Vous aimerez peut-être aussi
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- Behavior Theory ABC Model by Thomas KrausDocument28 pagesBehavior Theory ABC Model by Thomas KrausChusnadiPas encore d'évaluation
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- Safety Engineering IIDocument2 pagesSafety Engineering IIChusnadiPas encore d'évaluation
- Buku PUIL Keselamatan Dan Pemasangan Instalasi Listrik Voltase RendahDocument240 pagesBuku PUIL Keselamatan Dan Pemasangan Instalasi Listrik Voltase Rendahlamenty55100% (1)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- How To Use A Wire MeasuringDocument2 pagesHow To Use A Wire MeasuringChusnadiPas encore d'évaluation
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- Handbooks Alternatif Dari PriyatnoDocument1 pageHandbooks Alternatif Dari PriyatnoChusnadiPas encore d'évaluation
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- 1 Inspection Report Dump Truck Da 1038 LaDocument2 pages1 Inspection Report Dump Truck Da 1038 LaChusnadiPas encore d'évaluation
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (399)
- Welding Standard For Formula StudentDocument1 pageWelding Standard For Formula StudentChusnadiPas encore d'évaluation
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- 21 Juli 2014 Sub Sea Construction TestDocument1 page21 Juli 2014 Sub Sea Construction TestChusnadiPas encore d'évaluation
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- Automotive Ebooks YahoooDocument2 pagesAutomotive Ebooks YahoooChusnadiPas encore d'évaluation
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- Safety Health and Environmental EbookDocument1 pageSafety Health and Environmental EbookChusnadiPas encore d'évaluation
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- 15 Juli 2014 InspectorDocument3 pages15 Juli 2014 InspectorChusnadiPas encore d'évaluation
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Below Hooks 19 June 2014Document4 pagesBelow Hooks 19 June 2014ChusnadiPas encore d'évaluation
- Civil Engineering BooksDocument1 pageCivil Engineering BooksChusnadiPas encore d'évaluation
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (73)
- Fatality Assessment and Control EvaluationDocument2 pagesFatality Assessment and Control EvaluationChusnadiPas encore d'évaluation
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Code Buckling PlateDocument6 pagesCode Buckling PlateChusnadiPas encore d'évaluation
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- Marine Safety Guidance Marine Engineering Practice Series Vol 1 Part 5Document1 pageMarine Safety Guidance Marine Engineering Practice Series Vol 1 Part 5ChusnadiPas encore d'évaluation
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
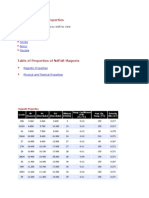
- Magnet Materials PropertiesDocument6 pagesMagnet Materials PropertiesChusnadiPas encore d'évaluation
- Oq &gs - L : Orleans, LA. Cincinnati, OH: U.S. Department of Health, Education, and Welfare, Public Health ServiceDocument3 pagesOq &gs - L : Orleans, LA. Cincinnati, OH: U.S. Department of Health, Education, and Welfare, Public Health ServiceChusnadiPas encore d'évaluation
- MSA American Eagle V-Gard Freedom Series Hard Cap With Fas-Trac SuspensionDocument2 pagesMSA American Eagle V-Gard Freedom Series Hard Cap With Fas-Trac SuspensionChusnadiPas encore d'évaluation
- Mechanical Inspector Course e LearningDocument1 pageMechanical Inspector Course e LearningChusnadiPas encore d'évaluation
- Chassis Stiffness CalculationDocument1 pageChassis Stiffness CalculationChusnadiPas encore d'évaluation
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- 95 Members: Kegiatan para Alumni SMA TRIMURTI..Document1 page95 Members: Kegiatan para Alumni SMA TRIMURTI..ChusnadiPas encore d'évaluation
- Construction Risk Strategist ConferenceDocument2 pagesConstruction Risk Strategist ConferenceChusnadiPas encore d'évaluation
- Mechanical Engineering Books 29 April 2014Document1 pageMechanical Engineering Books 29 April 2014ChusnadiPas encore d'évaluation
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- Modern Safety Management 2 Juli 2014Document2 pagesModern Safety Management 2 Juli 2014ChusnadiPas encore d'évaluation
- Popov E P, Mechanical of Material, Prentice Hall, Inc. 1952 Mechanical of Material by Popov E.P, Prentice Hall Inc 1952Document1 pagePopov E P, Mechanical of Material, Prentice Hall, Inc. 1952 Mechanical of Material by Popov E.P, Prentice Hall Inc 1952ChusnadiPas encore d'évaluation
