Académique Documents
Professionnel Documents
Culture Documents
End Carriage DFW S E Assmebly
Transféré par
cutenganTitre original
Copyright
Formats disponibles
Partager ce document
Partager ou intégrer le document
Avez-vous trouvé ce document utile ?
Ce contenu est-il inapproprié ?
Signaler ce documentDroits d'auteur :
Formats disponibles
End Carriage DFW S E Assmebly
Transféré par
cutenganDroits d'auteur :
Formats disponibles
290413 enGB 719 IS 845.
5
41238844.eps
214 276 44
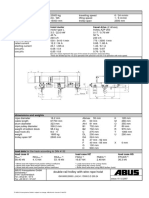
Assembly instructions
DRS 112, 125, 160, 200 wheel block system
2 2
1
4
2
7
6
4
4
_
e
n
_
2
9
0
4
1
3
Contents
Further documents
Manufacturer Demag Cranes & Components GmbH
Drives
PO Box 67 58286 Wetter, Germany
Phone +49 (0)2335 92-0 Telefax +49 (0)2335 92-7676
Email: drives@demagcranes.com
www.drives.demagcranes.com
Original assembly instructions
General documents Order no.
DE EN FR ES
Brochures
Demag drives brochure 208 732 44 208 734 44 208 735 44 208 736 44
Demag wheel range brochure 208 722 44 208 724 44 208 725 44 208 726 44
Catalogues/technical data
Drive Designer Online www.demag-drivedesigner.com
Geared motors catalogue 203 150 44 203 151 44 203 152 44 203 153 44
DRS wheel block system 203 350 44 203 352 44 203 353 44 203 354 44
Demag DWS wheel set technical data 203 687 44 203 688 44 203 689 44 203 690 44
Geared travel motor catalogue Volume 3 Quick selection and gearbox limit torque DE / EN / FR 203 013 44
Geared travel motor catalogue Volume 3 Quick selection and gearbox limit torque IT / EN / ES 203 014 44 203 014 44
Assembly instructions
D 11 - D 41 helical gearbox assembly instructions 214 719 44 214 720 44 214 721 44 214 722 44
D 50 - D 90 helical gearbox assembly instructions 214 150 44 214 151 44 214 152 44 214 153 44
W 10 - W 100 angular gearbox assembly instructions 214 057 44 214 058 44 214 059 44 214 060 44
A 10 - A 90 offset gearbox assembly instructions 214 205 44 214 206 44 214 207 44 214 208 44
FG 06, FG 08, FG 10 gearbox assembly instructions 206 217 44 206 218 44 206 219 44 206 220 44
Motor assembly instructions Z motor range 214 227 44 214 228 44 214 229 44 214 230 44
KBA - KBF motor assembly instructions 214 317 44 214 318 44 214 319 44 214 320 44
Assembly instructions for brake accessories Z motor range 214 040 44 214 041 44 214 042 44 214 043 44
Assembly instructions/plug connection for KB and Z motor ranges 214 021 44 214 022 44 214 023 44 214 024 44
Encoders for Z motors, assembly instructions 214 371 44 214 372 44 214 373 44 214 374 44
DRS 112-200 wheel block system assembly instructions 214 275 44 214 276 44 214 277 44 214 278 44
DRS 250-500 wheel block system assembly instructions 214 326 44 214 327 44 214 328 44 214 329 44
DWS wheel set assembly instructions 214 132 44 214 133 44 214 134 44 214 135 44
0 Foreword 4
0.1 Copyright 4
0.2 After-sales service 4
0.3 Liability for defects 4
0.4 Limitations of liability 5
0.5 Denitions 5
1 Safety 6
1.1 Symbols 6
1.2 Intended use 6
1.3 Prohibited practices, improper use 6
1.3.1 Specication 6
1.3.2 Assembly 6
1.3.3 Environmental inuences 6
1.3.4 Maintenance 6
2 Brief technical description 7
2.1 Overview 7
2.2 Type designation key (example) for basic wheel blocks 8
2.3 Type plate 10
2.4 Paint nish 11
3 Receiving and storage 12
3.1 Checking goods on receiving 12
3.2 Transport 12
3.3 Storage 12
3.4 Weights 12
3 2
1
4
2
7
6
4
4
_
e
n
_
2
9
0
4
1
3
4 Assembly and alignment 13
4.1 Travel wheel types 13
4.2 Assembly instructions 14
4.2.1 Top connection 14
4.2.1.1 Fitting universal shaft F for top connection 15
4.2.2 Side connection 16
4.2.2.1 Fitting universal shaft F for side connection 17
4.2.3 DRS 200 side connection with AD.50/WU.60 gearboxes 18
4.2.4 DRS 112 200 pin connection 20
4.2.5 DRS 200 pin connection with AD.50/WU.60 gearboxes 22
4.2.6 Fitting the wheel block 23
4.2.6.1 Axial retaining arrangement with track gauge adjustment 23
4.2.6.2 Pin set 24
4.2.6.3 Fitting pin connection (without welded plate) 25
4.2.6.4 Fitting pin connection (with welded plate) 25
4.2.6.5 Fitting universal shaft F for pin connection 26
4.2.6.6 Fitting pin connection with spacer plates for DRS 200 AD50/WU60 26
4.2.6.7 Fitting end connection with spacer plates 27
4.2.6.8 Fitting torque brackets for pin and end connection 27
4.2.6.9 Fitting torque brackets for pin and end connection
DRS 200 AD50/WU60 27
4.2.7 DRS 112 200 end connection 28
4.3 Manufacturing tolerances of crane runways 29
4.4 Alignment for top connection 30
5 Assembling drive elements 32
5.1 Torque brackets for individual and central drive units 32
5.1.1 A type offset gearboxes/W type angular gearboxes 32
5.1.2 A 50 type offset gearboxes 34
5.1.3 W 60 type angular gearboxes 35
5.2 Individual drive unit 36
5.2.1 A offset gearboxes 36
5.2.2 W angular gearboxes 36
5.3 Central drive unit 37
5.3.1 A offset gearboxes 37
5.3.2 W angular gearboxes 38
5.4 Central drive units with shaft protection 39
5.4.1 A 50 type offset gearboxes 39
5.4.2 W 60 type angular gearboxes 40
6 Fittings 41
6.1 Horizontal guide rollers 41
6.1.1 Fitting to wheel blocks 41
6.1.2 Fitting to steel superstructure 43
6.2 Buffer elements 44
6.2.1 DPZ cellular plastic buffers 44
6.2.2 DPG rubber buffers 44
7 Maintenance 46
7.1 Maintenance instructions 46
7.2 Travel wheel wear 47
7.2.1 Flange wear 47
7.2.2 Tread wear 47
7.2.3 Travel wheels of hardened design 47
7.3 Possible fault sources 47
8 Removing and tting travel wheels 48
EC manufacturer's declaration 51
4 2
1
4
2
7
6
4
4
_
e
n
_
2
9
0
4
1
3
0.3 Liability for defects
0 Foreword
You have purchased a Demag product. This equipment was manufactured in
accordance with state-of-the-art engineering principles.
These assembly instructions are designed to provide the operator with useful
instructions for safe and appropriate work on the product and to facilitate
maintenance.
Every individual given the task of transporting, installing, commissioning, operating,
maintaining and repairing our DRS wheel block system and additional equipment
must have read and understood
the assembly instructions
the safety regulations
the safety instructions in the individual chapters and sections.
The assembly instructions must be available to operating personnel at all times in
order to prevent operating errors and to ensure smooth and trouble-free operation
of our products.
These assembly instructions must be treated condentially. They should only be
used by authorised personnel. They may only be made available to third parties
with the written approval of Demag. All documents are protected within the sense
of copyright law.
No part of this documentation, in whole or in part, may be reproduced, distributed,
used or published in any way without specic prior consent. Infringements are an
offence resulting in obligatory compensatory damages.
All industrial rights reserved.
For technical information on Demag products and their systematic application,
please refer to one of our after-sales service centres, the relevant representative or
to our main ofce in Wetter.
See the details at the end of the assembly instruction for Drives contacts in
Germany, Austria and Switzerland.
These assembly instructions must be read carefully before installing and putting
the product into operation.
We assume no liability for any damage or malfunctions resulting from failure to
comply with the assembly instructions.
Any liability claims for defects must be made by quoting the order number
immediately on detecting the defect.
Any liability claims for defects are void in the event of:
inappropriate use,
faulty devices or equipment connected or attached to the product which are not
part of our scope of supplies and services,
use of non-genuine spare parts and accessories,
refurbishment or modication of the product unless approved by Demag in writ-
ing.
Wearing parts are not subject to liability for defects.
0.2 After-sales service
0.1 Copyright
5 2
1
4
2
7
6
4
4
_
e
n
_
2
9
0
4
1
3
All technical information, data and instructions for operation contained in these
assembly instructions were up to date on going to print and have been compiled
on the basis of our experience and to the best of our knowledge.
We reserve the right to incorporate technical modications within the scope of
further development of the wheel block system which is the subject of these
assembly instructions.
The information, illustrations and descriptions contained in these assembly
instructions are therefore only intended for information purposes.
The descriptions and illustrations contained in these assembly instructions do
not necessarily correspond to the scope of delivery or any subsequent spare part
delivery, either; the drawings and illustrations are not to scale.
Only documentation belonging to the actual order is valid.
We assume no liability for any defects, damage or malfunctions caused as a result
of operating errors, non-compliance with these assembly instructions or missing or
inappropriate repairs and maintenance.
We expressly point out that only genuine Demag spare parts and accessories
approved by us may be used. Accordingly, this also applies to other manufacturers'
parts supplied by us.
For safety reasons, the tting and use of spare parts or accessories which have
not been approved and unauthorised modication and conversion of the product
are not permitted and void any liability for damages resulting therefrom.
With the exclusion of any further claims, our liability for defects and liability
obligations for any defects pertaining to the products supplied or faults in the
documentation delivered or any negligence on our part are exclusively based on
the provisions of the original contract. Any further claims, in particular any and all
claims for damages, are excluded with the exception of legal claims in accordance
with product liability legislation.
Owner
Owners (employer, company) are dened as persons who own the product and
who use it appropriately or allow it to be operated by suitable persons.
Operating personnel
Operating personnel are dened as persons assigned by the owner of the product
to carry out special tasks such as installation, operation, setting-up, maintenance
including cleaning, fault elimination and transportation.
Specialist personnel
Specialist personnel are dened as persons assigned by the owner to carry out
specic tasks.
Qualied personnel
Qualied personnel are dened as persons who, owing to their technical train-
ing, knowledge and experience as well as knowledge of the relevant standards,
are able to assess the tasks given to them and identify potential hazards.
Trained person
Trained persons are dened as persons who have been instructed and trained
for the tasks assigned to them and on the possible hazards resulting from in-
correct handling and who have been informed about the required protective
devices, protective measures, relevant regulations, codes of practice, accident
prevention regulations and operating conditions and who have proven their
qualications.
