Académique Documents
Professionnel Documents
Culture Documents
Dyeing CriticalSolutions
Transféré par
Prashant OzardekarTitre original
Copyright
Formats disponibles
Partager ce document
Partager ou intégrer le document
Avez-vous trouvé ce document utile ?
Ce contenu est-il inapproprié ?
Signaler ce documentDroits d'auteur :
Formats disponibles
Dyeing CriticalSolutions
Transféré par
Prashant OzardekarDroits d'auteur :
Formats disponibles
Abstract: Over the decades there have been several papers on the coloration of
cotton-based textiles. The number of articles dealing with the processing of cotton,
including preparation, dyeing, and finishing, may be in the thousands. An
investigation of the possible causes of problems occurring in the coloration of
textiles revealed that a comprehensive review of case studies and scientific
analysis would be a welcome addition to the already rich pool of knowledge in
this area.
Key words: Cotton, troubleshooting, pretreatment, dyeing, dyes, colorants.
1. INTRODUCTION
Cotton is the backbone of the worlds textile trade [1]. It has many qualities [2] and
countless end uses [3], which make it one of the most abundantly used textile fibres
in the world [4]. It is a seed hair of plant of genus Gossypium [5], the purest form of
cellulose found in nature. However, cotton is one of the most problematic fibres as far
as its general wet processing or dyeing is concerned. Quite frequently, the problems
in dyed cotton materials are not due to the actual dyeing process but due to some
latent defects introduced from previous production and processing stages. Often, the
root-cause(s) of a problem in the dyed material can be traced as far back as to the
cotton field. This monograph will address problems in the dyeing of cotton textile
materials in various forms. An overview of various textile operations for cotton will
be given in the beginning. Then, various key stages and factors involved in the
production of dyed cotton textile materials will be described in detail and problems
originating at each stage will be summarised.
1.1 Overview of Textile Operations for Cotton
The textile industry is comprised of a diverse, fragmented group of establishments
that receive and prepare fibres, transform fibres into yarn, convert the yarn into fabric
or related products, and dye and finish these materials at various stages of production.
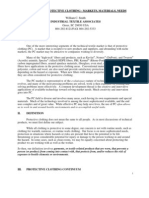
Figure 1 shows some of the general steps involved in manufacturing cotton textiles.
Textiles generally go through three to four stages of production that may include
yarn formation, fabric formation, wet processing and textile fabrication [6]. Textile
fibres are converted into yarn by grouping and twisting operations used to bind them
together [7]. Although most textile fibres are processed using spinning operations,
the processes leading to spinning vary depending on whether the fibres are natural or
manmade. Figure 2 shows the different steps used in cotton yarn formation. Some of
CRITICAL SOLUTIONS IN THE DYEING
OF COTTON TEXTILE MATERIALS
R. Shamey and T. Hussein
doi:10.1533/tepr.2005.0001
The Textile Institute
The Textile Institute
2 Textile Progress doi:10.1533/tepr.2005.0001
Fig. 1 General steps in manufacturing cotton textile goods.
Yarn
Formation
Fabric
Formation
Wet
Processing
Fabrication
Warping
Sizing
Weaving
Printing
Finished Goods Sewing
Cutting
Finishing
Dyeing
Preparation
Knitting
Spinning
Fibre Preparation
Raw Cotton
Fig. 2 General steps in yarn and fabric formation.
Raw Cotton
Cleaning
Blending
Carding
Combing
Drawing
Drafting
Spinning
Yarn
Knitting
(Weft or Warp)
Warping
Sizing
Weaving
Fabric
doi:10.1533/tepr.2005.0001 Critical Solutions in the Dyeing of Cotton 3
The Textile Institute
these steps may be optional, depending on the type of yarn and spinning equipment
used.
The major methods for fabric manufacture are weaving and knitting, although
recently nonwoven constructions have become more popular. Before weaving, warp
yarns are first wound on large spools, or cones, which are placed on a rack called a
creel. From the creel, warp yarns are wound on a beam wherefrom they are passed
through a process known as sizing or slashing. The size solution forms a coating that
protects the yarns against snagging or abrasion during weaving. Fabrics are formed
from weaving by interlacing one set of yarns with another set oriented crosswise. In
the weaving operation, the lengthwise yarns that form the basic structure of the fabric
are called the warp and the crosswise yarns are called the filling, also referred to as
the weft [8, 9]. Knitted fabrics may be constructed by using hooked needles to
interlock one or more sets of yarns through a set of loops. The loops may be either
loosely or closely constructed, depending on the purpose of the fabric. Knitting is
performed using either weft or warp knitting processes [10].
Woven and knitted fabrics cannot usually be processed into apparel and other
finished goods until the fabrics have passed through several water-intensive wet
processing stages. Wet processing enhances the appearance, durability and serviceability
of fabrics by converting undyed and unfinished goods, known as grey or greige
goods, into finished consumers goods. Various stages of wet processing, shown in
Fig. 3, involve treating greige goods with chemical baths and often additional washing,
rinsing and drying steps [11]. Some of these stages may be optional, depending on
the style of fabric being manufactured or whether the material being wet-processed
is a yarn, or a knitted or woven fabric.
Some of the key steps in the treatment of cotton material include singeing, desizing,
scouring, bleaching, mercerizing, as well as dyeing and finishing.
Fig. 3 General steps in wet processing.
Finished
Fabric
Mechanical
Finishing
Chemical
Finishing
Printing Dyeing
Mercerising
Bleaching
Scouring
Desizing
Singeing
The Textile Institute
4 Textile Progress doi:10.1533/tepr.2005.0001
Singeing is a dry process that removes fibres protruding from yarns or fabrics.
Desizing is a wet process that removes the sizing material applied to the warp yarns
before weaving. Scouring is a cleaning process that removes impurities from fibres,
yarns or cloth through washing, usually with alkaline solutions. Bleaching is a chemical
process that decolourizes coloured impurities that are not removed by scouring and
prepares the cloth for further finishing processes such as dyeing or printing.
Mercerization is a chemical process to increase dyeability, lustre and appearance.
Dyeing operations are used at various stages of production to add colour to textiles
and increase product value. Dyeing can be performed using batch or continuous
processes. Common methods of batch or exhaust dyeing include package, beam,
beck, winch, jet and jig processing. Continuous dyeing processes typically consist of
dye application, dye fixation with chemicals or heat, and washing. Dyeing processes
may take place at any of several stages of the manufacturing process (fibres, yarn,
piece-dyeing). Stock dyeing is used to dye fibres; yarn dyeing is used to dye yarn;
and piece/fabric dyeing is done after the yarn has been constructed into fabric. Printing
is a localized or patternised coloration of the fabrics. Fabrics are printed with colour
and patterns using a variety of techniques and machine types. Finishing encompasses
chemical or mechanical treatments performed on fibre, yarn or fabric to improve
appearance, texture, or performance.
2. PROBLEMS ORIGINATING FROM COTTON FIBRE
2.1 Problems Caused by Immature and/or Dead Cotton
Although it a common practice to use the terms dead and immature interchangeably,
it is useful to use these terms to indicate two different levels of maturity in cotton
fibres. The normal mature cotton fibre is bean-shaped in cross-section and has a thick
cell-wall. The other extreme, dead cotton, has virtually no cell-wall thickness. The
intermediate range between mature and dead is classified as immature. The immature
(sometimes called thin-walled) fibre does have some secondary wall thickening. The
thinner wall of the immature fibre lacks the rigidity of mature cotton. This increased
flexibility of immature or dead fibres makes them prone to be mechanically knotted
into a clump during ginning, lint cleaning and carding. These neps or clusters of
fibres may resist dye and appear as white specks in the dyed material [1216].
The distinction between dead and immature fibres is very important. Both dye
lighter than fully mature fibres but only immature fibres respond to mercerization or
any other swelling treatment. In contrast, dead fibres lack the ability to accept some
dye even if pre-treated with a swelling agent.
The white or light-coloured specks caused by immature/dead fibres may be of one
of the following three types. The first type of the defect occurs when a surface knot
of entangled immature fibres is flattened during processing and takes on a glazed,
shiny appearance. The knot then becomes a small, reflective mirror on the surface of
the dyed material. Its greater reflectance makes the knot appear lighter at some
viewing angles than the surrounding area although it has actually been dyed to the
same depth. The second type occurs when the fabric is poorly penetrated during
dyeing. Since the clumps of immature fibres are often loosely attached to the material,
they can be moved or knocked loose during subsequent processes. If the clump, or
doi:10.1533/tepr.2005.0001 Critical Solutions in the Dyeing of Cotton 5
The Textile Institute
the yarn behind it, is not properly penetrated during dyeing, a light spot will be seen
when the clump changes its position. The third type is the classic case of the clump
of immature or dead fibres not dyeing to the same depth as the surrounding material.
The coverage of immature cotton depends upon the following factors:
Fibre preparation: There are several stages in the fibre preparation where an
attempt can be made to decrease the amount of neps of the immature and/or dead
fibres that are usually clumped together [17]. It is important to try to remove these
clumps prior to the carding process. Once past the main cylinder of the card, the
clumped fibres go into the subsequently formed yarn and the fabric.
Preparation sequence: The preparation sequence has little, if any, impact on the
coverage of immature cotton. Only pre-treatments that swell the cell wall, giving
it greater thickness, are effective in improving the dyeability of immature cotton.
Swelling pre-treatment: Treatment with swelling agents at optimum concentration
(e.g. caustic soda with a 14% or greater concentration) is effective in swelling the
secondary wall of immature cotton, and improving its dyeing affinity. On the other
hand, dead cotton lacks the necessary cell-wall thickness to be effectively treated
by any type of swelling pre-treatment system.
Dye selection: Dyes vary widely in their ability to effectively eliminate the white
or off-shade specks. It is recommended that dye suppliers be consulted for data on
the immature cotton coverage capabilities of specific dyes. Since caustic pre-
treatment is ineffective in eliminating white or off-shade specks caused by dead
cotton, dye selection is the best alternative in this case. Although the exact mechanisms
are unknown, one theory is that dyes that cover dead cotton are those which do not
penetrate into the cellulose of the fibre (the core) but are deposited mainly in the
outside layer. This gives the dead fibre a coloured skin.
After-treatments: Swelling treatments such as mercerization or ammonia treatment
may be effective after dyeing, as well as before, if the problem is the presence of
reflective surfaces and not a genuine difference in dye uptake by the immature
cotton. However, such a procedure is justified only in extreme cases, as there is an
inevitable change of shade even when the fabric is dyed with dyes that are resistant
to strong alkalis.
2.2 Problems Caused by Dyeability Variation in Cotton
The results of research [18] confirm the dyeability variations in cotton obtained from
different sources. It has been suggested that the substrate should be obtained from a
single source, wherever possible, in order to keep the dyeability variations to a
minimum. Since some dyestuffs are more sensitive to dyeability variations than
others; those dyes should be selected for dyeing which are less sensitive to dyeability
variation.
2.3 Problems Caused by Contaminants in Cotton
While cotton fibre may be as much as 96 % cellulose, there are other components
present which must be removed in preparation for a successful dyeing. Table 1 gives
a summary of naturally occurring impurities in cotton [19].
The level of contamination in cotton is affected by: geology of cultivation area;
soil constitution; weather conditions during the maturing period; cultivation techniques;
The Textile Institute
6 Textile Progress doi:10.1533/tepr.2005.0001
chemicals, pesticides and fertilizers; as well as harvesting techniques [20]. For the
dyer, the elements that pose the greatest threat are alkaline earth and heavy metal
contaminants such as calcium, magnesium, manganese, and iron. Depending on its
origin, raw cotton can exhibit widely different contents of alkaline earth and heavy
metal ions. Table 2 gives an example of the metal content of cotton having different
origins [21].
Table 1 Typical Composition of Raw Cotton
Component Proportion (%)
Cellulose 88.096.0
Pectins 0.71.2
Wax 0.41.0
Proteins 1.11.9
Ash 0.71.6
Other organic compounds 0.51.0
Table 2 Metal Content of Cotton of Different Origins
Origin of Cotton
Metal Content (mg/kg)
Ca Mg Fe Cu Mn
Brazil Assai Piranha 3147 1156 680 6 30
Brazil Sao Paulo 845 555 46 6 11
Peru 700 440 13 < 1 < 1
USA Texas 810 365 75 < 1 < 1
USA California 600 540 40 < 1 < 1
Egypt Makko 640 452 11 < 1 < 1
Levels of fats, oils and waxes present in cotton can be reduced to acceptable limits by
the action of alkali and surface-active products. In extreme cases, the use of solvent
and surface active mixtures may be necessary [22]. Pectins and the related substances
can be rendered soluble by the action of alkali, usually caustic soda, which also acts
as a swelling agent. Amino acids are also rendered soluble in the presence of alkali
by producing the corresponding sodium salts. Metals, however, cannot be adequately
removed by conventional alkaline processes since, in an alkaline medium, sequestering
agents cannot quantitatively separate the minerals of a complex structure containing
heavy metals. Moreover, in the alkaline pH region, cellulose swells rapidly and
strongly, thus impairing the transport of crystalline minerals from the core to the
periphery of the fibre. Demineralisation with organic or inorganic acid is more effective
as compared to the alkaline treatment process. However, regardless of the efficacy of
an acid treatment, the use of organic or inorganic acids for the demineralisation of
cellulosic fibres involves a number of disadvantages such as corrosion of machine
parts, difficulties in handling, and risk of fibre damage with strong inorganic acids,
while organic acids give lower demineralisation and are more volatile.
Speciality products based upon strongly acidic sequestering agents or a mixture of
sequestering agents with organic buffer systems are recently being used for
demineralisation of cotton. These products offer numerous advantages over conventional
doi:10.1533/tepr.2005.0001 Critical Solutions in the Dyeing of Cotton 7
The Textile Institute
acids such as hydrochloric acid or sulphuric acid. Some of the advantages are given
as follows:
No corrosion
No steam volatility
No unpleasant odour
Prevention of dissolved metal ions from re-precipitating
Synergy with surfactants, improving the washing effect, dispersion power and
soil suspension capacity
Lower ash content
Improved degree of whiteness
No fibre damage
However, with such an intensive demineralisation treatment, care must be taken that
magnesium ions are added in subsequent peroxide bleaches, in order to avoid fibre
damage in the bleach owing to insufficient stabilisation of hydrogen peroxide [23].
2.4 Effect of Cotton Colour Grade on the Colour Yield of Dyed Goods
The difference in the colour yield of cotton of different original colour grades, when
dyed after scouring and bleaching, is so small as to be explicable by experimental
variation [24].
A summary of dyeing problems originating from cotton fibre is given in Appendix
A.
3. PROBLEMS ORIGINATING IN YARN FORMATION
As much as 25 percent of the faults responsible for downgrading cotton finished
garments may be attributed to yarn [25]. The key yarn parameters are as follows:
Yarn count
Twist per inch
Twist direction
Strength
Type (open-end or ring-spun, combed or carded)
Elongation at break
Moisture content
Hairiness/pilling characteristics
Uniformity/variation
Impurities/foreign matter
Composition
Single or ply
Colour/shade
Dyeability
Classimat majors [26]
Some common types of faults present in yarn are as follows:
Neps
Long thick places
Short thick places
The Textile Institute
8 Textile Progress doi:10.1533/tepr.2005.0001
Thin places
Weak places
Count variation
Hairiness
Dyeability variations [2730]
The main causes of the dyeability variations in yarn are:
Immature fibres
Dead fibres
Vegetable matter or other foreign matter
Wrong twist
Bad splice
Neps
Count variations
4. PROBLEMS ORIGINATING IN YARN WINDING FOR
PACKAGE DYEING
The success of package dyeing, in terms of both levelness and yarn quality, is greatly
influenced by the degree of care taken in the preparation of the yarn packages [31].
It is often said that Well wound is half dyed [32]. The standard of winding affects
the quality of dyed yarn to a great extent. A well wound package not only increases
the chances of level dyeing but it also minimises the risk of many other dyeing
problems [33].
The most important winding parameters are as follows:
Winding system or type of winding
Winding angle or package traverse
The dye tube
Winding ratio, i.e. the ratio of the inside tube diameter to the outside package
diameter [34, 35]
Package density [3638]
Package type or concentricity
There are three types of winding in common use: wild or random winding; precision
winding; and digital step winding. A comparison of the three different types is given
in Table 3. The winding angle or package traverse depends upon the type of winding
Table 3 Comparison of Different Winding Systems
Wild Random Winding Precision Cross Winding Digital or Step Winders
Stable package Fragile packagemust be Stable package
handled with care
Constant winding density Density varies from Uniform homogeneous density
inside to out
Areas of ribboning are No ribboning No ribboning
possible
Liquor flow characteristics Good liquor flow Good liquor flow characteristics
are not optimum characteristics
doi:10.1533/tepr.2005.0001 Critical Solutions in the Dyeing of Cotton 9
The Textile Institute
system used. The winding angle remains the same in random winding. In precision
winding there is a decreasing winding angle, and in digital step winding each layer
has a slightly different angle from the previous one.
An important consideration in any package dyeing operation is the type of carrier
on which the yarn package is wound. A wide range of designs and materials has been
used as support media (dye tubes) for packages. Rockets, cones, springs, plastic
tubes and non-woven fabric centres have all found favour in certain regards. Each
system has its advantages and disadvantages. Ultimately, the decision lies with the
individual users based on the particular requirements of their businesses and the
circumstances in use [39].
The use of large diameter tubes is said to offer improved quality at no reduction
in productivity. Since the larger tube can hold an equivalent amount of yarn with less
yarn thickness, lower flow and reduced pressure create less yarn disturbance and
deliver a high quality product [40, 41].
Winding density is one of the most important package characteristics that affect
the quality of the dyed package [4246]. Package density highly influences the flow
of dye liquor through the package and the exchange between dye liquor and the yarn.
As a result, density significantly affects the depth of shade and levelness of dyed
yarn. Uniform package density is essential to producing a perfect dyeing. Fluctuations
in winding density of 3% are regarded as very low, whereas differences of 5% to
8% are considered to be within the normal range [47]. If the package is too soft,
channelling of the dye liquor will result and ballooning may occur. Soft packages
also tend to have excessive yarn shifts when the dye liquor is forced through the
package, making subsequent operations, such as back-winding, more difficult because
the yarn tangles. If the package is too hard or dense, liquor circulation will be
restricted through the package and cause un-dyed spots where yarns cross over one
another. Higher winding densities within the area adjacent to the dyeing tube may
inhibit uniform dyeing conditions in all sectors of the yarn bobbin [48]. The higher
the compactness of the package, the lower is the liquor throughput [49]. The ideal
package is of uniform density throughout. It should be of sufficiently open construction
to permit dye liquor to flow freely, yet dense enough to prevent channelling of the
liquor through more accessible places.
In addition to levelness, package density also affects the shade depth. The inner
zone density influences the shade depth the most, and the outer zone the least.
Increasing the inner zone density decreases shade depth in all areas of the package.
Increasing the middle zone density increases shade depth in both the inner and the
middle zone, but decreases the outer zone shade depth. Increasing the outer zone
density increases the outer zone shade depth and decreases the inner zone shade
depth. Package density affects the inner zone shade depth the most and the outer zone
shade depth the least. To ensure the shade levelness among packages, the same
density profile should be used for all the packages. The influence of density profiles
on the levelness and the shade depth is eventually due to their effect on liquor flow
between and through the yarns. This indicates that the control of the dye liquor flow
is the most important factor in the success of package dyeing. The factors affecting
the density of the package, when surface winding, are different from those that
govern it in precision winding. The yarn supply and its position, speed of winding,
The Textile Institute
10 Textile Progress doi:10.1533/tepr.2005.0001
winding tension, and the pressure of the package on the winding drum all play an
important role in the build-up of the package, and various devices are available for
adjusting their effects in order to increase the possibility of producing packages that
are regular and even in density [50].
The shape of the package also has some influence on the pattern of the liquor flow.
Cheese-shaped packages of regular construction are shown to be ideally suited to
uniform liquor flow. Cones have certain disadvantages as compared to cylindrical
cheeses [51]. Parallel-sided packages are preferred on technical grounds, particularly
with regard to levelness [52]. In the case of cones, it has been found that at the centre
of the package the density is greater and more irregular than in the outer layers. In
contrast, the distribution of pressure in cheeses is more uniform. As the liquor flows
through the cones, an impact pressure builds up in the interior of the package, causing
the ends of the cones to bulge. The result is that the liquor cannot penetrate these
areas properly. Moreover, residual dyestuff is deposited in the area around the spacers,
as is sand and other suspended matter.
According to the maximum flow rate that can be achieved during the dyeing
process, there are three types of yarn package properties [53]: dyeable at low flow
rate, dyeable at medium flow rate and dyeable at high flow rate. Each type of package
has a particular flow-rate limit, above which it is not possible to work without
causing deformation, water channels and consequently all the associated defects.
Other factors that contribute to proper winding are as follows:
Supply package quality
Yarn delivery
Tensioning device
Winding speed
Soft edges
Package build
Package holder pressure control
Number of packages per spindle
A summary of problems caused by poor package winding is given in Appendix B.
5. PROBLEMS ORIGINATING IN FABRIC FORMATION
Woven fabrics are produced by interlacing a group of warp and weft threads. Defects
in woven fabrics can be broadly grouped as yarn defects and process defects. Process
defects originate from the processes involved. Based on the processes, the defects in
the woven fabrics may be attributable to spinning, winding, warping, sizing, drawing-
in, pirn winding, loom-setting and handling [54]. The identification [55], definitions
[56], and images of defects [57] in woven fabrics and methods for their numerical
designation [58] are given in the respective references. Major problems that become
more apparent after dyeing but may be attributable to weaving include:
Variation in the warp density of the cloth (wrong draw, missing end, double end)
Selvedges thicker than the centre of the fabric
Variation in size application on warp yarns
Variation in drying of warp yarn after sizing
Variation in warp tension during weaving
doi:10.1533/tepr.2005.0001 Critical Solutions in the Dyeing of Cotton 11
The Textile Institute
Variation in weft density (missing pick, double pick)
Variation in warp or weft yarns with respect to twist, twist direction, count,
hairiness, colour, tensile properties, fibre composition and/or spinning batch
Fly or foreign matter or fibre woven into the fabric
Knitting is a process of making cloth with a single yarn or set of yarns moving in only
one direction, instead of two sets of yarns crossing each other, as in weaving. There
are two basic categories of knitting: Warp knitting and weft knitting. Warp knitting
works with multiple yarns running vertically and parallel to each other. The fabric is
constructed by manipulating these warp yarns simultaneously into loops which are
interconnected, e.g. Tricot, Raschel, Milanese, etc. Weft knitting works with one yarn
at a time running in a horizontal direction. The fabric is constructed by manipulating
the needle to form loops in horizontal courses built on top of each other, e.g. Circular,
Flat, Hosiery, etc. The largest proportion of knitted fabrics used today is weft knits
[10]. The faults in knitted fabrics can be categorized into those caused by yarn, those
in the course or length direction and those due to, or apparently due to dyeing [59,
60]. Major problems that become more apparent after dyeing but may be attributable
to knitting include [6165]:
Variation in course length (a course is a row of loops across the width of a
knitted fabric)
Variation in yarn with respect to count, twist, twist direction, hairiness, colour,
tensile properties, fibre composition, lubrication and/or spinning batch
Variation in wale density (a wale is a column of loops along the length of a
knitted fabric; wale density is the number of loops per unit length measured
along a course)
Vertical lines of distorted loops, of tuck stitches, or of cut stitches
Fly or foreign matter knitted into the fabric
6. PROBLEMS CAUSED BY POOR WATER QUALITY
The use of water in textile dyeing and finishing is ubiquitous, and the role of water
in such processes is manifold [66]. Although it is difficult to state definitive water
demand for various processes, the raw material used in the greatest quantity in
virtually every stage of textile wet processing is water [67]. The quality of textiles
produced by any manufacturing operation which employs wet processes, such as
preparation, dyeing and finishing, is profoundly affected by the water quality [68].
Various textile processes are influenced in different ways by the presence of impurities
in the water supply and there are several major water use categories to be considered
including water for processing, potable purposes, utilities, and laboratory use. Each
requires different water-quality parameters. Process water (for preparation, dyeing,
and finishing) is to be mainly used for making concentrated bulk chemical stock
solutions, substrate treatment solutions, and washing. Potable water is for drinking
and food preparation. Utility use includes non-contact uses such as boiler use, equipment
cleaning etc.
Water from almost all supply sources contains impurities to some extent. The type
and amount of impurities depend upon the type of water source. The most common
impurities that may be present in water are as follows:
The Textile Institute
12 Textile Progress doi:10.1533/tepr.2005.0001
Calcium and magnesium (hardness)
Heavy metals, such as iron, copper, and manganese
Aluminium
Chlorine
Miscellaneous anions (sulphide, fluoride, etc.)
Sediments, clay, suspended matter
Acidity, alkalinity, and buffers
Oil and grease
Dissolved solids
Contaminants from the water source are not the only ones found in textile water
supplies. There are major internal contributions, too. Common sources of internal
contamination are as follows:
Clear well (used for water storage)
Greige goods or other substrate
Plumbing, valves, etc.
Machinery
Prior processes in the case of water reuse
There are many quick qualitative tests for detection of trace quantities of ions and
elements in water. There are also quantitative tests for determining the exact
concentration of cations such as calcium, magnesium, iron, copper, and manganese
in water. A description of quick spot tests for commonly occurring contaminants is
given by Smith and Rucker [68]. Analytical methods for water testing are given by
Thompson [69].
Water contaminants, especially metals, can have a substantial effect on many
textile wet processes. The effects are not always adverse but even when a process is
enhanced by water impurities, it is not desirable to have variance in processes and
product quality due to water quality changes. Such variations in the quality of water
make process and machinery optimisation and control difficult [70].
6.1 Problems in the Textile Laboratory
It is a common practice in some mills to use potable water for the laboratory supply
while using non-potable water for production processing. Since potable water is
usually chlorinated, it can alter the shade of dyeings and contributes to poor lab-to-
bulk reproducibility. Moreover, most work in analytical laboratories is done with
distilled and/or deionized water. However, many situations arising in textile wet
processing laboratories will require the use of process water in order to correlate well
with production. The laboratory technician must be able to realize when to use
process water and when to use distilled or deionized water.
6.2 Problems in Preparation Processes
Metallic ions in water can have a dramatic effect by either enhancing or inhibiting the
action of many preparation processes. All of the wet preparation processes are affected
in some way by metallic ion contaminants in water.
In enzymatic desizing, the metallic ions may cause inactivation of the enzymes,
resulting in poor size removal.
doi:10.1533/tepr.2005.0001 Critical Solutions in the Dyeing of Cotton 13
The Textile Institute
In scouring processes, calcium and magnesium ions (water hardness) cause the
most problems. These ions will precipitate soaps, forming a sticky insoluble substance
which deposits on the substrate. Such deposits impair the fabric handle, cause resist
in dyeing, attract soil to the material and cause inconsistent absorbency in subsequent
processes. Although most synthetic detergents used in scouring today do not precipitate
in the presence of calcium and magnesium ions, the fatty acid hydrolysis products
formed by the saponification of natural waxes, fats, and oils in the fibres will precipitate.
The formation of complexes with alkaline and alkaline earth salts drastically reduces
the solubility and the rate of dissolution of surfactants, thus impairing the wash
removal ability of the surfactants [71]. It is, therefore, imperative to use soft water in
the scouring process.
Bleaching with hydrogen peroxide is greatly affected, even by trace quantities of
metal ions in the water. The transition metal ions such as iron, copper, manganese,
zinc, nickel, cobalt and chromium catalyze decomposition of hydrogen peroxide
[72]. The decomposition is so rapid that it frequently occurs before any significant
bleaching can occur. In addition, the decomposition products attack cotton fibres
leading to their degradation. Bleaching baths containing these ions will therefore
lead to reduction in whiteness and high loss in fibre strength, as well as an increase
in fluidity. The alkaline earth metal (magnesium), on the other hand, produces beneficial
effects when present in peroxide bleaching solutions. These ions increase the stability
of hydrogen peroxide under alkaline bleaching conditions, and as a result increased
whiteness and less fibre degradation is obtained. Electrolytes of other metals may
have a harmful effect [73].
6.3 Problems in Dyeing Processes
The most commonly observed dyeing problems caused by poor water quality include
inconsistent shade, blotchy dyeing, filtering, spots, resists, poor washing off, and
poor fastness [74]. Inconsistent shade can be caused by chlorine contamination of the
process water or iron, copper and other metals. The action of copper on the dyestuff
can be prevented by a suitable complexing agent but not the action of iron. For iron,
purification of water prior to dyeing is recommended. Chelating agents are frequently
used in an attempt to eliminate the undesirable effect of these metals in process water,
but in many cases, the chelate itself may cause unpredictable effects such as shade
changes. The best strategy is to remove the metal from water before using it in
processing.
The presence of calcium and magnesium ions in the process water can cause
inconsistent and uneven washing-off of unfixed dyes, leading to blotches, and/or
inconsistent shade. Hexametaphosphates are effective sequestering agents for removing
these ions and are generally safe in the sense that they do not cause other undesirable
effects such as shade variations.
Blotchy dyeing can result from acidity or alkalinity in the water, depending upon
the application class of dyes. Even when the pH is neutral, water (and substrate) may
contain substantial alkalinity. This can have effects on exhaustion, levelling and
fixation of dyes. Similar types of defects can result from the residual chemicals,
especially alum (aluminium) in water.
Filtering in package dyeing, resists and spots can result from sediments, alum or
The Textile Institute
14 Textile Progress doi:10.1533/tepr.2005.0001
other residual flocking agents left over from water treatment, from organic contaminants,
from metal hydroxides (copper and iron), or from fatty acid/hardness metal complexes.
Generally, the stiffness of textile material dried after rinsing is greater, the higher the
solids content of the rinsing water [75].
In order to avoid the problems outlined above, water for textile processing has to
meet fairly stringent demands [76, 77]. The main requirements are as follows:
Freedom from suspended solids and from substances that can give staining in
processing
No great excess of acid or alkali
Freedom from substances affecting the textile processes, such as iron, manganese,
Calcium or magnesium salts, and heavy metals
Non-corrosiveness to tanks and pipelines, and
Freedom from substances that give rise to foaming or unpleasant odour
Table 4 gives a summary of the requirements that the processing water has to meet
[32].
