Académique Documents
Professionnel Documents
Culture Documents
Forge
Transféré par
amm_eelCopyright
Formats disponibles
Partager ce document
Partager ou intégrer le document
Avez-vous trouvé ce document utile ?
Ce contenu est-il inapproprié ?
Signaler ce documentDroits d'auteur :
Formats disponibles
Forge
Transféré par
amm_eelDroits d'auteur :
Formats disponibles
The International Journal of Forging Business & Technology February 2012
www.FORGEmag.com
LEHIGH HEAVY
FORGE
:
Long History,
Large Parts
FORGExpo 2011 Review
Distortion in Rolled Rings
Ten Years of the New Euroforge
TECH Spotlights
FORGE 5-Year
Feature Article Index
WELD NOLD CONPANY
I5O 2001 CerIied
WeIding EIecIrodes, Cored and 5oIid
Wires, Training and 5peciaIized fIood
WeIding EquipmenI !or Ihe forging g
IndusIry
5can !or a
!ree WeId MoId
WaII CharI
WELD MOLD KOEA CO., LTD.
395-5 5amrak-Dong
5asang Gu,
usan, 5ouIh Korea
TeIephone 011-82-51-301-2991
fax 011-82-51-302-5133
vvv.veIdmoId.co.kr
WELD MOLD EUOPE
D.G. WeId 5.r.I.
Via C. CaIIaneo 12
21040 Carnago (VA), IIaIy
TeIephone 011-390-331-86-5794
fax 011-390-331-99-1412
EmaiI. dgveIdvirgiIio.com
OffICE5 AND MANUfACTUING WOK5.
WELD MOLD COMPANY, U5A
750 ickeII oad
righIon, Michigan 48116 U5A
TeIephone 001-810-229-9521
ToII free 800-521-9755
fax 001-810-229-9580
vvv.veIdmoId.com
Call for the original Weld Mold Tune-up
Home of MSSI Refractory Products
2 John Street, McKees Rocks, PA 15136 | Phone: 888-265-2608
Email: info@temteksolutions.com
At Temt ek Sol ut i ons, we have t he capabi l i t i es t o see more t han j ust
one part of t he sol ut i on.
Many compani es recommend and suppl y onl y one opt i on f or your
f orgi ng f ur nace needs. . . But what i f you need t he i mpact resi stance
of dense ref ract ory i n your heart h and l ower wal l s, coupl ed wi t h t he
thermal effi ci ency of hi gh-i nsul at i ng f i ber i n t he upper wal l s and roof ?
At Temt ek Sol ut i ons, we have over 100 years of combi ned f ur nace
ref ract ory experi ence speci al i zi ng i n BOTH precast , pre-f i red
dense ref ract ory shapes, as wel l as t radi t i onal ( and non-t radi t i onal )
f i ber product s.
Temt ek Sol ut i ons capi t al i zes on MSSI Ref ract ory Product s hi st ori cal
success wi t h ref ract ory shapes and panel s, but st ays ahead of t he
pack wi t h t echnol ogi cal advancement s l i ke 3000F pol ycryst al l i ne
al umi na f i ber ( MAFTEC) . Our propri et ary Ul t raBl ock modul ar panel s
can be made i n vi rt ual l y any shape, usi ng HP, HTZ or MAFTEC f i ber.
Our experi ence, i nnovat i on, qual i t y and personal at t ent i on set us apart
f rom t radi t i onal me t oo f ur nace suppl i ers.
When you need t o mi ni mi ze your downt i me and i ncrease your f ur nace
eff i ci ency, cont act Temtek Sol uti ons. I t wi l l be t he ONLY cal l you
make. 888-265-2608.
www.temteksolutions.com
Temtek Solutions....A Different Perspective.
Vol. 4, No. 1 February 2012
F E A T U R E S
CONTENTS
DEPARTMENTS & COLUMNS
Editors Page .......................................................6
FIAs Public Policy Watch ......................................7
News ..................................................................8
FORGE Feature Article Index .............................20
TECH Spotlights .................................................23
Products ............................................................36
Classied ..........................................................39
Ad Index ...........................................................42
On the Cover: At Lehigh Heavy Forge, a large shell is removed from a
heat-treating furnace for quenching.
16
12
Distortion in Rolled and
Heat-Treated Rings
The rolling and thermal treatment of forged rings sometimes
leaves residual stresses that cause dimensional distortion.
Corrective measures are often based on trial-and-error
techniques, but ongoing research seeks to base corrective
actions on the laws of physics.