Experienced technician
Experienced technicians are dened as persons, who, owing to their technical
training and experience, have sufcient knowledge of the product and are fa-
miliar with the relevant national industrial safety regulations, codes of practice,
accident prevention regulations, directives and generally accepted engineering
standards (e.g. EC Directives, German VDE and VBG regulations) enabling
them to judge the safe operating condition of the DRS wheel block system.
0.4 Limitations of liability
0.5 De nitions
6 2
1
4
2
7
6
4
4
_
e
n
_
2
9
0
4
1
3
1.3 Prohibited practises,
improper use
1.3.2 Assembly
1.3.3 Environmental inuences
1.3.1 Specication
1 Safety
1.1 Symbols
The following symbols and recommendations indicate potential safety hazards or
causes of damage:
Hazard warning
This symbol appears in the assembly instructions next to all instructions relating to
safety at work wherever a potential hazard to life and limb exists.
Follow these instructions at all times and be particularly careful and cautious.
Pass on safety instructions to all persons entrusted with working on the product
including the power supply.
In addition to the safety instructions, observe all general safety regulations and
codes of practise at all times.
Warning against dangerous electrical voltage
Contact with live parts (e.g. motors connected to the unit) can result in immediate
death. Protective covers (e.g. covers and enclosures) marked with this sign may
only be opened by qualied electricians. Before opening, all relevant operating,
control, feed or other voltages must be disconnected.
Operating hazard for the installation
This symbol in the assembly instructions indicates all warnings which, if not com-
plied with, may result in damage to the product, the installation or the goods to be
transported.
Demag DRS wheel blocks are complete travel units designed for moving loads
over a wide range of speeds in materials handling installations and general engi-
neering applications. They feature prepared connecting surfaces and are ready for
tting to support structures.
The relevant engineering guidelines must be observed when specifying the design.
See list of documents on page 2.
Under certain conditions, operation of the DRS wheel block system is prohibited as
this may result in malfunctions, equipment failure or hazard to life and limb, e.g. in
the case of:
Exceeding permissible loads
Exceeding the design service life
Occurrence of peak loads which were not considered in the design
Use of connecting elements not designed for use with the wheel block
Use of non-genuine Demag parts
Non-compliance with the assembly instructions
Tightening bolted connections without using a torque wrench
Incomplete assembly of connecting elements
Note: Safety measures must not be rendered inoperative or modied or used
contrary to the purposes for which they are intended.
Acidic, corrosive air as coolant
Explosion hazard atmospheres
Operation outside the permitted temperature range
Operation under prohibited ambient conditions
Note: Measures must be taken to ensure the travel wheels do not freeze up
under conditions of high humidity and low temperatures.
Exceeding the design service life
1.2 Intended use
1.3.4 Maintenance
7 2
1
4
2
7
6
4
4
_
e
n
_
2
9
0
4
1
3
2 Brief technical description
2.1 Overview
41621344.eps
The Demag DRS 112 to 200 wheel block system, suitable for loads up to
10,000 kg, is a concept designed to meet customer whishes.
The advantages of the system are:
Most favourable ground clearance conditions with Demag travel drives.
Robust aluminium housing with very good shape and position tolerances.
Variable basic design by tting various travel wheel materials and shapes.
Weather-resistant due to surface powder coating (RAL 7001, silver grey).
Special paint nish available on request. For further details on the paint nish,
see section 2.4.
Compensation of track gauge deviations of up to 8 mm possible.
Protected internal bearing arrangement.
Minimum maintenance due to bearings lubricated for life.
Travel wheel and bearings can be replaced thanks to bolted housing.
High installation availability since the housing does not necessarily need to be
removed to replace the travel wheel. Not having to realign the housing saves
time.
A damping element in the travel wheel reduces the load on the gearbox.
Sixth connection surface for tting (e.g. switching ags).
High-tensile bolted connections are dacromatised and therefore provided with
special surface protection.
The ange wear indicator facilitates preventive maintenance without any hazard
to the installation (see section 7.2).
41641055.eps
Residual ange indicator
Splined hub pro-
le to DIN 5480
8 2
1
4
2
7
6
4
4
_
e
n
_
2
9
0
4
1
3
2.2 Type designation key (example) for basic wheel blocks
DRS 112 A30 A 47 K H A10
Prepared for tting torque bracket
Gearbox:
A Offset gearboxes 10/20/30/40/50/
60/70/80/90
W Angular gearboxes 10/20/30/40/50/
60/70/80/90/100
X indicates: no gearbox considered
Guide roller arrangements, prepared for:
H Horizontal guide rollers, standard
X indicates: no guide rollers
Connection variants, prepared for:
K Top connection
W Side connection
B Pin connection
Travel wheel types
A GJS (GGG) with ange on both sides
B GJS (GGG) without ange
C Polyamide without ange, with larger diameter
D GJS (GGG) with ange on one side
E GJS (GGG) without ange, with larger diameter
F Hydropur without ange, with larger diameter
S Special travel wheel
Travel wheel tread b
1
:
for types A and D: see section 4.1
for types B, C, E, F: 0 indicated
Basic type
A. . Driven wheel block, for torque bracket tting and
indication of hub proles
MA . . Wheel block also driven and indication of the shaft
prole diameter
NA . . Non-driven wheel block
Size 112, 125, 160, 200
Demag wheel block system
9 2
1
4
2
7
6
4
4
_
e
n
_
2
9
0
4
1
3
Travel carriage with 4 wheel blocks and a central drive unit
41239655.eps
1 DRS125-NA-A-47-K-X-X
2 DRS125-NA-A-47-K-X-X
3 DRS125-A35-A-47-K-X-A20
4 DRS125-MA35-A-47-K-X-X
Travel carriage with 4 wheel blocks and 2 individual drives
1 DRS125-NA-A-47-K-X-X
2 DRS125-NA-A-47-K-X-X
3 DRS125-A47-A-47-K-X-A20
4 DRS125-A47-A-47-K-X-A20
41641155.eps
Example for using the type designation key
1
2
3
4
1
2
4
3
10 2
1
4
2
7
6
4
4
_
e
n
_
2
9
0
4
1
3
Example
Serial number
Order number/ASN number
Type code
41239044.eps
Serial number
Order number/ASN number
Type code
41239144.eps
2.3 Type plate
A type plate is applied to each of the end faces of DRS wheel blocks to identify the
unit for possible spare part orders.
The type plate may be covered by buffer or guide roller assemblies on one side
depending on the design of the wheel block. In this case, the information can
be read off the second type plate or relevant ttings can be relatively easily
disassembled.
A blank type plate form can be found below which you can use for your
documentation. Fill in the data of the wheel blocks used in your installation.
41239344.eps
Type plates are applied to both end
faces
11 2
1
4
2
7
6
4
4
_
e
n
_
2
9
0
4
1
3
2.4 Paint nish
DRS 112 to 200
Standard
The aluminium wheel block housings are provided with a weather-resistant powder
coating in RAL 7001 (silver grey) with a minimum thickness of 90 m before
leaving the factory.
Continuous coating quality is ensured by our works standard for wheel block
housings (ident. no. 012 326 99).
Special paint nish
For special paint nishes, wheel blocks can be supplied with a dual component
PUR nish coat at the request of the customer.
If the paint nish is to be applied by the customer, attention must be paid to
works standard for special paint nish on powder-coated wheel block surfaces
(ident-no. 012 328 99).
Acid-resistant paint nish
The surfaces of wheel blocks with a powder-coated nish may be used in environ-
ments with acid vapours without any treatment. Alternatively, a dual component
acid protection paint nish may be applied to appropriately pre-treated housings.
Wheel blocks must also be tted with ball bearings featuring double lip seals.
The gap between the housing and the cover is sealed with an acid-proof varnish.
12 2
1
4
2
7
6
4
4
_
e
n
_
2
9
0
4
1
3
3 Receiving and storage
3.1 Checking goods on
receiving
The scope of delivery is specied in the shipping papers.
Check the delivery immediately on receipt to ensure that it is complete and
examine it for any damage caused in transit.
Do not make any changes to the goods and packing material. Do not use the
goods yet.
Report any damage to the forwarding agent and request the required papers as
listed below.
Then contact the supplier.
Do not return the damaged goods until this is agreed with the supplier.
Observe local regulations and requirements for transport outside Germany.
The wheel block is supplied made up into one unit. Additional equipment may be
supplied in separate packing.
The wheel block is packed depending on the transport method and its size. Unless
otherwise agreed in the purchase contract, the packaging corresponds to the pack-
aging guidelines of Demag Cranes & Components GmbH.
Symbols used on the packing
3.3 Storage
Handle wheel block units with utmost care to avoid damage caused by careless
loading and unloading, for example.
Wheel blocks must be stored in dry places which are not subject to extreme tem-
perature uctuations, e.g. on a wooden support.
Unpacked wheel blocks must not be stacked on top of each other.
Note: Do not damage the paint nish.
Mechanical (scratches), chemical (acid, alkaline) or thermal (sparks,
welding beads, heat) damage will result in corrosion and failure of the
exterior protection.