Table 4 Dyehouse Water Standard
Characteristic Permissible Limit
Colour Colourless
Smell Odourless
pH value Neutral pH 78
Water hardness < 5 dH (6.25eH; 8.95fH; 5.2 USA)
Dissolved solids < 1 mg/l
Solid deposits < 50 mg/l
Organic substances < 20 mg/l (KMnO
4
consumption)
Inorganic salts < 500 mg/l
Iron (Fe) < 0.1 mg/l
Manganese (Mn) < 0.02 mg/l
Copper (Cu) < 0.005 mg/l
Nitrate ( NO
3
1
) < 50 mg/l
Nitrite ( NO
2
1
) < 5 mg/l
Table 5 gives the limits of impurities acceptable in water for steam boilers.
Table 5 Steam Boiler Feed Water Standard
Characteristic Acceptable Limit
Appearance Clear, without residues
Residual hardness < 0.05 dH
Oxygen < 0.02 mg/l
Temporary CO
2
0 mg/l
Permanent CO
2
< 25 mg/l
Iron < 0.05 mg/l
Copper < 0.01 mg/l
pH (at 25 C) > 9
Conductivity (at 25 C) < 2500 S/cm
Phosphate (PO
4
) 45 mg/l
Boiler feed water temperature > 90 C
doi:10.1533/tepr.2005.0001 Critical Solutions in the Dyeing of Cotton 15
The Textile Institute
Various measures and treatments may be employed in order to remove impurities
from water and to avoid problems in textile processing [76, 78], such as follows:
Sedimentation and filtration treatments
Softening treatments [such as cold lime-soda-softening or Zeolite softening]
Reverse osmosis [79]
The use of sequestering agents [8083]
A summary of problems caused by poor water quality is given in Appendix C.
7. PROBLEMS IN SINGEING
Textiles are singed in order to improve their surface appearance and wearing properties
[84]. The burning-off of protruding fibre-ends which are not firmly bound in the
yarn, results in a clean surface which allows the structure of the fabric to be clearly
seen. Unsinged fabrics soil more easily than singed fabrics. The risk of cloudy dyeings
(a defect consisting of random, faintly defined uneven dyeing) with singed piece-
dyed articles in dark shades is considerably reduced, as randomly protruding fibres
cause a diffused reflection of light. Although cotton textile materials can be singed in
yarn [85], and knitted [8688] as well as woven forms [84], singeing of woven
fabrics is much more common as compared to other forms. Two main methods of
singeing are direct flame singeing and indirect flame singeing [89].
There are singeing faults that are optically demonstrable and are quite easily
remedied during the actual working process. On the other hand there are singeing
faults that are not visible until after dyeing and that can no longer be repaired once
they have occurred.
A summary of problems in the singeing of woven fabrics is given in Appendix D.
8. PROBLEMS IN DESIZING
Sizing has been considered as an invention of the devil by some dyers and finishers
because it is the main source of many processing problems [90, 91]. Warp yarns are
coated with sizing agents prior to weaving in order to reduce their frictional properties,
decrease yarn breakages on the loom and improve weaving productivity by increasing
weft insertion speeds. The sizing agents are macromolecular, film-forming and fibre
bonding substances, which can be divided into two main types [92]: natural sizing
agents which include native and degraded starch and starch derivatives, cellulose
derivatives and protein sizes; and synthetic sizes which include polyvinyl alcohols,
polyacrylates and styrenemaleic acid copolymers. Starch-based sizing agents are
most commonly used for cotton yarns because of being economical and capable of
giving satisfactory weaving performance. Other products are also used, either alone
or in combination with starch sizes, when the higher cost can be off-set by improved
weaving efficiency. Some auxiliaries are also used in sizing for various functions and
include softening agents, lubricating agents, wetting agents, moistening agents, size
degrading agents, and fungicides. The desizing procedure depends on the type of
size. It is therefore necessary to know what type of size is on the fabric before
desizing. This can easily be determined by appropriate spot tests [93].
The sizing material present on warp yarns can act as a resist towards dyes and
chemicals in textile wet processing. It must therefore be removed before any subsequent
The Textile Institute
16 Textile Progress doi:10.1533/tepr.2005.0001
wet processing of the fabric. The factors on which the efficiency of size removal
depends are as follows:
Viscosity of the size in solution
Ease of dissolution of the size film on the yarn
Amount of size applied
Nature and the amount of the plasticizers
Fabric construction
Method of desizing
Method of washing-off
Different methods of desizing are [94, 95]:
Enzymatic desizing
Oxidative desizing
Acid steeping
Rot steeping (use of bacteria)
Desizing with hot caustic soda treatment
Hot washing with detergents
The most commonly used methods for cotton are enzymatic desizing [9698] and
oxidative desizing [99101]. Acid steeping is a risky process and may result in the
degradation of cotton cellulose while rot steeping, hot caustic soda treatment and hot
washing with detergents are less efficient for the removal of the starch sizes.
Enzymatic desizing consists of three main steps: application of the enzyme, digestion
of the starch and removal of the digestion products. The common components of an
enzymatic desizing bath are as follows:
Amylase enzyme
pH stabiliser
Chelating agent
Salt
Surfactant
Optical brightener
The enzymes are only active within a specific range of pH, which must be maintained
by a suitable pH stabiliser. Chelating agents used to sequester calcium or combine
heavy metals may be injurious to the enzymes and must be tested before use. Certain
salts may be used to enhance the temperature stability of enzymes. Surfactants may
be used to improve the wettability of the fabric and improve the size removal. Generally,
non-ionic surfactants are suitable but it is always recommended to test the compatibility
of surfactants before use. Some brighteners may also be incorporated in the desizing
bath which may be carried through the end of the pre-treatment, resulting in improved
brightness but again, their compatibility must be ascertained before use. Enzymatic
desizing offers the following advantages [102]:
No damage to the fibre
No usage of aggressive chemicals
Wide variety of application processes
High biodegradability
doi:10.1533/tepr.2005.0001 Critical Solutions in the Dyeing of Cotton 17
The Textile Institute
Some disadvantages of enzymatic desizing include lower additional cleaning effect
towards other impurities, no effect on certain starches (e.g. tapioca starch) and possible
loss of effectiveness through enzyme poisons.
Oxidative desizing [103] can be effected by hydrogen peroxide [104, 105], chlorites,
hypochlorites, bromites, perborates or persulphates. Two important oxidative desizing
processes are [106]: the cold pad-batch process based on hydrogen peroxide with or
without the addition of persulphate; and the oxidative pad-steam alkaline cracking
process with hydrogen peroxide or persulphate. The advantages offered by oxidative
desizing are supplementary cleaning effect, effectiveness for tapioca starches and no
loss in effectiveness due to enzyme poisons. Some disadvantages include the possibility
of fibre attack, use of aggressive chemicals and less variety of application methods.
After desizing, the fabric should be systematically analyzed to determine the
uniformity and thoroughness of the treatment. It is first weighed to determine the
percent size removed. The results are compared with a sample known to have been
desized well in the lab. If the size is not adequately removed then either the treatment
or washing have not been thorough. Iodine spot tests are then conducted on the fabric
[107109]. The fabric is not spotted randomly but from side-centre-side at different
points along the length of the fabric. The results of this evaluation give some idea of
the causes of any inadequate treatment.
Some of the most common problems in enzymatic desizing and their possible
causes are given in Appendix E.
9. PROBLEMS IN SCOURING
Various aspects of cotton fabric preparation have been presented by Rosch [110118]
and Sebb [119124]. An important, if not the most important, operation in the pre-
treatment of cotton is the scouring or alkaline boil-off process. The purpose of alkaline
boil-off and the ensuing washing stage is to perform extensive fibre-cleaning by
ensuring a high degree of extraction of pectins, lignins, waxes and grease, proteins,
alkaline earth metals (Ca and Mg), heavy metals (iron, manganese and copper), low
molecular weight cellulose fragments, dirt and dust; and softening of husks. The
result is an increased responsiveness of cotton to subsequent processing [125]. The
process removes water insoluble materials such as oils, fats, and waxes from the
textile material. These impurities coat fibres and inhibit rapid wetting, absorbency
and absorption of dyes and chemical solutions. Oils and fats are removed by
saponification with hot sodium hydroxide solution. The process breaks the compounds
down into water-soluble glycerols and soaps. Unsaponifiable material such as waxes
and dirt are removed by emulsification. This requires the use of surfactants to disperse
the water-insoluble material into fine droplets or particles in the aqueous medium.
Both of these processes (saponification and emulsification) take place in a typical
scouring process. In addition, the scouring process softens and swells the motes to
facilitate their destruction during bleaching. Depending on the amount of impurities and
the reaction and wash conditions, the loss in weight of the raw cotton material due to
boil-off can reach up to seven percent or even higher in case of high-impurity cotton.
The important parameters of the scouring process are as follows:
Concentration of caustic soda
Type and concentration of auxiliaries
The Textile Institute
18 Textile Progress doi:10.1533/tepr.2005.0001
Treatment temperature
Reaction time
The higher the caustic soda concentration, the shorter can be the dwell time. In other
words, the shorter the dwell time, the higher the concentration required. The caustic
soda concentration normally employed neither affects the ash content nor the average
degree of polymerisation [DP] of cotton. Too high a concentration (e.g. > 8% o.w.f)
may result in a reduction in DP as well as yellowing of the cotton fibre. The higher
the concentration, the greater will be the fat removal. Due to the high degree of fat
removal, the absorbency will also increase but there may be harshness in the handle
of the material.
Two important auxiliaries used in scouring are chelating agents and surfactants.
Other auxiliaries that may sometimes be employed include antifoaming and anti-
creasing agents. Chelating agents are used to eliminate water hardness and heavy
metals, such as iron and copper which can affect the scouring process. These agents
bind polyvalent cations such as calcium and magnesium in water and in fibres, thus
preventing the precipitation of soaps. If polyvalent ions are present, insoluble soaps
may form, settle on the fabric and produce resist spots. There are four major types of
sequestering agents to choose from: inorganic polyphosphates, aminocarboxylic acids,
organophosphonic acids, and hydroxycarboxylic acids. The inorganic polyphosphates
such as sodium tripolyphosphate and sodium hexametaphosphate are probably the
best overall in that in addition to sequestering most metals they also aid in cleansing
the fibres. They may, however, hydrolyze at high temperature and loose their
effectiveness.
The aminocarboxylic acid types such as ethylenediaminetetraacetic acid (EDTA)
are very good in that they sequester most metal ions and are very stable under
alkaline conditions. They are the most used types. The organophosphonic acid types
such as ethylenediaminetetra (methylene phosphonic acid) are also very effective but
comparatively expensive. Oxalates and hydroxycarboxylic acids (citrates, etc.) are
excellent for sequestering iron but not effective for calcium and magnesium.
In order to quickly and effectively bring the chemicals to the textile material, i.e.
to improve their wettability and to ensure that the fibrous impurities will be removed
as far as possible, it is necessary to add surfactants with good wetting and washing/
emulsifying properties. A surfactant of optimal versatility to be used for preparation,
and in particular for the scouring and bleaching processes, ought to meet the following
requirements:
It should have an excellent wetting ability within a wide temperature range
It should permit a good washing effect and have a high emulsifying power for
natural fats, waxes and oils
It should be resistant to oxidants and reducing agents
It should be resistant to water-hardening substances
It should be highly stable to alkalinity
It should be biodegradable and non-toxic
Care should be taken in selecting the surfactants because of the inverse effect of
temperature on the solubility of non-ionic surfactants. If the process temperature is
above the cloud point of the surfactant, the surfactant may be ineffective and may
doi:10.1533/tepr.2005.0001 Critical Solutions in the Dyeing of Cotton 19
The Textile Institute
actually be deposited on the substrate. The surfactant used should have a cloud point
temperature just above the operating temperature, to be most effective. The cloud
point of non-ionic surfactants decreases in the presence of alkalis and electrolytes
and the degree to which it is lowered increases with concentration. The cloud point
should therefore be checked under application conditions to ensure that the surfactant
is effective under those conditions. The adverse effect of temperature on non-ionic
surfactants can be reduced by the addition of an anionic surfactant. Crypto-non-ionic
surfactants do not exhibit a cloud point. These are non-ionic surfactants that are
capped with an ionic group and they exhibit the excellent emulsifying properties of
non-ionics along with the good solubility properties of anionics.
Higher scouring temperatures will reduce treatment times and vice versa. At high
temperature, however, there will be complete removal of fats and waxes, which will
promote harsh handle of the material. Moreover, the cloud point of the surfactant also
has to be taken into account while applying high temperature.
In the case of pad-steam scouring, a typical process consists of the following
steps: Saturating the fabric with a solution of sodium hydroxide, surfactant and
sequestering agent; steaming; and thorough washing. After scouring, the material is
checked for thoroughness and uniformity of scouring as well as other scouring faults.
Appendix F gives most common problems in scouring, their possible causes, and
countermeasures.
10. PROBLEMS IN BLEACHING
Cotton, like all natural fibres, has some natural colouring matter, which confers a
yellowish brown colour to the fibre. The purpose of bleaching is to remove this
colouring material and to confer a white appearance to the fibre. In addition to an
increase in whiteness, bleaching results in an increase in absorbency, levelness of
pre-treatment, and complete removal of seed husks and trash [126]. In the case of the
production of full white finished materials, the degree of whiteness is the main
requirement of bleaching. The amount of residual soil is also taken into consideration
because of the possibility of later yellowing of the material. In the case of pre-
treatment for dyeing, the degree of whiteness is not as important as, for example, the
cleanliness of the material, especially the metal content. Similar demands refer to the
production of medical articles. In this case, too, the metal content as well as the ash
content are important factors [127].
If whiteness is of primary importance, it requires a relatively large amount of
bleaching agent as well as a high operating temperature and a long dwell time.
Accurate regulation of the bleaching bath is a further obligatory requirement. Where
the destruction of trash, removal of seed husks and an increase in absorbency is a
prime necessity (e.g. for dyed goods), a high degree of alkalinity is all important. It
is, however, not the alkali alone that is responsible for these effects. The levelness of
pre-treatment can only be guaranteed if cotton of the same or equal origin is processed
in each bath. If this is not the case, suitable pre-treatment will have to be undertaken
to obtain, as closely as possible, the required uniformity. A pre-treatment with acid
and/or a chelating agent will even out (better still eliminate) varying quantities of
catalytic metallic compounds.
Although there are different bleaching agents that can be used for bleaching cotton,
The Textile Institute
20 Textile Progress doi:10.1533/tepr.2005.0001
hydrogen peroxide is, by far, the most commonly used bleaching agent today [128].
It is used to bleach at least 90% of all cotton and cotton blends, because of its
advantages over other bleaching agents. The nature of the cotton colour, its mechanism
of removal with hydrogen peroxide [129] and the basic rules for formulation of
bleaching liquors have been presented in detail elsewhere [120]. The mere formulation
of the correct initial bath concentration is not sufficient to ensure a controlled bleaching
process. Of equal importance are regular checks of the bath composition during the
operation. Such checks do not only contribute to an economic bleaching operation
but also allow an early tracing of the defects and failures of the system [122]. The
important parameters for bleaching with hydrogen peroxide are as follows:
Concentration of hydrogen peroxide
Concentration of alkali
pH
Temperature
Time
Nature and quality of the goods
Water hardness and other impurities
Types and concentration of auxiliaries
Desired bleaching effect
Available equipment, and stabilizer system employed [130, 131]
Most of these factors are inter-related, and all have a direct bearing on the production
rate, the cost and the bleaching quality. Though they operate collectively, it is better
to review them individually for the sake of clarity.
There are two concentrations to be considered: that based on the weight of the
goods and that based on the weight of the solution. All other factors being equal, the
concentration on the weight of the goods determines the final degree of whiteness. In
order to get adequate bleach there must be enough peroxide present from the start. On
the other hand, the peroxide concentration based on the weight of the solution will
determine the bleaching rate the greater the solution concentration, the faster the
bleaching. No peroxide bleaching system ever uses up its entire peroxide charge for
active bleaching, as some is always lost during normal process.
The alkalinity in the system is primarily responsible for producing the desired
scour properties and maintaining a reasonably constant pH at the desired level throughout
the bleaching cycle. The quantity of the alkali to be added depends above all on the
character of the goods, the finish required and the kind and quality of the other
ingredients in the liquor. The alkalinity is defined as the amount of alkali in the
system and should be distinguished from the pH, which is a measure of the hydrogen
ion concentration in the solution. The pH value in peroxide bleaching is of extreme
importance because it influences bleaching effectiveness, fibre degradation and peroxide
stability in bleaching cotton fibres, as shown in Table 6.
With increasing pH, whiteness index increases to a maximum at a pH of 11.0 and
then decreases. Fibre degradation is at minimum at a pH of 9.0 but that which occurs
at a pH of 10.0 is well within acceptable values. Above a pH of 11.0, fibre degradation
is unacceptably severe. A pH range of 10.210.7 is considered optimum for bleaching
cotton with hydrogen peroxide. Lower pH values can lead to decreasing solubility of
doi:10.1533/tepr.2005.0001 Critical Solutions in the Dyeing of Cotton 21
The Textile Institute
sodium silicate stabiliser (see below) as well as lower whiteness due to less activation
of the peroxide [132].
By increasing the temperature, the degree of whiteness as well as its uniformity
increases. However, at too high a temperature, there is a possibility of a decrease in
the degree of polymerisation of the cotton. Moreover, due to good fat removal at high
temperatures such as 110 C, the handle of the material can become harsh and the
sewability of woven cotton fabrics may also decrease. Time, temperature and
concentration of peroxide are all inter-related factors. At lower temperatures, longer
times and higher concentrations are required. As the temperature of bleaching increases,
shorter times and lower peroxide concentrations can be employed.
The amount of peroxide decomposed is greatly reduced with increasing weight of
cotton fibre in the bleach liquor. The raw fibre almost completely suppresses
decomposition, while the scoured fibre is somewhat less effective. The demineralised
fibre is the least effective stabiliser [133]. While impurities such as magnesium and
calcium may have a good stabilising effect when present in appropriate amounts,
other impurities such as iron, copper and manganese can have very harmful effect,
resulting in catalytic decomposition of hydrogen peroxide leading to fibre damage [134].
A good stabilising system is indispensable in bleaching cotton with hydrogen
peroxide. While sodium silicate is one of the most commonly used stabilisers, its use
may result in a harsh handle of the fabric as well as resist spots leading to spotty
dyeing. The best alternatives to sodium silicate are organic stabilisers or a combination
of silicate and organic stabilisers.
In addition to the most important ingredients of the bleaching recipe, namely
hydrogen peroxide, caustic soda and the stabilizer, auxiliaries are used sometimes to
aid the bleaching process. These may include surfactants and chelating agents. The
type and concentration of these auxiliaries also plays an important role in the bleach
effect obtained. The desired bleaching effect does not need necessarily be optimal
white. For goods-to-be-dyed, the main concern will normally be achieving good and
uniform absorbency.
The available equipment plays a role in determining which process criteria must
be taken into account such as: cold, hot or HT bleaching; dry-wet or wet-on-wet
impregnation; discontinuous or continuous processing; process control.
The most common problems in bleaching cotton with hydrogen peroxide are as
follows:
Inadequate mote removal
Low degree of whiteness
Table 6 Effect of pH on Bleaching Effectiveness, Fibre Degradation, and Peroxide Stability in
Bleaching Cotton Fibres
Initial pH Final pH Whiteness CUEN % Peroxide
Index Fluidity Remaining
8.0 4.4 66.8 5.48 72.5
9.0 8.7 67.3 1.44 71.6
10.1 9.9 71.3 2.44 63.3
11.0 11.7 72.2 7.29 7.0
12.0 12.4 69.5 17.8 2.0
The Textile Institute
22 Textile Progress doi:10.1533/tepr.2005.0001
Uneven whiteness (or bleaching)
Pinholes, tears, broken yarns, catalytic damage, loss in strength [135, 136]
Resist marks
Formation of oxycellulose
A summary of the possible causes of these problems and their countermeasures is
given in Appendix G.
It is not always possible to find the cause of these problems without detailed
analyses [72]. The most useful tests that can be carried out to check the effectiveness
of the bleaching process are for whiteness, absorbency and tensile strength. Checks
and measures are required also to assure level dyeing properties. After bleaching, for
example, the pH of the goods should be adjusted in the last rinse. Control of residual
moisture content (e.g. 7% for cotton) is part of the standard pre-treatment, which
should be uniform throughout the material [126].
11. PROBLEMS IN MERCERIZATION
Mercerization is the treatment of cotton with a strong sodium hydroxide solution.
This process improves many properties of cotton fibres and may actually reduce or
eliminate some dyeing problems. Some of the properties of cotton fibres that are
improved by this process include [137, 138]:
Increase in dye affinity
Increase in chemical reactivity
Increase in dimensional stability
Increase in tensile strength
Increase in lustre
Increase in fabric smoothness
Improvement in the handle
Improvement in the appearance
There are many possible variations in the mercerization process. A review of technical
research and commercial developments in mercerisation has been given by Greenwood
[139]. Mercerization of cotton can be carried out on raw fibre [140], yarn, and knitted
[141147] or woven fabric, and at any stage during preparation. Fabric may be mercerised
in greige form, after desizing, after scouring or after bleaching. The choice depends
upon the type of goods, the particular plant set-up, and the requirements of the final
mercerized fabric. Fabrics can be mercerized without tension to effect mainly an increase
in strength and dye affinity, or under tension to effect mainly an increase in the lustre [148].
The treatment may be wet-on-dry, wet-on-wet or add-on [149151] at cold or hot tem-
peratures [152]. A comparison of cold and hot mercerization is given in Table 7 [153].
The most common of the various mercerization processes is that of treating the
fabric in the cold after bleaching with or without tension. The conventional method
of mercerization generally consists of the following steps:
Padding the fabric through a strong sodium hydroxide solution
Allowing time for the alkali to penetrate and swell the cotton fibres
Framing to provide the tension required for lustre development
Thorough rinsing to remove the alkali
doi:10.1533/tepr.2005.0001 Critical Solutions in the Dyeing of Cotton 23
The Textile Institute
The important mercerization parameters are as follows:
Moisture content in the substrate for mercerization
Concentration of caustic soda
Penetration of caustic soda
Temperature of caustic soda
Wet pick-up
Time of contact of the fabric with caustic soda
Post-framing/tension on the material
Washing/neutralization
If the fabric to be mercerized has a high moisture content, there may be a dilution of
the caustic soda concentration and the reaction between caustic and water generates
heat which may increase the bath temperature. The optimum concentration of sodium
hydroxide concentration is between 25 and 30% (4854Tw). Lower concentrations
will result in a lower degree of mercerization and less lustre. Higher concentrations
have no beneficial effect. A good wetting agent is necessary to improve penetration
of the caustic soda. The wetting agent must be stable and effective at the high alkaline
concentrations used [154], so only those wetting agents designed specifically for
mercerization should be used. The temperature of the bath can affect the degree of
mercerization. Swelling of the cotton and thus mercerization decreases with increasing
temperature [155]. The optimum temperature is 70100 F [2138 C]. Lower
temperatures do not affect the process adversely if the sodium hydroxide concentration
is in the proper range. At lower concentrations, the degree of mercerization increases
as the temperature decreases. Lower degrees of mercerization are obtained at
temperatures above l00 F.
Wet pick-up in padding can affect mercerization in several ways. Less swelling
may occur at low wet pick-up, leading to incomplete mercerisation. The caustic
solution also plasticises the fabric so that it is easily stretched. At low wet pick-up
values, less plasticisation occurs and the fabric may tear during stretching on the
frame. Wet pick-up should be about 100%. The optimum time after padding is at least
30 seconds, to allow for the caustic to swell the cotton fibres before tension is applied
on the frame. Shorter times will result in incomplete mercerization.
As cotton fibres are swollen by the alkali, the fabric shrinks [156]. To obtain lustre
Table 7 Comparison of Conventional (Cold) and Hot Mercerization
Conventional Mercerization (1020 C) Hot Mercerization (70 C)
Strong fibre swelling Less fibre swelling
Slower swelling Rapid swelling
Slower relaxation Rapid relaxation
Incomplete relaxation Good relaxation
Higher residual shrinkage Lower residual shrinkage
Surface swelling Complete swelling
Unevenness Evenness
Harder hand Softer hand
NaOH diffusion inhibited Uninhibited NaOH diffusion
Less lustre Optimised lustre
The Textile Institute
24 Textile Progress doi:10.1533/tepr.2005.0001
and shrinkage control, the fabric must be stretched on a frame. It should be stretched
in the width direction to its greige width or slightly more. No stretching in the length
direction is required unless extreme lustre is desired. If lengthways stretching is
needed, the frame speed should not exceed the padder speed by more than five
percent.
Removal of caustic soda from the fabric is very crucial for the development of
lustre and shrinkage control. The caustic soda solution concentration in the fabric
(not the rinse solution) should be reduced to less than 5% with the fabric still on the
frame. If not, low lustre and shrinkage of the fabric will occur. If the fabric shrinks
as it comes off the frame, the caustic concentration in the fabric has not been reduced
sufficiently. After the fabric comes off the frame, the remaining caustic should be
thoroughly rinsed out. It is difficult to remove residual amounts of caustic soda from
the fabric by rinsing alone, so they are usually neutralized with a dilute acid solution.
Care must be taken in using acetic acid for neutralization as some of the sodium
acetate formed may remain in the fabric and alter the pH in the subsequent wet
processes.
After mercerization, an analysis is carried out to determine the degree of
mercerization, which is specified by the Barium Number [157160]. The Barium
Number obtained should be at least 130 and preferably 150. Low numbers result
from incomplete swelling of cotton fibres. A quick test for determination of the
degree of mercerization is to dye samples of the mercerized fabric along with a
sample known to be properly mercerized, using a direct dye such as C.I. Direct Blue
80. Any differences in the depth of the dyeings are indicative of different degrees of
mercerization. A red or blue dye should be used, since it is easier to observe differences
in depths of these colours visually. There is no standard test for analysis of the lustre
of mercerized fabric. It must be judged visually.
A summary of common problems in mercerization is given in Appendix H.
12. PROBLEMS IN DYEING WITH REACTIVE DYES
Reactive dyes are one of the most commonly used application class of dyes for cotton
materials, Two important aspects of reactive dyeing, namely dye variables and system
variables, are discussed in this section, along with important characteristics of
reactive dyeing such as exhaustion, migration and levelling, fixation and colour
yield, and washing-off and fastness. A significant portion of this section also deals
with the problem of the reproducibility and difficulties in obtaining right-first-time
dyeing.
12.1 Dye Variables in Reactive Dyeing
The major dye variables that affect reactive dyeing are dye chemistry, substantivity,
reactivity, diffusion coefficient and solubility. Each of these will be briefly discussed
below.
Dye chemistry: Reactive dyes have a wide variety in terms of their chemical structure
[161]. The two most important components of a reactive dye are the chromophore
and the reactive group.
The characteristics governed by the chromophore are colour gamut, light fastness,
doi:10.1533/tepr.2005.0001 Critical Solutions in the Dyeing of Cotton 25
The Textile Institute
chlorine/bleach fastness, solubility, affinity, and diffusion [162]. The chromophores
of most of the reactive dyes are azo, anthraquinone, or phthalocyanine [163]. Azo
dyes are dischargeable. Disazo dyes have the disadvantage of being much more
sensitive to reduction and many of them are difficult to wash-off. Anthraquinone
dyes exhibit relatively low substantivity and are easier to wash-off. Most of them
possess excellent fastness to light and to crease-resistant finishes, but they are not
dischargeable. Phthalocyanine dyes diffuse slowly and are difficult to wash-off [164].
Metal complex dyes containing copper possess rather dull hues, but show a high
degree of fastness to light and to crease-resistant finishes. Their substantivity is fairly
high; 1:2 complexes diffuse relatively slowly, so a longer time is needed to wash-out
unfixed dye completely.
The dye characteristics governed by the reactive group are reactivity, dyefibre
bond stability, efficiency of reaction with the fibre, and affinity. Dyeing conditions,
especially the alkali requirement and temperature as well as the use of salt also
depend on the type of reactive group [165]. Dyes based on s-triazine do not have
good wet fastness properties in acidic media and, due to their high substantivity, have
poor wash-off properties. Similarly, dyes having a vinyl sulphone reactive system
have poor alkaline fastness. The chemical bond between the vinyl sulphone and the
cellulosic fibre is very stable to acid hydrolysis. The substantivity of hydrolysed by-
products of vinyl sulphone is low, so washing off is easy. Monochlorotriazines have
good fastness to light, perspiration and chlorine. The turquoise reactive dye shows an
optimum dyeing temperature that is generally about 20 C higher than that of other
dyes with the same reactive group [166]. The fluorotriazine groups form linkages
with cellulose that are stable to alkaline media. Reactive dyes of dichloroquinoxaline,
monochlorotriazine and monofluorotriazine types show a tendency for lower resistance
to peroxide washing and dyefibre bond stability [167]. A lower sensitivity to changes
in dyeing conditions (particularly temperature) is the most important characteristic
feature of the monochlorotriazine-vinyl sulphone heterobifunctional dyes. Dyeing
properties of some important reactive groups have been discussed in detail by various
authors [168173].
Substantivity: Substantivity is more dependent on the chromophore as compared to
the reactive system. A higher dye substantivity may result in a lower dye solubility
[174], a higher primary exhaustion [175], a higher reaction rate for a given reactivity
[176], a higher efficiency of fixation [177], a lower diffusion coefficient, less sensitivity
of dye to the variation in processing conditions such as temperature and pH [178],
less diffusion, migration and levelness [179, 180], a higher risk of unlevel dyeing,
and more difficult removal of unfixed dye. Substantivity is the best measure of the
ability of a dye to cover dead or immature fibres. Covering power is best when the
substantivity is either high or very low [181]. An increase in the dye substantivity
may be effected by lower concentration of the dye, higher concentration of electrolyte
[182], lower temperature, higher pH (up to 11) and lower liquor to goods ratio [183].