9
FORGExpo 2011:
A Global Forging Industry First
The global forging industry experienced a rst on Nov. 10,
2011, when this publication hosted FORGExpo 2011: An
International Virtual Event. The event featured a lineup
of speakers, exhibitors and social networking options in an
online graphic interface.
FORGE (ISSN 1949-8438) is published 4 times annually, February,
May, August and November by BNP Media II, L.L.C., 2401 W. Big Beaver
Rd., Suite 700, Troy, MI 48084-3333. Telephone: (248)362-3700, Fax:
(248)362-0317. No charge for subscriptions to qualied individuals. Annual rate for sub-
scriptions to nonqualied individuals in the U.S.A.: $115.00 USD. Annual rate for subscrip-
tions to nonqualied individuals in Canada: $149.00 USD (includes GST & postage); all
other countries: $165.00 (intl mail) payable in U.S. funds. Printed in the U.S.A. Copyright
2012, by BNP Media II, L.L.C. All rights reserved. The contents of this publication may
not be reproduced in whole or in part without the consent of the publisher. The publisher
is not responsible for product claims and representations. Canada Post: Publications
Mail Agreement #40612608. GST account: 131263923. Send returns (Canada) to Pitney
Bowes, P.O. Box 25542, London, ON, N6C 6B2. Change of address: Send old address label
along with new address To FORGE, P.O.BOX 2147, Skokie, IL 60076. For single copies or
back issues: contact Ann Kalb at (248)244-6499 or KalbR@bnpmedia.com.
Ten Years of the New Euroforge
Euroforge is the umbrella organization of the European
national associations for the forging industry. Negotiations
between these national associations resulted in the founding
of the New Euroforge in Paris on Nov. 10, 2000.
18 C
O
V
E
R
S
T
O
R
Y
February 2012 5
Lehigh Heavy Forge:
Long History, Large Parts
Located in Bethlehem, Pa., this company claims to
be the sole remaining super-heavy open-die forging
company in the Western Hemisphere. More than a
century old, the companys historic facilities were the
birthplace of the modern U.S. defense industry.
ould you take a job in the public sector that offered the following for an entry-
level employee?
$174,000 in annual compensation
An ination-adjusted pension plan that was two or three times more generous than
those offered to similarly paid private-sector employees
A health-care plan that included vision and dental benets, health savings accounts,
life and long-term-care insurance, and free outpatient treatment (not extended to
family members) at military hospitals
An annual ofce budget ranging from about $1 million to $4 million per year to pay
for staff, with a separate ofce furniture budget on top of that
A liberal travel budget, though less so than it was several years ago
A full contingent of paid legal holidays, plus a week off for Presidents Day and
Memorial Day and frequent recesses regardless of whether your work was done
or not
Free parking at the ofce and at local major airports for when you travel
An assortment of other privileges and perks far too numerous to mention here
You probably know by now that I am speaking of members of Congress. Given this level
of compensation and comparing it to U.S. Census data, it can be calculated that a typical
member of Congress earns (if youll pardon the great leap of faith here) more than 97%
of his or her constituents.
Now, those of us with a reasonable work ethic might expect someone receiving such a
compensation package to put their all into their work each and every day. And so I come
to my point. Last summer, Congress and the Obama Administration agreed to a budget-
ceiling deal, enacted by Congress as the Budget Control Act of 2011. This law created a
Joint Select Committee on Decit Reduction the so-called Super Committee, a gross
misnomer if ever Ive heard one. The only job of this committee was to formulate a list
of budget cuts that would reduce this countrys budget decit by $1.2 trillion during the
next 10 years. Further, the Committees work was not to be hampered by the introduction
of amendments its work was to be subject to an up-or-down vote or the threat of
libuster in the Senate.
The Super Committees plan was to be voted on in committee last Nov. 23, but, alas, the
Committee announced on Nov. 21 that it would not meet its deadline. After last summers
budget-ceiling debacle, one would expect the Congressional Super Committee to have bent
over backwards to get the job done in a timely manner and show the American people their
Congress really was working. Instead, they again lived down to everyones expectation and
failed miserably to meet the mandate of a Congressional act. If a private citizen failed to
abide by an Act of Congress, contempt proceedings would probably be the result.
I try to resist the temptation to toss all of Congress into the category of overpaid and
underworked elitist politicians. There may be some members who are really trying to earn
their paychecks and provide leadership and inspiration to the American electorate, but
the only name I can come up with that meets that bill is Gabrielle Giffords.