3.2 Transport
Protect from heat Keep dry Fragile Top
Top-heavy No hooks Attach sling here Centre of gravity
412 83944 - 41284644.eps
3.4 Weights
DRS wheel block size Max. weight in kg
112 8,1
125 11,5
160 20,1
200 41,6
13 2
1
4
2
7
6
4
4
_
e
n
_
2
9
0
4
1
3
Travel wheel type A B C
Flange-guided travel wheel
Spheroidal-graphite cast iron
Travel wheel without ange
Spheroidal-graphite cast iron
Travel wheel without ange
Polyamide
Size
Max. wheel
load
2)
d1
1)
-0,2
d2 b1
max
b2 s
Max. wheel
load
2)
d1
1)
-0,2
b2
Max. wheel
load
2)
d4
1)
b2
t mm mm mm mm mm t mm mm t mm mm
DRS 112 2,75 112 132 60 80 10 2,75 112 80 0,75 130 80
DRS 125 5,0 125 150 60 80 10 5,0 125 80 1,0 140 80
DRS 160 7,0 160 188 65 89 12 7,0 160 89 1,7 180 90
DRS 200 10,0 200 230 65 101 18 10,0 200 101 2,7 225 102
Travel wheel type D E F
Travel wheel with one ange
Spheroidal-graphite cast iron
Travel wheel without ange
Spheroidal-graphite cast iron
Travel wheel without ange
Hydropur
Size
Max. wheel
load
2)
d1
1)
-0,2
d2 b2
b1
2
s
Max. wheel
load
2)
d3
1)
-0,2
b2
Max. wheel
load
2)
d4
1)
b2
t mm mm mm mm mm t mm mm t mm mm
DRS 112 2,75 112 132 80 30 10 2,75 126 80 0,59 130 68
DRS 125 5,0 125 150 80 30 10 5,0 145 80 0,79 140 68
DRS 160 7,0 160 188 89 32,5 12 7,0 183 89 1,18 180 75
DRS 200 10,0 200 230 101 32,5 18 10,0 226 101 1,7 225 86
4.1 Travel wheel types
Standard DRS112 DRS200 designs
41618744.eps 41618844.eps 41618944.eps
41619044.eps 41619144.eps 41619244.eps
d
3
b2
4 Assembly and alignment
1)
Travel wheel diameter
2)
Max. wheel load in group of mechanisms 1Bm, 40 m/min, 40 C
14 2
1
4
2
7
6
4
4
_
e
n
_
2
9
0
4
1
3
4.2 Assembly instructions
4.2.1 Top connection
Lock nut
Zinc-ake coated
threaded pin
grade: 10.9
42092344.eps
x
Holes to accommodate
optional aligning pins
Sliding nut
DRS wheel
block size
Order no. Dimensions in mm
a2 a3 a4 a17 d5 d12 d13 l1 l2 l3
1)
min-max min-max
112 75362044 145 70 45
+ 4
7
45 M12 14
14,5
65 18,5-19 8-25
125 75362044 170 86 55
+ 4
7
55 M12 14 65 22,5-23 8-25
160 75252044 220 118 55
+ 3
5
55 M16 18 75 24,5-25 15-25
200 75252044 275 175 65
+ 3
5
65 M16 18 75 28,5-29 15-25
1)
Part no. includes: threaded pins and lock nuts
T
h
r
e
a
d
d
e
p
t
h
Fig. 1
Bore hole
arrangement
15 2
1
4
2
7
6
4
4
_
e
n
_
2
9
0
4
1
3
L3
L2
L1
D
2
D
1
4.2.1.1 Fitting universal shaft F for
top connection
41757644.eps 41757744.eps
Tools
Torque wrench, ring type, hexagon socket screw key, hexagon-socket offset screw
key
Preparation
Drill bore holes in connecting structure according to bore hole pattern (see page
14, g. 1.)
The bore holes to accommodate the eccentric aligning arrangement are only
required in connection with the aligning device, part no. 752 100 44 (see section
4.4 "Alignment").
Assembly
Screw the threaded pins by hand into the sliding nuts already tted in the
factory until they stop, and then screw them back out by a quarter of a turn.
Fit and tighten the locknuts by hand (counter by holding the threaded pin). Then
position and align the wheel block (see section 4.4 Alignment).
Counter the threaded pins (by holding in place using the hexagon socket at
the end of the pin) and tighten the locknuts with the corresponding tightening
torque.
Tightening torque DRS 112/125 = 130 Nm
DRS 160/200 = 330 Nm
After tting, close all unused through holes with the plastic plugs included in the
supply.
Fitting universal shaft F
Fit grooved ball bearing (5) onto drive shaft (1) and secure in the axial direction
using retaining ring (8).
Fit the pre-completed shaft in bearing seat (3) and secure using retaining ring
(7).
Then assemble entire shaft unit with connecting plate (2) and secure using
retaining ring (6). (Compensate axial play with shims (9/10)).
Remove lock nut (11) of the housing/cover connection.
Centre the drive shaft unit on the wheel block using two split sleeves (4) and
bolt together as a unit using the wheel block housing bolts.
Finally counter the drive shaft unit with locknuts (11).
Tightening torque DRS 112/125 = 36 Nm
DRS 160/200 = 72 Nm
DRS
wheel
block
size
Dimensions in mm
D1 D2 L1 L2 L3
f8
112 45
90
182 74 36
125 55 195 78
38
160 65
120
235 85
200 75 305 95 53
Wheel block in basic design A30/112 - A35/125 - A45/160 - A50/200
16 2
1
4
2
7
6
4
4
_
e
n
_
2
9
0
4
1
3
1 Split pin tted in wheel block in the factory
2 Flanged washer
3 Washer
4 Hexagon bolt
5 Lock nut
41619544.eps
4.2.2 Side connection
d14
l1
c3 c4
d8
a5
d9
a6
h
4a
7
a
8
C
C
C -C
42092044.eps
Bore hole arrangement
Wheel centre
MA/NA
A
1
) Part no. includes: collared sleeve and dacromatised bolted fastening parts
2)
Torque bracket for pin connection
DRS wheel
block size
Order no. Dimensions in mm
a5 a6 a7 a8 c3 c4 d8 d9 d14 h4 l1
1)
0,1 0,1 0,1 0,1 min-max D9 min-max
112 75362244 145 145 30 40 20-23 10,4 10,5 18,5 50 47 12-15
125 75222244 175 175 20 40 24,5-27,5 12 13 21 60 53,5 15-18
160 75252244 220 220 25 55 35,5-41,5 14,5 16,5 30
80
70 14-20
200 75302244 275 275 35 75 38,5-43,5 19 20,5 35 90 20-25
(only for drive on connecting plate side)
Drive on wheel block side (W1)
Drive on connecting plate side
(W2) (wheel block only in MA
basic design)
2)
17 2
1
4
2
7
6
4
4
_
e
n
_
2
9
0
4
1
3
L3
L2
L1
D
2
D
1
Tools
Torque wrench
Assembly
When the hexagon bolts are tightened, the split sleeves tted in the upper
part of the wheel block are pulled into the mounting plate of the steel support
structure by the ange washers. The bevel on the split pins must face towards
the connecting structure.
Then t two further hexagon bolts to the lower part of the wheel block with
washers on both sides.
Tightening torque DRS 112 = 55 Nm,
DRS 125 = 95 Nm
DRS 160 = 230 Nm
DRS 200 = 450 Nm
After tting, close all unused through holes with the plastic plugs included in the
supply.
4.2.2.1 Fitting universal shaft F for
side connection
41757944.eps 41757844.eps
DRS
wheel
block
size
Dimensions in mm
D1 D2 L1 L2 L3
f8
112 45
90
182 74 36
125 55 195 78
38
160 65
120
235 85
200 75 305 95 53
Fitting universal shaft F
Note
For DRS125 units, the protruding housing/cover bolted connection must be
replaced with the enclosed shorter cheese head screws with hexagon nuts.
Fit grooved ball bearing (5) onto drive shaft (1) and secure in the axial direction
using retaining ring (8).
Fit the pre-completed shaft in bearing seat (3) and secure using retaining ring
(7).
Then assemble entire shaft unit with connecting plate (2) and secure using
retaining ring (6). (Compensate axial play with shims (9/10)).
Remove both upper lock nuts from the wheel block.
Push the drive shaft unit onto both upper hexagon bolts.
Finally secure the drive shaft unit in place using the two adapter nuts (4) and
the bolt retaining arrangement included in the supply;
Tightening torque DRS 112 = 55 Nm
DRS 125 = 95 Nm
DRS 160 = 230 Nm
DRS 200 = 450 Nm
18 2
1
4
2
7
6
4
4
_
e
n
_
2
9
0
4
1
3
4.2.3 DRS 200 side connection with AD. 50/WU. 60 gearboxes
d14
d8
a5
d9
a6
a
7
a
8
C - C
c6
l1
c5
c3 c4 C
C
42092146.eps
Bore hole arrangement of the
connecting structure
MA/A
A
1)
Part no. includes: pins, spacer sleeve, retaining elements and zinc-ake coated bolted fastening parts
2)
Part no. includes: collared sleeves, adapter sleeves, retaining elements and zinc-ake coated bolted fastening parts
(only for drive on connecting plate side)
Drive on wheel block side (W1)
DRS wheel
block size
Order no. Dimensions in mm
a5 a6 a7 a8 c3 c4 c5 c6 d8 d9 d14 h4 l1
0,1 0,1 0,1 0,1 min-max min-max H13 min-max
200
MA/NA 75302244
1)
275 275 35 75
38,5-43,5
19
38,5-43,5
33 20,5 35 D9 80 90 20-25
A 75302644
2
) 39-44 33-38
19 2
1
4
2
7
6
4
4
_
e
n
_
2
9
0
4
1
3
41833644.eps
1 Split sleeve tted in wheel block in the factory
2 Component parts included in the torque bracket set
3 Retaining ring
4 Shim
5 Supporting washer
6 Hexagon socket screw
7 Adapter sleeve
8 Flanged washer
9 Hexagon bolt
10 Washer
11 Washer
12 Lock nut
Tools
Torque wrench
Assembly
When the hexagon bolts are tightened, the split sleeves tted in the upper
part of the wheel block are pulled into the mounting plate of the steel support
structure by the ange washers. The bevel on the split pins must face towards
the connecting structure.
Then t two further hexagon bolts to the lower part of the wheel block with
washers on both sides.
Tightening torque DRS 200 = 450 Nm
After tting, close all unused through holes with the plastic plugs included in the
supply.
20 2
1
4
2
7
6
4
4
_
e
n
_
2
9
0
4
1
3
4.2.4 DRS 112 200 pin connection
42278544.eps
42278644.eps
Drive side Non-driven side
42279344.eps 42279044.eps
Bore hole arrangement
Hollow prole section to DIN 59410/59411
1)
See section 4.2.6.1 for use of threaded pins or spacer elements.
41752544.eps
Wheel centre
Wheel centre
Wheel centre
1)
1)
Bore hole template
for side with welded
plate
Welded plate Superstructure
1
)
1)
1
)
(without tolerance)
Assembly bore hole
for central drive
arrangement
DRS wheel block
size
Dimensions in mm
a4 a5 a7 a8 a9 a10 a11 a12 a13 a14 a15 a16
1)
0,05 0,1
1)
0,1 0,1 0,1 0,1 0,1 0,1
112 148 145 52 40 64 10 50 60 79 93
125 162 175 60 40 72 41 10 58,5 68,5 92 77,5 108
160 206 220 70 55 90 56 12 75 90 110 97,5 135
200 266 275 90 75 118 70 10 105 115 140 120 168
21 2
1
4
2
7
6
4
4
_
e
n
_
2
9
0
4
1
3
42278744.eps
42279144.eps 42279244.eps
Without welded plate With welded plate:
suitable for aligning pin sets (L) or bolting
MA./MW torque brackets.
See section 4.2.6.3 for welded plate
1)
See section 4.2.6.1 for use of threaded pins or spacer elements.