Reactivity: A high dye reactivity entails a lower dyeing time and a lower efficiency
of fixation. (To improve the efficiency of fixation by reducing dye reactivity requires
a longer dyeing time and is, therefore, less effective than an increase in substantivity.)
The Textile Institute
26 Textile Progress doi:10.1533/tepr.2005.0001
Also there is a wider range of temperature and pH over which the dye can be applied.
Reactivity of a dye can be modified by altering the pH or temperature, or both. By a
suitable adjustment of pH and temperature, two dyes of intrinsically different reactivity
may be made to react at a similar rate.
Diffusion coefficient: Dyes with higher diffusion-coefficients usually result in better
levelling and more rapid dyeing. Diffusion is hindered by the dye that has reacted
with the fibre and the absorption of active dye is restrained by the presence of
hydrolysed dye. Different types of dyes have different diffusion characteristics. For
example, the order of decreasing diffusion is: unmetallised dyes, 1:1 metal-complex
dyes, 1:2 metal complex dyes; phthalocyanine dyes. An increase in the diffusion is
affected by increasing temperature, decreasing electrolyte concentration, adding urea
in the bath [184] and using dyes of low substantivity.
Solubility: Dyes of better solubility can diffuse easily and rapidly into the fibres,
resulting in better migration and levelling. An increase in dye solubility may be
effected by increasing the temperature, adding urea and decreasing the use of electrolytes.
12.2 System Variables in Reactive Dyeing
Temperature: A higher temperature in dyeing with reactive dyes results in a higher
rate of dyeing [185], lower colour yield [186], better dye penetration, rapid diffusion,
better levelling, easier shading, a higher risk of dye hydrolysis, and lower substantivity.
Raising the temperature appears to result in an opening-up of the cellulose structure,
increasing the accessibility of cellulose hydroxyls, enhancing the mobility as well as
the reactivity of dye molecules and overcoming the activation energy barrier of the
dyeing process, thereby increasing the level of molecular activity of the dyefibre
system as well as dyefibre interaction [187]. A comparison of hot and cold reactive
dyes has been given in [188, 189] along with some technical advantages of hot
reactive dyes over cold reactive dyes.
pH: The initial pH of the dyebath will be lower at the end of the dyeing by one half
to a whole unit, indicating that some alkali has been used up during dyeing. The
cellulosic fibre is responsible for some of this reduction, while a smaller part is used
by the dyestuff as it hydrolyses [190]. In discussing the effect of pH, account must be
taken of the internal pH of the fibre as well as the external pH of the solution. The
internal pH is always lower than the external pH of the solution. As the electrolyte
content of the bath is increased, the internal pH tends to equal the external pH. Since
the decomposition reaction is entirely in the external solution, the higher external pH
favours decomposition of the dye rather than reaction with the fibre. pH influences
primarily the concentration of the cellusate sites on the fibre. It also influences the
hydroxyl ion concentration in the bath and in the fibre. Raising the pH value by 1 unit
corresponds to a temperature rise of 20 C. The dyeing rate is best improved by
raising the dyeing temperature once a pH of 1112 is reached. Further increase in pH
will reduce the reaction rate as well as the efficiency of fixation. Different types of
alkalis, such as caustic soda, soda ash, sodium silicate or a combination of these
doi:10.1533/tepr.2005.0001 Critical Solutions in the Dyeing of Cotton 27
The Textile Institute
alkalis, are used in order to attain the required dyeing pH. The choice of alkali
usually depends upon the dye used, the dyeing method as well as other economic and
technical factors.
Electrolyte: The addition of electrolyte results in an increase in the rate and extent of
exhaustion, increase in dye aggregation and a decrease in diffusion. The electrolyte
efficiency increases in the order: KCl < Na
2
SO
4
< NaCl [191]. There may be impurities
present in the salt to be used, such as calcium sulphate, magnesium sulphate, iron,
copper and alkalinity, that can be a source of many dyeing problems [192].
Liquor ratio: At lower liquor ratios, there is a higher exhaustion [193] and higher
colour strength. An increase in colour strength may be attributed to greater availability
of dye active species in the vicinity of the cellulose macromolecules, at lower liquor
ratio.
Surfactants and other auxiliaries: It is possible to enhance dye uptake on cellulosic
fibres with the aid of suitable surfactants. Amongst all the systems, the highest dye
uptake is obtained with anionic surfactants [194]. Non-ionic surfactants may result in
a decrease in dye exhaustion and colour yield, and a change in shade. Some non-ionic
surfactants may slow down the dye hydrolysis [195]. Triethanolamine (TEA) is known
to enhance colour strength by enhancing the swellability and accessibility of the
cellulose structure. It may also modify the state of the dye, thereby enhancing its
reactivity and increasing the extent of covalent dye fixation.
12.3 Important Characteristics of Reactive Dyeings
The best guide to the dyeing performance of a reactive dye can be obtained from two
sources of information: the SERF profile and migration properties under application
conditions. The SERF profile is constructed by the determination of substantivity
factor, exhaustion factor, fixation percentage and rate of fixation. The performance of
a reactive dye can also be defined by the Reactive Dye Compatibility Matrix (RCM)
[196, 197]. The critical measures of performance are the substantivity equilibrium
(S), the migration index (MI), the level dyeing factor (LDF) and an index of the
reactivity of the dye (T
50
). Evaluation of these four measures of performance provides
a measure of the compatibility of the dye to provide right-first-time production. Right
first-time production is maximised if these fundamental measures of performance
within the RCM are set at:
Substantivity 7080%
Migration index >90
LDF >70%
T
50
a minimum
of 10 minutes
In the following, some important characteristics of reactive dyeings, namely exhaustion,
migration, levelness, fixation and colour yield, washing-off, dye-fibre bond stability,
and fastness properties will be discussed.
Exhaustion: There are two types of exhaustion that relate to the application of reactive
dyes: primary exhaustion and secondary exhaustion. Primary exhaustion occurs before
The Textile Institute
28 Textile Progress doi:10.1533/tepr.2005.0001
the addition of the alkali, while secondary exhaustion takes place after the addition
of the alkali. Both the rate of exhaustion and the extent or degree of exhaustion are
important. The rate of exhaustion can be increased by selecting dyes of high substantivity,
increasing the temperature and increasing the electrolyte concentration. The degree
of exhaustion can be increased by selecting dyes of high substantivity, lowering the
temperature and increasing the electrolyte concentration.
Migration: The intrinsic properties of a reactive dye that affect migration are
substantivity, molecular structure, physical chemistry and stereochemistry. The higher
the dye substantivity, the lower is the migration. The external factors that affect
migration are: concentration of the dye, temperature, time, liquor ratio, liquor circulation
and the form of the textile material.
Levelness: Levelness of dyeing may be inhibited by high substantivity, lower dye
migration [198], too much salt in the dyebath [199], too high rate of exhaustion, too
high concentration of alkali [200], a rapid shift of dyebath pH, too high rate of
fixation, too high rate of rise of temperature [201] and poor liquor agitation. Levelling
is difficult to obtain in light shades and easier to obtain in dark shades. Addition of
salt in portions is recommended for light shades while for deep shades, salt can be
added all at one step.
Levelness can be achieved in two ways [202]: either by controlling the rate of
absorption so that a controlled absorption is obtained, or by using the migration
properties of the dyes to compensate for the unlevelness that has occurred during the
early stages of the process. Controlled absorption can be obtained by salt dosing,
alkali dosing, and/or controlling the rate of heating. During the primary exhaustion,
the dye is free to migrate. During the secondary exhaustion stage, dye migration is
poor. For pale dyeing shades (less than 1 % o.w.f.) the degree of primary exhaustion
is over 80% and the degree of secondary exhaustion is very small. Therefore control
of the primary exhaustion stage is very important if level dyeing is to be obtained.
The rate of primary exhaustion is dependent on the amount of electrolyte used.
Dosing or split addition of salt is recommended to obtain level dyeing. For medium
shades, both primary and secondary exhaustion steps are important for obtaining
level dyeing. Both controlled salt and alkali addition are important in this case. In the
case of deep shades, the all-in salt addition may be possible, but during the secondary
exhaustion, alkali dosing is important [203]. Dyes with high substantivity, low secondary
exhaustion, and low MI (Migration Index) values require controlled addition of
electrolyte after the addition of the dye. In contrast, dyes with low substantivity, high
secondary exhaustion, and medium to high migration index values require precise
control of liquor ratio, concentration of electrolyte, and addition profile of the fixation
alkali [204]. Table 8 gives a comparison of two different approaches to achieve level
dyeing.
Fixation and colour yield: The fixation and the colour yield depend upon the following
factors [205]:
Fibre cross-section
Porosity of the substrate
doi:10.1533/tepr.2005.0001 Critical Solutions in the Dyeing of Cotton 29
The Textile Institute
Dye structure with respect to substantivity ratio, dye diffusion, reactivity, etc.
Degree of fibre preparation
Liquor ratio
Concentration of salt and alkali
Use of reaction catalyst
Use of dyefibre cross-linking agents
Introduction of other chemical groups in the fibre
Use of film-forming agents
Chemical modification of cellulose
After treatments
There are various ways to increase fixation and colour yield which include:
Use of fixation accelerators
Use of shorter liquor ratio
Dyeing at low temperature (with decreasing temperature the substantivity for
fibre increases, causing increased exhaustion)
Modification of chromophore and reactive group
Use of dyes with high substantivity and high reactivity
Treating cellulosic fibres with swelling agents
Modification in appearance techniques
Changing the morphology of fibre by chemical modification.
A uniform rise in rate of fixation can be obtained by: controlling the temperature of
the dyeing process suitably (possible for hot dyeing dyes only); adding alkali in
stages (it is virtually impossible, however, to prevent a sharp rise in fixation rate
whenever alkali is added); starting with a weaker alkali such as soda ash, and following
this with a stronger alkali, but only after a higher degree of fixation has been achieved;
progressive metering of alkali (such as the Remazol automet process); and adding salt
in stages (suitable for high substantivity dyes).
Washing-off of reactive dyes: The removal of unfixed dye takes place in three phases
[206]: dilution of dye and chemicals in solution and on the surface of the cellulose;
diffusion of the deeply-penetrated, unfixed, hydrolysed dye to the fibre surface; and
dilution and removal of the diffused-out dye. Goods are rinsed cold twice to remove
electrolyte, then rinsed hot to desorb some hydrolysed dye from the fibre prior to a
soaping process at or near the boil. A subsequent cold rinse completes the task of
Table 8 Ways to Obtain Level Dyeing
Control of Levelling Based on Migration Control of Levelling Based on Controlled
Absorption
A relatively low level of control may be A very good level of control is necessary to
sufficient to get level dyeing get level dyeing
Poor reproducibility Better reproducibility
Poor colour yield Better colour yield
Dye additions or corrections may have Less need of additions and corrections
to be made
The Textile Institute
30 Textile Progress doi:10.1533/tepr.2005.0001
removing un-reacted and hydrolysed dye [207]. The factors which affect the washing
off of hydrolysed reactive dyes from the dyed material are as follows [208212]:
Dye substantivity
Diffusion behaviour
Reactive group
Liquor ratio
Washing temperature
Electrolyte concentration
pH
Presence of calcium and magnesium ions in the boiling soap/hardness of water
Liquor carry-over of the substrate
Amount of unfixed dye
Washing time
Number of washing cycles/washing baths [213]
Washing auxiliary employed
Mechanical action
Filling and draining
Heating and cooling rates
Dyefibre bond stability: Dyefibre bond stability primarily depends upon the reactive
system. Dyes that react by a nuceophilic displacement mechanism show good stability
to alkali and, to different degrees, less stability to acid. Dyes that react by nucleophilic
addition give dyefibre bonds with good stability to acid, but are less stable to alkali.
One of the most stable dyefibre bonds is achieved with pyrimidinyl-based systems.
The triazinecellulose bond is generally resistant to oxidative breakdown in the
presence of perborate, whereas this is a serious defect of some of the pyrimidine-
based systems. Dyefibre bonds formed by monochlorotriazine dyes are less fast to
alkali (particularly at high temperature) than those formed between dichlorotriazinyl
dyes and cellulose. Vinyl sulphone dyes possess the same deficiency, but their higher
reactivity enables the problem to be avoided by the use of milder fixation conditions.
In case of pyrimidine dyes, the dyefibre bond is more stable than in either of the
above two cases [214].
Fastness of reactive dyes: The factors that affect the fastness of reactive dyes are: the
chromophoric group, the stability of the dyefibre bond and the completeness of the
removal of the unfixed dye. To maximise wet fastness, particularly in deep shades, it
is advisable to apply cationic after-treatments.
A summary of problems in dyeing with reactive dyes is given in Appendix I.
13. PROBLEMS IN DYEING WITH DIRECT DYES
Direct dyes represent an extensive range of colorants that are easy to apply and also
are very economical [215217]. There are three common ways to classify direct
dyes, namely, according to their chemical structure [218], according to their dyeing
properties, and according to their fastness properties. Of these three possible ways of
classifying direct dyes, the first is of least importance to the dyer, although of
considerable importance to those interested in dye chemistry [219]. According to the
doi:10.1533/tepr.2005.0001 Critical Solutions in the Dyeing of Cotton 31
The Textile Institute
Society of Dyers and Colourists classification, which is essentially based upon the
compatibility of different groups of direct dyes with one another under certain conditions
of batch dyeing, there are three classes of direct dyes: A, B and C. Class A consists
of self-levelling direct dyes. Dyes in this group have good levelling characteristics
and are capable of dyeing uniformly even when the electrolyte is added at the beginning
of the dyeing operation. They may require relatively large amounts of salt to exhaust
well. Class B consists of salt-controllable dyes. These dyes have relatively poor
levelling or migration characteristics. They can be batch dyed uniformly by controlled
addition of electrolyte, usually after the dyebath has reached the dyeing temperature.
Class C consists of salt- and temperature-controllable dyes. These dyes show relatively
poor levelling or migration and their substantivity increases rapidly with increasing
temperature. Their rate of dyeing is controlled by controlling the rate of rise of
temperature, as well as controlling the salt addition.
Important dyebath variables that influence the dyeing behaviour of direct dyes
include temperature, time of dyeing, liquor ratio, dye solubility, and presence of
electrolyte [220] and other auxiliaries.
Direct dyes can be applied by batch dyeing methods (on jigs, jet or package
dyeing machines), by semi-continuous methods (such as pad-batch or pad-roll) and
by continuous methods (such as pad-steam). Many direct dyes are suitable for application
by combined scouring and dyeing. In this process the usual practice is to employ soda
ash and non-ionic detergent. However, dyes containing amide groups are avoided
because of the risk of alkaline hydrolysis.
Direct dyes vary widely in their fastness properties, and staining effects on various
fibres. Most direct dyes, however, have limited wet fastness in medium to full shades
unless they are after-treated. The fastness of selected direct dyes can be improved in
several ways [221224], such as the following:
Treatment with cationic fixing agents
Treatment with formaldehyde
Treatment with copper salts such as copper sulphate
Treatment with cationic agents and copper sulphate in combination
Diazotisation and development
Treatment with crosslinking agents or resins
An important consideration in dyeing with direct dyes is the ability of the dyes to
cover the immature cotton fibre neps, which has been explained, in most cases, in
terms of both the molecular weight and hydrogen bond formation capacity of the dye
molecules [225227]. Given a similar capacity to form hydrogen bonds, dyes having
lower molecular weight show proportionately better nep coverage than those having
higher molecular weight. Table 9 gives Colour Index number of dyes with better
coverage of immature fibres [228].
A summary of common problems in the dyeing of cotton with direct dyes is given
in Appendix I.
14. PROBLEMS IN DYEING WITH SULPHUR DYES
Despite their environmental concerns, which are constantly being addressed [229
234], sulphur dyes occupy an important place for dyeing of inexpensive black, blue,
The Textile Institute
32 Textile Progress doi:10.1533/tepr.2005.0001
brown and green shades in medium to heavy depths on cellulosic fibres [235, 236].
The history, development and application of sulphur dyes have been widely reviewed
by various authors [237248]. Sulphur dyes have been classified into four main
groups [249]: CI Sulphur dyes; CI Leuco Sulphur dyes; CI Solublised Sulphur dyes;
and CI Condensed Sulphur dyes. CI Sulphur dyes are water-insoluble, containing
sulphur both as an integral part of the chromophore and in attached polysulphide
chains. They are normally applied in the alkaline reduced (leuco) form from a sodium
sulphide solution and subsequently oxidised to the insoluble form on the fibre. Sulphur
dyes differ from the vat dyes in being easier to reduce but more difficult to re-oxidise,
different oxidants producing variations in hue and fastness properties. A leuco sulphur
dye has the same CI constitution number as the parent sulphur dye but exists as the
soluble leuco form of the parent dye together with a reducing agent in sufficient
quantity to make it suitable for application either directly or with only a small addition
of extra reducing agent. A solublised sulphur dye has a different constitution number
because it is a chemical derivative of the parent dye, non-substantive to cellulose but
converted to the substantive form during dyeing. Condensed sulphur dyes, although
containing sulphur, bear little resemblance to traditional sulphur dyes in their constitution
and method of manufacture. Sulphur dyes are available in various commercial forms
such as powders, pre-reduced powders, grains, dispersed powders, dispersed pastes,
liquids, and water soluble-brands.
The various steps in the application of sulphur dyes depend very much on their
type and commercial form. The main steps in the application of water-insoluble
sulphur dyes are as follows:
Reduction, whereby the water-insoluble dye is converted into water-soluble form
Application, whereby the solubilised dye is applied onto the substrate by a suitable
exhaust or continuous method
Rinsing, whereby all loose colour is removed before the oxidation stage
Oxidation, whereby the dye absorbed by the substrate is oxidised back into
water-insoluble form, and
Soaping, which results in an increase in brightness as well as improved fastness
of the final shade
Various application methods for sulphur dyes, along with suggested recipes, have
been discussed in [243, 245, 246, 249, 250].
Table 9 Colour Index Number of Dyes with Better Coverage
of Immature Fibres (Numbers in Brackets Have
Lower Overall Coverage than Others)
Colour Colour Index Number
Yellow 7, 11, 27
Orange (1, 15, 37, 102)
Red 32 (20, 24, 76)
Violet 9, 22, 66
Blue 8, 26, 27, 98
Green (1, 26)
Brown 25, 29
Black 3, 22, 39
doi:10.1533/tepr.2005.0001 Critical Solutions in the Dyeing of Cotton 33
The Textile Institute
The auxiliaries used in sulphur dyeing are: reducing agents, antioxidants, sequestering
agents, wetting agents, oxidising agents and fixation additives. The two most important
reducing agents for sulphur dyes are sodium sulphide [Na
2
S] and sodium hydrosulphide
[NaHS]. Caustic soda/sodium dithionite are conventional chemicals for vat dye reduction
but this system is difficult to control in the application of sulphur dyes and tends to
give inconsistent results except with certain sulphur vat dyes. A sodium carbonate/
sodium dithionite mixture is too weakly alkaline for the water-insoluble type sulphur
dyes and requires careful control if over-reduction and consequent low colour yield
are to be avoided. Glucose in the presence of alkali, usually caustic soda or a caustic
soda/soda ash mixture, has been used as another possible sulphur dye reducing agent,
but it is a weak reducing agent as compared to sodium sulphide or sodium hydrosulphide.
Other reducing agents such as thioglycol, hydroxyacetone and thiourea dioxide, have
had limited success. Sodium polysulphide and sodium borohydride can be used as
antioxidants to inhibit premature oxidation, promote better dyebath stability and
lessen the risk of bronzing, poor rubbing fastness and dark selvedges. Sequestering
agents are used where water quality is poor or variable, to avoid poor rubbing fastness
or unlevelness in the presence of multivalent ions in the dye liquor or in the substrate.
Wetting agents may be used to improve the wettability of the substrate. Although the
majority of sulphur dyes are unaffected by most wetting agents, some non-ionic
wetting agents may inhibit the dye uptake in exhaust dyeing or precipitate the dye as
a tarry leuco product.
Traditionally, the most preferred oxidising system has been sodium dichromate/
acetic acid because of its ability to rapidly and completely oxidise all reduced sulphur
dyes, resulting in good colour yield and fastness properties. Nevertheless, it has been
criticised increasingly on environmental grounds, and for its effects on handle and
sewability, especially with sulphur blacks. The addition of 1 g/l copper sulphate to
batchwise oxidation baths of sodium dichromate/acetic acid improves the light fastness
but may result in dulling of the shades, as well as harsher handle. It is not recommended
with sulphur blacks, where the presence of copper promotes acid tendering. Other
oxidising agents that have been tried as alternatives to sodium dichromate/acetic,
with various degrees of success, include [251, 252]: potassium iodate/acetic acid;
sodium bromate; hydrogen peroxide and peroxy compounds; and sodium chlorite.
Fixation additives, such as alkylating agents based on epichlorohydrin, give dyeings
of markedly improved washing fastness but often at the risk of some decrease in light
fastness. Moreover, in the event of the dyeing needing subsequent correction, alkylated
sulphur dyeings are difficult to strip and attempted removal will often entail destruction
of the dye chromogen.
Two special problems in dyeing with sulphur dyes are acid tendering and bronziness.
In severe conditions of heat and humidity, some sulphur dyeings, notably black, can
generate a small amount of sulphuric acid within the cellulosic fibres, leading to
tendering. AATCC Test Method 26-1994 (Ageing of sulphur dyed textiles) can be
used to determine whether the sulphur dyed textile material will deteriorate under
normal storage conditions [253]. Bronziness and other problems in sulphur dyeing
and their possible causes are summarised in Appendix J.
The Textile Institute
34 Textile Progress doi:10.1533/tepr.2005.0001
15. PROBLEMS IN DYEING WITH VAT DYES
Vat dyes remain the primary choice where the highest fastness to industrial laundering,
weathering and light are required [254]. Several primers [255257] and reviews have
been published on progress in their development [258265], and their application by
batch [266270] as well as by continuous processes [271, 272]. This section gives
briefly some fundamentals of vat dyeing and reviews various problems in the dyeing
of cotton with vat dyes in an endeavour to consolidate the previous work done in this
regard [273276].
Vat dyes are insoluble pigments, available in different forms [277]. Based on the
temperature and the amount of caustic soda, hydrosulphite and salt used in dyeing,
vat dyes can be classified into four main groups [278]: IN dyes require high temperature
and a large amount of caustic soda and sodium hydrosulphite; IW dyes require medium
temperature and a medium amount of caustic soda and sodium hydrosulphite with
salt added; IK dyes require low temperature and a small amount of caustic soda and
sodium hydrosulphite with salt added; and IN Special dyes require more caustic soda
and higher temperature than IN dyes. Generally, vat dyes have a very rapid strike, a
good degree of exhaustion and a very low rate of diffusion within the fibre. Vat dyes
of different chemical structure may differ in the solubility of their sodium leuco-vat,
stability towards over-reduction, stability towards over-oxidation, substantivity and
rate of diffusion. Commercial competitive dyes have fairly equal particle sizes. Large
particle sizes give dispersions of poor stability. For some vat dyes, colour yield
decreases with increasing particle size. The effect is generally dye-specific [279].
The main stages in the dyeing of cotton with vat dyes are as follows:
Conversion of insoluble vat pigment into soluble sodium leuco-vat anions
[reduction]
Diffusion of sodium leuco-vat anions into cellulosic fibres
Removal of excess alkali and reducing agents by washing off
Oxidation of the soluble dye into insoluble pigmentary form within the cellulosic
fibres
Soaping, during which the isolated molecules of vat pigments are re-orientated
and associate into a different, more crystalline form
Important requirements of vat dye reducing agents are a level of reducing power
(reduction potential) sufficient to reduce all commercial vat dyes to their water-
soluble form quickly and economically, and conversion of the vat dyes into products
from which the original pigment can be restored (no over-reduction). Various reducing
systems for vat dyes have been proposed and used [280282]. The most common
type of reducing agent used for dyeing with vat dyes is sodium hydrosulphite, commonly
known as hydros but more correctly known as sodium dithionite, which has the
chemical formula Na
2
S
2
O
4
. Although a part of the hydros is used up in the reduction
of vat dyes, a large part of it may be destroyed by its reaction with oxygen in the air
(oxidation), particularly at higher temperatures. The rate of reduction of vat dyes
depends upon various factors, such as the particle size of the dye, the temperature,
time and pH during reduction and access of the reducing agent. The stability of
alkaline solutions of reducing agents may decrease with increased temperature, greater
exposure to air, greater agitation and lower concentration of the reducing agent. Vat
doi:10.1533/tepr.2005.0001 Critical Solutions in the Dyeing of Cotton 35
The Textile Institute
dyes of the indanthrene type may produce duller or greener shades at dyeing temperatures
higher than 60 C, due to over-reduction. Over-reduction can be prevented by the use
of sodium nitrite if the reducing agent is hydrosulphite. In the case of thiourea oxide,
over-reduction cannot be prevented by nitrite.
The factors influencing the rate of dyeing with vat dyes include the type of substrate,
temperature, liquor ratio and concentration of dye and electrolyte. Mercerized cotton
gives a higher rate of dyeing compared with un-mercerized cotton, which in turn
gives a higher rate than grey material. At low temperature, the rate of exhaustion is
low, which might promote levelness but the rate of diffusion is also low. At high
temperature, the rate of exhaustion is high, which might decrease levelness but the
rate of diffusion is high. Maximum exhaustion, penetration and levelness can be
obtained by starting the dyeing at low temperatures in the leuco stage and slowly
raising the temperature. Some dyes may not be stable to very high temperatures, so
the stability of dyes to temperature must be taken into account. The reducing efficiency
of sodium hydrosulphite in caustic soda solutions at high temperatures decreases
rapidly in the presence of air. The higher the liquor ratio, the slower is the rate of
dyeing. Most of the dyes exhaust more rapidly at low concentrations, increasing the
risk of unlevel dyeing in light shades. Some have the same rate of dyeing irrespective
of the concentration. The higher the concentration of electrolyte, the higher is the rate
of dyeing.
The purpose of rinsing before oxidation is to remove any loose dye, excess of
reducing agent and alkali to lower the pH and establish conditions favourable for
oxidation. The higher the temperature and/or pH of the rinsing bath, the lower is the
colour strength. Very high pH and temperature during rinsing may also result in
dulling of the shade. The ideal is to do rinsing thoroughly at low temperature at a
rinsing bath pH value of 7.
The purpose of oxidation is to convert the water-soluble leuco form of the vat dye,
back into the insoluble pigment form. Important variables for the oxidizing step are
the type and concentration of oxidising agent, the type of pH regulator and pH during
oxidation, and temperature during oxidation. The oxidizing agent must provide a
level of oxidation potential sufficient to oxidize the reduced vat dye into insoluble
pigment, with no over-oxidation, i.e. beyond the oxidation state of the original
pigmentary form of the dye. Some criteria for selecting oxidising agents and a
comparison of different oxidising agents are given by Tigler [283]. Poor control of
pH during oxidation may result in uneven oxidation and a lower temperature may
result in slower oxidation. A pH below 7.5 should be avoided to prevent the possible
formation of acid leuco forms of vat dyes. The optimum pH for oxidation is 7.58.5.
The acid leuco form of vat dye is difficult to oxidize, has little affinity for fibre and
is easily rinsed out. The higher the temperature, the faster is the oxidation, the
optimum temperature being 120140 F.
The purpose of soaping after oxidation is to remove any dye that is not diffused
into the fibre and to stabilise the final shade. This results in improved fastness properties
and resistance to any shade change caused by a resin or other finish, or to consumer
use. Important soaping parameters are time, temperature and type and concentration
of soaping auxiliaries. Even when no detergent is used, the dyeings exhibit good
colour strength and good fastness properties. Washing with water alone tends to give
The Textile Institute
36 Textile Progress doi:10.1533/tepr.2005.0001
a slightly higher colour yield. It is best to carry out soaping without any detergent at
boiling temperature [284]. After soaping, the fabric is rinsed and dried.
Both exhaust and continuous dyeing methods are used to apply vat dyes. Exhaust
dyeing processes are mainly used for dyeing of loose stock, yarn and knitted fabrics
[285]. Woven fabrics can also be dyed by the exhaust method but for large batch
sizes, the continuous method is mostly uses.
Pad dyeing methods [286, 287] are usually a preference in the case of woven
fabrics, particularly if these are in large batches. The commonly used pad dyeing
methods are pad-jig, pad-steam and pad-Thermosol [288]. The most popular method
for dyeing woven fabrics in a continuous manner is the pad-dry-pad-steam method
[289292], consisting of the following key steps:
Impregnating the fabric in a bath containing vat dye, dispersing agent, anti-
migrant and a non-foaming wetting agent
Squeezing the impregnated fabric to a given pick-up level
Drying the fabric to achieve a uniform distribution of the vat pigment throughout
the fabric
Impregnating the fabric with a solution of caustic soda and sodium hydrosulphite,
with the optional use of salt
Expressing the impregnated fabric to a given pick-up level
Steaming the fabric to bring about reduction of the dye to the soluble leuco form
and to promote diffusion of the dye into the cellulosic fibres
Rinsing, oxidation, soaping, rinsing and drying the fabric
Intermediate drying is one of the most important steps in the pad-dry-pad-steam
process where the most common problem, migration, can take place [293, 294].
Important factors on which migration depends are: dye constitution; dye formulation;
pick-up; additives in the dye padder; residues of wetting agents and lubricants on the
fabric; fabric structure; and drying conditions. After drying, the fabric is padded with
an alkaline solution of sodium hydrosulphite, after which the fabric undergoes steaming.
Almost 40 % of vat dyeing problems are related to improper steaming conditions
[295]. Ideal steaming conditions are controlled temperature and moisture [296], freedom
from air [297], and sufficient dwell time. After steaming, the fabric undergoes rinsing,
oxidation and soaping.