Contemptible
Congress
DEAN M. PETERS, EDITOR
W
Pittsburgh Office
Manor Oak One, Suite 450
1910 Cochran Road, Pittsburgh, PA 15220
Phone: (412) 531-3370 Fax: (412) 531-3375
Corporate Office
BNP Media 2401 W. Big Beaver Road
Suite 700, Troy, MI 48084 www.bnpmedia.com
Doug Glenn Publisher
doug@FORGEmag.com 412-306-4351
Reed Miller Editorial Director
reed@FORGEmag.com 412-306-4360
EDITORIAL & PRODUCTION
Dean M. Peters Editor
ForgeEditor@FORGEmag.com 216-570-4537
Bill Mayer Associate Editor
bill@FORGEmag.com 412-306-4350
Beth McClelland Production Manager
beth@industrialheating.com 412-306-4354
Brent Miller Art Director
millerb@bnpmedia.com 412-306-4356
AUDIENCE DEVELOPMENT
Christina Gietzen Audience Development Specialist
Alison Illes Multimedia Specialist
For subscription information or service,
please contact Customer Service at:
Ph: 847-763-9534 or Fx: 847-763-9538
LIST RENTAL
Postal contact: Kevin Collopy Sr. Account
Manager, Ph: 845-731-2684; Toll Free: 800-223-2194
x684; kevin.collopy@infogroup.com
E-mail contact: Michael Costantino Sr. Account
Mgr.. Ph: 845-731-2748; Toll Free: 800-223-2194
x748; michael.costantino@infogroup.com
Single Copy Sales: Ann Kalb
Ph: 248-244-6499; Fax: 248-244-2925; kalbr@
bnpmedia.com
SALES REPRESENTATIVES
Kathy Pisano Advertising Director
(412) 306-4357, Fax (412) 531-3375
kathy@FORGEmag.com
Larry Pullman
Eastern & Western Coast Sales Manager
Toll free 1-888-494-8480 or (678) 494-8480
Fax (888) 494-8481, larry@FORGEmag.com
Steve Roth Midwest Sales Manager
(520) 742-0175, Fax (847) 256-3042
steve@FORGEmag.com
Becky McClelland Classified Advertising Mgr.
becky@industrialheating.com 412-306-4355
Patrick Connolly European Sales
(44) 1-702-477341; Fax: (44) 1-702-477559
europesales@FORGEmag.com
Mr. Arlen LUO Newsteel Media, China
Tel: 0086-10-8857-9899; Fax: 0086-10-8216-0061
nsmchina@126.com
Publishing: John R. Schrei
Corporate Strategy: Rita M. Foumia
Information Technology: Scott Krywko
Production: Vincent M. Miconi
Finance: Lisa L. Paulus
Creative: Michael T. Powell
Directories: Nikki Smith
Human Resources: Marlene J. Witthoft
Events: Scott Wolters
Clear Seas Research: Beth A. Surowiec
EDITOR'S PAGE
6 February 2012
A periodic report about the Forging Industry Associations (FIA)
eforts to inform members of Congress and government regulators
about issues of concern to the forging industry
ne of the areas of government policy and regulation that
affects manufacturers such as forgers is export controls on
certain defense articles and related components and parts.
Over the years, the regulatory regimes governing such exports
have grown increasingly complex and confusing, with overlapping
jurisdictions and inconsistent applications. U.S. manufacturers
and their trade associations, including FIA, have long argued that
this complexity has resulted in lost export opportunities for U.S.
manufacturers.
A major effort to revise and streamline these regulations started
under the Bush Administration and continued under President
Obama with the goal of ensuring that items are controlled when
appropriate, but only to the level required to ensure U.S. security.
FIA has been monitoring this effort and recently provided
comments to both the U.S. Department of Commerce and the
U. S. Department of State on proposed revisions to regulations
governing the export of aircraft and related items.
Under todays export-control regulatory scheme, aerospace
forgings, while rarely specially designed for military aircraft, are
subject to the International Trafc in Arms Regulations (ITAR)
because they appear on the U.S. Munitions List (USML), which is
administered by the U.S. Department of State. (Specially designed
is a term of art used in export-control regulations having to do
with form, t and function of the part/component as it relates
to the defense item in question.) Other aerospace forgings not
subject to ITAR regulations (which at a minimum require costly
registrations and licenses) may still be subject to control under the
Export Administration Regulations (EAR), which is administered
by the U.S. Department of Commerce. Determining whether a
forging is subject to export controls, and which controls apply, is
a challenging task at best, and the penalties for mistakes can be
severe, including loss of export privileges.