- Design of Pressure VesselDocument137 pagesDesign of Pressure VesselAnand Bhandarkar75% (4)
- Crystal Growth Technology: K. Byrappa T. Ohachi (Eds.)Document8 pagesCrystal Growth Technology: K. Byrappa T. Ohachi (Eds.)ChusnadiPas encore d'évaluation
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (120)
- Index of Materials Science and Engineering HandbookDocument1 pageIndex of Materials Science and Engineering HandbookChusnadiPas encore d'évaluation
- Item No. 6 Diary No 6856 2024 ConsolidatedDocument223 pagesItem No. 6 Diary No 6856 2024 Consolidatedisha NagpalPas encore d'évaluation
- TreeSize Professional - Folder Contents of - CDocument1 pageTreeSize Professional - Folder Contents of - CHenrique GilPas encore d'évaluation
- General Description Product Summery: Bvdss Rdson IDDocument4 pagesGeneral Description Product Summery: Bvdss Rdson IDJose Angel TorrealbaPas encore d'évaluation
- Prestressed ConcreteDocument9 pagesPrestressed ConcreteDiploma - CE Dept.Pas encore d'évaluation
- Integrated Recycling Systems: Harris Complete PackageDocument4 pagesIntegrated Recycling Systems: Harris Complete PackageNicolás Toro ValenzuelaPas encore d'évaluation
- Instructions: This Affidavit Should Be Executed by The PersonDocument1 pageInstructions: This Affidavit Should Be Executed by The PersonspcbankingPas encore d'évaluation
- DTDC Rate Quotation-4Document3 pagesDTDC Rate Quotation-4Ujjwal Sen100% (1)
- 1100D Fuel System Installation Guide PDFDocument18 pages1100D Fuel System Installation Guide PDFjAVIER GARCIA MORIANAPas encore d'évaluation
- Organization of Brigada Eskwela Steering and Working CommitteesDocument2 pagesOrganization of Brigada Eskwela Steering and Working CommitteesCherry Lou RiofrirPas encore d'évaluation
- MGT 201 Midterm Exam, Version BDocument8 pagesMGT 201 Midterm Exam, Version BCybelle TradPas encore d'évaluation
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- Stress and Strain - Axial LoadingDocument18 pagesStress and Strain - Axial LoadingClackfuik12Pas encore d'évaluation
- International Business EnvironmentDocument5 pagesInternational Business EnvironmentrahulPas encore d'évaluation
- Case Chart Complete (Business Law)Document29 pagesCase Chart Complete (Business Law)LimShuLingPas encore d'évaluation
- Guide To Networking Essentials Fifth Edition: Making Networks WorkDocument33 pagesGuide To Networking Essentials Fifth Edition: Making Networks WorkKhamis SeifPas encore d'évaluation
- FC2060Document10 pagesFC2060esnPas encore d'évaluation
- What Is EBSD ? Why Use EBSD ? Why Measure Microstructure ? What Does EBSD Do That Cannot Already Be Done ?Document5 pagesWhat Is EBSD ? Why Use EBSD ? Why Measure Microstructure ? What Does EBSD Do That Cannot Already Be Done ?Zahir Rayhan JhonPas encore d'évaluation
- Basic Details: Government Eprocurement SystemDocument4 pagesBasic Details: Government Eprocurement SystemNhai VijayawadaPas encore d'évaluation
- UNECE-Turkey-TCDO-Rail Freight Traffic in Euro-Asian LinksDocument20 pagesUNECE-Turkey-TCDO-Rail Freight Traffic in Euro-Asian LinksArsenePas encore d'évaluation
- MIami Beach City Attorney's DenialDocument7 pagesMIami Beach City Attorney's DenialDavid Arthur WaltersPas encore d'évaluation
- Statics: Vector Mechanics For EngineersDocument25 pagesStatics: Vector Mechanics For EngineersProkopyo BalagbagPas encore d'évaluation
- User Custom PP Install74Document2 pagesUser Custom PP Install74Zixi FongPas encore d'évaluation
- Audit Process - Performing Substantive TestDocument49 pagesAudit Process - Performing Substantive TestBooks and Stuffs100% (1)
- RS485 ManualDocument7 pagesRS485 Manualndtruc100% (2)
- Cyber Law: Submitted byDocument8 pagesCyber Law: Submitted bySonu MishraPas encore d'évaluation
- EC312 Object Oriented ProgrammingDocument3 pagesEC312 Object Oriented ProgrammingJazir HameedPas encore d'évaluation
- RA 9184 & RA 3019 NotesDocument5 pagesRA 9184 & RA 3019 Notesleng_evenPas encore d'évaluation
- Che 342 Practice Set I IDocument4 pagesChe 342 Practice Set I IDan McPas encore d'évaluation
- Reterta V MoresDocument13 pagesReterta V MoresRam Migue SaintPas encore d'évaluation
- Sop Urilyzer 100Document4 pagesSop Urilyzer 100misriyantiPas encore d'évaluation
- Lab 1Document8 pagesLab 1Нурболат ТаласбайPas encore d'évaluation