The most important control steps in vat dyeing are reduction, absorption and
oxidation. The reduction and oxidation can best be controlled by metered addition of
chemicals [298]. The advantages of metered addition of hydrosulphite [299, 300] are
as follows:
Better levelling by slower vatting
No need of levelling agent
Protection from over-reduction
Control of initial rate of dyeing (strike)
Possibility of warm pre-pigmentation to give optimum fabric/liquor movement
Good reproducibility
Reduction of sulphite/sulphate effluent pollution
Automatic monitoring of vat state and redox potential by means of measuring
and regulating technology
doi:10.1533/tepr.2005.0001 Critical Solutions in the Dyeing of Cotton 37
The Textile Institute
Controlled dosage of hydrogen peroxide in the oxidation tank, together with the
measurement and control of pH can result in obtaining sufficient peroxide for the
oxidation of the dye as well as achieving an optimised dyeing procedure due to the
control of speed of oxidation [301].
A summary of problems in dyeing with vat dyes is given in Appendix K.
16. PROBLEMS IN DYEING WITH AZOIC DYES
Azoic dyes are the least commonly used dyes for dyeing cotton materials due to
disadvantages such as their complicated and time-consuming application procedure
[302], the limitations of hue selection and difficulties in calculating recipes [303].
Azoic dyes, unlike other dyes, are formed directly within the fibres by reacting
suitable diazo and coupling components inside the fibre [304]. The most commonly
used method for dyeing cotton materials with azoic dyes consists of treatment with
naphthol, intermediate treatment, development and after-treatment [305, 306].
Naphthols are insoluble in water, but their sodium salts (naphtholates) are water-
soluble or can be prepared as stable dispersions. When cotton is immersed in the
naphtholate solution, exhaustion takes place according to the substantivity of the
naphtholate ion. Low substantivity naphthols are mainly used for application by the
continuous method [307]. Naphthols of moderate substantivity can be applied by
both continuous or batch methods, adjusting the application conditions appropriately.
Naphthols of high substantivity are particularly suitable for batchwise methods.
The main components of a naphtholate solution are: surfactants, caustic soda,
formaldehyde and common salt or Glaubers salt. The caustic soda converts the
insoluble naphthol into a water-soluble naphtholate. The presence of formaldehyde,
together with excess of caustic soda, provides good protection against the formation
of free naphthol, which may develop on exposure to atmospheric carbon dioxide or
in acid steam. The addition of electrolyte increases the exhaustion of naphthols and
is recommended for long-liquor applications but not in continuous methods where
high substantivity is undesirable. The exhaustion of naphthol decreases with increase
of temperature, so batchwise application is normally carried out at 2030 C, and
sometimes at 50 C when improved wetting and penetration is necessary.
The treated substrate contains absorbed naphtholate as well as loosely-retained
naphtholate present only on the surface. It is imperative to remove this loosely-
retained naphtholate in order to achieve maximum fastness. The amount of loosely-
retained naphtholate can be reduced by hydroextraction, suction, squeezing, wringing
and/or rinsing, depending upon the form of the material. In continuous dyeing it is
advantageous to express the water on a pad mangle and then pass the fabric into a
hot-flue dryer. The naphtholated substrate is sensitive to light and, if the treated
substrate is exposed much to light before development, it may result in unlevelness
and change in the hue on subsequent development.
After naphtholation and intermediate treatment, the material is passed into a
development bath containing a dilute solution of a diazonium salt. This is produced
either by diazotization of a fast colour base, or by dissolving a fast colour salt. The
majority of fast colour salts result in developing baths of correct pH but, if required,
acetic acid is used to adjust the pH of the developing bath. The applied concentration of
a fast colour base or salt is related to the applied depth of naphthol and the liquor ratio.
The Textile Institute
38 Textile Progress doi:10.1533/tepr.2005.0001
After-treatment includes rinsing, acidification after development, and alkaline soaping
followed by rinsing. The after-treatment eliminates loose dyestuff and the residues of
the development component. Moreover, the final colour shade and optimised fastness
properties are achieved [308, 309].
A summary of problems in dyeing with azoic dyes is given in Appendix L.
17. POOR REPRODUCIBILITY IN DYEING OF COTTON
Poor shade reproducibility is one of the main causes of loss in productivity and
profits. It frequently occurs when a shade does not repeat properly and requires
corrective action such as dye or chemical additions, extra run time, boiling down,
stripping, re-dyeing and/or over-dyeing. Corrective/repair procedures require extra
time and processing, increasing the risk of physical damage. Practices such as stripping
or additions, increase also the risk of uneven dyeing and bath instability. All this not
only adds to the cost of production but also causes loss in productivity and profits.
Table 10 gives an idea of the relative increase in cost and loss in productivity and
profits for corrections over a right-first-time dyeing [197]. Just a small corrective
addition may entail up to a 10% increase in cost and a 20% decrease in productivity,
and slash the profits to about a half as compared to the right-first-time dyeing.
Table 10 The Cost of Non-conformance
Process Cost Productivity Profit
Blind dyeing (RFT) 100 100 100
Small addition 110 80 48
Large addition 135 64 45
Strip and redye 206 48 375
There are three key areas where a good degree of reproducibility is a pre-requisite to
avoiding extra costs of dyeing, loss in productivity and, thereby, loss in profits:
(i) A recipe should give the same shade every time it is repeated in the lab (within
lab reproducibility or lab-to-lab reproducibility)
(ii) A recipe developed in the lab should give the same shade in the bulk dyeings as
it gives in the laboratory dyeings (lab-to-bulk reproducibility)
(iii) A recipe should give the same shade, all the time it is repeated in the bulk
dyeings
In order to attain the desired degree of reproducibility, there are quite a large number
of factors that must be taken into account, thoroughly observed and carefully controlled.
It might be convenient to describe these factors with reference to materials and
inputs, machinery and equipment, process conditions, and methods and practices.
Table 11 gives a summary of these factors [310321].
Table 12 gives factors affecting dye selection and evaluation [311].
Table 13 shows the factors for reproducibility that can be monitored by lab checks
and those that can be controlled by standard operating procedures (S.O.Ps).
Some routinely performed tests for the evaluation of dyes are: moisture content;
strength as measured by reflectance values of dyeings or transmission of dye solutions
doi:10.1533/tepr.2005.0001 Critical Solutions in the Dyeing of Cotton 39
The Textile Institute
Table 11 Factors Affecting Reproducibility and Right-First-Time Dyeing
Substrate
Quality/characteristics of
cotton
Quality/characteristics of
yarn
Pre-treatment
Absorbency
pH
Residual alkalinity
Residual peroxide
Whi t eness/ col ori met ri c
coordinates
Dyeability
Validity with respect to
database
Moisture content
Conditioning
Weight
Dyestuff
Selection of dyes
Standardisation of dyes
Source of the dye sample
Moisture content of dyes
Strength of dyes
Weight of dyes
Adulteration of dyes/
impurities in dyes
Sensitivity of dyes to
changes in process
conditions
Compatibility of dyes
Reactivity of dyes
Distance of the dye colour
from the target colour
Number of dyes in the recipe
Distance of the colour to be
matched and the colour of
the dye used in the recipe
Metameric index of the
recipe
Auxiliaries
Types of auxiliaries
Strength of auxiliaries
Impurities in auxiliaries
Amount/weight of
auxiliaries
Water
Impurities in water supply
Volume of dyebath
Steam
Impurities in steam supply
Process Conditions
Liquor to goods ratio
Fill water temperature
Fixation temperature
Rate of rise of temperature/
temperature gradient
Concentration of dye,
electrolyte, alkali and other
auxiliaries
Addition profile of dye
Addition profile of
electrolyte/salt dosing
Conductivity
Addition profile of alkali/
alkali dosing
Fixation pH
Addition profile of
auxiliaries
Time (total time; before and
after the addition of
electrolyte; before and after
the addition of alkali; before
and after the addition of
fixative or any other
auxiliary)
Load size
Liquor level
Machine flow and liquor
reversal sequence
Method/conditions of
washing-off
Method/conditions of drying
Machine and Equipment
Leaking valves: steam, drain
Circulating pump or heat-
exchanger performance at
operating temperature
Location and integrity of
temperature sensor
Location and evenness of
steam injection for heating
Accuracy and calibration of:
Pressure indicators and
controller
Flow indicators and
controller
Level gauge
Temperature indicator and
controller
Weighing balances
Spectrophotometer: inter
and intra instrument
calibration
Glassware such as pipettes,
beakers, etc.
Methods and Practices
Frequent change of suppliers
Spurious supply of dyes
Improper storage of dyes
Improper labelling of dyes
Accuracy of weighing
Improper location of
balance, where there is
turbulence
Loss of the dye in the pan
of the weighing balance
Spillage of solid dye prior
to dissolution or after
Cross-contamination of
vessels/materials
Age of the dye solutions
Selection of wrong method
for dye strength evaluation
Blowing-out pipettes
Improper colour preparation
Calculation errors
Accuracy of dye recipe
formulation
Dispensing methods for
dyes and chemicals
Auxiliaries taken on the
weight of the fabric
Improper substitution of
Glaubers salt with common
salt
Dye application method
Manner of drying the sample
for colour assessment
Conditioning of the sample
before colour assessment
Target shade too small or
soiled
Target shade for textiles in
paper/plastic
Dots/fluff in the area
scanned
Colour judgment
Type of colorimeter and
formula used
Database preparation for
computer colour matching
Make-up and geometry of
specimenhomogeneity,
geometry and thickness
Post dyeing operations
Poor housekeeping
Lack of training/
understanding, negligence,
wrong attitude, wrong
practice
The Textile Institute
40 Textile Progress doi:10.1533/tepr.2005.0001
[322]; paper or thin layer chromatography; build-up test; pH sensitivity test; reactive
dye fixation; thermo migration; strike-migration test; SDC migration test; temperature
strike test; dusting [323]; solubility and solution stability [324]; electrolyte stability
of reactive dyes [325]; cold water solubility [326]; coverage properties; and fastness.
A good quality-control scheme for dyes usually consists of [311]: OSHA Form 20;
Table 12 Factors Affecting Dye Selection and Evaluation
Standardisation
Homogeneity
Absorption in solution
Analysis and identification
Storage stability
Variation in moisture content
Storage conditions
Solubility and physical form
Aqueous solubility
Crystal modification
Particle size
Commercial form
Health and safety
Dustiness
Trace metals
Eye and skin irritation
Acute toxicity
Long-term hazards
Biodegradation
Sludge adsorption
Fish toxicity
Cost-effectiveness
Shade area
Colour value
Build-up reproducibility
Dye application properties
Levelling and migration
Substantivity and diffusion
Reactivity and fixation
Sensitivity to temperature
pH and redox potential
Compatibility
Cross-staining
Transfer and vapour pressure
Efficiency of wash-off
In-service requirements
Coverage
Penetration
Fastness
Tendering of substrate
Influence of finishes
Table 13 Factors that can be Monitored by Lab Check and Those Controlled by Standard Operating
Procedures
Factor Monitor by Lab Check Control by SOP
Water quality X
Substrate dyeability X
Substrate preparation X
Substrate X
Dye selection X
Dye combination X
Dye moisture content X
Dye standardization X
Dye and chemical weighing X
and dispensing
Dyebath additives X
Liquor ratio X
pH X
Machine flow and reversal X
Time/temperature profile X
Colour assessment method X
doi:10.1533/tepr.2005.0001 Critical Solutions in the Dyeing of Cotton 41
The Textile Institute
manufacturers technical data; physical standards; satisfactory laboratory evaluation;
retention of samples for future references; and proper documentation.
Table 14 presents the permissible limits of variation of some of the factors for
reproducibility [314]. Some other limits of accuracy are given in Table 15 [314]
Table 15 Limits of Accuracy for Right-First-Time Dyeing
Factor E (JPC 79)
Matching tolerance 0.30.5
Cotton variability in dyeing 2.0
Variability in water supply 3.0
Instability of dye solution 3.05.0
Computer prediction <1.0
Variation in weighing of 5% 2.5
Repeat knitting or card-wrapping 0.15
for assessment
Batch levelness 0.2
Lab dyeing reproducibility 0.8 (trained technician with class A glassware)
0.2 (untrained operative with automation)
Spectrophotometer reproducibility 0.050.2
Table 14 Variation Permissible to Achieve Reproducibility
to Within E 1 Unit
Factor Variation
Moisture content of dye 3.5%
Moisture content of substrate 0.5%
Weighing of substrate 0.5%
Weighing of dyes and chemicals <0.5%
Dye standardization <2.5%
pH of the dyebath 0.35 units
18. DYEING PROCESSES FOR COTTON
There are three main types of processes for the dyeing of cotton textile materials:
batch, continuous and semi-continuous. Batch dyeing is sometimes called exhaust
dyeing because the dye is gradually transferred from a relatively large volume dyebath
to the material being dyed over a relatively long period of time. The dye is said to
exhaust from the dyebath to the substrate. The choice of a dyeing process depends
upon many factors including type of material (fibre, yarn, fabric, fabric construction,
garment), size of dyeing lots and quality requirements in the dyed material [327].
Modern dyeing machinery for the dyeing of cotton materials is based on three
principles: (1) circulation of the dye solution through the fibre, (2) circulation of the
fibre through the dye solution and (3) padding the dye solution onto the fibre. The
machinery for the exhaust processes is based upon the principles 1 and 2. Package
and beam dyeing machines are based upon the first principle while beck, jigger and
jet dyeing machines utilize the second principle. Pad-steam, pad-Thermosol, and
pad-exhaust machines such as pad-jig are based on the third principle [328]. This
section briefly gives the most common processes for the dyeing of cotton textile
The Textile Institute
42 Textile Progress doi:10.1533/tepr.2005.0001
materials, which are: package dyeing (for yarn), jet dyeing (for knitwear), and jigger
and pad dyeing for woven materials.
The term package dyeing usually refers to the dyeing of yarn that has been wound
on perforated cores so that dye liquor can be forced through the package, which may
be a tube, cheese or cone type. The yarn packages are placed on perforated spindles
on a frame which fits into a pressure vessel where dyeing takes place. The dye
formulation is pumped through the perforations in the spindles and package cores
into the yarn. The flow of liquor can be either from inside-to-outside of the package
or outside-to-inside. Periodic reversal of the flow results in better levelness of the
dyeing. A heat exchanger using high pressure steam as the heat source heats the dye
liquor in a package dye machine. An earlier review of developments in package
dyeing has been given by Fleming and Gaunt [329]. Types of package dyeing machines
[330, 331] and later refinements in package dyeing have been reviewed by Turner
[332] and some recent progress has been given by Tsui [333]. The most important
dyeing parameters in a package dyeing machine are as follows [334]:
Liquor differential pressure (in-out and out-in)
Liquor flow rate
Liquor volume and liquor ratio
Liquor temperature
Circulation pump speed
Static pressure
Dyestuff and chemical preparation conditions
Injection times and sequence of dyes and chemicals
Liquor preparation and transfer times and sequences from/to reverse tank
Liquor heating and cooling gradient
Dyeing cycle times and sequences
The parameters given above are inter-related and must all be controlled carefully for
optimum dyeing to be achieved. Package dyeing, in spite of being simple and controllable
[335], is very prone to unlevelness. Success in attaining a good degree of levelness
is very much a direct result of package density and other theoretical considerations
[336].
A jigger or jig consists of a trough for the dye or chemical liquor. Fabric from a
roll on one side of the machine is run through the liquor in the trough and wound on
a roll on the opposite side of the jig. When the second roll is full, the drive is reversed,
and the fabric is transferred through the liquor back to the first roll. Live steam
injected into the bottom of the trough through a perforated pipe across the width of
the jig heats the liquor. Some modern jigs also have heat exchangers for indirect
heating. Covering the top of the jig minimises the heat loss to the atmosphere, keeps
the temperature uniform on all parts of the fabric and minimises exposure of the
liquor and the cloth to air. Minimising exposure to air is important when using
sulphur or vat dyes since these dyes can be oxidized by atmospheric oxygen. Jigs
exert considerable lengthwise tension on the fabric and are more suitable for the
dyeing of woven than knitted fabrics. Since the fabric is handled in open-width, a jig
is very suitable for fabrics which crease when dyed in rope form. Some typical
problems that may be encountered in conventional jig machines are as follows:
doi:10.1533/tepr.2005.0001 Critical Solutions in the Dyeing of Cotton 43
The Textile Institute
Temperature control from side-to-side and end-to-end of the roll
Tension control from end-to-end
Constant speed control from end-to-end
Prevention of creases
Prevention of air
Although these problems have been overcome by many manufacturers [337345],
expert monitoring is required to obtain quality dyeing in jig dyeing.
Continuous dyeing is usually defined as a dyeing method where a relatively
concentrated dye solution is applied evenly across the entire width of the fabric
passing through it in a continuous manner. The application of colorant solution is
usually accomplished by padding but also may be done by other means. Padding is
followed by subsequent fixation of the dye by chemical or thermal means. Continuous
dyeing is predominantly used for woven fabrics. However, machinery is also available
for both open width and tubular knits. When processing knits, the fabric must be
subjected to low and uniform tension for maintaining the desired aesthetics. Padding
techniques must be altered to properly handle tubular knit goods because edge lines
can occur if good dye penetration is not obtained or if the hardness of the pad rolls
is not correct.
In the pad batch method, the fabric ready-for-dyeing is impregnated with dye
liquor, excess liquor is squeezed out on a mangle, the fabric is batched onto rolls or
held in boxes for 212 hours, and then covered with plastic film to prevent adsorption
of carbon dioxide from air or evaporation of water. Subsequently, the fabric is washed
off in any of the conventional ways, depending upon the available equipment.
Typical problems encountered in pad dyeing are lengthwise shade variation (also
called tailing or ending) [346349] and widthways shade variation (also known as
listing or side-centre-side shade variation) [350353]. The dyeing problems occurring
in a continuous dyeing range may be attributable to the dye padder, pre-drying, the
Thermosol unit, the chemical padder, the steamer, and the wash boxes [354, 355].
19. SUMMARY
This monograph describes various key stages for the manufacture of dyed cotton
materials and reviews possible problems introduced at each stage. Dyed cotton materials
are not produced in a straightforward one-step process but there are many processes
involved, each with a number of variations and each variation with a number of
variables. In addition, textile dyeing is characterized by a large number of variables,
each with a distinct degree of effect on the final outcome of the process. The assortment
of so many variables, as well as the inter-relation among these factors, makes right-
first-time dyeing quite demanding, and troubleshooting faulty dyeings even more
exacting and arduous.
By experience, a trouble-shooter can reduce the number of probable causes of
problems, but confirmation of the exact cause can be difficult. A best estimate,
possible through a process of elimination, requires answers to a series of questions
and/or actual laboratory tests. Although some of the defects can be analyzed by the
practical dyer, in many cases, they can be analyzed only by a special textile laboratory,
set-up for this purpose, with qualified personnel and special equipment. A satisfactory
diagnosis entails: a well-equipped testing laboratory, extensive experience in testing,
The Textile Institute
44 Textile Progress doi:10.1533/tepr.2005.0001
and expert knowledge about several textile processing stages, the interaction between
the process variables, and the structural features that determine the properties of the
material; as well as a knack of problem-solving.
Defects in dyed cotton materials can be attributed to innumerable causes ranging
from poor quality of fibre, faulty spinning, inappropriate yarn package formation,
improper weaving or knitting, impurities in water, poor standardisation of dyes and
chemicals, lack of control of the variables in the processes involved, machine
malfunctions to human errors. This monograph addresses the most common problems
in the dyeing of cotton textile materials in various forms. An overview of various
textile operations for cotton is given and various key stages and factors involved in
the production of dyed cotton textile materials are examined in detail and problems
originating at each stage are summarised. As quality requirements are becoming
more stringent in textiles, human expertise in such a specialized area as dyeing is
becoming more limited and expensive. We are aware that sufficient weight was not
given to all aspects of production and coloration, and additional detailed examination
of techniques would be required to understand the underlying cause of specific problems.
However, we hope that readers will find this monograph a useful source of information
for the troubleshooting of common problems in the dyeing of cotton-based textile
substrates.
REFERENCES
[1] J.G. Cook. Handbook of Textile Fibres, Volume 1: Natural Fibres, 5th ed. Merrow, 1984.
[2] P. Carty. Fibre Properties, 3rd ed. Pentaxion, 1996.
[3] L. Miles. Focus on Cotton, Wayland (Publishers) Ltd, 1986.
[4] C.A. Becerra. World Cotton Demand in the Future: Issues on Competitiveness, 25th International Cotton
Conference, Bremen, Germany, March 2, 2000.
[5] M.E. Carter. Essential Fibre Chemistry, Marcel Dekker, New York 1971.
[6] T. Ishida. An Introduction to Textile Technology, Osaka Senken Ltd, 1991.
[7] T. Ishida. Manual of Textile Technology: Series 2, JTN Monthly, 495, 108113 (1996).
[8] T. Ishida. Manual of Textile Technology: Series 4, JTN Monthly, 497, 114122 (1996).
[9] T. Ishida. Manual of Textile Technology: Series 5, JTN Monthly, 498, 120125 (1996).
[10] T. Ishida. Manual of Textile Technology: Series 6, JTN Monthly, 499, 111117 (1996).
[11] T. Ishida. Manual of Textile Technology: Series 8, JTN Monthly, 501, 9298 (1996).
[12] M.D. Watson and B.W. Jones, Dye coverage of immature cotton can be a problem, Textile Chemist and
Colorist, 3, 1720 (1985).
[13] L. Cheek, A. Wilcock and L. Hsu. Effect of sodium hydroxide and liquid ammonia treatment on the
coverage of neps in dyed cotton fabric, Textile Research Journal, 9, 569573 (1986).
[14] L. Cheek, A. Wilcock and L. Hsu. Effect of mercerization, sub-mercerization and liquid ammonia on
fibre morphology of neps in cotton fabric, Textile Research Journal, 12, 690696 (1987).
[15] U. Peter and Q. Bowes. Quality variations in cotton and their effects on bleaching, dyeing and finishing,
Melliand English 2, E63E64 (1989).
[16] R.D. Mehta and P.A. Salame. Nep coverage of immature collon, Textile Asia, 24, 4143 (1992).
[17] R.M. Tyndall. Quality aspects related to preparation, dyeing and finishing of cotton knits, American
Dyestuff Reporter, 4, 1521 + 50 (1997).
[18] P. Cooper and J.M. Taylor. Dyeability variation in cotton a study from fibre bale to finished fabric,
Journal of Society of Dyers and Colourists, 11, 486488 (1992).
[19] H.E. Bille. Correct pre-treatment the first step to quality in modern textile processing, Journal of
Society of Dyers and Colourists, 12, 427434 (1987).
[20] S. Charlton. Heavy metal threat to cotton dyers, International Dyer, 10, 2730 (1999).
[21] H. Behnke. The demineralisation process, Colourage, 9, 2742 (1996).
[22] M.S. Elliot and D. Whittlestone. The interaction of knitting oils and cotton impurities: Effect on reactive
dye yield, Journal of Society of Dyers and Colourists, 9, 266270 (1994).
[23] W.B. Achwal. Importance of demineralisation of cotton for safe processing, Colourage, 10, 3132
(1994).
[24] J.R. Aspland and S.A. Williams. The effect of cotton colour grade on the colour yield of dyed goods,
Textile Chemist and Colorist, 2, 2325 (1991).
doi:10.1533/tepr.2005.0001 Critical Solutions in the Dyeing of Cotton 45
The Textile Institute
[25] M. Frey and K. Douglas. Characteristics of ring-spun yarn for knitting, Melliand English, 11, E231232
(1994).
[26] G.W. Smith and H.H. Hergeth. Spun yarn quality considerations in circular knitting, Melliand English,
1112, E226E227 (2000).
[27] U. Tombult. The appearance of yarn faults in woven fabrics, Melliand English, 1, E1E3 (1995).
[28] A.K. Gupta, P.H. Shah and T.A. Subramanian. Spinning fault-free cotton yarns: From dream to reality,
Textil Praxis International. Foreign edition with English supplement, 10, IIIV (1988).
[29] N. Balasubramanian. Weft bars and warp-way streaks due to yarn faults, Colourage, 6, 1526 (1984).
[30] W.R. Pomfret. Minimising yarn imperfections, Textile Month, 10, 6771 (1971).
[31] J. Park. A Practical Introduction to Yarn Dyeing, Society of Dyers and Colourists, 1981.
[32] J.H. Heetjans and R. Tindall. A handbook for the yarn dyer, Thies GmbH & Co. 1995.
[33] B.L. McConnell. Yarn dyeing the future, Textile Chemist and Colorist, 8, 6970 (1996).
[34] P.J. Horn. Yarn dyeing: Problems and solutions, Textile Chemist and Colorist, 6, 2628 (1990).
[35] W. Christ and U. Grobshauser. The technicalities of package dyeing and process implementation,
International Textile Bulletin Dyeing/Printing/Finishing, 2, 3442 (1994).
[36] S.M. Leamon. Continuous improvement in yarn dyeing, Textile Chemist and Colorist, 8, 2834 (1991).
[37] E. Bohrer. Progress in short liquor ratio dyeing of package and fabrics, Colourage, 5, 2931 (1985).
[38] J. Nobbs. Control parameters in dyeing machinery operation, Journal of Society of Dyers and Colourists,
12, 430433 (1991).
[39] Anon. Ratcliffe Springs Ltd. Stainless steel spring vs. plastic tubes, International Dyer, 5, 3234 (1995).
[40] G.R. Turner. Package dyeing updated, Textile Chemist and Colorist, 8, 2335 (1989).
[41] B. Ameling. Optimization of yarn dyeing machines by optimizing the yarn package, International
Textile Bulletin. Dyeing/Printing/Finishing, 4, 3746 (1986).
[42] Y. Yang and V.L. Mattison. The effect of package density profile on levelness of package dyed yarn,
Textile Chemist and Colorist, 8, 7781 (1997).
[43] J.N. Etters. Troubleshooting in package dyeing with vat dyes, Textile Chemist and Colorist, 4, 3638
(1998).
[44] S. Sundaram and S.V. Musale, New developments and theoretical considerations in package dyeing,
Colourage, 17, 2328 (1987).
[45] F. Hoffmann. Levelness in yarn dyeing, Textile Chemist and Colorist, 10, 1116 (1990).
[46] J.S. Mason, J. Park, T.M. Thompson and J. Shore. The presentation of packages for dyeing, Journal of
Society of Dyers and Colourists, 5, 246249 (1980).
[47] A. Kretschmer. Reconsidering aspects of package dyeing How to increase the precision in dyeing by
influencing bobbin compactness, tube configuration and liquor flow control, Textil Praxis International.
Foreign edition with English supplement, 4, XXI-XXIV (1988).
[48] A. Kretschmer. Reconsidering aspects of package dyeing How to improve shade uniformity of dye lots
using the differential pressure to control liquor throughput, Textil Praxis International. Foreign edition
with English supplement, 6, XI-XIV (1987).
[49] A. Kretschmer. Reconsidering aspects of package dyeing How to improve the levelness by controlling
the transported balance behaviour of dyestuffs, Textil Praxis International. Foreign edition with English
supplement, 4, VIII-X (1987).
[50] J. Whittaker. Practical problems in preparation and dyeing of cross-wound packages, Journal of Society
of Dyers and Colourists, 12, 690699 (1961).
[51] S. Sundaram and S.V. Musale. Optimization of yarn dyeing machines by optimizing the yarn package,
Colourage, 19, 2528 (1987).
[52] H. Chaplin, J. Park and T.M. Thompson. A technical and economic appraisal of yarn package dyeing,
Journal of Society of Dyers and Colourists, 11, 580587 (1980).
[53] R. Molteni. Productivity in fine yarn packages, International Dyer, 6, 33 (2001).
[54] S.S. Moraye, M.V. Ghaisas and C.H. Sakharkar. Measures to control defects in woven fabrics, Colourage,
3, 2735 (1984).
[55] A. Chadwick. Identification of Common Faults in Fabrics Woven in Single-shuttle Looms, Shirley
Institute, 1971.
[56] BS 7342: 1990 (1996): ISO 8498: 1989: Glossary of Terms for Defects in Woven Fabrics, British
Standards Institution, 1990.
[57] Manual of Standard Fabric Defects in the Textile Industry, Graniteville Company, 1975.
[58] BS 6395: 1983 (1997): Method for Numerical Designation of Fabric Faults by Visual Inspection, British
Standards Institution, 1983.
[59] T. Brackenbury. Knitted Clothing Technology, Blackwell Scientific, 1992.
[60] BS 7343: 1990 (1996): ISO 8499: 1990: Glossary of Terms for Defects in Knitted Fabrics: British
Standards Institution, 1990.
[61] L. Hunter. The Causes and Measurement of Knitted Fabric Barre, South African Wool and Research
Institute of CSIR, South Africa. Sawtri, 1976.
[62] E. Deutschkamer. Faults in knit goods analysis and causes, Textil Praxis International. Foreign edition
with English supplement, 11741179 (1983).
The Textile Institute
46 Textile Progress doi:10.1533/tepr.2005.0001
[63] W. Wiume. Faults in knitted fabrics, Melliand English, 78, E148E150 (1994).
[64] H.T. Pratt, A descriptive terminology for barre, Textile Chemist and Colorist, 3, 1718 (1984).
[65] Z.T. Bartnik. Faultless fabrics faults in knitted fabrics, their causes and cure, Textile Asia, 6, 6264
(1986).
[66] T. Hori and H. Zollinger. Some aspects of the role of water in dyeing processes of various fibre
materials, Melliand English, 4, E119-E121 (1987).
[67] A. Westerink. Water economy in textile finishing, Melliand English, 2, E71E73 (1993).
[68] B. Smith and J. Rucker. Water in textile processing Part I, American Dyestuff Reporter, 7, 15 (1987).
[69] T.M. Thompson. Dyehouse Laboratory Practice, Society of Dyers and Colourists, 1983.
[70] B. Smith and J. Rucker. Water in textile processing Part II, American Dyestuff Reporter, 8, 6873
(1987).
[71] U. Denter and E. Schollmeyer. Use of processing water containing alkaline and alkaline earth salts in
textile preparation Part III, Textile Praxis International. Foreign edition with English supplement, 3,
XIIXV (1992).
[72] E. Riester. Test method to determine the decomposition of peroxide in cold pad-bleach, Melliand
English, 10, 810814 (1985).
