillaPas encore d'évaluation
- Ejercicios de Puertas LogicasDocument2 pagesEjercicios de Puertas LogicasDaniel LopezPas encore d'évaluation
- Fluke 744 Manual de UsuarioDocument138 pagesFluke 744 Manual de UsuarioJose Maria Canales100% (1)
- Region Ucayali-IndicadoresDocument6 pagesRegion Ucayali-IndicadoresArthur LudeñaPas encore d'évaluation
- Proyecto de Materiales Peligrosos PDFDocument10 pagesProyecto de Materiales Peligrosos PDFElisa EstradaPas encore d'évaluation
- Tres Programas Politicopedagogicos de Penetracion ComunitariaDocument9 pagesTres Programas Politicopedagogicos de Penetracion ComunitariaVeronica SolisPas encore d'évaluation
- FT Demand-DuoDocument6 pagesFT Demand-DuoJuan ArellanoPas encore d'évaluation
- Aprendizaje Basado en ProyectosDocument2 pagesAprendizaje Basado en ProyectosJackelineAliagaPas encore d'évaluation