2)
Check l
1
dimension, see section 4.2.6.2 Pin set
3)
See section 4.2.6.2 Pin set
1)
3) 3)
See section 4.2.6.3 for welded plate
Dimensions in mm
DRS wheel
block size
a18 c1 d9 d10 d14 d15 d16 l1
2)
l2 Hollow prole section to DIN
3)
D9/h8
1)
min max min a19 a20
75 96 18,5 20 50 M10 M8
119,5 127,5
8 200 x 120 x 8 24 47 112
129,2 137,2
74 98 21 23 60 M10 M8
119,0 127,0
8 200 x 120 x 8 24 54 125
128,2 140,2
86 110 30 32 80 M12 M10
138,0 150,0
10 260 x 140 x 10 30 70 160
150,2 160,2
103 130 35 38 80 M12 M10
170,0 182,0
10 260 x 180 x 10 30 90 200
182,2 194,2
22 2
1
4
2
7
6
4
4
_
e
n
_
2
9
0
4
1
3
4.2.5 Pin connection B
DRS 200 with AD.50/WU.60 gearboxes
42091846.eps
Wheel centre
Note: See section 4.2.6.1 for tting spacer elements
1
) Check l
1
dimension, see section 4.2.6.2 Pin set
2)
See section 4.2.6.2 Pin set
2)
Pin connection B
A
Without welded plate With welded plate
Wheel centre
A
Pin connection B
Bore hole template for A Bore hole template for A (welded plate side)
DRS wheel
block size
Dimensions in mm
a5 a7 a8 a18 a19 a20 c1 d9 d10 d14 l1
1)
l2
0,05 D9 max min
200 275 90 75 108,5 127 168 130 35 38 80 194 10
23 2
1
4
2
7
6
4
4
_
e
n
_
2
9
0
4
1
3
The track gauge can be changed using interchangeable spacer plates. Standard
assignments and maximum adjustment are shown in the table.
The spacer plates must be secured during transport to prevent them from being
lost.
Spacer plate
Spacer plates
Supporting
washer (play
compensated by
means of shims)
Pin
Retaining ring
The zinc-ake coated threaded pins are used to align the alignable pin connection
and then to secure the wheel block in the axial direction.
41758944.eps
1) Part no. includes per DRS: 4 threaded pins and 4 lock nuts
2) DRS 200 with AD50/WU60 gearbox only possible with spacer plates, see page 27
Spacer plates
Threaded pins
1 Pin
2 Threaded pin
3 Lock nut
4 Retaining ring
5 Supporting washer
6 Shim
7 Spacer plate
Adjusting the track gauge with
threaded pin and lock nut
Adjusting the track gauge with spacer
plates
41758844.eps
DRS Set part
no.
1)
Threaded pin grade:
45 H
Nut (3) tightening
torque
112 / 125 752 147 44 M10 x 40 60 Nm
160 / 200 2) 752 148 44 M12 x 50 104 Nm
Dimensions in mm Set per DRS consisting of
DRS Order no. l
max
b
max
Max. adjusting range Number and thickness
112 752 139 44 111 7,5 7 2 x 2mm + 2 x 3mm + 2 x 5mm
125 752 140 44 114 8 7,5 2 x 2mm + 2 x 3mm + 2 x 5mm
160 752 141 44 130 10 9,5 3 x 2mm + 2 x 3mm + 2 x 5mm
200 752 142 44 162 16 15,5 4 x 2mm + 2 x 3mm + 4 x 5mm
41758744.eps
4.2.6 Fitting the wheel block
4.2.6.1 Axial retaining arrangement
with track gauge adjustment
Not included in scope of supply
42275744.eps
24 2
1
4
2
7
6
4
4
_
e
n
_
2
9
0
4
1
3
4.2.6.2 Pin set
41751344.eps
Pin set for DRS 200 with AD50/WU60 gearbox
41752644.eps
1)
Pin set for the driven type.
Wheel
block
Order no. Type Weight Materials Surface
protection
Dimensions in mm
DRS DIN EN 10083
dD9 /
h8
l
l1 Washers
Shaft
retaining
rings
4x DIN 471
Size kg min. max. 1 2 2,5 3 3,5
112
753 737 44 S 00,6 42CrMo4+QT
Pin surface
zinc-
ake-
coated
18,5
143,5 119,5 127,5
4 8 18 x 1,5
753 738 44 L 00,7 36NiCrMo16+QT 153 129,2 137,2
125
752 337 44 S 00,8 42CrMo4+QT
21
143,5 119,0 127
4
8
20 x 1,75
752 338 44 L 00,9 36NiCrMo16+QT 161 128,2 140,2 12
160
752 637 44 S 02,0 42CrMo4+QT
30
168 138,0 150
4
12
30 x 2
752 638 44 L 02,1 42CrMo4+QT 178 150,2 160,2 10
200
753 137 44 S 03,2 42CrMo4+QT
35
202 170,0 182
4 12 35 x 2,5
753 138 44 L 03,4 42CrMo4+QT 214 182,2 194,2
DRS wheel
block size
Order no.
Type
Weight Materials Surface protection Dimensions in mm
DIN EN 10083
d
D9 / h8
D l
l1 Washers
Shaft retain-
ing rings
2x DIN 471
kg min. max. 1 2
200
752 947 44
1)
L 03,9 42CrMo4+QT Pin surface zinc-ake coated 35 40 235,5 170 194
2 x dia.
40
2 x dia.
35
24 x dia.
35
dia. 35 x 2,5
dia. 40 x 2,5
25 2
1
4
2
7
6
4
4
_
e
n
_
2
9
0
4
1
3
Tools
Torque wrench, hexagon socket key
Preparation
Drill holes (bore holes must be free of paint) in the connecting structure (hollow
prole section or similar) according to the above bore hole pattern taking the basic
types (NA, A, MA) into consideration.
4.2.6.3 Fitting pin connection (without welded plate)
Fit the wheel block into the prepared hollow prole section and connect with the pin.
Fit the retaining rings and supporting washers included in the supply to secure
against axial movement and to secure the connecting pin in position free of play.
Adjusting the track gauge with threaded pin and lock nut:
(Not possible for DRS 200 with AD50/WU60)
Turn threaded pins (2) into the hollow prole above the pin. Counter threaded
pins (2) and secure with lock nuts (3).
Tightening torque for M8 = 36 Nm, M10 = 65 Nm.
Adjusting the track gauge with spacer plates
Fit distance elements (7).
Fit the geared motor (with torque bracket tted as described in section 5) by bolting
the complete drive to the hollow prole section using the retaining bolts included in
the supply.
4.2.6.4 Fitting pin connection (with welded plate)
Fit the wheel block into the prepared hollow prole section and connect with the
pin.
Place welding plate onto the correspondingly drilled side.
Fit the retaining rings and supporting washers included in the supply to secure
against axial movement and to secure the connecting pin in position free of play.
Align the wheel block.
Secure welding plate by tacking and then weld following welding instructions
(g. 1).
Adjusting the track gauge with threaded pin and lock nut:
(Not possible for DRS 200 with AD50/WU60, see page 27)
Turn threaded pins (2) into the hollow prole above the pin. Counter threaded
pins (2) and secure with lock nuts (3).
Tightening torque for M8 = 36 Nm, M10 = 65 Nm.
Adjusting the track gauge with spacer plates
Fit distance elements (7).
Welding instructions for welding
plate
Weld seam thickness a: DRS 112/125 = 3 mm
DRS 160/200 = 4 mm
41759144.eps Fig. 1
1 Pin
2 Threaded pin
3 Lock nut
4 Retaining ring
5 Supporting washer
6 Shim
7 Spacer plate
Adjusting the track gauge with
threaded pin and lock nut
Adjusting the track gauge with spacer
plates
41758844.eps 41758744.eps
26 2
1
4
2
7
6
4
4
_
e
n
_
2
9
0
4
1
3
4.2.6.6 Fitting pin connection with
spacer plates for
DRS 200 AD50/WU60
41759044.eps
Assembly
Place the wheel block in the completed hollow prole.
Variant with welded plate:
Place the welding plate on the correspondingly drilled side and secure, using
pins. Align the wheel block. Secure welding plate by tacking and then weld fol-
lowing welding instructions (see page 25, g. 1).
Variant without welded plate:
Secure using pins
Fit retaining rings and supporting washers to secure the pin in the axial direction
and secure it in position with little play on the non-driven side (small pin diam-
eter).
Fit distance plates
Fit the geared motor (with torque bracket tted as in section 5) on the large pin
diameter and then t retaining rings and supporting washers.
4.2.6.5 Fitting universal shaft F for
pin connection
L5
L4
L2
L1
D
2
D
1
41758144.eps
41758044.eps
Fitting universal shaft F
Fit grooved ball bearing (5) onto drive shaft (1) and secure in the axial direction
using retaining ring (8).
Fit the pre-completed shaft in bearing seat (3) and secure using retaining ring
(7).
Then assemble entire shaft unit with connecting plate (2) and secure using
retaining ring (6). (Compensate axial play with shims (9/10)).
Remove retaining rings (13), supporting washers (12) and lock nuts (11) from
the existing pin connection.
Push drive shaft unit onto the two pins.
Then t supporting washers (12) and retaining rings (13) again.
Fit lock nuts (11).
DRS
wheel
block
size
Dimensions in mm
D1 D2 L1 L2 L4 L5
f8 max
112 45
90
182 74
12
127
125 55 195 78 130
160 65
120
235 85
12
148
200 75 305 95 182
27 2
1
4
2
7
6
4
4
_
e
n
_
2
9
0
4
1
3
Assembly
Weld end connection to the existing structure according to welding instructions
on page 28.
Fit wheel block in end connection and secure using pins.
For the driven variant: place the welding plate on the corresponding side and
weld according to welding instructions (see page 25, g. 1).
Fit retaining rings and supporting washers to secure the pin in the axial direction
and secure it in position with little play.
Fit distance elements (7).
Fitting end connection with spacer plates for DRS 200-AD50/WU60, see section
4.2.6.6.
41644555.eps
4.2.6.7 Fitting end connection with
spacer plates
41759744.eps
4.2.6.8 Fitting torque brackets for
pin and end connection for
DRS 112 200
Tightening torque
see section 5.1
Fit the geared motor (with torque bracket tted as described in section 5) by bolting
the complete drive to the welded-on plate using the enclosed locking screws (1) for
DRS 112/200.
Fit the geared motor (with torque bracket tted as described in section 5)
on the large pin diameter. Then t retaining rings and supporting washers.
41850444.eps
4.2.6.9 Fitting torque brackets for
pin and end connection for
DRS 200 AD50/WU60
1
28 2
1
4
2
7
6
4
4
_
e
n
_
2
9
0
4
1
3
41756744.eps
Not included in scope of supply
Bore hole template for alignable end connection and axial securing arrangement with threaded pins (by the customer)
41681444.eps
DRS wheel block size
Dimensions in mm
a4 a6 a9 d10 d15
112 148 145 64 20
M 10
125 162 175 72 23
160 206 220 90 32
M 12
200 266 275 118 38
Side with
welded plate
drilled by the customer
4.2.7 DRS 112 200 end connection
End connection dimensions
DRS
wheel
block
size
Order no. Dimensions in mm Options
a5 a6 a7 a8 a16 d9 d14 b1 b2 h l t1 t2 w1 w2 w3
Welded
plate
Pin set Spacer
plate set
1) 1) 1)
112
A
753 714 44 145 7 45 40 93 18,5 50 30 111 150 223 8 7 3 4 4
753 829 44 753 738 44
752 139 44
NA/MA 753 737 44
125
A
752 314 44 175 8 54 40 110 21,0 60 40 111 200 265 8 8 3 4 4
752 429 44 752 338 44
752 140 44
NA/MA 752 337 44
160
A
752 614 44 220 10 70 55 140 30,0 80 50 129 250 330 8 10 4 4 5
752 729 44 752 638 44
752 141 44
NA/MA 752 637 44
200
A
753 114 44 275 10 90 75 170 35,0 80 50 154 300 395 8 10 4 4 5
753 229 44 753 138 44
752 142 44
NA/MA 753 137 44
1)
After aligning and tacking, rst weld on the inside and then the outside.