[73] U. Denter and E. Schollmeyer. Use of processing water containing alkaline and alkaline earth salts in
textile preparation Part II, Textile Praxis International. Foreign edition with English supplement, 12,
VIX (1991).
[74] K.H. Weible. The influence of calcium when washing off reactive dyes, Melliand English, 10, E361362
(1990).
[75] T.H. Morton. Water for the dyer, Journal of Society of Dyers and Colourists, 5, 177184 (1967).
[76] A.H. Little. Water Supplies and the Treatment and Disposal of Effluents, Textile Institute 1975.
[77] J. Park and J. Shore. Dyeing Laboratory Manual, Roaches 1999.
[78] E.R. Trotman. Dyeing and Chemical Technology of Textile Fibres 6th Ed., Charles Griffin and Co.,
1984.
[79] R. Verschaeve. Reverse osmosis for water treatment, Melliand English, 10, E235 (1999).
[80] S. Gupta and B. Nanda. Sequestering agents for textile chemical processing, Colourage, 11, 2125
(1994).
[81] H. Bachus Sequestering agents for tomorrows market, Melliand English, 5, E105106 (1999).
[82] A. Plendl. Sequestering agents for optimising wet processing of textiles, Melliand English, 7, E219222
(1989).
[83] X. Kowalski. Sequestering agents in bleaching and scouring, Textile Chemist and Colourist, 8, 3236
(1978).
[84] R. Ebbinghaus. Modern singeing technology essential for all textile finishers, International Textile
Bulletin, Dyeing/Printing/Finishing, 2, 2936 (1992).
[85] Yarn singeing technique, International Textile Bulletin, Spinning, 3, 490497 (1979).
[86] A. Wilson. The singeing specialist, Textile Month, 8, page 24 (2003).
[87] Improving the quality of knitted fabrics by the singeing process, Knitting Technique, 12, 310312
(1990).
[88] D. Cova. Singeing and mercerizing of tubular knit fabrics, International Textile Bulletin. Dyeing/Printing/
Finishing, 1, 40, 58 (1994).
[89] E. Remund. Singeing of textile webs behaviour of the fabrics in direct and indirect singeing processes,
Textil Praxis International, Foreign edition with English supplement, 9, XXIXXIII (1984).
[90] L.C. Davis. Desizing can make or break finishing quality, Textile World, 11, 115116 (1981).
[91] J.G. Roberts. Desizing and shade variation in dyeing, Textile Manufacturer, 8, 3637 (1977).
[92] Manual: Sizing, Pre-treatment and Dyeing of Cellulosic Fibres, B.A.S.F., 1979.
[93] C.D. Livengood. Make quick size checks before desizing fabrics, Textile World, 4, 99102 (1982).
[94] S.K. Patel and J. Varghese. Preparatory treatments and their influences on dyeing cotton a review. I:
Desizing, scouring and bleaching, Colourage, 4, 311 (1983).
[95] I. Holme. Some recent developments in sizing and desizing, International Dyer, 12, 626628 (1977).
[96] J.J. Casserly. Considerations in continuous desizing, American Dyestuff Reporter, 14, 477480 (1967).
[97] R. Levene and R. Prozan. Preparation procedures for woven cotton and polyester/cotton fabric. Part 1:
Enzymatic desizing, Journal of Society of Dyers and Colourists, 78, 338344 (1992).
[98] K. Ramaszeder. Modern desizing processes and their range of application under HT conditions, Textil
Praxis International. Foreign Edition with English Supplement, 11, XVIII XX (1980).
[99] K. Dickinson and P. Curzons. Desizing with peroxygens: one approach to energy savings, Textile
Chemist and Colorist, 6, 126130 (1982).
[100] K. Dickinson and T.J. Thompson. Optimising desizing with peroxygens, American Dyestuff Reporter, 7,
1922 (1980).
[101] W.S. Hickman. Oxidative desizing, International Dyer, 12, 600601 (1978).
[102] B. Jakob. The removal of starch-bases sizes Part 1: Enzymatic breakdown more than just desizing,
Melliand English, 78, E142145 (1998).
[103] K. Dickinson. Oxidative desizing, Review of Progress in Coloration and Related Topics, 17, 16 (1987).
doi:10.1533/tepr.2005.0001 Critical Solutions in the Dyeing of Cotton 47
The Textile Institute
[104] R. Levene and R. Prozan. Preparation procedures for woven cotton and polyester/cotton fabric. Part 2:
Oxidative desizing with hydrogen peroxide, Journal of Society of Dyers and Colourists, 9, 375382 (1992).
[105] M.H. Rowe. Desizing/scouring with hydrogen peroxide, Textile Chemist and Colorist, 10, 215219
(1978).
[106] B. Jakob. The removal of starch-bases sizes Part 2: Oxidative desizing an old process reveals new
strengths, Melliand English, 10, E206210 (1998).
[107] W. Schenk and G. Schmidt. Rationalized desizing, Textile Asia, 10, 5660 (1986).
[108] D. Fiebig, H. Herlinger and D. Soltau. Simple methods for determination of the desizing effect on cotton
fabrics, Textil Praxis International. Foreign Edition with English Supplement, 10, IVVII (1993).
[109] O. Deschler and G. Schmidt. The violet scale, a criterion for assessing the desizing degree of starch-
sized fabrics, Textil Praxis International. Foreign Edition with English Supplement, 12, IXXI (1981).
[110] G. Rosch. The practice of cotton fabric preparation First part, Textil Praxis International. Foreign
edition with English supplement, 1, IIV (1988).
[111] G. Rosch. The practice of cotton fabric preparation Second part, Textil Praxis International. Foreign
edition with English supplement, 3, VIIVIII (1988).
[112] G. Rosch. The practice of cotton fabric preparation Third part, Textil Praxis International. Foreign
edition with English supplement, 5, VIIX (1988).
[113] G. Rosch. The practice of cotton fabric preparation Fourth part, Textil Praxis International. Foreign
edition with English supplement, 10, XIXXXI (1988).
[114] G. Rosch. The practice of cotton fabric preparation Fifth part, Textil Praxis International. Foreign
edition with English supplement, 3, XIXXXII (1989).
[115] G. Rosch. The practice of cotton fabric preparation Sixth part, Textil Praxis International. Foreign
edition with English supplement, 4, XXXXII (1989).
[116] G. Rosch. The practice of cotton fabric preparation Seventh part, Textil Praxis International. Foreign
edition with English supplement, 6, VIIIX (1989).
[117] G. Rosch. The practice of cotton fabric preparation Eighth part, Textil Praxis International. Foreign
edition with English supplement, 7, XXIV (1989).
[118] G. Rosch. The practice of cotton fabric preparation Ninth part, Textil Praxis International. Foreign
edition with English supplement, 8, XVIIIXXI (1989).
[119] W. Sebb. Bleaching for a practical man, Textil Praxis International. Foreign edition with English
supplement, 5, XXVXXVI (1981).
[120] W. Sebb. Bleaching for a practical man, Textil Praxis International. Foreign edition with English
supplement, 6, XXVIIXXVIII (1981).
[121] W. Sebb. Bleaching for a practical man, Textil Praxis International. Foreign edition with English
supplement, 8, XIVXVI (1981).
[122] W. Sebb. Bleaching for a practical man, Textil Praxis International. Foreign edition with English
supplement, 11, XVXVIII (1981).
[123] W. Sebb. Bleaching for a practical man, Textil Praxis International. Foreign edition with English
supplement, 1, XXIV (1982).
[124] W. Sebb. Bleaching for a practical man, Textil Praxis International. Foreign edition with English
supplement, 3, XXI (1982).
[125] J. Reineke. Modern pre-treatment plant requirements from the commission finisher point of view,
Melliand English, 1, E16E20 (1987).
[126] K. Gebert. Topical variation of peroxide bleaching, Melliand English, 10, 631637 (1984).
[127] T. Hipp. HT bleaching outdated process or interesting variant, Melliand English, 12, E10E13
(1998).
[128] H. Wurster. Peroxide bleaching vital to economic pre-treatment, International Textile Bulletin. Dyeing/
Printing/Finishing, 1, 3750 (1987).
[129] A.M.M. Taher and D.M. Cates. Bleaching cellulose Part I: A free radical mechanism, Textile Chemist
and Colorist, 12, 3034 (1975).
[130] H.E. Bille. Correct pre-treatment the first step to quality in modern textile processing, Journal of
Society of Dyers and Colourists, 12, 427234 (1987).
[131] D. Angstmann and M. Bradbury. Pre-treatment of cotton knitgoods for dyeing, International Dyer, 3,
1118 (1998).
[132] J.W. Rucker and C.B. Smith. Troubleshooting in preparation a systematic approach, Textile Chemistry
Department, North Carolina State University, Raleigh, North Carolina 27695-8302. http://www.p2pays.org/
ref/03/02332.pdf
[133] W.G. Steinmiller and D.M. Cates. Bleaching cellulose Part II: Effect of impurities, Textile Chemist and
Colorist, 1, 1418 (1976).
[134] W. Zollner. Iron as a decomposing agent, magnesium as a stabiliser in cold bleaching liquors containing
hydrogen peroxide, Melliand English, 12, E11E14 (1999).
[135] E.L. Patton. Basic quality control for the bleaching, American Dyestuff Reporter, 10, 36+78 (1970).
[136] K. Schliefer and G. Heidemann. Investigating into the tendering mechanism in the peroxide bleaching
of cotton caused by impurities containing catalytes, Melliand English, 11, E369E371 (1989).
The Textile Institute
48 Textile Progress doi:10.1533/tepr.2005.0001
[137] H. Weber. Economical mercerization of knitgoods, International Textile Bulletin. Dyeing/Printing/Finishing,
4, 1977, 402406 (1977).
[138] L.A. Sitver. Mercerization know-how, American Dyestuff Reporter, 7, 2431 (1980).
[139] P.F. Greenwood. Mercerization and liquid ammonia treatment of cotton, Journal of Society of Dyers and
Colourists, 10, 342349 (1987).
[140] E.J. Elliot. Mercerization: is it a matter of degree?, Textile World, 5, 6870 (2000).
[141] L.A. Sitver. Mercerization: its uses and advantages in knitted fabrics and yarns, Knitting Times, 26, 20
26 (1979).
[142] S.M. Suchecki. Knitgood mercerization: a unique marketing opportunity, Textile Industries, 4, 8082
(1980).
[143] G. Euscher and E. Wirth, Mercerization of tubular fabrics to meet practical conditions, and its costs,
Textil Praxis International. Foreign edition with English Supplement, 2, XXVIXXVIII (1980).
[144] Piece mercerization of cotton knits, Textile Industries, 4, 8084 (1981).
[145] D. Bechter. Hot mercerization of cotton. IV: Stitch structure and colour, Textil Praxis International.
Foreign edition with English Supplement, 4, XIXXXII (1981).
[146] G. Euscher. Medium knit mercerization. Is the mercerization of knit goods no longer a problem?, Textile
Asia, 9, 5762 (1982).
[147] D. Cechter and G. Buhler. Hot mercerization of cotton. V: Dimensional stability of mercerized cotton,
Textil Praxis International, Foreign edition with English Supplement, 7, XIIIXVIII (1984).
[148] F. Azeem and A. Sundaram. A comparative study on the effect of slack mercerization and stretch
mercerization on the properties of cotton yarn, Colourage, 7, 2526 (1991).
[149] W. Schumacher. Latest results in add-on mercerization, Colourage Annual, (135140) 1998.
[150] S. Greif. Add-on mercerization a new process technology, International Dyer, 9, 3341 (1992).
[151] S. Greif. Addition mercerization a new process technology, Melliand English, 9, E307309 (1991).
[152] G. Mishra and M.J. Bide. Effect of hot mercerization treatment on moisture regain, shrinkage, barium
activity number, and fibre entanglement properties of a cotton fibre assembly, Textile Dyer and Printer,
18, 2127 (1992).
[153] S. Greif. Continuous mercerization decision criteria for investment, Melliand English, 9, E128130
(1996).
[154] AATCC test method 27-1994: Wetting agents: Evaluation of rewetting agents, AATCC Technical Manual,
75 (1997).
[155] T. Pusic, R. Cunko, A. Tomljenovic and I. Soljacic. Study of cotton fibre swelling affecting the degree
of mercerization, American Dyestuff Reporter, 6, 1518 + 34 (1999).
[156] H. Weber. Mercerization moves on, Textile Asia, 6, 111114 (1988).
[157] R.K. Shah, D.L. Patel and R.M. Mittal. Wet-on-wet mercerization: one more step towards energy
conservation, Colourage, 19, 1923 (1990).
[158] AATCC test method 89-1994: Mercerization in cotton, AATCC Technical Manual, 117118 (1997).
[159] S.N. Harshe, V. Mandloi and A. Nanavati. Mercerization of cotton materials and their blends its effect
on barium hydroxide absorption value, Colourage, 18, 2429 (1983).
[160] S. Ghosh and S. Spencer. Online measurement of the degree of mercerization using remote near-IR
spectroscopy, Textile Chemist and Colorist and American Dyestuff Reporter, 8, 8285 (2000).
[161] J.A. Taylor. Recent developments in reactive dyes, Review of Progress in Coloration, 30, 93107
(2000).
[162] D.W. Ramsay. Reactive dyes in the 80s, Journal Society of Dyers and Colourists, 3, 102106 (1981).
[163] M.B. Bochner. Update on reactive dye applications, American Dyestuff Reporter, 12, 4952 (1989).
[164] J. Wegmann. Some relations between the chemical constitution of Cibacron dyes and their dyeing
characteristics, Journal Society of Dyers and Colourists, 4, 205209 (1960).
[165] W. Beckmann. Influence of dyestuff properties in the optimisation of batchwise dyeing methods,
International Textile Bulletin. Dyeing/Printing/Finishing, 2, 35 (1988).
[166] V.R. Kanetkar, G.S. Shankarling and S. Patil. Recent developments in reactive dyes Part 1: Introduction
and Bifunctional dyes, Colourage, 3, 3546 (2000).
[167] S. Abeta, T. Yoshida and K. Imada. Problems and progress in reactive dyes, American Dyestuff Reporter,
7, 2631 + 49 (1984).
[168] M.J. Bradbury and P.S. Collishaw. Process design in dyeing cellulosics with reactive dyes, International
Dyer, 4, 1218 (1994).
[169] M.J. Bradbury, P.S. Collishaw and D.A.S. Philips. The eXceL concept for the dyeing of cellulose fibres
with Procion H-EXL dyes, Journal Society of Dyers and Colourists, 10, 430435 (1992).
[170] E. Bohnert. The Remazol linkage, Journal Society of Dyers and Colourists, 12, 581585 (1959).
[171] S.M. Betrabet. Behaviour of bifunctional and polyfunctional reactive dyes applied to cotton cellulose,
Journal Society of Dyers and Colourists, 9, 338345 (1977).
[172] M.M. Dalal and K.R Desai. Dyeing effects of bifunctional reactive dyes on knitted cotton fabrics,
American Dyestuff Reporter, 4, 2225 (1996).
[173] A.H.M. Renfrew and J.A. Taylor. Cellulose reactive dyes: Recent developments and trends, Review of
Progress in Coloration, 20, 19 (1990).
doi:10.1533/tepr.2005.0001 Critical Solutions in the Dyeing of Cotton 49
The Textile Institute
[174] P.J. Dolby. Dyeing of fibre-reactive dyes on cellulose, American Dyestuff Reporter, 11, 5558 (1966).
[175] M. Hehlen. Effects of dye substantivity in dyeing cotton with reactive dyes, Textile Chemist and Colourist,
10, 2127 (1991).
[176] W.J. Marshal. Development of batchwise dyeing methods for Procion dyes, American Dyestuff Reporter,
17, 1928 (1969).
[177] J.A. Fowler and W.J. Marshal. Reactive dyes: The technical basis for choosing between dyes of high and
dyes of low substantivity, Journal of Society of Dyers and Colourists, 7, 358363 (1964).
[178] M.J. Bradbury, P.S. Collishaw and S. Moorhouse. Reactive dye selection and process development for
exhaust dyeing of cellulose, Textile Chemist and Colorist, 8, 1923 (1995).
[179] M.R. Sampath. An overview of problems encountered in the batchwise processing of piece goods
woven or knitted, Colourage, 4, 1315 (1993).
[180] T. Vickerstaff. Reactive dyes for cellulose, Journal of Society of Dyers and Colorists, 6, 237247
(1957).
[181] M. Capponi and R.C. Senn. Relations between some physiochemical properties of reactive dyes and
their behaviour in padding processes, Journal of Society of Dyers and Colorists, 1, 813 (1966).
[182] J.R. Aspland. A series on dyeing Chapter 5: Reactive dyes and their applications, Textile Chemist and
Colorist, 5, 3136 (1992).
[183] A.M. Lidyard, A. Woodcock and P. Noone. Economic considerations from the exhaust application of
reactive dyes under ultra low liquor ratio conditions, Journal of Society of Dyers and Colorists, 11, 501
504 (1992).
[184] P. Rys and H. Zollinger. Reactive dyeing: Basic principles and their implications for the dyer, Textile
Chemist and Colorist, 3, 3540 (1974).
[185] M.R. Fox. New developments in exhaust dyeing of cellulose with reactive dyes, Textile Chemist and
Colorist, 9, 5662 (1973).
[186] H. Gerber and U. Ulshofer. Colour yield and appearance of cellulosic fibres dyed with reactive dyes,
Journal of Society of Dyers and Colourists, 2, 6067 (1974).
[187] N.A. Ibrahim and W.A. El Sayed. Low temperature dyeing of cotton fabrics with monochlorotriazine
dyes, American Dyestuff Reporter, 8, 4449 + 53 (1993).
[188] B. Smith. Troubleshooting in dyeing Part II: Batch dyeing, American Dyestuff Reporter, 4, 1327
(1987).
[189] P.C. Sharma and R.K. Iyer. Optimisation of processing of cotton knitgoods, Colourage, 3, 4548 (1993).
[190] A.D. Maria. Improving application of fibre-reactive dyes in exhaust dyeing, American Dyestuff Reporter,
10, 2224 (1985).
[191] L.N. Guo, M. Petit-Ramel, R. Gauthier, B. Chabert and A. Jacquet. Interaction of vinylsulphone reactive
dyes with cellulose fibres Part I: Dyeing mechanism, fibre characterisation and effects of alkaline
electrolytes, Journal of Society of Dyers and Colourists, 56, 213219 (1993).
[192] J.M. Culp. Something for the dyer, American Dyestuff Reporter, 25, 107111 (1967).
[193] M. Gorensek, V. Gaber, N. Peternelj and V. Vrhunc. The influence of liquor ratio on the jet dyeing of
cellulose fibres using different types of monochlorotriazine dyes, Journal of Society of Dyers and
Colourists, 12, 1921 (1995).
[194] L.N. Guo, M. Petit-Ramel, I. Arnaud, R. Gauthier and Y. Chevalier. Interaction of vinylsulphone reactive
dyes with cellulose fibres Part II: Dye association and dye surfactant interaction, Journal of Society
of Dyers and Colourists, 4, 149154 (1994).
[195] D. Fiebig, H. Herlinger, J. Reichert, J. and T. Weller. The role of non-ionic auxiliaries for exhaust dyeing
with reactive dyestuffs, Textil Praxis International. Foreign edition with English supplement, 11, V (1992).
[196] M.J. Bradbury, P.S. Collishaw and S. Moorhouse. Dynamic response process optimisation in the
exhaust dyeing of cellulose, Journal of Society of Dyers and Colourists, 5, 130134 (1995).
[197] M.J. Bradbury, D.A.S. Philip, P.S. Collishaw and S. Moorhouse, Controlled coloration: A success
strategy for the dyeing of cellulosic fibres with reactive dyes, Colourage Annual, 2536 (1993).
[198] K. Imada, N. Harada and T. Yoshida. Recent developments in optimising reactive dyeing of cotton,
Textile Chemist and Colorist, September, 9, 8387 (1992).
[199] R. Hasler and F. Palacin. Automated addition of chemicals Criteria for optimum use in exhaust dyeing,
International Textile Bulletin. Dyeing/Printing/Finishing, 1, 2734 (1987).
[200] D. Hildebrand. Dyeing of cotton with E-/EA-/EN-reactive dyestuffs using a metering process, Textil
Praxis International. Foreign edition with English supplement, 1, IXXIV (1989).
[201] G. Chapman. The theory of relative contact reactive dyeing, Colourage, 4, 2022 (1988).
[202] J. Carbonell, Parameters to be controlled in batch dyeing, American Dyestuff Reporter, 3, 3437 (1987).
[203] K. Imada and N. Harada. Recent developments in the optimised dyeing of cellulose using reactive dyes,
Journal of Society of Dyers and Colourists, 4, 210214 (1992).
[204] J. Park. Right-first-time dyeing A trio of objectives, Colourage Annual, 3740 (1992).
[205] S.Y. Kamat and A.K. Prasad. Techniques for improving colour yield of reactive dyes on cellulose,
Colourage, 11, 1525 (1991).
[206] M.J. Bradbury, P.S. Collishaw and S. Moorhouse. Controlled rinsing: A step change in reactive dye
application technology, Colourage Annual, 7380 (2000).
The Textile Institute
50 Textile Progress doi:10.1533/tepr.2005.0001
[207] A.C. Welham. What cost rinsing? International Dyer, 8, 2829 (1994).
[208] DyStar. New Remazol RR trichromatic system, International Dyer, 9, 1317 (1996).
[209] W.B. Achwal. Washing-off hydrolysed dye A common problem, Colourage, 3, 4344 (1995).
[210] D. Feibig and D. Soltau. Possibilities of improving the ecological acceptability of washing processes
following reactive dyeings, Textil Praxis International. Foreign edition with English supplement, 6, XV-
XVII (1988).
[211] H. Herlinger, G. Schulz, D. Fiebig and R. Stohr. Possibilities of modifying washing processes following
reactive dyeings in order to improve their ecological acceptability, Textil Praxis International. Foreign
edition with English supplement, 9, XXII-XXIV (1990).
[212] M.J. Bradbury, P.S. Collishaw and S. Moorhouse. Smart rinsing: a step change in reactive dye application
technology, Journal of Society of Dyers and Colourists, 56, 144147 (2000).
[213] W. Baumann, B.T. Groebel, M. Krayer, H.P. Oesch, R. Brossman, N. Kleinemeier and A.T. Leaver.
Determination of relative colour strength and residual colour difference by means of reflective measurement,
Journal of Society of Dyers and Colourists, 2, 100105 (1987).
[214] I.D. Ratee. Reactive dyes in coloration of cellulosic materials, Journal of Society of Dyers and Colourists,
1, 2331 (1969).
[215] M. White. Dyeing with direct dyes. Textile Chemist and Colorist, 4, 3839 (1980).
[216] C.V. Stead. Direct dyes and acid dyes, Review of Progress in Coloration and Related Topics, 6, 16
(1975).
[217] J. Shore. Developments in direct dyes for cellulosic materials, Review of Progress in Coloration and
Related Topics, 21, 2342 (1991).
[218] J.R. Aspland. A series on dyeing: Chapter 2/Part 2 Direct dye structure, Textile Chemist and Colorist,
12, 3032 (1991).
[219] J.R. Aspland. A series on dyeing: Chapter 2/Direct Dyes and their Application, Textile Chemist and
Colorist, 11, 4145 (1991).
[220] M.R. DeGiorgi, G. Alberti and A. Cerniani. Effects of salts on the dyeing behaviour of direct dyes,
American Dyestuff Reporter, 3, 3336 (1985).
[221] J.N. Etters. How to evaluate direct dye fixatives, American Dyestuff Reporter, 9, 1922 + 91 (1989).
[222] S. Shakra and M. Ibrahim. Measuring the effect of fixatives on direct dyes, American Dyestuff Reporter,
4, 3842 (1988).
[223] R.S. Blackburn, S.M. Burkinshaw and G.W. Collins. The application of cationic fixing agents to cotton
dyed with direct dyes under different pH conditions, Journal of Society of Dyers and Colourists, 11,
317320 (1998).
[224] J. Varghese, N. Bhattacharyya and A.S. Sahasrabudhe. After-treatments on cellulosic textiles dyed with
direct dyes, Colourage, 6, 1521 (1989).
[225] A.K. Jain and N.E. Dweltz. Influence of direct dye structure on coverage of immature cotton fibre neps
Part 2, American Dyestuff Reporter, 12, 48 (1992).
[226] K. Jain and N.E. Dweltz. Influence of direct dye structure on coverage of immature cotton fibre neps
Part 1, American Dyestuff Reporter, 11, 187191 + 204 (1992).
[227] A. Wilcock and D. Lloyd-Graham. The effect of dye structure and a cationic after-treatment on the
coverage of neps in cotton fabric, Journal of Society of Dyers and Colourists, 3, 104108 (1990).
[228] B. Smith. Dead cotton coverage of direct dyes, Textile Research Journal, 4, 226231 (1991).
[229] O. Annen. Ecological dyeing with sulphur dyes, Melliand Textilberichte, 10, E199201 (1998).
[230] J. Robinson. Sulphur dyes and the environment, Journal of the Society of Dyers and Colourists, 6, 172
175 (1995).
[231] H.T. Lokhande and V.A. Dorugade. Eco-friendly processing of jute with sulphur dyes, Colourage, 3,
2124 (1998).
[232] R. Kubanik. Reduction in the chemicals required for sulphur dyeing, International Textile Bulletin, 3,
8586 (1998).
[233] M. Hahnke and C. Schuster. Sulphur dyes and environmental protection a contradiction in terms?,
Melliand Textilberichte, 6, E113115 (1995).
[234] F.L. Cook. Sulphur dyes: old standard learns some new tricks Textile World, 3, 6869 (1991).
[235] D. Clark and C. Senior, in. The Dyeing of Cellulosic Fibres, ed. C. Preston, SDC, Bradford (1986).
[236] S.M. Burkinshaw, in. The Chemistry and Application of Dyes, eds. D. Waring and G. Hallas, Plenum,
New York (1991).
[237] L. Tigler. Recent advances in the dyeing of sulphur colours, American Dyestuff Reporter, 9, 333 (1968).
[238] Anon. Sulphur dyes Historical introduction, Colourage, 10, 3537 (2000).
[239] A. Thornton. Innovation and quality to shape European dyes market, International Dyer, 5, 25 (1999).
[240] G.S. Shankarling, R. Paul and M. Jayesh. Sulfur dyes Constitution, synthesis and application. I,
Colourage, 8, 4754 (1996).
[241] G.S. Shankarling, R. Paul and M. Jayesh. Sulfur dyes Constitution, synthesis and application. II,
Colourage, 9, 5762 (1996).
[242] J.R. Aspland. A series on dyeing. Chapter 4: Sulphur dyes and their application, Textile Chemist and
Colorist, 3, 2124 (1992).
doi:10.1533/tepr.2005.0001 Critical Solutions in the Dyeing of Cotton 51
The Textile Institute
[243] J.R. Aspland. A series on dyeing: Chapter 4/Part 2: Practical application of sulphur dyes, Textile Chemist
and Colorist, 4, 2731 (1992).
[244] F. Brooke. Sulphur dyes are important, Journal of the Society Dyers and Colourists, 9, 297298 (1987).
[245] L. Tigler. Dyeing primer: VI. Dyeing with sulphur dyes, Textile Chemist and Colorist, 6, 146147
(1980).
[246] R. Klein, Sulphur dyes today and tomorrow, Journal of the Society of Dyers and Colourists, 4, 106113
(1982).
[247] W.E. Wood. Sulphur dyes 19661976, Review of Progress in Coloration and Related Topics, 7, 80
84 (1976).
[248] W.E. Wood and R.A. Guest. Sulphur dyes, Review of Progress in Coloration and Related Topics, 19, 63
71 (1989).
[249] C. Senior in. Cellulosic Dyeing, ed. J. Shore, SDC, Bradford (1995).
[250] H.M. Tobin. Batch dyeing with sulphur colours, American Dyestuff Reporter, 2, 3739 (1968).
[251] L. Tigler. Sulphur dye oxidation, American Dyestuff Reporter, 9, 46 (1972).
[252] K. Sternberger. Oxidation of sulphur dyeings, American Dyestuff Reporter, 9, 88108 (1974).
[253] AATCC Technical Manual, Vol. 72, 73 (1997).
[254] R.F. Hyde, G. Ashton and G. Thompson. Continuous dyeing the way ahead, Colourage Annual 6776
(1997).
[255] C.S. Hughey. Dyeing primer. V. Dyeing with vat dyes, Textile Chemist and Colorist, 5, 111112 (1980).
[256] J.R. Aspland. A series on dyeing. Chapter 3/Part 1. Vat dyes and their application, Textile Chemist and
Colorist, 1, 2224 (1992).
[257] J.R. Aspland. A series on dyeing. Chapter 3/Part 2: Practical application of vat dyes, Textile Chemist and
Colorist, 2, 2731 (1992).
[258] U. Baumgarte. Vat dyes and their application, Review of Progress in Coloration and Related Topics, 5,
1732 (1974).
[259] U. Baumgarte. Developments in vat dyes and in their application 19741986, Review of Progress in
Coloration and Related Topics, 17, 2938 (1987).
[260] U. Baumgarte. Developments in vat dyes and in their application 19741986, Colourage Annual, 3347
(1989/1990).
[261] C.M. Horne. A review of vat dyeing on cotton yarns, Textile Chemist and Colorist, 12, 2732 (1995).
[262] Vat dyeing Present and future, Knitting Technology, 1, 2628 (2001).
[263] Indanthrene dyes 100 years on, International Dyer, 3, 39 (2001).
[12] W. Schrott. Forever young 100 years of Indanthrene dyes, Melliand English, 6, E130 (2001).
[264] K. Sung. A dye turns 100, Textile Asia, 12, 4749 (2001).
[265] U. Nahrand and G. Ruppert. Will Indanthrene dyes still be of interest in the year 2000?, Textil Praxis
International, 1, 4450 (1991).
[266] R.T. Norris. Recent progress in batchwise dyeing methods for vat dyes, Textile Dyer and Printer, 1, 25
26 (1987).
[267] R.T. Norris. Recent progress in batchwise dyeing methods for vat dyes, International Dyer, 8, 3233
(1986).