In general, the Administrations proposed revisions to Category
VIII of the USML (aircraft and components thereof) are intended
to describe more precisely which military aircraft and related
defense articles warrant control by the USML; which articles are
subject to the EAR; and which articles require little to no export
controls consistent with international obligations.
On Dec. 22, 2011, FIA led comments stating its support for
this general approach, under which only those forgings that are
specially designed for a specic list of U.S.-origin aircraft that
have low observable features or characteristics (so-called stealth
aircraft designed to avoid detection by radar) should be subject
to continued control on the USML. All other forgings specially
designed for a military aircraft should be subject to the jurisdiction
of the U.S. Department of Commerce consistent with the Wassenaar
Arrangement Munitions List (WAML), an international agreement
supported by the U.S.
Under the WAML, forgings and castings are subject to a control
regime that applies to unnished products only when they are
identiable by material composition, geometry or function.
FIA argues that is a rare occurrence. Because many forgings used
in aircraft production are shipped to the customer in raw form,
requiring substantial additional machining and manufacturing
processes, FIA believes that many aircraft forgings are not
identiable by material composition, geometry or function
when they are shipped to the customer. Therefore, FIA hopes that
when the rules are nalized, most aerospace forgings currently
subject to ITAR regulations would be under the jurisdiction of the
Department of Commerces dual use export-control regulations
a signicant reduction in regulatory burden and red tape.
As part of the nalization of the proposed rules, all public
comments will be reviewed, and the Administration will seek
Congressional approval for removal of items from the USML. FIA
will continue to monitor this effort to ensure that the concerns of
forgers are taken into account.
Streamlining Regulations on
the Export of Aerospace Forgings
Laurin Baker
O
FIAs Public Policy Watch
Laurin M. Baker, Founder & President The Laurin Baker Group, LLC
Washington, D.C. FIA Washington Representatives
202-393-8525 lbaker@thelaurinbakergroup.com
February 2012 7
NEWS
Raymond to Acquire Trinity India
Raymond Ltd., a Mumbai-based conglomerate known pri-
marily for its textiles, is acquiring a majority stake in Trin-
ity India Ltd., a manufacturer of forged auto components.
Pune-based Trinity is being acquired through Raymonds Ring
Plus Aqua subsidiary, which manufactures ring gears, flex as-
semblies and precision sheet-metal components. Trinity India,
which has five manufacturing facilities in the country, exports
more than 60% of its total sales. Its customers include Tata
Motors, Maruti Suzuki, Ford India, Force Motors, Turbogears
and Iljin Auto Motors, among others.
AAM Expands Joint Venture with Chinas
JAC Group
On Dec. 1, Detroit-based American Axle & Manufacturing
Holdings Inc. (AAM) announced the expansion of its existing
joint venture with Chinas Hefei Automobile Axle Co. (HAAC), a
subsidiary of the JAC Group (Anhui Jianghuai Automotive Group
Co.). The expansion will include all of HAACs light commercial
axle business. The existing joint venture, Hefei AAM Automotive
Driveline & Chassis System Co., supplies rear beam axles, rear-
drive modules, power transfer units and suspension corners
for passenger cars, SUVs and other vehicles made in China. The
expanded joint venture will supply front and rear beam axles to
several leading Chinese light-truck manufacturers.
SMS Meer to Supply New Press Line to
Dongfeng Nissan in China
The Dongfeng Nissan Passenger Vehicle Company (Guang-
zhou, China), which recently unveiled its Venucia auto brand
in China, placed an order with SMS Meer for the supply of
a wedge press with forging roll intended for the auto com-
panys new forging works in Guangzhou. The wedge press
is an AKP 2500 with a forging force of 25 MN. The ARWS 1
forging roll pre-forms the material to be forged. Dongfeng
Nissan will produce rods only for its own car production at
the plant. Commissioning of the new forging line is sched-
uled for the beginning of 2013.
SIFCO Industries Acquires
Quality Aluminum Forge
SIFCO Industries Inc. of Cleveland, Ohio, acquired the business
and related assets of GEL industries Inc. doing business as Quality
Aluminum Forge (QAF), an aerospace component supplier
located in Orange, Calif. QAF is principally known as a supplier of
precision-forged and machined aerospace components for use on
commercial and military aircraft. The transaction, which includes
essentially all of the operating assets and liabilities of QAF, closed
on Oct. 28. The acquisition enhances SIFCOs product offering by
adding a new metal capability and increasing the companys nish-
machining capability.