Welded connections to tolerance class DIN 13920 BF assessment group DIN EN 5817 C
29 2
1
4
2
7
6
4
4
_
e
n
_
2
9
0
4
1
3
4.3 Manufacturing tolerances of
crane runways
S
m
i
n
S
S
m
a
x
41409444.eps
-
B
-
B
+
B
2000
2000
2
0
0
0
b
b
b
41409544.eps
2
0
0
0
-
C
+
C
2000
2000
c
c
c
41409644.eps
s
E
+
E
41409744.eps
Source: VDI 3576 Recommendation: Tolerance class 2
41760144.eps
Example for end connection with drive
Tolerance Crane runways
Designation Diagram Tolerance class 1 Tolerance class 2 Tolerance class 3
Tolerance A
of track gauge dimension s of
crane rails with reference to the
rail centre and crane runway
length
S
max
= s + A S
min
= s - A
for s 16 m:
A = 3 mm
for s > 16 m:
A = [3 + 0,25 (s - 16)]
A in mm
use s in m
for s 16 m:
A = 5 mm
for s > 16 m:
A = [5 + 0,25 (s - 16)]
A in mm
use s in m
for s 16 m:
A = 8 mm
for s > 16 m:
A = [8 + 0,25 (s - 16)]
A in mm
use s in m
Tolerance B
of the lateral straightness of the
rail head with reference to the
crane runway length.
Tolerance b
of the lateral straightness with
reference to 2000 mm measured
length (sample length) at any side
of the rail head
Position of a rail seen in plan
B = 5 mm
b = 1 mm
B = 10 mm
b = 1 mm
B = 20 mm
b = 2 mm
Tolerance C
of straightness with reference to
the height of the crane rail centre
and crane rail length
Tolerance c
of the lateral straightness with
reference to 2000 mm measured
length (sample length) at any side
of the crane runway
Position of a rail seen in elevation (longitu-
dinal slope)
C = 5 mm
c = 1 mm
C = 10 mm
c = 2 mm
C = 20 mm
c = 4 mm
Tolerance E
of the height with reference to
perpendicular measuring points at
every point of the crane runway
Position of runway in relation to one
another in elevation (transverse slope)
E = 0,5 x s
in mm
use s in mm
E
max
= 5 mm
E = 1 x s
in mm
use s in mm
E
max
= 10 mm
E = 2 x s
in mm
use s in mm
E
max
= 20 mm
30 2
1
4
2
7
6
4
4
_
e
n
_
2
9
0
4
1
3
4.4 Alignment for top
connection
Installation set
41620744.tif
41642655.eps
Wheel blocks must be precisely
aligned to prevent bearing damage
and, therefore, premature travel wheel
wear.
Make up the frame (frame assem-
blies) or the support superstructure
and roughly align them with the DRS
mounting positions.
Example for aligning a travel car-
riage.
A laser measuring device is available
for aligning.
Order no.: 752 100 44
Assembly instructions 214 825 44 for
alignment are included in the case.
41621255.eps
Alignment
Fast and optimum alignment of
wheel blocks using the Demag
alignment device with sliding nuts
and prepared connection openings
in the wheel block housing.
Only well aligned wheels reduce
wear to a minimum. Achievable
accuracy with measuring device:
1,6 .
Sliding nut arrangement, used for
alignment, offers a lateral align-
ment path of 3 mm.
31 2
1
4
2
7
6
4
4
_
e
n
_
2
9
0
4
1
3
42000444.eps
The values given in the diagram are sufcient for normal applications.
Further information on tolerances is given in the relevant standards and guidelines.
DIN 7168 General tolerances (clearance tolerances) Lengths and angles
DIN 8570 Clearance tolerances for welded constructions, Sheet 1 Dimensions for lengths and angles, Sheet 3 Shape and
position
VDI 3571 Manufacturing tolerances for bridge cranes
VDI 3576 Rails for crane installations, rail connections, rail mountings, tolerances
a in mm
0
,
5
a
(
m
m
)
Individual drive unit 2,5
Central drive unit 1,6
N 2 mm central drive unit
6 mm individual drive unit
L
2
m
m
f
o
r
L
1
0
m
32 2
1
4
2
7
6
4
4
_
e
n
_
2
9
0
4
1
3
5.1 Torque brackets for individual and
central drive units
5.1.1 A type offset gearboxes/W type angular gearboxes
5 Assembling drive elements
Step 1:
Fit the torque bracket to the geared motor
Examples:
Offset gearbox
Angular gearbox
Before the torque bracket is installed and depending on
the mounting position of the gearbox, check whether the
mounting bolts for step 2 (if covered by the gearbox) need
to be inserted in the corresponding bore holes of the torque
bracket before the torque bracket is attached to the gear-
box.
Tightening torques
All bolts are coated with a micro-encapsulated layer and must only be used once.
Step 1 4 bolts
T
o
r
q
u
e
b
r
a
c
k
e
t
a.) Hexagonal socket bolts with packing plate
b.) Locking bolt
Offset gearbox
MA112-1 23 Nm a.) M8x35
MA125-1 23 Nm a.) M8x35
MA125-2 20 Nm b.) M10x20
MA160-1 23 Nm a.) M8x35
MA160-2 20 Nm b.) M10x20
MA200-1 20 Nm b.) M10x20
Angular gearbox
MW112-1 42 Nm b.) M8x25
MW125-1 42 Nm b.) M8x25
MW125-2 85 Nm b.) M10x30
MW160-1 85 Nm b.) M10x35
MW160-2 130 Nm b.) M12x35
MW200-1 85 Nm b.) M10x35
MW200-2 130 Nm b.) M12x35
MW200-3 330 Nm b.) M16x35
b.)
a.)
42754544.eps
b.)
42754644.eps
42754744.eps
33 2
1
4
2
7
6
4
4
_
e
n
_
2
9
0
4
1
3
Step 2:
Fit the geared motor with torque bracket to the wheel block or connecting structure
Examples:
1)
After tightening the nuts, check the bolted connections of the wheel block
Step 2 4 or 6 nuts/bolts
T
o
r
q
u
e
b
r
a
c
k
e
t
Connected direct to the driven wheel block with
lock nuts
Connected to the connecting structure with locking
bolts
Offset gearbox
M8 / 35 Nm M8x20 / 35 Nm
M10 / 65 Nm M10x25 / 75 Nm
for angular gearbox
M8 / 35 Nm M8x20 / 35 Nm
M10 / 65 Nm M10x25 / 75 Nm
M10 / 85 Nm
1)
M10x25 / 85 Nm
Tightening torques
All bolts are coated with a micro-encapsulated layer and must only be used once.
Lock nut
Connecting structure
Locking bolt
42754844.eps
42755044.eps
42755144.eps
34 2
1
4
2
7
6
4
4
_
e
n
_
2
9
0
4
1
3
5.1.2 A 50 type offset gearboxes Fitting for top, side and pin connection arrangements
MA200-2 torque bracket connection
42115144.eps
42115244.eps
1 Offset gearbox
2 Torque bracket
3 Locking bolt
1 Offset gearbox
4 Pin (adapter sleeve for side
connection)
5 Polyamide collared sleeve
6 Polyamide washer
7 Supporting washer (40 x 58 x 2,5), note
outside diameter of 58 mm
8 Supporting washer
9 Retaining ring
10 Shim
11 Shim
12 Retaining ring
1 2 3
1 5 4 10 8 12
4
6 7
11
9 6 7
11
9
10 8 12
Assembly
Remove corrosion protection and paint from contact surface of gearbox and torque bracket.
Fit torque bracket (2) to gearbox (1) using locking bolts (3) included in the supply.
Assembly
Insert pin (4) into wheel block and secure against axial movement with supporting washers (8), shims (10) and retaining
ring (12).
Place polyamide collared sleeves (5) and drive unit (1) onto pin (4).
Fit polyamide washer (6), supporting washer (7), shim (11) and retaining ring (9) in the sequence indicated.
Tightening torque 130 Nm
Size Torque bracket Locking screw (3)
Wheel block Gearbox Quantity Dimensions
DRS 200 AD 50 MA200-2 8 M12x25
35 2
1
4
2
7
6
4
4
_
e
n
_
2
9
0
4
1
3
5.1.3 W 60 type angular gearboxes Fitting for top, side and pin connection arrangements
MW200-4 torque bracket connection
42116744.eps
1 Angular gearbox
2 Torque bracket
3 Locking bolts
Assembly
Remove corrosion protection and paint from contact surface of gearbox and torque bracket.
Fit torque bracket (2) to gearbox (1) using locking bolts (3) included in the supply.
42116644.eps
Assembly
Insert pin (4) into wheel block.
Place polyamide collared sleeves (5) and drive unit (1) onto pin (4).
Fit polyamide washer (6), supporting washer (7), shim (11) and retaining ring (9) in the sequence indicated.
Secure pin (4) against axial displacement with supporting washers (8), shims (10) and retaining ring (12) on the second
side.
1 2 3
4 5
1
6 7
11
9 9
11
7 6 4 10
8
12 10
8
12
1 Angular gearbox
4 Pin (adapter sleeve for side connec-
tion)
5 Polyamide collared sleeve
6 Polyamide washer
7 Supporting washer (40 x 58 x 2,5), note
outside diameter of 58 mm
8 Supporting washer
9 Retaining ring
10 Shim
11 Shim
12 Retaining ring
Tightening torque 130 Nm
Size Torque bracket Locking screw (3)
Wheel block Gearbox Quantity Dimensions
DRS 200 WU 60 MW200-4 8 M12x25
36 2
1
4
2
7
6
4
4
_
e
n
_
2
9
0
4
1
3
5.2 Individual drive unit
Journal shaft on one side with involute splines
41807044.eps
5.2.2 W angular gearboxes
41807355.eps
Clean drive shaft before tting, check splined prole section and lubricate with grease (Klber
Staburags NBU12 Alltemp or Fuchs Gleitmo WSP5040).
Assembly
Connect travel drive (2) with wheel block (1) as described in section 5.1.
Assembly
Connect travel drive (2) with wheel block (1) as described in section 5.1.
1 2
After tting a W 50 angular gearbox, check the bolted
connections of the wheel block for the correct tightening
torque (72 Nm).
5.2.1 A offset gearboxes
Clean drive shaft before tting, check splined prole section and lubricate with
grease (Klber Staburags NBU12 Alltemp or Fuchs Gleitmo WSP5040).
