Vous aimerez peut-être aussi
- Din 1522 PDFDocument17 pagesDin 1522 PDFKuldeep Jangra100% (1)
- Understanding How CP and CPK Are UsedDocument4 pagesUnderstanding How CP and CPK Are UsedisotempPas encore d'évaluation
- Auto Cad NotesDocument58 pagesAuto Cad NotesKuldeep JangraPas encore d'évaluation
- Export Documentation and ProceduresDocument4 pagesExport Documentation and ProceduresRajesh RanaPas encore d'évaluation
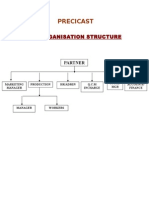
- Precicast Organization Structure ChartDocument1 pagePrecicast Organization Structure ChartKuldeep JangraPas encore d'évaluation
- Data Sheet - Ral 1004 - TdsDocument1 pageData Sheet - Ral 1004 - TdsKuldeep JangraPas encore d'évaluation
- Elements Effective Export ComplianceDocument42 pagesElements Effective Export CompliancetonuipkPas encore d'évaluation
- Casting Tolerance Chart for Roughcast PartsDocument1 pageCasting Tolerance Chart for Roughcast PartsKuldeep JangraPas encore d'évaluation
- Process Audit Report: Part Name/ No: Auditor Name: Machine Name Control Parameter Observation Action Plan StatusDocument1 pageProcess Audit Report: Part Name/ No: Auditor Name: Machine Name Control Parameter Observation Action Plan StatusKuldeep JangraPas encore d'évaluation
- The Daily Lives of Village PeopleDocument421 pagesThe Daily Lives of Village PeopleKuldeep JangraPas encore d'évaluation
- Iso ProceduresDocument57 pagesIso ProceduresShin Mey100% (4)
- Indian Standard: Specificati-OnDocument14 pagesIndian Standard: Specificati-On661982Pas encore d'évaluation
- Galvanizing Test ReportDocument1 pageGalvanizing Test ReportKuldeep JangraPas encore d'évaluation
- Is 1998 - InsulationDocument33 pagesIs 1998 - Insulationkiki270977Pas encore d'évaluation
- Galvanizing Test ReportDocument1 pageGalvanizing Test ReportKuldeep JangraPas encore d'évaluation
- Project LiteratureDocument7 pagesProject LiteratureKuldeep JangraPas encore d'évaluation
- Chemical CompositionDocument1 pageChemical CompositionKuldeep JangraPas encore d'évaluation
- Sample Curriculum Vitae - Name: Career ObjectiveDocument2 pagesSample Curriculum Vitae - Name: Career ObjectiveKuldeep JangraPas encore d'évaluation
- Synopsis From Kuldeep (10286), Amit Tigdania (10270), Surjeet (10323)Document7 pagesSynopsis From Kuldeep (10286), Amit Tigdania (10270), Surjeet (10323)Kuldeep JangraPas encore d'évaluation
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (587)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (73)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (265)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (119)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- Science: Quarter 2, WK 4 - Module 4Document36 pagesScience: Quarter 2, WK 4 - Module 4Ericha Solomon83% (6)
- GE Handbook Guide to Preventing Corrosion in Steam SystemsDocument19 pagesGE Handbook Guide to Preventing Corrosion in Steam SystemsEngr Irfan AkhtarPas encore d'évaluation
- Qualification of Tube To Tubesheet TTJ WDocument10 pagesQualification of Tube To Tubesheet TTJ Whafiz zullailePas encore d'évaluation
- Intertek Minerals: Geochemistry ServicesDocument4 pagesIntertek Minerals: Geochemistry ServicesVictor LusamboPas encore d'évaluation