Sanghvi Forging to Commission New Plant
Indias Sanghvi Forging and Engineering Ltd. (SFEL), a producer
of forgings for the non-automotive sector, is changing its product
mix to more closely focus on low-volume, higher-margin and
larger products used in the aerospace, nuclear power generation, oil
and gas, and defense industries. As part of this shift, the company
has commissioned a new plant at Vadodara, major equipment for
which is expected by February 2012. The new facility will have an
annual capacity of 15,000 tons.
A. Finkl & Sons Celebrates First Heat of
Steel-Forging Furnace
A. Finkl & Sons, with the help of Great Lakes Mechanical Ser-
vices of Crete, Ill., and SMS Siemag, celebrated the first heat
of a new steel-forging furnace in over 100 years on Chicagos
south side. Designed by SMS, the 90-ton electric arc furnace
was assembled over the course of 16 months by Great Lakes
Mechanicals staff in conjunction with Finkl technicians. Build-
ing the new furnace meant assembly from the ground up,
including the hydraulic system and the furnace casing itself.
Located within Finkls new facility in Chicago and creating a
high-quality steel product used in forging dies, plastic molds,
die casting tools, custom open-dies and other applications,
the furnace now runs seven days a week, 10 hours a day.
Bharat Forge-Alstom Venture to Secure
Financing
The joint venture between French power company Alstom and
Bharat Forge of India reported in this column in December 2009
seems to be on track. A source close to the venture has reported
that the joint venture plans to sign a loan agreement next month
for $271 million. At least seven nancial institutions are reportedly
involved in the 12-year loan deal led by Axis Bank and ICICI Bank,
both Indian institutions.
PRV Metals Acquires TechSpec
PRV Metals, a portfolio company of Denver, Colo.-based
Platte River Ventures, acquired the stock of TechSpec Inc.
(TSI). TSI, of Derry, Pa., provides specialty rolled and forged
titanium products to the commercial aerospace, defense,
medical, energy and industrial sectors. TSIs capabilities in-
clude hot rolling, forging, conditioning, heat treating and
machining of titanium into round bar. This is the second re-
cent acquisition for PRV Metals, which also acquired Califor-
nia-based Sierra Alloys Company last November.
CALENDAR
May 5-8 FIA Annual Meeting of Members, Palm Beach, Fla.
www.forging.org
May 28-31 2012 OpenForge, Zhengzhou Henan, China
openforge.chinaforge.org.cn
8 February 2012
February 2012 9
nyone who pre-registered for the event at www.
FORGExpo.com and followed the prompts to attend
the show in real time was treated to a virtual event
complete with lobby, auditorium, exhibitor displays,
technical papers, line Q&A sessions, a networking lounge and private
chat rooms all from the comfort of their own ofces, homes or any
other place they chose to open their laptops and log in.
The graphic interface offered the opportunity for attendees to
chat with industry suppliers; attend the technical program and hear
speakers while simultaneously viewing their Powerpoint slides;
collect product and company information in the form of brochures,
videos, white papers and chat (live) within exhibitors booths, each
of which was manned in real time by company personnel. And, as
often happens at live exhibitions, prizes were given away.
We at FORGE magazine were also new to such an event and
knew not what to expect, but by all accounts the virtual format
went off smoothly. The event logged 463 total registrants who, once
they logged in, found themselves in a virtual lobby listening to a
welcoming audio clip and a brief description of how to navigate the
show oor and its features.
Speaker Program
One keynote speaker and two other presenters made up the
technical program for the event. The keynoter was Jon Tirpak,
executive director of Forging Defense Manufacturing Consortium
(FDMC) and forging portfolio manager for Advanced Technology
International (ATI). His presentation, called Feast or Famine?
Will the Global Forging Industry Survive? examined the forging
industrys history, its current status and key markets, and the
competitive challenges it faces in the future.
Carola Sekreter, technical director of the Forging Industry
Association (FIA), followed the keynote talk with her paper,
Research Activities Within the North American Forging Industry.
This talk discussed the various research projects coordinated
through FIA and the Forging Industry Educational and Research
Foundation (FIERF). These projects, usually in partnership with
industry and/or academic institutions afliated with the forging
industry, attempt to identify and solve problems encountered in
forge shops.
Dr. Chester Van Tyne, FIERF Named Professor at the Colorado
School of Mines, closed the program with a technical paper that
reviewed an actual collaboration between academia and industry.
The paper was entitled Comparison of Forging Processes for 304L
Stainless Steel: An Example of an Industry/University Cooperative
Research Project.
During the presentations, attendees were invited to type in
questions, which were answered in real time during the show.