37 2
1
4
2
7
6
4
4
_
e
n
_
2
9
0
4
1
3
5.3 Central drive unit
41806944.eps
41807144.eps
Assembly
Connect travel drive (2) with wheel block (1) as described in section 5.1.
J ournal drive shaft arrangements do not need to be secured against axial displacement. Hollow drive shaft arrange-
ments (12) must be secured against axial displacement by tting retaining rings (8/9) and supporting washers (7/13) as
well as spacer ring (10) included in the supply.
Insert split sleeve (5) into connector (4).
Slide connector (4) onto drive shaft (11/12).
Insert central drive shaft (6) into wheel block (3).
Place spacer rings (10) onto central drive shaft (6) and push the shaft into the connector until it stops against the split
sleeve.
Determine the quantity of spacer rings (10) required until the retaining ring groove is reached.
Secure central drive shaft (6) against axial displacement by tting retaining ring (9).
Drive arrangement: Hollow shaft with solid shaft
8 7 10
13 9
12
11 5 4 6 9 10
Drive arrangement: Journal shaft on both sides with involute splines
5.3.1 A offset gearboxes
41833844.eps
10
7
8
9
13
12
Clean drive shaft before tting, check splined prole section and lubricate with grease (Klber
Staburags NBU12 Alltemp or Fuchs Gleitmo WSP5040).
38 2
1
4
2
7
6
4
4
_
e
n
_
2
9
0
4
1
3
5.3.2 W angular gearboxes
41807255.eps
41807444.eps
Drive arrangement: Hollow shaft with solid shaft
Assembly
Connect travel drive (2) with wheel block (1) as described in section 5.1.
J ournal drive shaft arrangements do not need to be secured against axial displacement. Hollow drive shaft arrange-
ments (12) must be secured against axial displacement by tting retaining rings (8/9) and supporting washers (7/13) as
well as spacer ring (10) included in the supply.
Insert split sleeve (5) into connector (4).
Slide connector (4) onto drive shaft (11/12).
Insert central drive shaft (6) into wheel block (3).
Place spacer rings (10) onto central drive shaft (6) and push the shaft into the connector until it stops against the split
sleeve.
Determine the quantity of spacer rings (10) required until the retaining ring groove is reached.
Secure central drive shaft (6) against axial displacement by tting retaining ring (9).
7 10 2 12 13 9 8
11 5 4 6 9 10
2 3
1
After tting a W 50 angular gearbox, check the bolted connections of the wheel block for the
correct tightening torque (72 Nm).
Drive arrangement: Journal shaft on both sides with involute splines
41833944.eps
10
7
8
12
13
9
Clean drive shaft before tting, check splined prole section and lubricate with grease (Klber
Staburags NBU12 Alltemp or Fuchs Gleitmo WSP5040).
39 2
1
4
2
7
6
4
4
_
e
n
_
2
9
0
4
1
3
11 5 4 6 9 10
14 15
3
2
1
5.4 Central drive units with shaft protection
5.4.1 A offset gearboxes
42065846.eps
41833844.eps
Assembly of central drive unit with shaft protection
Connect travel drive (2) with wheel block (1) as described in section 5.1. J ournal drive shaft arrangements do not need
to be secured against axial displacement. Hollow drive shaft arrangements (12) must be secured against axial displace-
ment by tting retaining rings (8/9) and supporting washers (7/13) as well as spacer ring (10) included in the supply.
Insert split sleeve (5) into connector (4).
Slide connector (4) onto drive shaft (11/12) and determine distance L1.
Cut shaft protection tube (14) to length L1 +10%.
Remove connector (4) again and slide on tube (14).
Insert central drive shaft into wheel block (3) and slide connector (4) back onto the shaft (11/12).
Place spacer rings (10) onto central drive shaft (6) and push the shaft into the connector until it stops against the split
sleeve. Determine the quantity of spacer rings (10) required until the retaining ring groove is reached.
Determine distance L2 and cut shaft protection tube (15) to length L2 +10%.
Push through central drive shaft (6) in the direction of wheel block (3) and slide on cut shaft protection tube (15) over the shaft.
Slide back central drive shaft (6) until stop is reached in connector (4) and secure against axial displacement by tting
spacer rings (10) and retaining ring (9).
Drive arrangement: Hollow shaft with solid shaft
8 7 10
13 9
12
Drive arrangement: Journal shaft on both sides with involute splines
10
7
8
9
13
12
41807144.eps
Clean drive shaft before tting, check splined prole section and lubricate with grease (e.g.
Klber Staburags NBU12 Alltemp or Fuchs Gleitmo WSP5040).
42753044.eps
Dimensions L1 and L2 for the length
of the shaft protection tubes
40 2
1
4
2
7
6
4
4
_
e
n
_
2
9
0
4
1
3
11 5 4 6 9 10
2 3
1
14 15
5.4.2 W angular gearboxes
42065946.eps
41807444.eps
Drive arrangement: Hollow shaft with solid shaft
7 10 2 12 13 9 8
Drive arrangement: Journal shaft on both sides with involute splines
Assembly of central drive unit with shaft protection
Connect travel drive (2) with wheel block (1) as described in section 5.1. J ournal drive shaft arrangements do not need
to be secured against axial displacement. Hollow drive shaft arrangements (12) must be secured against axial displace-
ment by tting retaining rings (8/9) and supporting washers (7/13) as well as spacer ring (10) included in the supply.
Insert split sleeve (5) into connector (4).
Slide connector (4) onto drive shaft (11/12) and determine distance L1.
Cut shaft protection tube (14) to length L1 +10%.
Remove connector (4) again and slide on tube (14).
Insert central drive shaft into wheel block (3) and slide connector (4) back onto the shaft (11/12).
Place spacer rings (10) onto central drive shaft (6) and push the shaft into the connector until it stops against the split
sleeve. Determine the quantity of spacer rings (10) required until the retaining ring groove is reached.
Determine distance L2 and cut shaft protection tube (15) to length L2 +10%.
Push through central drive shaft (6) in the direction of wheel block (3) and slide on cut shaft protection tube (15) over the shaft.
Slide back central drive shaft (6) until stop is reached in connector (4) and secure against axial displacement by tting
spacer rings (10) and retaining ring (9).
41833944.eps
10
7
8
12
13
9
Clean drive shaft before tting, check splined prole section and lubricate with grease (e.g.
Klber Staburags NBU12 Alltemp or Fuchs Gleitmo WSP5040).
42753044.eps
Dimensions L1 and L2 for the length
of the shaft protection tubes
41 2
1
4
2
7
6
4
4
_
e
n
_
2
9
0
4
1
3
6 Fittings
Permissible horizontal load: no more than 15 % of the wheel load.
The guide roller arrangement as a solo component can transmit at least 20 % of
the permissible wheel load.
Ordering information:
If a guide roller arrangement is specied in the type key when ordering a single
wheel block, this is prepared for tting before leaving the factory.
Exception: DRS 200 with top connection
The permissible horizontal force is limited to 10 % of the permissible wheel load.
DRS 112 200 with travel wheel type E
The permissible horizontal force is limited to 12 % of the permissible wheel load.
Rails with sloping head ank surfaces must not be used.
6.1 Horizontal guide rollers
DRS 112 200
6.1.1 Fitting to wheel blocks
42015744.eps
k =Rail width
DRS 112 125 160 DRS 200
41641644.eps
s s
DRS
wheel
block
size
Tightening
torques
Dimensions in mm
in Nm
Locking bolt
1 2 3 s
min
s
max
a a7 b
min
b
max
b1 d h h1 h2 l l1 l3 m n
112 130 1 5 80,5 4,5 30 70 20,6 52 126,5 38,2 76 180 5 60 125 24,5
125 130 1 5 88 4,5 30 70 20,6 62 143 50 95,5 192 5 60 140 25,4
160 330 130 1 5 109 7,5 30 80 23,8 72 162 65 93,5 230 6 72 173,5 29
200 330 130 1 5 133 8 40 90 27 80 174 75 92 250 6 80 210 33
42 2
1
4
2
7
6
4
4
_
e
n
_
2
9
0
4
1
3
41641944.eps
Assembly
Fit the washer with the wide slot facing downwards on the raised guide to pre-
vent turning.
Fit the pins with the at-sided heads in the slot to prevent turning.
Fit guide rollers to wheel block as shown above and tighten by hand.
Tighten locking bolts (2/3) to specied tightening torque (see table).
Adjust roller distance dimension s and align the guide rollers with the rail.
Tighten locking bolts (1) with specied torque (see table).
Fitting for wheel block not prepared before leaving the factory
If a wheel block is tted with a roller guide arrangement at a later date, the follow-
ing additional measures must be carried out:
Drill bore holes on cover side to diameter d4 and depth a8 and t split sleeves
with slot facing upwards .
Subsequently t two threaded inserts into the end face.
41641844.eps
DRS wheel block
size
Travel wheel type
a
mm
Order no. Retrotting set part no.
Horizontal guide roller
assembly
1)
Fitted to wheel block
2)
Fitted to connecting structure
1)
112
B 81 753 610 44 753 611 44 753 610 44
E 87 753 710 44 753 711 44 753 710 44
125
B 88 752 210 44 752 211 44 752 210 44
E 98 752 310 44 752 311 44 752 310 44
160
B 109 752 510 44 752 511 44 752 510 44
E 119 752 610 44 752 611 44 752 610 44
200
B 133 753 010 44 753 011 44 753 010 44
E 145 753 110 44 752 111 44 753 110 44
1) Part no. includes roller guide arrangement and bolted fastening parts
2) Part no. includes roller guide arrangement, threaded sleeves and roll pins
Split sleeve (slot
facing upwards)
Locking bolt 1
Locking bolt 3
Locking bolt 2
Threaded insert
Washer
Pin
Size
Locking bolt tightening torques
Dimensions in mm
1 2 3 s
min
s
max
a8 d4
DRS 112 130 Nm 1 5 35 13
DRS 125 130 Nm 1 5 35 18
DRS 160 330 Nm 130 Nm 1 5 40 23
DRS 200 330 Nm 130 Nm 1 5 45 28
d
4
a8
Rz63
s k s
43 2
1
4
2
7
6
4
4
_
e
n
_
2
9
0
4
1
3
6.1.2 Fitting to steel superstructure
Permissible horizontal load: no more than 20% of the wheel load
41679055.eps 41679155.eps
Drill out holes for split sleeves to d
5
H12
after tting.
Size
Dimensions in mm
a a1 a2 a3 a4 a5 a6 a9 a10 a11 d1 d2 d3 d5
DRS 112 40 48 22 40 76 102 13 6 12,5 8
DRS 125 50 56 20,5 38,5 95 113 13 6 12,5 8
DRS 160 54 58 26 49,5 93,5 148,5 13 8 16,5 10
DRS 200 62 22 62 28 54 92 157 16 132 36 13 10 16,5 12
d2
d
1
a
6
a
5
a2
a
d
2
d
3
a
4
a
3
a
6
a
1
0
a
5
d
3
d
1
d
2
a
9
a
3
a
1
1
a
4
a
a1
44 2
1
4
2
7
6
4
4
_
e
n
_
2
9
0
4
1
3
41642444.eps
Screw threaded pin (2) into buffer
(1) until maximum I2 dimension is
reached.