[268] U. Baumgarte. Exhaust dyeing with vat dyes: information from experiments for improving levelling,
Colourage Annual, 1727 (1990).
[269] O. Krauzpaul. Sulphur and sulphur vat dyes in exhaust dyeing: A review from the dyers standpoint,
Textil Praxis International. Foreign edition with English supplement, 2, IXXI (1987).
[270] G. Ruppert. Innovations with vat dyes in the exhaust-dyeing sector, Colourage, Annual, 2939 (1996).
[271] U. Baumgarte and H. Schluter. Continuous dyeing with vat dyes, Textile Chemist and Colorist, 1, 10
15 (1985).
[272] A.N. Stuart. Continuous vat dyeing review, American Dyestuff Reporter, 3, 2326 (1976).
[273] G. Myard. Optimum conditions for dyeing of cellulosic fibres with vat dyes, International Dyeing
Symposium. Practical Dyeing Problems Analysis and Solution (AATCC), 172181 (1977).
[274] J.N. Etters. Oxidation problems in pad-jig dyeing, Textile Chemist and Colorist, 12, 209212 (1975).
[275] F. Somm and R. Buser. Migration problems during intermediate drying of pad dyeings, International
Dyer, 12, 67 (1985).
[276] A. Norris. Yarn dyeing: problems and solutions, Textile Chemist and Colorist, 6, 2628 (1990).
[277] V.A. Shenai. Physical forms of commercial dyes, Textile Dyer and Printer, 8, 1826 (1994).
[278] G. Ruppert. Vat dyes for cellulosics, Textile Asia, 12, 97100 (1979).
[279] Palmetto section AATCC. The influence of vat dye particle size on colour yield and industrial wash
fastness, Textile Chemist and Colorist, 2, 1620 (1991).
[280] U. Baumgarte. Reduction and oxidation processes in dyeing with vat dyes, Melliand English, 3, E83
86 (1987).
[281] B. Semet and G.E. Gruninger. Iron (II) salt complexes as alternatives to hydrosulphite in vat dyeing,
Melliand English, 3, E4546 (1995).
[282] G.L. Medding. Vat dye reduction system, American Dyestuff Reporter, 9, 30 + 70 (1980).
[283] L. Tigler. Oxidation processes for vat and sulphur dyes, Canadian Textile Journal, 6, 5152 (1981).
The Textile Institute
52 Textile Progress doi:10.1533/tepr.2005.0001
[284] D. Fiebig. New findings on the after-treatment of vat dyeings on cotton taking the leuco processes as an
example, Melliand Textilberichte, 12, E17 (1995).
[285] H. Schluter. Optimisation of dyeing of cotton and polyester cotton fabrics using vat dyes, International
Dyer, 3, 20 (1983).
[286] Continuous dyeing, Textile Asia, 1, 96100 (1980).
[287] Vat Dyeing of Cotton Pieces, 2nd Edition, ICI Dyestuffs Division, ICI, 1959.
[288] S.B. Guha, B.M. Patel and H.H. Mehta. Study (of) the effect of thermofixation in vat dyeing of cotton
fabric, Colourage, 5, 2022 (1988).
[289] P. Salzmann and W. Schindler. The combined application of vat dye and reducing agent during continuous
dyeing without intermediate drying, Melliand English, 6, E218219 (1993).
[290] J.N. Etters. Conservation of sodium hydrosulphite in continuous vat dyeing, Colourage Annual, 7782
(1997).
[291] G. Rosch. Auxiliaries in the padding process, Melliand English, 1, 8592 (1985).
[292] H. Schluter. Ecological demands on dyeing systems parameters for vat dyeing system, Melliand
English, 3, E41E43 (1995).
[293] D. Hildebrand and W. Marschner. Theory and practice of the continuous dyeing of polyester/cotton
blends, Textile Praxis International, 8, XXVXXVIII (1980).
[294] Northern Piedmont Section. Processes involved in particulate dye migration, Textile Chemist and Colorist,
11, 192201 (1975).
[295] C.L. Boyd. Problem solving in continuous dyeing of cotton and cotton/polyester fabrics with vat and
disperse dyes, Textile Chemist and Colorist, 8, 2325 (1992).
[296] W.C. Wilcoxson. Ideal steamer conditions, washing, oxidation procedures and soaping, American Dyestuff
Reporter, 5, 1621 (1984).
[297] J.C. Isarin and R.B.M. Holweg. Controlling the amount of air in steamers Journal of Society of Dyers
and Colourists, 1, 2831 (1993).
[298] F. Latham and B. Kramrisch. Vat dyes and redox potential, International Dyer, 5, 27, 1991.
[299] W. Schrott and B. Stetter. Vat dyeing: present and future, Knitting Technology, 1, 2628 (2001).
[300] G. Golzinger, G. Ruppert and W. Schrott. Striving for excellence in cotton dyeing and finishing Textile
Month, 1, 1013 (1999).
[301] D.W. Ravensbergen. Control of dosage of hydrogen peroxide by the oxidation of vat dyes, Melliand
English, 4, E47E48 (2002).
[302] H. Broglin and H. Muller. One-bath dyeing of naphthanilides and fast bases, American Dyestuff Reporter,
12, 5059 (1974).
[303] R. Klein and P. Heinisch. A sophisticated method of calculating recipes for dyeing with Naphthol AS
combinations, Textil Praxis International Foreign Edition with English Supplement, 6, VVIII (1986).
[304] H.B. Moore. Dyeing with Azoic Dyes, Textile Chemist and Colorist, 7, 3031 (1980).
[305] J. Shore. Cellulosic dyeing, Society of Dyers and Colourists, 1995.
[306] B. Moore. Applied Naphthol dyeing, American Dyestuff Reporter, B, 5759 (1979).
[307] P. Frey. Continuous dyeing with Naphthol AS dyestuffs on fabrics made from cellulosic fibres, Textil
Praxis International Foreign Edition with English Supplement, 6, XXIXXIII (1993).
[308] P. Frey. Dyeing yarns from cellulosic fibres with Naphthol AS dyestuffs, Textil Praxis International
Foreign Edition with English Supplement, 6, XIVXVI (1994).
[309] L.T. Holst and D.H. Abrahams. Crock-fast Naphthol dyeing, American Dyestuff Reporter, 9, 2324
(1977).
[310] K. Parton. Right-first-time dyeing the dye manufacturers role, Journal of Society of Dyers and
Colourists, 1, 45 (1994).
[311] J. Park and J. Shore. The importance of dye standardisation, Colourage Annual, 105108 (1998).
[312] M.J. Bradbury P.S. Collishaw and S. Moorhouse. Exploiting technology to gain competitive advantage,
International Dyer, 4, 1323 (1996).
[313] M. Capponi. Optimising exhaust dyeing process, Textile Praxis International. Foreign edition with
English supplement, 12, IXXXXI (1988).
[314] J. Park. Laboratory-to-bulk reproducibility, Journal of Society of Dyers and Colourists, 56, 193196
(1991).
[315] B. Smith. Troubleshooting in dyeing Part 1: General, American Dyestuff Reporter, 3, 1726 (1987).
[316] H. Leube. Reproducibility of dyeings in the textile laboratory ways to achieve greater accuracy,
Melliand English, 1, E2224 (1990).
[317] A.N. Lee. Why is right-first-time so important?, International Dyer, 4, 3942 (1995).
[318] P.L. Adamczyk. Moisture content: How it affects powder dyes, Textile Chemist and Colorist, 8, 3839
(1974).
[319] D. Hildebrand and F. Hoffmann. Lab-to-bulk reproducibility in exhaust dyeing processes, Textile Chemist
and Colorist, 4, 24 (1993).
[320] H.H. Sumner. Random errors in dyeing the relative importance of dyehouse variables in the reproduction
of dyeings, Journal of Society of Dyers and Colourists, 3, 8499 (1976).
[321] R.A. Nickson and H.H. Sumner. Random errors in dyeing Part II: The effect of dye selection on the
doi:10.1533/tepr.2005.0001 Critical Solutions in the Dyeing of Cotton 53
The Textile Institute
sensitivity of a recipe to weighing errors, Journal of Society of Dyers and Colourists, 11, 493495
(1978).
[322] R. Brossman, N. Kleinemeier, M. Krayer, H.P. Oesch, B.T. Groebel, R. Kuehni and A.T. Leaver.
Determination of relative colour strength in solution, Journal of Society of Dyers and Colourists, 1, 38
42 (1987).
[323] A. Berger-Schunn, J. Geisenberger, M. Krayer, A.T. Leaver, H.P. Oesch, D.B. Russell, H. Uhrig.
Determination of dusting behaviour of dyes, Journal of Society of Dyers and Colourists, 78, 270273
(1991).
[324] A. Berger-Schunn, N. Kollodzeiski, H.P. Oesch, D. Phillips, F. Thomi, H. Uhrig, R.D. Wagner. Determination
of the solubility and solution stability of water soluble dyes, Journal of Society of Dyers and Colourists,
3, 138139 (1987).
[325] A. Berger-Schunn, N. Kollodzeiski, H.P. Oesch, D. Phillips, F. Thomi, H. Uhrig, R.D. Wagner. Determination
of electrolyte stability of reactive dyes, Journal of Society of Dyers and Colourists, 78, 272274
(1987).
[326] A. Berger-Schunn, N. Kollodzeiski, H.P. Oesch, D. Phillips, F. Schlaeppi, H. Uhrig. Determination of
cold water solubility of water soluble dyes, Journal of Society of Dyers and Colourists, 3, 140141
(1987).
[327] W.S. Perkins. A review of textile dyeing processes, Textile Chemist and Colorist, 8, 2327 (1991).
[328] S.V. Kulkarni, V. Shrikant. Textile Dyeing Operations: Chemistry, Equipment, Procedures and Environmental
Aspects. Park Ridge, N.J., U.S.A. Noyes Publications, 1986.
[329] R. Fleming and J.F. Gaunt. Developments in package dyeing, Review of Progress in Coloration and
Related Topics, 8, 4759 (1997).
[330] Anon. Package dyeing: horizontal and vertical options, International Dyer, 8, 29 (1996).
[331] Anon. Horizontal yarn package dyeing, Textile Month, 4, 55 (1986).
[332] G.R. Turner. Package dyeing updated, Textile Chemist and Colorist, 8, 2325 (1989).
[333] W. Tsui. Progress in package dyeing. International Dyer, 1, 2325 + 29 (2000).
[334] R. Carabelli. Quick response in large batches, International Dyer, 2, 2526 (1991).
[335] E. Bocus. Automation of yarn package dyeing, Journal of Society of Dyers and Colourists, 56, 201
204 (1991).
[336] S. Sundaram and S.V. Musale. New developments and theoretical considerations in package dyeing,
Colourage, 17, 2328 (1987).
[337] I. Ceolotto. Evolution of the modern dye jigger, Textile Month, 3, 39 (1990).
[338] Kusters Prozesstechnik GmbH. Conticon a microprocessor control system for process automation of
jiggers, Textil Praxis International Foreign edition with English supplement, 6, IXX (1988).
[339] IN. TES. The jigger of the third generation, International Textile Bulletin, 1, 42 (1995).
[340] IN. TES. Third generation jigger machine, International Dyer, 2, 3031 (1995).
[341] J. Hildon. The Jigger a highly topical dyeing machine enjoying renaissance, International Textile
Bulletin. Dyeing/Printing/Finishing, 2, 3740 (1996).
[342] ITS-charts-jigger, International Textile Bulletin. Dyeing/Printing/Finishing, 2, 4243 (1996).
[343] Refined jigger technology, International Dyer, 8, 29 (1998).
[344] Jigger revival continues, International Dyer, 11, 20 + 23 + 26 (2000).
[345] Goller Textilmaschinen. Modern dyeing jigger for small lots, Melliand English, 9, E183-E184 (2000).
[346] F.P. Tolksdorf, R. Tuxen and H. Bernhardt. Tailing in cold pad-batch dyeing and the Econtrol process,
Melliand English, 5, E66E70 (2002).
[347] F.P. Tolksdorf, R. Tuxen and H. Bernhardt. Tailing in cold pad-batch dyeing and the Econtrol process.
Melliand International, 9, 208211 (2002).
[348] N.D. Bremerhaven. Can tailing be avoided when dyeing by the cold pad-batch method on padders
without liquor circulation?, Melliand English, 2, E64E66 (1988).
[349] M. Capponi and R.C. Senn. Relation between some physiochemical properties of reactive dyes and their
behaviour in padding process, Journal of Society of Dyers and Colourists, 1, 814 (1966).
[350] V.D. Eltz. Widthways shade variations can they be overcome?, International Textile Bulletin. Dyeing/
Printing/Finishing, 2, 97186 (1980).
[351] C.W. Meyer. Shade variations in dyeing of lining, Melliand English, 5, E88E90 (1998).
[352] A. Kretschmer. Measurements with a textile clock prior to dyeing reduce listing in pad dyeing, Melliand
English, 10, 815818 (1985).
[353] T. Guschlbauer. Shade variation in continuous dyeing and material density differences in fabric can
online colorimetry help?, Melliand English, 12, E413E415 (1993).
[354] L.R. Smith and O.E. Melton. Troubleshooting in continuous dyeing, Textile Chemist and Colorist, 5, 38
42 (1982).
[355] B. Smith and L. Moser. Troubleshooting in dyeing Part III: Continuous dyeing, American Dyestuff
Reporter, 5, 3651 (1987).
The Textile Institute
54 Textile Progress doi:10.1533/tepr.2005.0001
USEFUL TERMS AND DEFINITIONS
Affinity: The quantitative expression of substantivity. It is the difference between the
chemical potential of the dye in its standard state in the fibre and the corresponding
potential in the dyebath. Note: Affinity is usually expressed in units of calories
(joules) per mole. Use of this term in a qualitative sense, synonymous with substantivity,
is deprecated.
Batchwise processing: Processing of material as lots or batches in which the whole
of each batch is subjected to one stage of the process at a time. It is the opposite of
continuous processing.
Beam dyeing: Dyeing of textile material wound onto a hollow perforated roller
(beam) through the perforations of which dye-liquor is circulated.
Beck/winch: An open vessel, formerly made of wood or iron, nowadays of stainless
steel, for the wet processing of textile materials.
Bleaching: The procedure of improving the whiteness of textile material, with or
without the removal of natural colouring matter and/or extraneous substances, by a
bleaching agent.
Bleaching agent: A chemical reagent capable of destroying partly or completely the
natural colouring matter of textile fibres, yarns, or fabrics, and leaving them white or
considerably lighter in colour. Examples are oxidizing and reducing agents. Amongst
the former, hydrogen peroxide is widely used.
Chromophore: The part of a molecular structure of an organic dye or pigment
responsible for colour.
Colour yield: The depth of colour obtained when a standard weight of colorant is
applied to a substrate under specified conditions.
Desizing: The removal of size from fabrics.
Diffusion: Movement of the dye molecules from the surface of the fibre to the
interior of the fibre.
Exhaustion: The proportion of dye or other substrate taken up by a substrate at any
stage of a process to the amount originally available.
Fastness: The property of resistance to an agency named (e.g. washing, light, rubbing,
crocking, gas-fumes). Note: On the standard scale, five grades are usually recognized,
from 5, signifying unaffected, to 1, grossly changed. For lightness, eight grades are
used, 8 representing the highest degree of fastness.
Fixation: Immobilization of the dye molecules inside the fibre. Note: Different methods
include insolubilization (e.g. for vat and sulfur dyes in cotton; polymeric binders
with pigments), chemical bonds (e.g. hydrogen bonding for direct dyes in cotton),
ionic bonding (e.g. acid dyes in wool and nylon, and basic dyes in acrylic), covalent
bonding (e.g. reactive dyes in cotton) and solubility in the fibre (e.g. disperse dyes in
polyester, nylon and acetate).
doi:10.1533/tepr.2005.0001 Critical Solutions in the Dyeing of Cotton 55
The Textile Institute
Grey (greige): Woven or knitted fabrics as they leave the loom or knitting machine,
i.e. before any bleaching, dyeing or finishing treatment has been given to them. Some
of these fabrics, however, may contain dyed or finished yarns. Note: In some countries,
particularly in the Northern American continent, the term greige is used. For woven
goods, the term loomstate is frequently used as an alternative. In the linen and lace
trades, the term brown goods is used.
Jet-dyeing machine: (a) A machine for dyeing fabric in rope form in which the fabric
is carried through a narrow throat by dye-liquor circulated at a high velocity.
(b) A machine for dyeing garments in which the garments are circulated by jets of
liquid rather than by mechanical means.
Jig/jigger: A machine in which fabric in open width is transferred repeatedly back
and forth from one roller to another and passes each time through a dyebath or other
liquid of relatively small volume. Jigs are frequently used for dyeing, scouring,
bleaching and finishing.
Levelness: Uniformity of dye or chemical distribution across the substrate.
Lustre (luster, US): The display of different intensities of light, reflected both specularly
and diffusely from different parts of a surface exposed to the same incident light.
High lustre is associated with gross differences of this kind, and empirical measurements
of lustre depend on the ratio of the intensities of reflected light for specified angles
of incidence and viewing. Note: This definition makes these differences in intensity
of light the keypoint, since these form the chief subjective impression on the observer
of lustre. Both specular and diffuse light must be present together, for, if diffuse light
only is present, the surface is matt, not lustrous, whereas, if specular light only is
present, the surface is mirror-like, and again not lustrous. The phrase exposed to the
same incident light has been included to rule out shadow effects, which have no part
in lustre proper. The general term surface is intended to apply to fibres, yarns, and
fabrics, and indeed to other surfaces, e.g. that of a pearl (though there the differently
reflecting parts are very close together). In the second sentence of the definition,
lustre is regarded as a positive function of the differences, the appropriate adjective
of intensification being high.
Mercerization: The treatment of cellulosic textiles in yarns or fabric form with a
concentrated solution of caustic alkali whereby the fibres are swollen, the strength
and dye affinity of the materials are increased, and the handle is modified. The
process takes its name from its discoverer, John Mercer (1884).
Mote: There are two broad categories:
(a) Fuzzy motes. The largest of this type of mote consists of whole aborted or
immature seeds covered with fuzz fibers and sometimes also with very short lint
fibres, the development of which has ceased at a very early stage. Small fuzzy motes
originate as either undeveloped or fully grown seeds, which are broken in ginning
and disintegrate still further in the opening, cleaning and carding processes.
(b) Bearded motes. Pieces of seed coat with fairly long lint fibres attached.
Note 1: Both classes of mote become entangled with the lint cotton and, when they
are present in quantity, their complete elimination is impossible except by combing.
The Textile Institute
56 Textile Progress doi:10.1533/tepr.2005.0001
Note 2: Fuzzy and bearded motes carrying only a small piece of barely visible seed-
coat are frequently termed seed-coat neps.
Package dyeing: A method of dyeing in which the liquor is circulated radially through
a wound package. Note: Wound packages include slubbing in top form and cheeses
or cones of yarn.
Piece-dyeing: Dyeing in fabric form.
Pilling: Small accumulations of fibres on the surface of a fabric. Pills can develop
during wear, are held to the fabric by an entanglement with the surface fibers of the
material, and are usually composed of the same fibres as those from which the fabric
is made.
Reactive dye: A dye that, under suitable conditions, is capable of reacting chemically
with a substrate to form a covalent dyesubstrate linkage.
Resist: (a) A substance applied to a substrate to prevent the uptake or fixation of a dye
in a subsequent operation. Note: The substance functions by forming a mechanical
barrier, by reacting chemically with the dye or substrate, or by altering conditions
(e.g. pH value) locally so that development cannot occur. Imperfect preparation of
the substrate may cause a resist as a fault. (b) In printing plate or roller making, a
coating of, for example, light-hardened gelatin which protects from the action of the
etching solution those areas of the plate or roller which are not required to be etched.
Scouring: The treatment of textile materials in aqueous or other solutions in order to
remove natural fats, waxes, proteins and other constituents, as well as dirt, oil and
other impurities.
Sequestering agents: A chemical capable of reacting with metallic ions so that they
become part of a complex anion. The principle is used to extract calcium ions from
hard water, iron (II) and copper ions from peroxide bleach liquors and various metallic
ions from dyebaths, by forming a water-soluble complex in which the metal is held
in a non-ionizable form.
Shade: (a) A common term loosely employed to broadly describe a particular colour
or depth, e.g., pale shade, 2% shade, mode shade and fashion shade. (b) To bring
about relatively small modifications in the colour of a substrate in dyeing by adding
further small amount of dye, especially with the object of matching more accurately
with a given pattern.
Singeing: To remove, by burning against a hot plate, in a flame, or by infra-red
radiation, unwanted surface hairs or filaments. The operation is usually performed as
a preliminary to bleaching and finishing.
Stripping: Destroying or removing the dye or finish from a fibre.
Size: A gelatinous film-forming substance, in solution or dispersion, applied normally
to warps but sometimes to wefts, generally before weaving.
Note 1: The main types are carbohydrates and their derivatives, gelatin, and animal
glues, although other substances, such as linseed oil, poly (acrylic acid), and poly
(vinyl alcohol) are also used.
doi:10.1533/tepr.2005.0001 Critical Solutions in the Dyeing of Cotton 57
The Textile Institute
Note 2: The objects of sizing prior to weaving are to protect the yarns from abrasion
in healds and reed and against each other; to strengthen them; and by the addition of
oils and fats, to lubricate them.
Note 3: A size may be applied to carpets (e.g. starch) and occasionally to wool fabrics
(e.g. animal glue).
Sizing: A process in which warp yarns are sized during transfer from warpers beams
to loom beams. Two or more size boxes may be used in parallel and/or in tandem if
the warp sheet is too dense for effective sizing in one box, or if it contains yarns with
different fugitive tints. Slasher sizing is also known as slashing.
Slashing: See sizing
Substantivity: The attraction between a substrate and a dye or other substrate under
the precise conditions of test whereby the latter is selectively extracted from the
application medium by the substrate.
Surfactant/Surface Active Agent: An agent, soluble or dispersible in a liquid, which
reduces the surface tension of the liquid.
CHEMICAL SYMBOLS OF SOME OF THE REAGENTS
Chlorine Dioxide (ClO
2
)
Hypochlorous Acid (HClO)
Sodium Hypochlorite (NaOCl)
Hydrogen Peroxide (H
2
O
2
)
Potassium Citrate Monohydrate (C
6
H
5
O
7
K
3
.H
2
O)
Potassium Oxalate (K
2
[C
2
O
4
])
Sodium Acetate (CH
3
COONa.3H
2
O)
Sodium Bromite (NaBrO
2
)
Sodium Chlorate (NaClO
3
)
Sodium Chlorite (NaClO
2
)
Sodium Citrate Dihydrate (C
6
H
5
O
7
Na
3
.2H
2
O)
Sodium Nitrate (NaNO
3
)
Sodium Perborate (NaBO
3
.H
2
O)
Sodium Persulphate (Na
2
S
2
O
8
)
Sodium Phosphate (NaH
2
PO
4
2H
2
O)
58 Textile Progress doi:10.1533/tepr.2005.0001
The Textile Institute
Problem
Acid tendering
Bronziness
Dye spots/resist spots/
stains/blotches/
filtering/dark coloured
areas
APPENDIX A: Summary and Solutions to Problems Originating from
Cotton Fibre
Possible Cause
Inadequate washing/
neutralisation of the dyed fabric
1. Insufficient quantity of
sodium sulphide
2. Degraded quality of sodium
sulphide
3. Too high concentration of
salt
4. Too high concentration of
alkali
5. Too long exposure of dyed
goods to air before being after-
treated
6. Too short liquor ratio
7. Too high temperature during
dyeing
8. Water hardness
9. Presence of calcium or
magnesium in cotton
10. Failure to remove excess
liquor before dyeing
11. Premature oxidation of
reduced dye
12. Excessively heavy shade
1. Poor pre-treatment
2. Residual contaminants in the
substrate
3. Water contamination
4. Contaminants in salt, alkali,
etc.
5. Soiling of material by air-borne
particles of powdered dyes
6. Incompatibility of dyebath
assistants
7. Poor stability of dye
dispersion
Countermeasure
1. Thorough washing/neutralisation
of the fabric after dyeing Rinsing
well before oxidation and soaping
after oxidation
2. Use of alkaline bath in the final
rinse
3. Use of sodium acetate and soda
ash for neutralisation
4. Storing the fabric at low
temperature and humidity
5. Resin finishing
1. Optimum quantity of sodium
sulphide
2. Good quality control of sodium
sulphide
3. Optimum concentration of salt
4. Optimum concentration of alkali
5. No long exposure of dyed goods
to air before being after-treated
6. Optimum liquor ratio
7. Optimum temperature during
dyeing
8. Use of soft water or appropriate
sequestrants
9. Demineralisation of cotton or
use of appropriate sequestrants
10. Removal of excess liquor
before dyeing
11a. Excess quantity of sodium
sulphide
11b. Exclusion of air from inside
the machine
12. Use of dyes with high
tinctorial strength
1. Good pre-treatment
2. Good pre-treatment and washing
after pre-treatment
3. Water purification or use of
sequestrants
4. Good quality control of
commodity chemicals
5. Good housekeeping and use of
liquid dyes if appropriate
6. Use of compatible dyebath
assistants
7a. Good dispersion stability
7b. Optimum control of
temperature, pH, etc.
The Textile Institute
doi:10.1533/tepr.2005.0001 Critical Solutions in the Dyeing of Cotton 59
Poor washing fastness
Poor washing off
Poor rubbing fastness
Shade change/
inconsistent shade
8. Too high rate of dye strike
on the substrate
9. Short liquor ratio
10. More dense/compact yarn
areas appearing dark due to less
scattering of light
11. Improper rinsing/washing-
off after dyeing
1. Inadequate rinsing of the
fabric before oxidation
2. Premature or over-oxidation
of the dye
3. Poor washing-off after-
treatment
1. Dye substantivity, too high
2. Dyes of low diffusion
coefficient
3. Short liquor ratio of the
washing bath
4. Low temperature of the
washing liquor
5. High electrolyte
concentration in the washing
bath
6. Water hardness
7. Inadequate washing time
8. Inadequate number of wash
cycles/wash baths
9. Low mechanical action
10. Misuse of dyebath assistants
1. Dyes of poor rubbing
fastness
2. Catalytic damage of the
material
3. Presence of polyvalent ions
4. Too high moisture in the test
material
5. Improper use of finishing
agents
6. Un-Mercerized cotton
7. Incomplete diffusion and
fixation
8. Incomplete washing-off
1. Residual peroxide, alkalinity
or other contaminants in the
substrate
2. Water hardness
8. Optimum process control
9. Optimum liquor ratio
10. Good quality control of the
substrate
11. Optimum rinsing/washing-off
after dyeing
1. Thorough rinsing of the fabric
before oxidation
2. Optimum oxidation
3. Thorough washing-off (see below
the cause of poor washing-off)
1. Use of dyes of optimum
substantivity
2. Use of dyes of optimum
diffusion coefficient
3. Optimum liquor ratio of the
washing bath
4. Optimum temperature of the
washing liquor
5a. Use of low salt dyes
5b. Optimum rinsing cycle/
sequence
6. Use of soft water and/or
sequestrants
7. Optimum washing time
8. Optimum number of wash
cycles/wash baths
9. Optimum mechanical action
10. Compatible dyebath assistants
1. Use of dyes of good rubbing
fastness
2. No catalytic damage of the
material
3. Use of appropriate complexing
agents
4. Proper conditioning of the test
material
5. Proper use of finishing agents
6. Use of Mercerized cotton
7. Use of optimum dyeing
conditions
8. Optimum washing-off
1. Substrate free from
contamination before dyeing
2. Use of soft water or appropriate
sequestrants
Problem Possible Cause Countermeasure
60 Textile Progress doi:10.1533/tepr.2005.0001
The Textile Institute
3. Contamination of dyebath
with calcium, magnesium,
chlorine or heavy metals
4. Improper use of dyebath
assistants, e.g. surfactants,
sequestrants, fixatives,
lubricating agents
1. Low dye diffusion
2. High dye affinity
3. Dyes of poor migration
4. Improper reduction of the dye
5. Too much salt
6. Rate of dyeing too high
7. Rapid rate of rise of
temperature
8. Low liquor flow rate
9. Low mechanical action
10. Poor rinsing before
oxidation
11. Improper oxidation of the
reduced dye
12. Uneven washing/soaping
after-treatments
13. Presence of iron/copper
14. Improper use of surfactants
1. Poor pre-treatment
2. Dye substantivity too high
3. Dyes of poor diffusion
coefficient
1. Poor pre-treatment
2. Residual peroxide in the
substrate
3. Incomplete or over-reduction
of the dye
4. Too low dye substantivity
5. Too low concentration of
electrolyte
6. Too low dye concentration
7. Too high liquor ratio
8. Too short dyeing time
9. Incomplete or over-oxidation
of the reduced dye
10. Improper use of surfactants
11. Loss of dye or chemicals
during weighing/dispensing
12. Water hardness
Poor levelling/uneven
dyeing
Low diffusion/
penetration
Poor colour yield
3. Use of appropriate sequestrants
4. Use of compatible dyebath
assistants
1. Use of dyes of good diffusion
2. Use of dyes of optimum affinity
3. Use of dyes of good migration
4. Optimum reduction of the dye
5. Optimum concentration of salt
6. Optimum rate of dyeing
7. Optimum rate of rise of
temperature
8. Optimum liquor flow rate
9. Optimum mechanical action
10. Thorough rinsing before
oxidation
11. Optimum oxidation of the
reduced dye
12. Thorough and uniform
washing/soaping after-treatments
13. Use of appropriate complexing
agents
14. Use of compatible surfactants
1. Good pre-treatment
2. Use of dyes of optimum
substantivity
3. Use of dyes of good diffusion
coefficient
4. Use of optimum dyeing
conditions
1. Good pre-treatment
2. No residual peroxide in the
substrate
3. Optimum reduction of the dye
4. Use of dyes of optimum
substantivity
5. Optimum concentration of
electrolyte
6. Optimum dye concentration
7. Optimum liquor ratio
8. Optimum dyeing time
9. Optimum oxidation of the
reduced dye
10. Optimum use of surfactants
11. Careful weighing/dispensing of
dyes and chemicals
12. Use of soft water or
appropriate sequestrants
Problem Possible Cause Countermeasure
The Textile Institute
doi:10.1533/tepr.2005.0001 Critical Solutions in the Dyeing of Cotton 61
1. Too long dyeing time (due to
corrective/repair procedures)
2. Too high mechanical or
hydraulic action
3. Too high temperature
(increases the sensitivity of the
material to physical damage)
1. Low dyeing temperature
2. Low concentration of
electrolyte
1. Too high mechanical action
2. Improper surfactant
3. Too high concentration of
surfactant
4. Introduction of air into the
dyeing machine
1. Too high dye concentration
2. Too high electrolyte content
3. Too low temperature
4. Poor stability of dye
dispersion
The presence of broken fibres
on the surface at the damaged
portions leads to stronger
scattering of light causing them
to appear lighter
1. Incomplete reduction of dyes
1. A surface knot of entangled
immature fibres is flattened
during processing and takes on
a glazed, shiny appearance.