- Tin at StannumDocument5 pagesTin at StannumAin FarhanPas encore d'évaluation
- 2000 - Metallic Binders For Diamond Tool ProductionDocument11 pages2000 - Metallic Binders For Diamond Tool ProductionWinterstone W. DiamantPas encore d'évaluation
- Shear Strength and Interfacial Characterization of Borosilicate Glass-To-Metal Seals - Li Et Al (JAC 2020)Document8 pagesShear Strength and Interfacial Characterization of Borosilicate Glass-To-Metal Seals - Li Et Al (JAC 2020)dpshepherdPas encore d'évaluation
- Properties of Metals: Metallic BondingDocument2 pagesProperties of Metals: Metallic BondingNuan Ting NgPas encore d'évaluation
- Q2 3EC en Kodovi Za StandardeDocument3 pagesQ2 3EC en Kodovi Za StandardeMarko PupinPas encore d'évaluation
- US20080139414A1Document8 pagesUS20080139414A1Lab. Petroleo AGENAPas encore d'évaluation
- Cleavage Strength of Metal-to-Metal Adhesive Bonds: Standard Test Method ForDocument4 pagesCleavage Strength of Metal-to-Metal Adhesive Bonds: Standard Test Method ForCris BandaPas encore d'évaluation
- Rare Earth Metal Extraction ProcessesDocument91 pagesRare Earth Metal Extraction ProcessesDvya Dhana100% (3)
- Inconel 600Document14 pagesInconel 600ChockalingamPas encore d'évaluation
- Ranjangaon: Company Name Division ProductDocument10 pagesRanjangaon: Company Name Division ProductShirshal MaliPas encore d'évaluation
- Chemistry MCQ CDocument8 pagesChemistry MCQ Cdaisuke ʕ•ᴥ•ʔPas encore d'évaluation
- Annual Foreign Trade Statistics (2074-75)Document1 545 pagesAnnual Foreign Trade Statistics (2074-75)Ajay GauroPas encore d'évaluation
- 1981 Catalytic Combustion Hydrogen2 OptimalDesign PDFDocument8 pages1981 Catalytic Combustion Hydrogen2 OptimalDesign PDFAlex CoțPas encore d'évaluation
- 2009 11 Oral GalvanismDocument2 pages2009 11 Oral GalvanismSppatilPas encore d'évaluation
- Product Listing May 2013Document38 pagesProduct Listing May 2013Anonymous 1oWzM3Pas encore d'évaluation
- Dwnload Full Human Culture Highlights of Cultural Anthropology 3rd Edition Ember Test Bank PDFDocument34 pagesDwnload Full Human Culture Highlights of Cultural Anthropology 3rd Edition Ember Test Bank PDFetalibelmi2100% (8)
- CHEMISTRY SPM FORM 4 Short Notes Chapter 9 MANUFACTURED SUBSTANCES IN INDUSTRYDocument6 pagesCHEMISTRY SPM FORM 4 Short Notes Chapter 9 MANUFACTURED SUBSTANCES IN INDUSTRYJay Bee100% (9)
- Realms of The Unknown Player's ManualDocument25 pagesRealms of The Unknown Player's Manualtedehara100% (4)
- PMC MMC CMM FindingsDocument4 pagesPMC MMC CMM Findingssilent spritsPas encore d'évaluation
- Ewf 637r2 12 Supplement For The Implementation of en Iso 3834 PDFDocument20 pagesEwf 637r2 12 Supplement For The Implementation of en Iso 3834 PDFlth770310Pas encore d'évaluation
- Tugas B.ing Bab 2 PDFDocument13 pagesTugas B.ing Bab 2 PDFdimas arifiyantoPas encore d'évaluation
- Chem Exp PD Transition MetalDocument2 pagesChem Exp PD Transition MetalJevaughn SmallPas encore d'évaluation
- MaterialsDocument71 pagesMaterialsMarzena Madej100% (1)
- Astm B805Document7 pagesAstm B805Jonicus-DextorePas encore d'évaluation
- Byjus Notes Sorting MaterialsDocument4 pagesByjus Notes Sorting MaterialsNirali MehtaPas encore d'évaluation