On the Expo Floor
Upon entering the expo oor one is greeted with a graphic that
simulates an entry lobby and registration area, complete with
a low level of ambient noise. Attendees to the show are given a
n
F
t
c
h i l
A
Initial entry to FORGExpo 2011 was through the event lobby.
FORGExpo 2011:
Global Forging Industry First
Dean M. Peters, editor
The global forging industry experienced a rst on Nov. 10, 2011, when this publication hosted FORGExpo
2011: An International Virtual Event, the forging industrys rst virtual trade exhibition. The event featured
a lineup of speakers, exhibitors and social networking options in an online graphic interface at which papers
were presented and online Q&A sessions were held in real time.
Attendees could listen to the technical papers and view the
presentations in the FORGExpo audiorium.
10 February 2012
virtual briefcase, which they can ll with information from the various
exhibitor booths they visit. Downloaded pieces of information, called
collateral, are placed inside the briefcase, which serves much like the
shopping cart seen at some online shopping sites. Collateral information
can take the form of product brochures, company brochures, video
clips, photographs, technical papers and other media items.
From the entry lobby, attendees could head to the auditorium, where
the technical program for the day was presented, as reviewed in the
previous section. Also from the lobby, access to the exhibit oor was only
a mouse click away. Once there, an attendee could scroll from booth to
booth, entering only those that were of interest. Each booth was manned
in real time with company personnel who were available for live private
chat or to answer questions. Electronic business cards could be exchanged
at will. Upon exiting one booth an attendee could then scroll the show
oor to enter another. Booths were easily indentiable by company logos
and signage.
Feet tired from walking were not part of the experience at FORGExpo
2011, but those whose mouse wrists were tired from the exhibit oor
could head to the networking lounge, where they could chat privately in
real time with other attendees and colleagues.
Conclusion
FORGExpo 2011 was a virtual trade show, but the experience of attending
it was no less real than being at a brick-and-mortar event just different.
Moreover, the free registration, as well as the convenience and cost saving
of not having to travel, makes the event accessible to many who might
not otherwise have approval to attend a traditional trade show.
A virtual event is not meant to take the place of a live event held in an
urban convention center. Nothing can truly simulate or replace a face-
to-face meeting or handshake with a colleague, customer or friend. The
forging industry holds many live events, such as Forge Fair, in which
forgers gather to view the latest and greatest from their suppliers or hear
the most recent industry and technical papers. A virtual exposition is not
intended to compete with that. Consequently, FORGE magazine plans
to host FORGExpo 2012 on Thursday, Nov. 9, but will not hold one in
2013 a Forge Fair year.
Many thanks are extended to all the exhibitors and attendees who
helped make possible a little piece of forging industry history last
November.
Attendees could scroll (but not stroll) from booth to booth to visit
exhibitors in the exhibit hall.
The networking lounge was where attendees went to unwind and
have a private or group chat with other colleagues.
FORGEXPO 2011 AT A GLANCE
The following statistics were logged on the actual day of
FORGExpo 2011. Archival views through Feb. 10, 2012, are
not part of these counts.
Number of Registrants: 463, with an attendance rate of 64%.
Number of Exhibitors: 18 (including the FORGE
magazine booth)
Documents Viewed: 1,073
Average Time Spent by Each Attendee: 121 minutes
Countries Represented in Attendance: 31
Most Highly Represented Countries (in descending
order): United States, India, Canada, Mexico, China,
Brazil, Turkey, Colombia, United Kingdom, Argentina,
Chile, Germany, Israel.
LIST OF EXHBITORS
Aberfoyle Metal Treaters
All Metals & Forge LLC
Alpha-1
Behringer Saws Inc.
Bloom Engineering
FCI- Forged Components Inc.
FORGE magazine
Fives North America
Forging Industry Association (FIA)
Inductoheat
Lasco Engineering Services
Linde
National Machinery Inc.
Pemco
Schuler Group
Simufact
True Forge
February 2012 11
What They Had to Say About
FORGExpo 2011
Exhibitors and attendees had the opportunity to ll out an
evaluation form concerning their experience at the virtual
event. Many comments were left, and none were negative, but
here is a sampling of what those who took part in the virtual
event had to say of the experience.
ATTENDEES
I found new vendors that I didnt know existed!
The presentations of the exhibitors were the most useful.
I could see Aberfoyle Metal Heat Treaters without a trip and
see their operation plus I could obtain information sheets on the
capacity of their furnaces. This is a great idea for people who
cannot leave their facility for shows. Thanks...
I think this was a great show. I will attend next years event based
off this years show.