Screw buffer into threaded insert in
wheel block.
6.2 Buffer elements
6.2.1 DPZ cellular plastic buffers
Possible tting arrangement to end of DRS 112 200 wheel blocks without horizontal guide roller arrangement
41671244.eps
DPZ cellular plastic buffers
DRS wheel
block size
Buffer
Dimensions in mm
no guide rollers with guide rollers
d1 d2 l1 l2 Threaded pins (2)
112
125
160
200
DPZ 070 70 65 70 26 M12 x 30 M12 x 55
DPZ 100 100 95 100 26 M12 x 30 M12 x 55
DPZ 130 130 122 120 26 M12 x 30 M12 x 55
DPZ 160 160 155 150 40 M12 x 30 M12 x 55
41671744.eps
DPG rubber buffers
6.2.2 DPG rubber buffers
DRS wheel
block size
Buffer
Dimensions in mm
no guide rollers with guide rollers
d1 d2 l1 l2 Threaded pin (2)
112
125 160
200
DPG 063 063 56 067 26 M12 x 30 M12 x 55
DPG 080 080 71 084 26 M12 x 30 M12 x 55
DPG 100 100 90 105 26 M12 x 30 M12 x 55
45 2
1
4
2
7
6
4
4
_
e
n
_
2
9
0
4
1
3
41642555.eps
To ensure uniform buffer impact with
a horizontal guide roller arrangement
tted to only one wheel block, two
shims, type E2 must be tted between
the buffer and wheel block on the
opposite side.
41642244.eps
41642344.eps
2 3 E1 1
Remove the locking bolt and
screw threaded pin (2) up to max.
dimension l4 into the tapped insert in
the wheel block.
Tighten locknut (3) and counter with
threaded pin using hexagon socket.
(Tightening torque 130 Nm).
Fit shim, type E1, with the ribs facing
the wheel block side and screw the
buffer onto the threaded pin.
2xE2 1xE1
s
2
s
2s
1
End stop
1) Only one type E2 shim required.
Fig. 11
Possible tting arrangement to end of DRS 112 200 wheel blocks with horizontal guide roller arrangement
(gs. 11 12)
Fig. 12
DRS 112 200
Guide roller tting including
distance elements
DRS wheel
block size
Buffer
l4
mm
112 / 125
DPZ 070
11 0,5
DPZ 100
160 / 200
DPZ 070
14 0,5
DPZ 100
DPZ 130
DPZ 160
Buffer Shim
E1 E2
s1 s2
DPG 63 / DPZ 70 14 10
DPG 80 / DPZ 100 20 12,5
DPZ 130 / DPG 100 25 16
DPZ 160
1)
15 21
46 2
1
4
2
7
6
4
4
_
e
n
_
2
9
0
4
1
3
7 Maintenance
7.1 Maintenance
instructions
DRS wheel block
Owing to their design, DRS wheel blocks are maintenance free.
ZNA - ZBA - ZBF motors
See assembly instructions ident no. 214 228 44
AU - AD - AG - AF - AM offset geared motors
See assembly instructions ident no. 214 206 44
WU - WG - WF angular geared motors
See assembly instructions ident no. 214 058 44
Refer to the above mentioned assembly instructions for information on gearbox
lubrication intervals, lubricants and quantities of lubricants.
Shafts
Lubrication interval: 10000 hours of operation, at least every 4 years.
Under extreme operating conditions (e.g. multiple shift
operation) shorter intervals (every quarter) must be
selected.
Lubricant: Grease
Klber Staburags NBU12 Alltemp or Fuchs Gleitmo
WSP 5040
Bolted connections
Bolted connections must be inspected annually.
Under extreme operating conditions (e.g. multiple shift operation) shorter intervals
(every quarter) must be selected.
Cellular plastic buffers
Cellular plastic buffers must be inspected at least once per year as follows.
Under extreme operating conditions, shorter intervals (every quarter) must be
selected.
1. Visual inspection of cellular plastic buffers for cracks or other damage:
Damaged cellular plastic buffers must be replaced without delay.
2. Finger nail test:
It must not be possible to remove small parts from the surface or edges with a
nger nail.
If this is possible, the cellular foam buffer must be replaced without delay.
47 2
1
4
2
7
6
4
4
_
e
n
_
2
9
0
4
1
3
7.2 Travel wheel wear
7.2.1 Flange wear
The wear indicator on the ange facilitates preventive inspections of the
installation.
Travel wheel when new
41239444.eps 41239544.eps
7.2.2 Tread wear
41620844.eps
Travel wheels must be replaced when the following limit values are reached:
Worn travel wheel
s s
d
1
The travel wheel must already be replaced even if only one segment of the wear
indicator is open.
Travel wheel rated
diameter
Remaining smallest
ange width
s
Smallest
travel wheel diameter
d1
Maximum difference in
travel wheel diameters
for coupled wheels
Dimensions in mm
112 5,0 105,4 0,1
125 6,0 118,4 0,1
160 7,0 153,4 0,15
200 8,4 193,0 0,15
41620944.eps
7.2.3 Travel wheels of hardened
design
Since the hardening depth of hardened travel wheels measures approx. 2-3 mm,
the wear limit values given above do not apply.
The hardened travel surface must be checked regularly for signs of fatigue.
48 2
1
4
2
7
6
4
4
_
e
n
_
2
9
0
4
1
3
7.3 Possible fault sources
Description of fault Possible cause of fault Fault elimination
Increased travel wheel wear
(tread or ange)
Wheel block is misaligned Re-align the wheel blocks
Rail is dirty Clean the rail
Running noises
Wheel block is misaligned Re-align the wheel blocks
Rail is dirty Clean the rail
Defective bearing Replace the travel wheel
49 2
1
4
2
7
6
4
4
_
e
n
_
2
9
0
4
1
3
Remove the cover
Undo the cover screws of the cover.
Lever off the wheel block cover using the recess on the side of
the wheel block housing without twisting the cover.
8 Removing and tting travel wheels
41445544.eps 41445344.eps
Remove the travel wheel
Remove the travel wheel with the ball
bearings.
Bolt the cover and housing together with
the corresponding tightening torque
(see table below).
41458444.eps
41445444.eps
Size Tightening torque
DRS 112 36 Nm
DRS 125 36 Nm
DRS 160 72 Nm
DRS 200 72 Nm
Fit the travel wheel with pre-assembled bearings into the
wheel block housing. Fit the wheel block cover using a
rubber hammer by gently knocking it evenly until it is ush
with the wheel block.
50 2
1
4
2
7
6
4
4
_
e
n
_
2
9
0
4
1
3
Notes
Hereby we,
Demag Cranes & Components GmbH
Ruhrstrae 28, 58300 Wetter
declare that the products:
Demag DRS / RS wheel block
Demag LRS travel wheel system
Demag DWS wheel set
as series products are intended to be incorporated into machinery and that they must not be put
into service until the machinery into which these products are to be incorporated has been declared
in conformity with all relevant provisions of
EC Machinery Directive 2006/42/EC.
Basic requirements of the EC Machinery Directive, insofar as they are relevant for the scope of
delivery, are met by application ofthe following harmonised standards:
EN ISO 12100 Safety of machinery -
General principles for design
Risk assessment and reduction
The special technical documentation based on Annex VII Part B of Directive 2006/42/EC has been
compiled and will be made availableto authorised national authorities by the designated authorised
representative in response to a justified request.
Authorised representative for technical documentation
Hans-Jrg Bttcher, Demag Cranes & Components GmbH, 58286 Wetter
Wetter, 21.08.2013
ppa. Dr. Rainer Harkort ppa. Dirk Schulte
Head of Plant Wetter Handling Technology & Drives
Engineering & Development
Material Handling
Reproduction in whole or in part only with prior consent of Demag Cranes & Components GmbH, 58286 Wetter Subject to change. No liability for errors or omissions
Ident. number / Language
19960444 / EN
Issue Page
0811 1/ 1
Original
Declaration for fitting partly completed machinery
according to Machinery Directive 2006/42/EC, Annex IIB
U04282
P
r
i
n
t
e
d
i
n
G
e
r
m
a
n
y
Reproduction in whole or in part only with prior consent of Demag Cranes & Components GmbH, 58286 Wetter, Germany No liability for errors or omissions. Subject to change.