2. Clumps of immature fibres
loosely attached to the yarns
that are poorly penetrated by
the dye, move or knock loose to
reveal the white or lightly dyed
area
3. Dead cotton of poor
dyeability
4. Immature cotton of poor
dyeability
Heavy metals
Physical damage
Slow rate of
exhaustion
Foaming
Dye aggregation
Light coloured areas/
spots on the yarn
Dull shades
White or light-
coloured specks in
otherwise deep dyed
material
Incomplete removal of
size in enzymatic
desizing
1. Right First Time Dyeing
2. Optimum mechanical or
hydraulic action
3. Optimum temperature
1. Optimum dyeing temperature
2. Optimum concentration of
electrolyte
1. Optimum mechanical action
2. Use of low-foaming surfactant
3. Optimum concentration of
surfactant
4. Prevention of air entry into the
dyeing machine
1. Optimum dye concentration
2. Optimum electrolyte content
3. Optimum temperature
4. Good stability of dye dispersion
(by ensuring optimum temperature,
pH, etc.)
1. Good quality control of the
substrate
2. Optimum singeing
1. Optimum reduction of dye
1a. Swelling treatment
(Mercerization or ammonia
treatment) before or after dyeing
1b. Selection of dyes with good
coverage properties
2a. Increase in dye penetration
2b. Swelling treatment
(Mercerization or ammonia
treatment) before dyeing
3. Selection of dyes with better
coverage properties
4a. Swelling treatment
(Mercerization or ammonia
treatment) before dyeing
4b. Selection of dyes with better
coverage properties
1. Use of sequestering agents
2. Demineralisation
Problem Possible Cause Countermeasure
62 Textile Progress doi:10.1533/tepr.2005.0001
The Textile Institute
1. Use of sequestering agents
2. Demineralisation
1. Use of sequestering agents
2. Demineralisation
1. Use of sequestering agents
2. Demineralisation
1. Use of sequestering agents
2. Demineralisation
1. Use of sequestering agents
2. Demineralisation
1. Use of sequestering agents
2. Demineralisation
1. Use of sequestering agents
2. Demineralisation
1. Use of sequestering agents
2. Demineralisation
1. Use of sequestering agents
2. Demineralisation
1. Obtaining the substrate from a
single source wherever possible
2. Use of dyes with minimum
sensitivity to dyeability variation
Good fibre preparation and
cleaning (during spinning)
1. Careful handling and storage
2. Good fibre preparation, cleaning
and pre-treatment
Alkaline earth metals
Alkaline earth metals and/or
heavy metals
Alkaline earth metals
Alkaline earth metals and/or
heavy metals
Alkaline earth metals and/or
heavy metals
Alkaline earth metals
Alkaline earth metals and/or
heavy metals
Alkaline earth metals
Heavy metals
Substrate obtained from
different sources
Seed capsules, leaves, branches,
etc. and /or Neps
1. Foreign fibres
2. Residues from insecticide,
growth regulators, defoliants,
etc.
3. Dirt, dust from storage
Less removal of oils
and fats due to
breaking of emulsions
(Improper scouring)
Less stability of
peroxide bath due to
blockage of stabilisers
(Improper bleaching)
Harsh handle of the
substrate due to
deposition of
insoluble alkaline
earth salts
Lowering of
whiteness due to
formation of insoluble
products with optical
brighteners
Low solubility of dyes
Dye stains due to
formation of insoluble
dye products
Change in the tone of
dyeing
Low washing fastness
of reactive dyes due
to hindrance in the
removal of hydrolysed
dye
Decrease in fibre
strength (Bleaching
damage)
Dyeability variation
General impairment
Resist spots
Problem Possible Cause Countermeasure
The Textile Institute
doi:10.1533/tepr.2005.0001 Critical Solutions in the Dyeing of Cotton 63
APPENDIX B: Summary and Solutions to Problems in Yarn Winding
Problem
Channelling
Unlevel dyeing
Swelled or puffy package
shoulders
White or light yarn streaks in
otherwise deep dyed yarn
Leakage or poor liquor flow
through the edges of the dye
package
Package deformation
Pressure or lustre marks on
inner yarn layers
Different shades in the inner,
middle and outer layers of a
package
Possible Cause
1. Uneven package density
2. Too soft package winding
Uneven package density
1. Too soft package winding
2. Foaming in the bath
1. Too soft package winding
2. Foaming in the bath
1. Differences in the package
densities
2. Unsatisfactory spacer
sealing
1. Differences in package
density from package to
package, and within a
package
2. Improperly wound
packages
3. All the perforations of the
dye tube not covered with
yarn
4. Pressed density of the
compressed tubes not same
5. Damaged tubes
6. Faulty spacers
7. Defective locking caps
8. Shrinkage and deformation
of plastic tubes subjected to
high temperature
9. Too high liquor flow
Too high a winding or
pressing density, or high
residual shrinkage
Non-uniform winding and/or
pressing density
Countermeasure
1. Uniform package density
2. Optimum package winding
Uniform package density
1. Optimum package winding
2. Use of anti-foaming agent
1. Optimum package winding
2. Use of anti-foaming agent
1. Uniform package densities
2. Optimum spacer sealing
1. Uniform package density
from package to package, and
within a package
2. Optimum package winding
3. All the perforations of the
dye tube covered with yarn
4. Similar pressed density of
the compressed tubes
5. No damaged tubes
6. No faulty spacers
7. No defective locking caps
8. Use of good quality dye
tubes
9. Optimum liquor flow
Optimum winding and
pressing density and no
residual shrinkage
Uniform winding and
pressing density
APPENDIX C: Summary and Solutions to Problems Caused by Poor
Water Quality
Problem
Poor removal of starch
sizes
Possible Cause
1. Water hardness
2. Heavy metals
Countermeasure
1. Appropriate water treatment
prior to use in processing
2. Use of suitable sequestrants
during processing
64 Textile Progress doi:10.1533/tepr.2005.0001
The Textile Institute
Harsh handle of the
substrate
Inconsistent absorbency
after scouring
Tendency of the substrate
to attract soil
Decreased solubility and
rate of dissolution of
surfactants
Decreased wash-removal
ability of surfactants
Catalytic decomposition
of hydrogen peroxide
leading to fibre
degradation, loss in fibre
strength, increase in
fluidity and reduction in
whiteness
Inconsistent shade
Inconsistent shade and
blotches due to
inconsistent and uneven
washing off
1. Water hardness
2. Alkaline and alkaline earth
metals
3. High solid content in the
rinsing water
1. Water hardness
2. Alkaline and alkaline earth
metals
1. Water hardness
2. Alkaline and alkaline earth
metals
3. Greasy contaminants
1. Water hardness
2. Alkaline and alkaline earth
metals
1. Water hardness
2. Alkaline and alkaline earth
metals
Transition metal ions (iron,
copper, manganese, zinc,
nickel, cobalt and chromium)
Alkaline earth metals (other
than magnesium)
Chlorine
Iron, copper or other metals
Chelates such as EDTA,
DTPA, NTA, and HEDTA
Calcium and magnesium
(hardness) in the process
water
Acidity or alkalinity in water
Fluorescent brighteners in
water
Sediments, alum or other
residual flocking agents left
over from water treatment,
from organic contaminants,
from metal hydroxides
(copper and iron), or from
fatty acid/hardness metal
complexes
1. Appropriate water treatment
prior to use in processing
2. Use of suitable sequestrants
during processing
1. Appropriate water treatment
prior to use in processing
2. Use of suitable sequestrants
during processing
1. Appropriate water treatment
prior to use in processing
2. Use of suitable sequestrants
during processing
1. Appropriate water treatment
prior to use in processing
2. Use of suitable sequestrants
during processing
1. Appropriate water treatment
prior to use in processing
2. Use of suitable sequestrants
during processing
1. Appropriate water treatment
prior to use in processing
2. Use of suitable sequestrants
during processing
1. Appropriate water treatment
prior to use in processing
2. Use of suitable sequestrants
during processing
1. Appropriate water treatment
prior to use in processing
2. Use of suitable sequestrants
during processing
Problem Possible Cause Countermeasure
The Textile Institute
doi:10.1533/tepr.2005.0001 Critical Solutions in the Dyeing of Cotton 65
Appropriate water treatment prior
to use in processing
1. Appropriate water treatment
prior to use in processing
2. Use of suitable sequestrants
during processing
1. Appropriate water treatment
prior to use in processing
2. Use of suitable sequestrants
during processing
1. Appropriate water treatment
prior to use in processing
2. Use of suitable sequestrants
during processing
1. Appropriate water treatment
prior to use in processing
2. Use of suitable sequestrants
during processing
Appropriate water treatment prior
to use in processing
Appropriate water treatment prior
to use in processing
High solid content in the
rinsing water
High solid content in the
rinsing water
Water hardness
Heavy metals
Sulphates, sulphites,
sulphides, or chlorides
Silica
Calcium ions
Calcium ions
Calcium ions
Surfactants in water
Dissolved carbon dioxide,
dissolved oxygen
Filtering in package
dyeing
Dye resists, stains and/or
spots
Loss of colour depth
Difficulty in the removal
of hydrolysed dye
Decrease in the wet
fastness
Foaming
Corrosion or rusting of
machine parts
Problem Possible Cause Countermeasure
APPENDIX D: Summary and Solutions to Problems in Singeing
Problem
Incomplete singeing
Uneven singeing
(widthways)
Possible Cause
1. Too low flame intensity
2. Too fast fabric speed
3. Too far distance between
the fabric and the burner
4. Inappropriate singeing
position (not severe enough)
5. Too much moisture in the
fabric incoming for singeing
1. Non-uniform moisture
content across the fabric
width
2. Non-uniform flame
intensity across the fabric
width
3. Uneven distance between
the burner and the fabric
Countermeasure
1. Optimum flame intensity
2. Optimum fabric speed
3. Optimum distance between the
fabric and the burner
4. Optimum singeing position
5. No excess moisture in the
fabric incoming for singeing
1. Uniform moisture content
across the fabric width
2. Uniform flame intensity across
the fabric width
3. Uniform distance between the
fabric and the burner
66 Textile Progress doi:10.1533/tepr.2005.0001
The Textile Institute
Uneven singeing
(lengthways)
Thermal damage or
Reduction in tear
strength
1. Non-uniform moisture
content along the fabric
length
2. Non-uniform flame
intensity along the fabric
length
3. Change in fabric speed
during singeing
4. Change in the distance
between the fabric and the
burner along the length
1. Too high flame intensity
2. Too slow fabric speed
3. Too close distance between
the fabric and the burner
4. Inappropriate singeing
position (too severe)
1. Uniform moisture content
along the fabric length
2. Uniform flame intensity
along the fabric length
3. Uniform fabric speed
during singeing
4. Uniform distance between
the fabric and the burner
along the length
1. Optimum flame intensity
2. Optimum fabric speed
3. Optimum distance between
the fabric and the burner
4. Optimum singeing position
APPENDIX E: Summary and Solutions to Problems in Desizing
Problem
Incomplete desizing
Uneven desizing
(widthways)
Uneven desizing
(lengthways)
Cause
1. Inappropriate desizing bath
pH
2. Inappropriate desizing-bath
temperature
3. Insufficient fabric pick-up
4. Insufficient digestion time
5. Poor enzyme activity
6. Deactivation of enzyme due
to presence of metals or other
contaminants
7. Ineffective wetting agent
8. Incompatible wetting agent
1. Uneven pad pressure
(across the width)
2. Non-uniform pad
temperature
3. Non-uniform chemical
concentration in the bath
1. Uneven pick-up
(along the length)
2. Preferential drying of outer
layers of the batch
3. Temperature variation
during digestion
Countermeasure
1. Optimum pH
2. Optimum temperature
3a. Optimum squeeze pressure
3b. Use of wetting agent
4. Optimum digestion time
5. Use of good enzymes
6a. Use of soft water
6b. Use of appropriate
sequestering agents
7. Use of good and effective
wetting agent
8. Use of compatible wetting
agent
1. Uniform squeeze pressure
2. Uniform bath temperature
3. Uniform chemical
concentration
1. Uniform pick-up along the
fabric length
2a. Covering the batch with
polythene or other suitable sheet
2b. Keep the batch rolling
3a. Covering the batch with
polythene or other suitable sheet
3b. Keep the batch rolling
Problem Possible Cause Countermeasure
The Textile Institute
doi:10.1533/tepr.2005.0001 Critical Solutions in the Dyeing of Cotton 67
Uneven desizing
(random)
1. Poor wetting agent
2. Inappropriate bath
temperature
3. Foaming in the bath
4. Improper use of defoamer
5. Uneven liquor distribution
during padding
6. Non-uniform washing after
desizing
1. Use of effective and
compatible wetting agent
2. Optimum bath temperature
3. Use of appropriate defoamers
4. Use of appropriate defoamers
5. Uniform liquor distribution
during padding
6. Thorough and uniform
washing after desizing
APPENDIX F: Summary and Solutions to Problems in Scouring
Problem
Inadequate scouring or
Inadequate absorbency or
High residual impurities
(batch scouring of yarn
or fabric)
Inadequate scouring or
Inadequate absorbency or
High residual impurities
(Pad-steam scouring of
fabric)
Uneven scouring (random
unevenness when
scouring in fabric form)
Uneven scouring (random
unevenness when
scouring yarn in package
form)
Possible Cause
1. Too low concentration of
scouring chemicals
2. Incompatible or ineffective
surfactant/wetting agent
3. Too low scouring
temperature
4. Inadequate scouring time
5. Inadequate washing after
scouring
1. Too low concentration of
scouring chemicals
2. Incompatible or ineffective
surfactant/wetting agent
3. Too low steaming
temperature
4. Inadequate steaming time
5. Inadequate washing after
scouring
1. Poor stability of surfactant/
wetting agent (cloud point
below application
temperature)
2. Water hardness or
ineffective chelating agents
3. Non-uniform and/or
ineffective washing after
scouring
4. Improper use of defoamer
(all above causes for random
unevenness when scouring in
fabric form, and)
1. Uneven package density
2. Yarn variations
Countermeasure
1. Optimum concentration of
scouring chemicals
2. Compatible and effective
surfactant/wetting agent
3. Optimum scouring temperature
4. Optimum scouring time
5. Optimum washing after
scouring
1. Optimum concentration of
scouring chemicals
2. Compatible and effective
surfactant/wetting agent
3. Optimum steaming
temperature
4. Optimum steaming time
5. Optimum washing after
scouring
1. Suitable selection and proper
use of surfactant/wetting agent
2. Use of soft water or effective
chelating agents
3. Uniform and thorough washing
after scouring
4. Suitable selection and proper
use of defoamer
1. Uniform package density
2. No yarn variations (Good
quality control of incoming yarn)
Problem Cause Countermeasure
68 Textile Progress doi:10.1533/tepr.2005.0001
The Textile Institute
1. Uniform pad pressure
2. Uniform bath temperature
3. Uniform chemical
concentration in the bath
1. Uniform concentration of
scouring chemicals with time
2. Uniform moisture content in
the incoming fabric along the
length
Optimum concentration of
alkali during scouring
1. Use of soft water or
appropriate chelating agents
2a. Careful selection of
scouring auxiliaries
2b. Thorough washing after
scouring
1. Optimum alkali
concentration
2. Optimum dwell time
1a. Exclusion of air
1b. Use of mild reducing agent
2a. Water purification
2b. Use of appropriate
complexing agent
2c. Demineralisation (if iron
present in the textile material)
1. Uneven pad pressure
2. Non-uniform temperature
across the bath
3. Non-uniform chemical
concentration across the bath
1. Variation in the concentration
of scouring chemicals with
time
2. Variation in the moisture
content of the incoming fabric
along the length
Complete loss of natural oils/
fats due to too high alkali
concentration
1. Deposits of insoluble salts of
surfactants
2. Redeposition of impurities
1. Too high alkali concentration
2. Too long dwell time
1. Presence of air in the
machine, leading to the
formation of oxycellulose
2. Contamination of iron
Uneven scouring
(widthways unevenness
in pad-steam scouring)
Uneven scouring
(lengthways unevenness
in pad-steam scouring)
Harsh handle
Resist marks
Yellowing of the goods
Tendering or damage or
loss in strength
Problem Possible Cause Countermeasure
APPENDIX G: Summary and Solutions to Problems in Bleaching
Problem
Low degree of whiteness
(Bleaching yarn or fabric
in batch form)
Low degree of whiteness
(Bleaching fabric by pad-
Possible Cause
1. Inadequate concentration of
hydrogen peroxide
2. Inadequate alkali
concentration
3. Too low bleaching pH
4. Too short bleaching time
5. Too low bleaching
temperature
6. Residual sodium acetate after
neutralization
1. Inadequate concentration of
hydrogen peroxide
Countermeasure
1. Optimum concentration of
hydrogen peroxide
2. Optimum alkali
concentration
3. Optimum bleaching pH
4. Optimum bleaching time
5. Optimum bleaching
temperature
6. Thorough rinsing after
neutralization
1. Optimum concentration of
hydrogen peroxide
The Textile Institute
doi:10.1533/tepr.2005.0001 Critical Solutions in the Dyeing of Cotton 69
steam process)
Uneven whiteness
(random)
Uneven whiteness
(lengthways) (bleaching
of fabrics by pad steam
process)
Uneven whiteness
(widthways) (bleaching
of fabrics by pad steam
process)
Harsh handle
Fibre degradation OR
Reduction in fibre
strength
2. Inadequate alkali
concentration
3. Inadequate pick-up
4. Too low bleaching pH
5. Too short steaming time
6. Too low steaming
temperature
7. Residual sodium acetate after
neutralization
1. Use of inappropriate
surfactants
2. Water hardness
3. Irregular chemical feeding
4. Condensation or water marks
5. Foaming in the bath
6. Inappropriate use of
defoamer
7. Ineffective and/or non-
uniform washing after
bleaching
1. Non-uniform pick-up with
time
2. Variation in chemical
concentration with time
3. Variation in steaming
conditions with time
4. Variation in the fabric speed
1. Uneven pad pressure (across
the fabric width)
2. Non-uniform bath
temperature
3. Non-uniform chemical
concentration
1. Silicate deposits
2. Too high concentration of
alkali
3. Too high bleaching/steaming
temperature
1. Metal contaminants
2. Optimum alkali
concentration
3a. Optimum pick-up
3b. Use of good wetting agents
4. Optimum bleaching pH
5. Optimum steaming time
6. Optimum steaming
temperature
7. Thorough rinsing after
neutralization
1. Appropriate/compatible
surfactants
2. Soft water or use of
sequestering agents
3. Optimum chemical feeding
4. Optimum steaming conditions
5. Appropriate use of defoamer
6. Appropriate use of defoamer
7. Thorough and uniform
washing after bleaching
1. Uniform pick-up with time
2. Uniform chemical
concentration with time
3. Uniform steaming conditions
with time
4. Uniform fabric speed
1. Uniform pad pressure (across
the fabric width)
2. Uniform bath temperature
3. Uniform chemical
concentration
1a. Use of organic stabilisers
1b. Optimum control of pH
(low pH reduces silicate
solubility)
1c. Thorough washing after
bleaching
2. Optimum concentration of
alkali
3. Optimum bleaching/steaming
temperature
1a. Demineralisation to remove
metals from the fibre
1b. Treatment of water to
remove metal contaminants
1c. Use of appropriate
complexing agents
Problem Possible Cause Countermeasure
70 Textile Progress doi:10.1533/tepr.2005.0001
The Textile Institute
2. Use of appropriate
stabiliser(s)
3. Optimum bleaching pH
4. Optimum condition of time,
temperature, and concentration
of peroxide
1a. Demineralisation to remove
metals from the fibre
1b. Treatment of water to
remove metal contaminants
1c. Use of appropriate
complexing agents/ stabiliser(s)
1. Optimum bleaching pH/
alkalinity
2. Adequate softening of motes
during scouring
1a. Use of alternative stabiliser(s)
1b. Appropriate ratio of
Na
2
O:SiO
2
1c. Optimum pH during
bleaching and washing after
bleaching
2a. Proper stabilisation of the
bleaching liquor
2b. Optimum bleaching
conditions
2c. Use of appropriate
complexing agents for metal
contaminants
Optimum alkalinity in the
bleach liquor
Optimum alkalinity in the
bleach liquor
Optimum bleaching temperature
and alkalinity
2. Unstabilised hydrogen
peroxide
3. Too high bleaching pH
4. Extreme condition of time,
temperature, and concentration
of peroxide
1. Localised fibre degradation
usually due to heavy metal
presence
1. Too low bleaching pH/
alkalinity
2. Inadequate softening of
motes during scouring
1. Silicate deposits
2. Oxycellulose formation
Too high alkalinity in the
bleach liquor
Too high alkalinity in the
bleach liquor
Too high bleaching temperature
and/or alkalinity
Pinholes, broken yarns,
tears
Inadequate mote removal
Resist spots
Loss in voluminous
character of the material
Decrease in the elasticity
of the material
Low sewability of the
material
Problem Possible Cause Countermeasure
APPENDIX H: Summary and Solutions to Problems in Mercerization
Problem
Incomplete
mercerization
Possible Cause
1. Low concentration of sodium
hydroxide
2. Inappropriate wetting agent
3. Inappropriate temperature of
the incoming fabric or the
padder
4. Low pick-up
5. Insufficient contact time
Countermeasure
1. Optimum concentration of
sodium hydroxide
2. Appropriate wetting agent
3. Appropriate temperature of
the incoming fabric or the
padder
4. Optimum pick-up
5. Optimum contact time
The Textile Institute
doi:10.1533/tepr.2005.0001 Critical Solutions in the Dyeing of Cotton 71
Low increase in lustre
Uneven mercerization
(width-wise)
Uneven mercerization
(length-wise)
Uneven mercerization
(random)
Tearing of the fabric
Poor shrinkage
control
1. Low concentration of sodium
hydroxide
2. Inappropriate temperature of
the incoming fabric or the padder
3. Low pick-up
4. Insufficient contact time
5. Insufficient fabric stretching
while on the frame
6. Too much caustic on the fabric
as it comes off the frame
1. Uneven pad temperature
2. Non-uniform bath temperature
3. Non-uniform alkali
concentration in the bath
4. Non-uniform moisture in the
fabric across the width
1. Dilution of the bath with time
2. Increase in bath temperature
with time
3. Length-wise variation in the
moisture content of the fabric
4. Variation in the pad pressure
during the process
5. Variation in pick-up along the
fabric length
1. Ineffective and/or incompatible
wetting agent
1. Low concentration of sodium
hydroxide
2. Low pick-up
1. Insufficient fabric stretching
while on the frame
2. Too much caustic on the fabric
as it comes off the frame
1. Optimum concentration of
sodium hydroxide
2. Appropriate temperature of the
incoming fabric or the padder
3. Optimum pick-up
4. Optimum contact time
5. Optimum fabric stretching
while on the frame
6. Removal of excess caustic
from the fabric before it comes
off the frame
1. Even pad temperature
2. Uniform bath temperature
3. Uniform alkali concentration
in the bath
4. Uniform moisture in the fabric
across the width
1. Uniform moisture content in
the fabric
2. No variation in bath
temperature with time
3. No length-wise variation in the
moisture content of the fabric
4. No variation in the pad
pressure during the process
5. No variation in pick-up along
the fabric length
1. Use of effective and
compatible wetting agent
1. Optimum concentration of
sodium hydroxide
2. Optimum pick-up
1. Optimum fabric stretching
while on the frame
2. Removal of excess caustic
from the fabric before it comes
off the frame
Problem Possible Cause Countermeasure
APPENDIX I: Summary and Solutions to Problems in Dyeing with
Direct and Reactive Dyes
Problem
Dye spots/resist spots/
stains/blotches/
filtering/dark coloured
areas
Possible Cause
1. Poor pre-treatment
2. Residual contaminants in the
substrate
3. Water contamination
Countermeasure
1. Good pre-treatment
2. Good pre-treatment and
washing after pre-treatment
3. Water purification or use of
sequestrants
72 Textile Progress doi:10.1533/tepr.2005.0001
The Textile Institute
Poor washing
fastness
Poor washing off
Poor rubbing
fastness
4. Contaminants in salt, alkali,
etc.
5. Soiling of material by air-
borne particles of powdered dyes
6. Incompatibility of dyebath
assistants
7. Too high rate of dye strike on
the substrate (due to too high
reactivity)
8. Short liquor ratio
9. More dense/compact yarn
areas appearing dark due to less
scattering of light
10. Improper rinsing/washing-off
after dyeing
11. Dye aggregation
1. Inadequate washing-off of
hydrolysed dye (in case of
reactive dyes)
2. Inadequate removal of loosely
retained dye (for direct dyes)
3. Inherent low fastness
properties of the dyes
1. Dye substantivity, too high
2. Dyes of low diffusion
coefficient
3. Short liquor ratio of the
washing bath
4. Low temperature of the
washing liquor
5. High electrolyte concentration
in the washing bath
6. Water hardness
7. Inadequate washing time
8. Inadequate number of wash
cycles/wash baths
9. Low mechanical action
10. Misuse of dyebath assistants
11. Disazo, 1:2 Metal Complex,
and Phthalocyanine dyes are
difficult to wash-off
1. Dyes of poor rubbing fastness
2. Catalytic damage of the
material
3. Presence of polyvalent ions
4. Good quality control of
commodity chemicals
5. Good housekeeping and use of
liquid dyes if appropriate
6. Use of compatible dyebath
assistants
7. Optimum process control
8. Optimum liquor ratio
9. Good quality control of the
substrate
10. Optimum rinsing/washing-off
after dyeing
11. See causes of the problem
Dye aggregation below
1 & 2. Optimum washing off (See
causes of Poor washing-off
below)
3. Use of cationic fixing agents or
other fastness improving after-
treatment
1. Use of dyes of optimum
substantivity
2. Use of dyes of optimum
diffusion coefficient
3. Optimum liquor ratio of the
washing bath
4. Optimum temperature of the
washing liquor
5a. Use of low salt dyes
5b. Optimum rinsing cycle/
sequence
6. Use of soft water and/or
sequestrants
7. Optimum washing time
8. Optimum number of wash
cycles/wash baths
9. Optimum mechanical action
10. Compatible dyebath assistants
11a. Use of alternative dyes if
possible or
11b. Use of more severe washing-
off
1. Use of dyes of good rubbing
fastness
2. No catalytic damage of the
material
3. Use of appropriate complexing
agents
Problem Possible Cause Countermeasure
The Textile Institute
doi:10.1533/tepr.2005.0001 Critical Solutions in the Dyeing of Cotton 73
4. Proper conditioning of the test
material
5. Proper use of finishing agents
6. Use of mercerized cotton
7. Use of optimum dyeing
conditions
8. Optimum washing-off
1. Substrate free from
contamination before dyeing
2. Use of soft water or appropriate
sequestrants
3. Use of appropriate sequestrants
4. Use of compatible dyebath
assistants
1. Use of dyes of good solubility
2. Use of dyes of good diffusion
3. Use of dyes of optimum affinity
4. Use of dyes of good migration
5. Optimum concentration of salt
6. Optimum rate of dyeing
7. Optimum rate of rise of
temperature
8. Optimum pH control
9. Optimum liquor flow rate
10. Optimum mechanical action
11. Alkali added optimally
12. Use of alternative dyes or
optimum dyeing conditions
13. Use of appropriate complexing
agents
14. Use of compatible surfactants
1. Good pre-treatment
2. Use of dyes of optimum
substantivity
3. Use of dyes of good solubility
4. Use of dyes of good diffusion
coefficient
5. Use of optimum dyeing conditions
1. Good pre-treatment
2. No residual peroxide in the
substrate
3a. Careful storage of dyes
3b. Use of freshly prepared dye
solution
3c. Optimum dyeing conditions
4. Use of dyes of optimum
substantivity
4. Too high moisture in the test
material
5. Improper use of finishing agents
6. Un-mercerized cotton
7. Incomplete diffusion and
fixation
8. Incomplete washing-off
1. Residual peroxide, alkalinity or
other contaminants in the substrate
2. Water hardness
3. Contamination of dyebath with
calcium, magnesium, chlorine or
heavy metals
4. Improper use of dyebath
assistants, e.g. surfactants,
sequestrants, fixatives, lubricating
agents
1. Poor dye solubility
2. Low dye diffusion
3. High dye affinity
4. Dyes of poor migration
5. Too much salt
6. Rate of dyeing too high
7. Rapid rate of rise of
temperature
8. Rapid shift of dyebath pH
9. Low liquor flow rate
10. Low mechanical action
11. Alkali added too soon
12. Metal complex or
Phthalocyanine dyes
13. Presence of iron/copper
14. Improper use of surfactants
1. Poor pre-treatment
2. Dye substantivity, too high
3. Poor dye solubility
4. Dyes of poor diffusion
coefficient
1. Poor pre-treatment
2. Residual peroxide in the
substrate
3. Dye hydrolysis (only in case
of reactive dyes)
4. Too low dye substantivity
Shade change/
inconsistent shade
Poor levelling/uneven
dyeing
Low diffusion/
penetration
Poor colour yield
Problem Possible Cause Countermeasure
74 Textile Progress doi:10.1533/tepr.2005.0001
The Textile Institute
5. Optimum concentration of
electrolyte
6. Optimum concentration of alkali
7. Optimum dye concentration
8. Optimum liquor ratio
9. Optimum dyeing time
10. Optimum use of surfactants
11. Careful weighing/dispensing of
dyes and chemicals
12. Use of soft water or
appropriate sequestrants
1. Right first time dyeing
2. Optimum mechanical or
hydraulic action
3. Optimum temperature
1. Good dye solubility
2. Optimum dyeing temperature
3. Optimum concentration of
electrolyte
1. Optimum mechanical action
2. Use of low-foaming surfactant
3. Optimum concentration of
surfactant
4. Prevention of air entry into the
dyeing machine
1. Optimum dye concentration
2. Optimum electrolyte content
3. Optimum temperature
4. Good dye solubility
1. Good quality control of the
substrate
2. Optimum singeing
Use of alternative dyes
1. Use of dyes of optimum
substantivity
2. Optimum temperature
3. Optimum concentration of
electrolyte
5. Too low concentration of
electrolyte
6. Too low concentration of alkali
7. Too low dye concentration
8. Too high liquor ratio
9. Too short dyeing time
10. Improper use of surfactants
11. Loss of dye or chemicals
during weighing/dispensing
12. Water hardness
1. Too long dyeing time (due to
corrective/repair procedures)
2. Too high mechanical or
hydraulic action
3. Too high temperature
(increases the sensitivity of the
material to physical damage)
1. Low dye solubility
2. Low dyeing temperature
3. Low concentration of
electrolyte
1. Too high mechanical action
2. Improper surfactant
3. Too high concentration of
surfactant
4. Introduction of air into the
dyeing machine
1. Too high dye concentration
2. Too high electrolyte content
3. Too low temperature
4. Lower dye solubility
The presence of broken fibres on
the surface at the damaged
portions leads to stronger
scattering of light causing them
to appear lighter
Metal complex dyes containing
copper possess rather dull shades
1. High substantivity dyes
2. Low temperature
3. High concentration of
electrolyte
Physical damage
Slow rate of
exhaustion
Foaming
Dye aggregation
Light coloured areas/
spots on the yarn
Dull shades
Lower dye solubility
Problem Possible Cause Countermeasure
The Textile Institute
doi:10.1533/tepr.2005.0001 Critical Solutions in the Dyeing of Cotton 75
APPENDIX J: Summary and Solutions to Problems in Dyeing with
Sulphur Dyes
Problem
Acid tendering
Bronziness
Dye spots/resist spots/
stains/blotches/
filtering/dark coloured
areas
Possible Cause
Inadequate washing/neutralisation
of the dyed fabric
1. Insufficient quantity of sodium
sulphide
2. Degraded quality of sodium
sulphide
3. Too high concentration of salt
4. Too high concentration of
alkali
5. Too long exposure of dyed
goods to air before being after-
treated
6. Too short liquor ratio
7. Too high temperature during
dyeing
8. Water hardness
9. Presence of calcium or
magnesium in cotton
10. Failure to remove excess
liquor before dyeing
11. Premature oxidation of
reduced dye
12. Excessively heavy shade
1. Poor pre-treatment
2. Residual contaminants in the
substrate
3. Water contamination
4. Contaminants in salt, alkali,
etc.