Presentations were interesting. Easy to get to information in the
booths and chat.
The event looks good. Its neat to be able to see all of this and not
leave my ofce. Welcome to the new day.
This is a great idea for people who cannot leave their facility for
shows.
This was a great show. It denitely needs to grow, but otherwise,
it has some really great features. The layout was nice, interface was
nice, everything owed really well. It just needs to grow to offer
more technology and potential solutions to whatever issues are
out there. Great job to the programmers, to the event coordinators,
and the event manager. Well done!
The most useful was the ease to talk with individuals in the
booths and come and go and not feel obligated to make small talk.
EXHIBITORS
... for a rst experience it was a real good one, with interesting
concepts and very useful contacts. Also [this is] a good way for us
to [be] more visible in the market.
Ive been impressed with the format, the show is very easy to
move around plus easy to communicate.
I was really impressed with the format and support by yourself
and your colleagues. Very impressive! Lets do it again.
TRUST IN RESEARCH
www.clearseasresearch.com
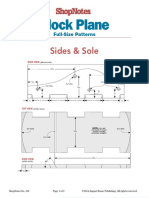
fter being rolled at forging temperature, most rings
are heat treated (i.e. normalized, quenched and
tempered, see Figure 1). Because of this processing,
some rings, especially those with a large outer-di-
ameter to wall-thickness ratio, distort and become ovular (out of
tolerance). This distortion is not the only problem resulting from
this phenomenon. Even if the nished rings meet dimensional tol-
erances and are shipped to the customer, residual stresses resulting
from heat treatment may become a problem during subsequent
machining, causing additional deformation and distortion.
A study on control of distortion and residual stresses in rolled and
heat-treated rings is being conducted by the Engineering Research
Center for Net Shape Manufacturing (ERC/NSM) in partnership
with the Forging Industry Association (FIA/FIERF), Education and
Consulting LCC and four forging companies supplying the energy
and aerospace industries. Understanding and ultimately solving
this problem is a challenging task considering the three triggering
mechanisms (thermal, metallurgical and mechanical) that affect
the ring during heat treatment and cause the undesired results.
In light of the complexity of the problem, most ring-rolling
companies approach it with corrective rather than preventive
measures. Some manufacture the ring with large tolerances so it can
be machined to nal dimensions. Others correct the ring distortion
by a mechanical method (compression or expansion), which
also partially relieves the residual stresses. However, mechanical
methods are fairly empirical, and there is a need for a physics-based
understanding and methodology to produce rings with minimal
distortion at an acceptable cost and lead time.
The Process
Ring rolling is conducted at a temperature around 2200F (1204C).
This leads us to an important assumption: the high temperatures at
which the ring is being formed will not create any major residual
stresses unless the rolling process itself is not well controlled and
leads to nonconcentric rings. Consequently, the scope for this
project does not include the Finite Element Analysis (FEA) of the
ring-rolling process and focuses only on the heat-treatment steps.
Before heat treatment, the rings are either arranged individually
or stacked in groups of four to six units. Then they are normalized
at approximately 1700F (925C) for two hours, then air cooled.
Industry experience indicates that, although ring stacking will cause
nonuniform cooling, the observed distortion is not signicant
due to the slow cooling rate. Furthermore, the residual stresses
developed will vanish in the next heating stage.
Prior to quenching, austenitizing is typically carried out at
1515F (850C) with the same stack used during normalizing. After
exiting the furnace, the rings are submerged into a quench tank.
The cooling rate at which the rings reach the bath temperature
f
a
t
s
ll
A
Distortion in Rolled and
Heat-Treated Rings
Jose Gonzalez-Mendez, Alison Duarte Da Silva and Xiaohui Jiang, Graduate Research Associates,
The Ohio State University; Taylan Altan, Professor, The Ohio State University
The rolling and thermal treatment of forged rings sometimes leaves residual stresses that cause
dimensional distortion. Corrective measures in industry are often based on trial-and-error
techniques. Ongoing research seeks to base corrective actions on the laws of physics.
Forged rings with high
outer-diameter to wall-
thickness ratios are most
prone to stresses from
manufacturing and heat-
treating processes.
Photo courtesy of Scot Forge.
Normalizing heating
(~925C, ~2 hours)
Air cooling
Quenching tank
(54C)
Air cooling
Austenitizing heating
(~850C, ~2 hours)
Temperature heating
(~590C, ~2 hours)
Figure 1. Commonly used procedures in heat treatment of hot-rolled rings.
12 February 2012
February 2012 13
should be fast enough to generate martensitic microstructure that
will harden the ring material.