Demag Cranes & Components GmbH
PO Box 67 58286 Wetter, Germany
Phone +49 (0)2335 92-0
Telefax +49 (0)2335 92-7676
www.demagcranes.com
The current addresses of the sales of ces in Germany and the subsidiaries and
agencies worldwide can be found on the
Demag Cranes & Components GmbH homepage at
www.demagcranes.com/Contact
Vous aimerez peut-être aussi
- Demag Katalog PDFDocument392 pagesDemag Katalog PDFgogo995Pas encore d'évaluation
- ETN ESN ETL KerékszekrenyDocument66 pagesETN ESN ETL KerékszekrenyKovács EndrePas encore d'évaluation
- Product Info SWF Top Running End Carriages ETN-ESN-ETL ENGDocument89 pagesProduct Info SWF Top Running End Carriages ETN-ESN-ETL ENGKovács EndrePas encore d'évaluation
- Van Leusden Catalogue 2008Document66 pagesVan Leusden Catalogue 2008Marcel VanPas encore d'évaluation
- Product SWF End CarriagesDocument63 pagesProduct SWF End CarriagesGogyPas encore d'évaluation
- Manual Misia1 End CarriageDocument44 pagesManual Misia1 End CarriageEpure GabrielPas encore d'évaluation
- Component Parts: DZW Position Measuring SystemDocument12 pagesComponent Parts: DZW Position Measuring SystemBang OchimPas encore d'évaluation
- DC Pro Chain Hoist Tech DataDocument24 pagesDC Pro Chain Hoist Tech DataIvan BaracPas encore d'évaluation
- Jibjib - Crane - Rev - 1 - Crane - Rev - 1Document20 pagesJibjib - Crane - Rev - 1 - Crane - Rev - 1Matheus BordignonPas encore d'évaluation
- D 0498Document28 pagesD 0498Bang OchimPas encore d'évaluation
- Verlinde EUROSTYLE GB PDFDocument8 pagesVerlinde EUROSTYLE GB PDFcandra trisilawatiPas encore d'évaluation
- Slewing Jib Crane CatalogueDocument12 pagesSlewing Jib Crane CatalogueListianto NugrohoPas encore d'évaluation
- Abus CranesDocument12 pagesAbus Cranesmahhor82_635643838Pas encore d'évaluation
- GM - 6000 20000 - L-242 41 15000 3 D - 200 24 2500 GBDocument1 pageGM - 6000 20000 - L-242 41 15000 3 D - 200 24 2500 GBEduardo Garcia SaraviaPas encore d'évaluation
- 130724Document20 pages130724Caracal MohPas encore d'évaluation
- Operating/maintenance Instructions: I-Beam Pillar and Wall-Mounted Jib CranesDocument44 pagesOperating/maintenance Instructions: I-Beam Pillar and Wall-Mounted Jib Cranesrochim_putech_126885Pas encore d'évaluation
- Tailor Made Marine CranesDocument8 pagesTailor Made Marine CranesMauro TognocchiPas encore d'évaluation
- Tech 123Document78 pagesTech 123unnikrishnanPas encore d'évaluation
- Crane Parts - ENG - REL - 002 PDFDocument38 pagesCrane Parts - ENG - REL - 002 PDFJavier E GodoyPas encore d'évaluation
- DZX-1051 ADocument2 pagesDZX-1051 AZain UddinPas encore d'évaluation
- Manual de Mantenimiento de Gruas Jib PDFDocument20 pagesManual de Mantenimiento de Gruas Jib PDFalejandroaleman53Pas encore d'évaluation
- Spare Parts, Instruction and Maintenance Manual For Spanco Model 300 Jib CranesDocument16 pagesSpare Parts, Instruction and Maintenance Manual For Spanco Model 300 Jib CranesAndres LopezPas encore d'évaluation
- Free Standing Jib CranesDocument7 pagesFree Standing Jib CranesJean Grey ValerPas encore d'évaluation
- Transfer CarDocument4 pagesTransfer Cartekstep7Pas encore d'évaluation
- GL Cargo CraneDocument2 pagesGL Cargo CraneDharmawan100% (1)
- Spare Parts, Instruction and Maintenance Manual For Spanco Model 301 Jib CranesDocument20 pagesSpare Parts, Instruction and Maintenance Manual For Spanco Model 301 Jib CranesGuillermoPas encore d'évaluation
- Tarca SystemsDocument5 pagesTarca SystemsJBSHPEPas encore d'évaluation
- KAT0842-0003c-US - Conductor Rail, 842 Series BoxLineDocument28 pagesKAT0842-0003c-US - Conductor Rail, 842 Series BoxLinefhalves15Pas encore d'évaluation
- GruasDocument32 pagesGruasP. Guderian MainsteinPas encore d'évaluation
- Look Ahead!: Wire Rope HoistDocument4 pagesLook Ahead!: Wire Rope HoistAri Binar SembiringPas encore d'évaluation
- ABU CompactDocument32 pagesABU CompactPrimož KozlevčarPas encore d'évaluation
- Informação Técnica DRSDocument13 pagesInformação Técnica DRSCarlos Bruno MatosPas encore d'évaluation
- End CarriageDocument20 pagesEnd CarriageMarco Antonio Bolivar AneivaPas encore d'évaluation
- Eurobloc VT 9 10 11 12 GBDocument6 pagesEurobloc VT 9 10 11 12 GBToni RenedoPas encore d'évaluation
- Moving On Up.: General Design InformationDocument12 pagesMoving On Up.: General Design InformationGibbs Per100% (1)
- Explosion CraneDocument44 pagesExplosion CraneGolfkung PairojPas encore d'évaluation
- Demag End CarriagesDocument16 pagesDemag End CarriagesZain UddinPas encore d'évaluation
- Model A360 CatalogDocument12 pagesModel A360 CatalogThomas StempienPas encore d'évaluation
- Copperhead Conductor SystemDocument24 pagesCopperhead Conductor SystembhsujanPas encore d'évaluation
- SWF RopeHoists CraneKits 09 2012 enDocument21 pagesSWF RopeHoists CraneKits 09 2012 enGogyPas encore d'évaluation
- EN PRC SteelDocument6 pagesEN PRC SteelMAGSTPas encore d'évaluation
- 203 656 44 Accesorios ElectricosDocument32 pages203 656 44 Accesorios ElectricosJESUSCALVILLOPas encore d'évaluation
- ABUS Overhead CranesDocument36 pagesABUS Overhead CranesAya AlgalladPas encore d'évaluation
- Component Parts: DRS 160 Wheel BlockDocument16 pagesComponent Parts: DRS 160 Wheel BlockAmazonas ManutençãoPas encore d'évaluation
- Component Parts List: Demag Chain Hoist DKUN 10Document44 pagesComponent Parts List: Demag Chain Hoist DKUN 10Rafael LimónPas encore d'évaluation
- Alignment of CouplingDocument24 pagesAlignment of Couplinger_sanjaypatelPas encore d'évaluation
- Rotating Axle Application - 115326-18-1100Document16 pagesRotating Axle Application - 115326-18-1100Erc Nunez VPas encore d'évaluation
- Abus 1Document6 pagesAbus 1Slobodan NesovicPas encore d'évaluation
- 2013 Wright Specifications CatalogDocument189 pages2013 Wright Specifications CatalogcenicercPas encore d'évaluation
- EN DEMAG PogledajDocument158 pagesEN DEMAG PogledajNenad TabandzelicPas encore d'évaluation
- Demag DC-PRO4 PDFDocument176 pagesDemag DC-PRO4 PDFRudianto SohandjajaPas encore d'évaluation
- 4ductor Engl PDFDocument8 pages4ductor Engl PDFNilesh MahajanPas encore d'évaluation
- Jib Cranes 20875644 Colour CatalogueDocument30 pagesJib Cranes 20875644 Colour Cataloguepsingh1996Pas encore d'évaluation
- Non-Driven Wheel DIN15090 Series 223 EN PDFDocument1 pageNon-Driven Wheel DIN15090 Series 223 EN PDFayavuzbvsPas encore d'évaluation
- AbusDocument22 pagesAbusJose De Jesus MejiaPas encore d'évaluation
- KG125Document36 pagesKG125Bülent KabadayiPas encore d'évaluation
- Assembly, Installation and Operating Instructions: DRS 112, 125, 160, 200 Wheel Block SystemDocument52 pagesAssembly, Installation and Operating Instructions: DRS 112, 125, 160, 200 Wheel Block SystemMarinel123100% (1)
- Demage Motors and BrakesDocument84 pagesDemage Motors and Brakesnadeem971Pas encore d'évaluation
- Demag DKUN Hoist Operating ManualDocument80 pagesDemag DKUN Hoist Operating ManualCraneMaintain81% (27)
- Operating Instructions The Company Demag Cranes ComponentsDocument52 pagesOperating Instructions The Company Demag Cranes ComponentsJavier Iván Baltazar Galán80% (5)
- Adalin 4791-2Document3 pagesAdalin 4791-2Muhammad Aasim HassanPas encore d'évaluation
- IMC To Emerging MarketsDocument6 pagesIMC To Emerging MarketsImad Lyoubi Idrissi0% (1)
- Tapping Her Billionaires Bad B - Max MonroeDocument86 pagesTapping Her Billionaires Bad B - Max MonroeMisa Larisa100% (7)
- DisplayDocument120 pagesDisplaySid Michael50% (2)
- Art ExperienceDocument9 pagesArt Experiencesbb anbwPas encore d'évaluation
- Miele Washing Machine IFUDocument84 pagesMiele Washing Machine IFUStomatološka ordinacija Dr RalePas encore d'évaluation
- Instruction Manual Durkop 69Document36 pagesInstruction Manual Durkop 69MaskusyaniPas encore d'évaluation
- Air India Cabin Crew HandbookDocument39 pagesAir India Cabin Crew HandbookNDTV100% (9)
- Presentacion Estandar Gps AchsDocument112 pagesPresentacion Estandar Gps AchsFrancisco100% (1)
- 08-18-11 - Moneysaver - Lewis-Clark EditionDocument20 pages08-18-11 - Moneysaver - Lewis-Clark EditionDavid ArndtPas encore d'évaluation
- Soal Matematika SMKDocument19 pagesSoal Matematika SMKMario PrasetyoPas encore d'évaluation
- Zappos Case StudyDocument10 pagesZappos Case StudyGlenPalmer0% (1)
- Lesson Plan in Arts 7Document4 pagesLesson Plan in Arts 7Grace Tamonan Pastolero100% (2)
- Indian School Al Wadi Al Kabir Department of English LOST SPRING-Anees JungDocument6 pagesIndian School Al Wadi Al Kabir Department of English LOST SPRING-Anees JungAnshika guptaPas encore d'évaluation
- Material Handling Guide For HDPE Pipe and FittingsDocument34 pagesMaterial Handling Guide For HDPE Pipe and FittingsDwi Agung AriyonoPas encore d'évaluation
- Otautau School Info BookDocument6 pagesOtautau School Info BookJoshua WoodhamPas encore d'évaluation
- Demonskar Ball EventsDocument36 pagesDemonskar Ball EventsDrraagh100% (1)
- Neverwas Excerpt by Kelly Moore, Tucker Reed & Larkin ReedDocument7 pagesNeverwas Excerpt by Kelly Moore, Tucker Reed & Larkin Reedevenstar818Pas encore d'évaluation
- BeatRoute BC Local Music Swimsuit Edition - Print SpreadDocument3 pagesBeatRoute BC Local Music Swimsuit Edition - Print SpreadBeatRoute MagazinePas encore d'évaluation
- Bohemian EarringsDocument5 pagesBohemian Earringsmahira_tippu100% (1)
- LRPD Incident Report 2022-029322 - RedactedDocument8 pagesLRPD Incident Report 2022-029322 - RedactedRuss RacopPas encore d'évaluation
- 2018 POGA Reference Guide 2018 WebbDocument88 pages2018 POGA Reference Guide 2018 WebbGama GamaPas encore d'évaluation
- Organiztional ChartDocument1 pageOrganiztional ChartahsansPas encore d'évaluation
- Gloves: Order by Reference Number and State QuantityDocument9 pagesGloves: Order by Reference Number and State Quantitybulbu ahmedPas encore d'évaluation
- The SeagullDocument55 pagesThe SeagullAlex100% (2)
- My Dear Henry: A Jekyll & Hyde Remix by Kalynn BayronDocument16 pagesMy Dear Henry: A Jekyll & Hyde Remix by Kalynn BayronMacmillan KidsPas encore d'évaluation
- Inspection: 1. Tighten Bolts and Nuts On Chassis and BodyDocument8 pagesInspection: 1. Tighten Bolts and Nuts On Chassis and BodyTomas DominguezPas encore d'évaluation
- Siligra LSP 2 MsdsDocument3 pagesSiligra LSP 2 MsdsEuclides Alexadre BernardelliPas encore d'évaluation
- Cross Stitch: Floss and Symbol ListingDocument2 pagesCross Stitch: Floss and Symbol ListingVOOMANYPas encore d'évaluation
- SNJ Classifieds 300414Document5 pagesSNJ Classifieds 300414Digital MediaPas encore d'évaluation