5. Soiling of material by air-
borne particles of powdered dyes
6. Incompatibility of dyebath
assistants
7. Poor stability of dye dispersion
Countermeasure
1. Thorough washing/
neutralisation of the fabric after
dyeing Rinsing well before
oxidation, and soaping after
oxidation
2. Use of alkaline bath in the
final rinse
3. Use of sodium acetate and
soda ash for neutralisation
4. Storing the fabric at low
temperature and humidity
5. Resin finishing
1. Optimum quantity of sodium
sulphide
2. Good quality control of
sodium sulphide
3. Optimum concentration of salt
4. Optimum concentration of
alkali
5. No long exposure of dyed
goods to air before being after-
treated
6. Optimum liquor ratio
7. Optimum temperature during
dyeing
8. Use of soft water or
appropriate sequestrants
9. Demineralisation of cotton or
use of appropriate sequestrants
10. Removal of excess liquor
before dyeing
11a. Excess quantity of sodium
sulphide
11b. Exclusion of air from inside
the machine
12. Use of dyes with high
tinctorial strength
1. Good pre-treatment
2. Good pre-treatment and
washing after pre-treatment
3. Water purification or use of
sequestrants
4. Good quality control of
commodity chemicals
5. Good housekeeping and use of
liquid dyes if appropriate
6. Use of compatible dyebath
assistants
7a. Good dispersion stability
7b. Optimum control of
temperature, pH, etc.
76 Textile Progress doi:10.1533/tepr.2005.0001
The Textile Institute
8. Optimum process control
9. Optimum liquor ratio
10. Good quality control of the
substrate
11. Optimum rinsing/washing-off
after dyeing
1. Thorough rinsing of the fabric
before oxidation
2. Optimum oxidation
3. Thorough washing-off (see
below the cause of Poor
washing-off)
1. Use of dyes of optimum
substantivity
2. Use of dyes of optimum
diffusion coefficient
3. Optimum liquor ratio of the
washing bath
4. Optimum temperature of the
washing liquor
5a. Use of low salt dyes
5b. Optimum rinsing cycle/
sequence
6. Use of soft water and/or
sequestrants
7. Optimum washing time
8. Optimum number of wash
cycles/wash baths
9. Optimum mechanical action
10. Compatible dyebath assistants
1. Use of dyes of good rubbing
fastness
2. No catalytic damage of the
material
3. Use of appropriate complexing
agents
4. Proper conditioning of the test
material
5. Proper use of finishing agents
6. Use of mercerized cotton
7. Use of optimum dyeing
conditions
8. Optimum washing-off
1. Substrate free from
contamination before dyeing
2. Use of soft water or
appropriate sequestrants
3. Use of appropriate sequestrants
8. Too high rate of dye strike on
the substrate
9. Short liquor ratio
10. More dense/compact yarn
areas appearing dark due to less
scattering of light
11. Improper rinsing/washing-off
after dyeing
1. Inadequate rinsing of the
fabric before oxidation
2. Premature or over-oxidation of
the dye
3. Poor washing-off after-
treatment
1. Dye substantivity, too high
2. Dyes of low diffusion
coefficient
3. Short liquor ratio of the
washing bath
4. Low temperature of the
washing liquor
5. High electrolyte concentration
in the washing bath
6. Water hardness
7. Inadequate washing time
8. Inadequate number of wash
cycles/wash baths
9. Low mechanical action
10. Misuse of dyebath assistants
1. Dyes of poor rubbing fastness
2. Catalytic damage of the
material
3. Presence of polyvalent ions
4. Too high moisture in the test
material
5. Improper use of finishing
agents
6. Un-mercerized cotton
7. Incomplete diffusion and
fixation
8. Incomplete washing-off
1. Residual peroxide, alkalinity or
other contaminants in the substrate
2. Water hardness
3. Contamination of dyebath with
Poor washing fastness
Poor washing off
Poor rubbing fastness
Shade change/
inconsistent shade
Problem Possible Cause Countermeasure
The Textile Institute
doi:10.1533/tepr.2005.0001 Critical Solutions in the Dyeing of Cotton 77
4. Use of compatible dyebath
assistants
1. Use of dyes of good diffusion
2. Use of dyes of optimum
affinity
3. Use of dyes of good migration
4. Optimum reduction of the dye
5. Optimum concentration of salt
6. Optimum rate of dyeing
7. Optimum rate of rise of
temperature
8. Optimum liquor flow rate
9. Optimum mechanical action
10. Thorough rinsing before
oxidation
11. Optimum oxidation of the
reduced dye
12. Thorough and uniform
washing/soaping after-treatments
13. Use of appropriate
complexing agents
14. Use of compatible surfactants
1. Good pre-treatment
2. Use of dyes of optimum
substantivity
3. Use of dyes of good diffusion
coefficient
4. Use of optimum dyeing
conditions
1. Good pre-treatment
2. No residual peroxide in the
substrate
3. Optimum reduction of the dye
4. Use of dyes of optimum
substantivity
5. Optimum concentration of
electrolyte
6. Optimum dye concentration
7. Optimum liquor ratio
8. Optimum dyeing time
9. Optimum oxidation of the
reduced dye
10. Optimum use of surfactants
11. Careful weighing/dispensing
of dyes and chemicals
12. Use of soft water or
appropriate sequestrants
calcium, magnesium, chlorine or
heavy metals
4. Improper use of dyebath
assistants, e.g. surfactants,
sequestrants, fixatives, lubricating
agents
1. Low dye diffusion
2. High dye affinity
3. Dyes of poor migration
4. Improper reduction of the dye
5. Too much salt
6. Rate of dyeing too high
7. Rapid rate of rise of
temperature
8. Low liquor flow rate
9. Low mechanical action
10. Poor rinsing before oxidation
11. Improper oxidation of the
reduced dye
12. Uneven washing/soaping
after-treatments
13. Presence of iron/copper
14. Improper use of surfactants
1. Poor pre-treatment
2. Dye substantivity too high
3. Dyes of poor diffusion
coefficient
1. Poor pre-treatment
2. Residual peroxide in the
substrate
3. Incomplete or over-reduction
of the dye
4. Too low dye substantivity
5. Too low concentration of
electrolyte
6. Too low dye concentration
7. Too high liquor ratio
8. Too short dyeing time
9. Incomplete or over-oxidation
of the reduced dye
10. Improper use of surfactants
11. Loss of dye or chemicals
during weighing/dispensing
12. Water hardness
Poor levelling/uneven
dyeing
Low diffusion/
penetration
Poor colour yield
Problem Possible Cause Countermeasure
78 Textile Progress doi:10.1533/tepr.2005.0001
The Textile Institute
1. Right First Time Dyeing
2. Optimum mechanical or
hydraulic action
3. Optimum temperature
1. Optimum dyeing temperature
2. Optimum concentration of
electrolyte
1. Optimum mechanical action
2. Use of low-foaming surfactant
3. Optimum concentration of
surfactant
4. Prevention of air entry into the
dyeing machine
1. Optimum dye concentration
2. Optimum electrolyte content
3. Optimum temperature
4. Good stability of dye
dispersion (by ensuring optimum
temperature, pH, etc.)
1. Good quality control of the
substrate
2. Optimum singeing
1. Optimum reduction of dye
2a. Use of appropriate
complexing agents
2b. Demineralisation, if metals
present in the substrate
1. Prevention of air inside the
machine
2. Optimum amount of sodium
sulphide and/or alkali
1. Too long dyeing time (due to
corrective/repair procedures)
2. Too high mechanical or
hydraulic action
3. Too high temperature
(increases the sensitivity of the
material to physical damage)
1. Low dyeing temperature
2. Low concentration of
electrolyte
1. Too high mechanical action
2. Improper surfactant
3. Too high concentration of
surfactant
4. Introduction of air into the
dyeing machine
1. Too high dye concentration
2. Too high electrolyte content
3. Too low temperature
4. Poor stability of dye dispersion
The presence of broken fibres on
the surface at the damaged
portions leads to stronger
scattering of light causing them
to appear lighter
1. Incomplete reduction of dyes
2. Presence of heavy metals
1. Presence of air inside the
machine
2. Insufficient amount of sodium
sulphide and/or alkali
Physical damage
Slow rate of
exhaustion
Foaming
Dye aggregation
Light coloured areas/
spots on the yarn
Dull shades
Premature oxidation
Problem Possible Cause Countermeasure
APPENDIX K: Summary and Solutions to Problems in Dyeing with
Vat Dyes
Problem
Dye spots/resist spots/
stains/blotches/
filtering/dark coloured
areas
Possible Cause
1. Poor pre-treatment
2. Residual contaminants in the
substrate
3. Water contamination
Countermeasure
1. Good pre-treatment
2. Good pre-treatment and
washing after pre-treatment
3. Water purification or use of
sequestrants
The Textile Institute
doi:10.1533/tepr.2005.0001 Critical Solutions in the Dyeing of Cotton 79
Poor washing fastness
Poor washing off
Poor rubbing fastness
4. Contaminants in salt, alkali,
etc.
5. Soiling of material by air-
borne particles of powdered dyes
6. Incompatibility of dyebath
assistants
7. Poor stability of dye dispersion
8. Too high rate of dye strike on
the substrate
9. Short liquor ratio
10. More dense/compact yarn
areas appearing dark due to less
scattering of light
11. Improper rinsing/washing-off
after dyeing
1. Inadequate rinsing of the
fabric before oxidation
2. Premature or over-oxidation of
the dye
3. Poor washing-off after-
treatment
1. Dye substantivity, too high
2. Dyes of low diffusion
coefficient
3. Short liquor ratio of the
washing bath
4. Low temperature of the
washing liquor
5. High electrolyte concentration
in the washing bath
6. Water hardness
7. Inadequate washing time
8. Inadequate number of wash
cycles/wash baths
9. Low mechanical action
10. Misuse of dyebath assistants
1. Dyes of poor rubbing fastness
2. Catalytic damage of the
material
3. Presence of polyvalent ions
4. Too high moisture in the test
material
5. Improper use of finishing
agents
4. Good quality control of
commodity chemicals
5. Good housekeeping and use of
liquid dyes if appropriate
6. Use of compatible dyebath
assistants
7a. Good dispersion stability
7b. Optimum control of
temperature, pH, etc.
8. Optimum process control
9. Optimum liquor ratio
10. Good quality control of the
substrate
11. Optimum rinsing/washing-off
after dyeing
1. Thorough rinsing of the fabric
before oxidation
2. Optimum oxidation
3. Thorough washing-off (see
below the cause of Poor
washing-off)
1. Use of dyes of optimum
substantivity
2. Use of dyes of optimum
diffusion coefficient
3. Optimum liquor ratio of the
washing bath
4. Optimum temperature of the
washing liquor
5a. Use of low salt dyes
5b. Optimum rinsing cycle/
sequence
6. Use of soft water and/or
sequestrants
7. Optimum washing time
8. Optimum number of wash
cycles/wash baths
9. Optimum mechanical action
10. Compatible dyebath assistants
1. Use dyes of good rubbing
fastness
2. No catalytic damage of the
material
3. Use of appropriate complexing
agents
4. Proper conditioning of the test
material
5. Proper use of finishing agents
Problem Possible Cause Countermeasure
80 Textile Progress doi:10.1533/tepr.2005.0001
The Textile Institute
6. Use of mercerized cotton
7. Use of optimum dyeing
conditions
8. Optimum washing-off
1. Substrate free from
contamination before dyeing
2. Use of soft water or
appropriate sequestrants
3. Use of appropriate
sequestrants
4. Use of compatible dyebath
assistants
1. Use of dyes of good diffusion
2. Use of dyes of optimum
affinity
3. Use of dyes of good
migration
4. Optimum reduction of the dye
5. Optimum concentration of salt
6. Optimum rate of dyeing
7. Optimum rate of rise of
temperature
8. Optimum liquor flow rate
9. Optimum mechanical action
10. Thorough rinsing before
oxidation
11. Optimum oxidation of the
reduced dye
12. Thorough and uniform
washing/soaping after-
treatments
13. Use of appropriate
complexing agents
14. Use of compatible surfactants
1. Good pre-treatment
2. Use of dyes of optimum
substantivity
3. Use of dyes of good
diffusion coefficient
4. Use of optimum dyeing
conditions
1. Good pre-treatment
2. No residual peroxide in the
substrate
3. Optimum reduction of the
dye
4. Use of dyes of optimum
substantivity
Shade change/
inconsistent shade
Poor levelling/uneven
dyeing
Low diffusion/penetration
Poor colour yield
6. Un-mercerized cotton
7. Incomplete diffusion and
fixation
8. Incomplete washing-off
1. Residual peroxide, alkalinity
or other contaminants in the
substrate
2. Water hardness
3. Contamination of dyebath
with calcium, magnesium,
chlorine or heavy metals
4. Improper use of dyebath
assistants, e.g. surfactants,
sequestrants, fixatives,
lubricating agents
1. Low dye diffusion
2. High dye affinity
3. Dyes of poor migration
4. Improper reduction of the dye
5. Too much salt
6. Rate of dyeing too high
7. Rapid rate of rise of
temperature
8. Low liquor flow rate
9. Low mechanical action
10. Poor rinsing before
oxidation
11. Improper oxidation of the
reduced dye
12. Uneven washing/soaping
after-treatments
13. Presence of iron/copper
14. Improper use of surfactants
1. Poor pre-treatment
2. Dye substantivity, too high
3. Dyes of poor diffusion
coefficient
1. Poor pre-treatment
2. Residual peroxide in the
substrate
3. Incomplete or over-reduction
of the dye
4. Too low dye substantivity
Problem Possible Cause Countermeasure
The Textile Institute
doi:10.1533/tepr.2005.0001 Critical Solutions in the Dyeing of Cotton 81
5. Optimum concentration of
electrolyte
6. Optimum dye concentration
7. Optimum liquor ratio
8. Optimum dyeing time
9. Optimum oxidation of the
reduced dye
10. Optimum use of surfactants
11. Careful weighing/dispensing
of dyes and chemicals
12. Use of soft water or
appropriate sequestrants
1. Right First Time Dyeing
2. Optimum mechanical or
hydraulic action
3. Optimum temperature
1. Optimum dyeing temperature
2. Optimum concentration of
electrolyte
1. Optimum mechanical action
2. Use of low-foaming surfactant
3. Optimum concentration of
surfactant
4. Prevention of air entry into the
dyeing machine
1. Optimum dye concentration
2. Optimum electrolyte content
3. Optimum temperature
4. Good stability of dye
dispersion (by ensuring optimum
temperature, pH, etc.)
1. Good quality control of the
substrate
2. Optimum singeing
1. Optimum reduction of dye
2a. Use of appropriate
complexing agents
2b. Demineralisation, if metals
present in the substrate
1. Prevention of air inside the
machine
2. Optimum amount of sodium
dithionite and/or alkali
5. Too low concentration of
electrolyte
6. Too low dye concentration
7. Too high liquor ratio
8. Too short dyeing time
9. Incomplete or over-oxidation
of the reduced dye
10. Improper use of surfactants
11. Loss of dye or chemicals
during weighing/dispensing
12. Water hardness
1. Too long dyeing time (due to
corrective/repair procedures)
2. Too high mechanical or
hydraulic action
3. Too high temperature
(increases the sensitivity of the
material to physical damage)
1. Low dyeing temperature
2. Low concentration of
electrolyte
1. Too high mechanical action
2. Improper surfactant
3. Too high concentration of
surfactant
4. Introduction of air into the
dyeing machine
1. Too high dye concentration
2. Too high electrolyte content
3. Too low temperature
4. Poor stability of dye dispersion
The presence of broken fibres on
the surface at the damaged
portions leads to stronger
scattering of light causing them
to appear lighter
1. Incomplete reduction of dyes
2. Presence of heavy metals
1. Presence of air inside the
machine
2. Insufficient amount of sodium
dithionite and/or alkali
Physical damage
Slow rate of
exhaustion
Foaming
Dye aggregation
Light coloured areas/
spots on the yarn
Dull shades
Premature oxidation
Problem Possible Cause Countermeasure
82 Textile Progress doi:10.1533/tepr.2005.0001
The Textile Institute
APPENDIX L: Summary and Solutions to Problems in Dyeing with
Azoic Dyes
Problem
Dye spots/resist spots/
stains/blotches/
filtering/dark coloured
areas
Poor washing fastness
Poor washing off
Possible Cause
1. Poor pre-treatment
2. Residual contaminants in the
substrate
3. Water contamination
4. Contaminants in salt, alkali,
etc.
5. Soiling of material by air-
borne particles of powdered dyes
6. Incompatibility of dyebath
assistants
7. Too high rate of dye strike on
the substrate (due to too high
reactivity)
8. Short liquor ratio
9. More dense/compact yarn
areas appearing dark due to less
scattering of light
10. Improper rinsing/washing-off
after dyeing
11. Aggregation of naphthol
1. Inadequate removal of loosely
retained naphtholate before
development
2. Inadequate removal of loosely
retained dye after development
1. Naphthol substantivity, too
high
2. Naphthol of low diffusion
coefficient
3. Short liquor ratio of the
washing bath
4. Low temperature of the
washing liquor
5. High electrolyte concentration
in the washing bath
6. Water hardness
7. Inadequate washing time
8. Inadequate number of wash
cycles/wash baths
9. Low mechanical action
10. Misuse of dyebath assistants
Countermeasure
1. Good pre-treatment
2. Good pre-treatment and
washing after pre-treatment
3. Water purification or use of
sequestrants
4. Good quality control of
commodity chemicals
5. Good housekeeping and use of
liquid dyes if appropriate
6. Use of compatible dyebath
assistants
7. Optimum process control
8. Optimum liquor ratio
9. Good quality control of the
substrate
10. Optimum rinsing/washing-off
after dyeing
11a. Proper preparation of
solution
11b. Optimum electrolyte
concentration (as little as
possible)
11c. Good agitation/mechanical
action
1. Optimum removal of loosely
retained naphtholate before
development
2. Optimum removal of loosely
retained dye after development
1. Use of naphthols of optimum
substantivity
2. Use of naphthols of optimum
diffusion coefficient
3. Optimum liquor ratio of the
washing bath
4. Optimum temperature of the
washing liquor
5. Optimum rinsing cycle/
sequence
6. Use of soft water and/or
sequestrants
7. Optimum washing time
8. Optimum number of wash
cycles/wash baths
9. Optimum mechanical action
10. Compatible dyebath
assistants
The Textile Institute
doi:10.1533/tepr.2005.0001 Critical Solutions in the Dyeing of Cotton 83
1. Use of dyes of good rubbing
fastness
2. No catalytic damage of the
material
3. Use of appropriate complexing
agents
4. Proper conditioning of the test
material
5. Proper use of finishing agents
6. Use of mercerized cotton
7. Use of optimum dyeing
conditions
8. Optimum removal of loosely
retained naphtholate before
development
9. Optimum removal of loosely
retained dye after development
1. Substrate free from
contamination before dyeing
2. Use of soft water or
appropriate sequestrants
3. Use of appropriate
sequestrants
4. Use of compatible dyebath
assistants
1. No/little exposure of
naphtholated substrate to light
before development
2. No use of mixtures of fast
colour salts and bases together
3. Optimum concentration of salt
4. Optimum rate of dyeing
5. Optimum rate of rise of
temperature
6. Optimum pH control
7. Optimum liquor flow rate
8. Optimum mechanical action
9. Use of appropriate complexing
agents
10. Use of compatible surfactants
1. Good pre-treatment
2. No residual peroxide in the
substrate
3. Use of naphthol of optimum
substantivity
4. Optimum concentration of
electrolyte
1. Dyes of poor rubbing fastness
2. Catalytic damage of the
material
3. Presence of polyvalent ions
4. Too high moisture in the test
material
5. Improper use of finishing
agents
6. Un-mercerized cotton
7. Incomplete diffusion and
fixation
8. Inadequate removal of loosely
retained naphtholate before
development
9. Inadequate removal of loosely
retained dye after development
1. Residual peroxide, alkalinity
or other contaminants in the
substrate
2. Water hardness
3. Contamination of dyebath with
calcium, magnesium, chlorine or
heavy metals
4. Improper use of dyebath
assistants, e.g. surfactants,
sequestrants, fixatives, lubricating
agents, etc.
1. Exposure of naphtholated
substrate to light before
development
2. Use of mixtures of fast colour
salts and bases together
3. Too much salt
4. Rate of dyeing too high
5. Rapid rate of rise of
temperature
6. Rapid shift of dyebath pH
7. Low liquor flow rate
8. Low mechanical action
9. Presence of iron/copper
10. Improper use of surfactants
1. Poor pre-treatment
2. Residual peroxide in the
substrate
3. Use of low substantivity
naphthol
4. Too low concentration of
electrolyte
Poor rubbing fastness
Shade change/
inconsistent shade
Poor levelling/uneven
dyeing
Poor colour yield
Problem Possible Cause Countermeasure
84 Textile Progress doi:10.1533/tepr.2005.0001
The Textile Institute
5. Too low concentration of alkali
6. Too long liquor ratio
7. Insufficient time for naphthol
application and development
8. Improper use of surfactants
9. Loss of chemicals during
weighing/dispensing
10. Water hardness
1. Too long dyeing time (due to
corrective/repair procedures)
2. Too high mechanical or
hydraulic action
1. Low naphthol solubility
2. Low dyeing temperature
3. Low concentration of
electrolyte
1. Too high mechanical action
2. Improper surfactant
3. Too high concentration of
surfactant
4. Introduction of air into the
dyeing machine
Too high electrolyte
concentration
The presence of broken fibres on
the surface at the damaged
portions leads to stronger
scattering of light causing them
to appear lighter
Presence of heavy metals
Physical damage
Slow rate of
exhaustion
Foaming
Aggregation of
naphthol
Light coloured areas/
spots on the yarn
Dull shades
5. Optimum concentration of alkali
6. Optimum liquor ratio
7. Optimum application/
development time
8. Optimum use of surfactants
9. Careful weighing/dispensing of
chemicals
10. Use of soft water or
appropriate sequestrants
1. Right First Time Dyeing
2. Optimum mechanical or
hydraulic action
1. Good naphthol solubility
2. Optimum dyeing temperature
3. Optimum concentration of
electrolyte
1. Optimum mechanical action
2. Use of low-foaming surfactant
3. Optimum concentration of
surfactant
4. Prevention of air entry into the
dyeing machine
Optimum electrolyte
concentration
1. Good quality control of the
substrate
2. Optimum singeing
1a. Use of appropriate
complexing agents
1b. Demineralisation, if metals
present in the substrate
Problems Possible causes Countermeasures
Vous aimerez peut-être aussi
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (399)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Advances in Medical Linear Accelerator TechnologyDocument22 pagesAdvances in Medical Linear Accelerator TechnologyNawel MorjanPas encore d'évaluation
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (73)
- Heater Catalog 0618Document576 pagesHeater Catalog 0618abasakPas encore d'évaluation
- Centrifugal Pump TheoryDocument5 pagesCentrifugal Pump TheoryFungsam LimPas encore d'évaluation
- Slip Form HandbookDocument301 pagesSlip Form HandbookAhmed Mostafa AL-Aboudy67% (3)
- Invalon: FL Equipment Cleaning AgentDocument5 pagesInvalon: FL Equipment Cleaning Agentsasko100% (1)
- THE HIGH PRESSURE ROLLER PRESSDocument27 pagesTHE HIGH PRESSURE ROLLER PRESSThaigroup Cement100% (10)
- Blast Furnace Heat and Material Balance Using MS-Excel-Solver WBDocument42 pagesBlast Furnace Heat and Material Balance Using MS-Excel-Solver WBbabuxavier10Pas encore d'évaluation
- Chapter 8 EXERGYDocument37 pagesChapter 8 EXERGYzabidullahPas encore d'évaluation
- Fluoride, SPADNS Method 8029, 02-2009, 9th EdDocument7 pagesFluoride, SPADNS Method 8029, 02-2009, 9th EdAnonymous FRAdEnPas encore d'évaluation
- Everything StarsDocument166 pagesEverything StarsBilly The KidPas encore d'évaluation
- 31 10 00 10-P6000CFP-000-PV - ADocument6 pages31 10 00 10-P6000CFP-000-PV - Aprasenjit pandit100% (1)
- Understanding The Results of An Intelligent Pig InspectionDocument18 pagesUnderstanding The Results of An Intelligent Pig InspectionLeonardo VazPas encore d'évaluation
- Section 05 Block WorksDocument10 pagesSection 05 Block WorksMarvin MessiPas encore d'évaluation
- Benzene Structure and Delocalised Model ExplainedDocument8 pagesBenzene Structure and Delocalised Model ExplainedHisham Jafar AliPas encore d'évaluation
- Session 6 - Analytical Chem - Complexation and Precipitation Part 2Document22 pagesSession 6 - Analytical Chem - Complexation and Precipitation Part 2MehdiPas encore d'évaluation
- 9Document10 pages9Laurentiu Chilibaru-Cristina OpritescuPas encore d'évaluation
- Insert For AlunimiumDocument80 pagesInsert For AlunimiumHoang LamPas encore d'évaluation
- What Is Calcium Oxalate PrecipitationDocument3 pagesWhat Is Calcium Oxalate PrecipitationluismiguelmmercadoPas encore d'évaluation
- Full download book Quantum Dots Fundamentals Synthesis And Applications Pdf pdfDocument41 pagesFull download book Quantum Dots Fundamentals Synthesis And Applications Pdf pdfhilda.pellowski343100% (19)
- IB Biology HL IA (MAY 2021)Document14 pagesIB Biology HL IA (MAY 2021)Insiyah Huzefa BasraiPas encore d'évaluation
- A Snapshot of The Drilling and Completio N Practices in High Temperature Geothermal Wells - SarmientoDocument13 pagesA Snapshot of The Drilling and Completio N Practices in High Temperature Geothermal Wells - SarmientoAdil AytekinPas encore d'évaluation
- Nitocote ET402 : Constructive SolutionsDocument4 pagesNitocote ET402 : Constructive Solutionsnoto.sugiartoPas encore d'évaluation
- Chapter18 ThermoDynamicDocument11 pagesChapter18 ThermoDynamicVladimir MorotePas encore d'évaluation
- B.SC 2nd and 3rd Year Syllabus SVUDocument16 pagesB.SC 2nd and 3rd Year Syllabus SVUSrinivasulu Pudu100% (1)
- Ipecacuanha Liquid Extract - British Pharmacopoeia 2017Document1 pageIpecacuanha Liquid Extract - British Pharmacopoeia 2017Social Service (V)Pas encore d'évaluation
- Banana Stem JuiceDocument8 pagesBanana Stem Juiceईन्द्रनील रायPas encore d'évaluation
- Soalan Kimia Pertengahan Tahun Form 4Document11 pagesSoalan Kimia Pertengahan Tahun Form 4Ridzuan Mohd AliPas encore d'évaluation
- ThermodynamicsDocument3 pagesThermodynamicsArslan JigarPas encore d'évaluation
- PCCDocument12 pagesPCCAjit GuptaPas encore d'évaluation
- NPTELDocument2 pagesNPTELMayur ArodaPas encore d'évaluation