Microstructural Issue
A microstructural change takes place during quenching. Ideally, the
ring has a homogeneous austenitic microstructure at the beginning
of this step. Depending on the cooling rate, the microstructure will
change to pearlite, bainite or martensite (Figure 2). The amount of
transformation will not be the same along the cross section of a ring.
How will this affect the distortion and residual stresses
development?
The strain and stress elds vary with time depending on the
thermal and mechanical properties of each phase, which are, in
turn, functions of temperature and cooling rate. Also, the volume
change at each phase and transformation plasticity during phase
transformation should be taken into account. All these factors act
together and cause the undesired phenomena, namely that the
stresses may exceed the yield point at various locations in the ring.
Thus, non-homogeneous plastic ow occurs, causing distortion.
Heat Treatment Finite Element Analysis
The commercial modeling program used for this project is
DEFORM from Scientic Forming Technologies of Columbus,
Ohio. This software allows us to conduct a thermomechanical
and metallurgical analysis to predict microstructural changes and
geometrical variations. The phase-
transformation model of the mate-
rial is determined by the cooling rate
and phase-transformation kinetics.
Since each phase carries particular
thermal and mechanical properties,
these factors are integrated into the
model and calculated accordingly.
The thermal component considers
the heat transfer between the ring
and the environment, whether it is
air or a quenchant. Finally, the cal-
culation of stresses and strains through each phase constitutes the
mechanical model.
For this project we selected an AISI 4140 ring that is geometrically
similar to rings produced and heat treated by the sponsoring
companies. The dimensions are given in Table 1. To simplify
our calculations, we assumed that a single ring is heat treated. In
actual industrial settings, only large rings are thermally treated
individually, while smaller rings are heat treated in stacks.
Heating Stages for Normalizing and Austenitizing
The heating operations for normalizing and austenitizing were
simulated for two reasons. First, volumetric expansion of the ring
prior to cooling was captured. Second, to corroborate that the heating
time is sufcient to achieve homogeneity at the desired temperature.
We assumed that at the end of every heating stage and before
quenching austenite was formed with volume fraction 1.0 in the ring.
Air Cooling
Convection, conduction and radiation are the heat-transfer
An operator in a control room oversees the ring-rolling line. Photo courtesy FRISA Industries.
100
80
60
40
20
0
Austenite
Martensite
Bainite
Ferrite
0 200 400 600 800 1000 0 200 400 600 800 1000
Temperature, C Temperature, C
Austenite
Martensite
Bainite
Pearlite
Ferrite
100
80
60
40
20
0
P
h
a
s
e
v
o
l
u
m
e
,
%
P
h
a
s
e
v
o
l
u
m
e
,
%
Figure 2. Microstructure evolution in 4140 steel during cooling at: a) 20C/s and b) 5C/s.
Table 1. Ring Dimensions
Dimensions in mm
Outer Diameter (OD) 1,296
Inner Diameter (ID) 1,164
Height (H) 163
14 February 2012
mechanisms that act during air cooling. The nite element (FE)
simulation conducted considers that after heating for normalizing,
two rings are individually placed one next to another on a rest-
ing surface. The heat-transfer coefcient with the environment
was selected assuming still air, while the conduction coefcient was
chosen upon free resting conditions on the surface. The radiation
phenomenon was modeled by the Boltzman equation, considering
also the proximity effect of an adjacent cooling ring that emits heat.
Quenching
The heated rings are submerged in a quenching tank with agitated
solution (Figure 3). In order to simulate the quenching, heat
conduction of the ring with the quenchant should be carefully
modeled. A computational uid dynamics (CFD) tool depicts the
heat-transfer conditions for a particular quenching system. This
approach, developed for academic purposes, has some limited
commercial application. On the other hand, from an industrial
point of view, the number of possible quenching settings and ring
geometries make the CFD analysis impractical and expensive.
Therefore, we adapted a nite element tool to achieve a close-to-
reality and practical quenching simulation.
The most critical parameter during quenching is the heat-
transfer coefcient, which depends on temperature, agitation
and stacking conditions. Some companies participating in this
project conducted temperature measurements on the ring during
quenching. This data was later analyzed to calculate the heat-
transfer coefcient. It is noteworthy that this calculation depicts
the specic quenching conditions (location in the tank and in
the stack, propeller proximity and orientation) for this ring and
cannot be standardized for any given ring that is quenched in this
tank. Figures 4 and 5 show examples of the distortion evolution
through time during quenching and the nal estimated distortion
after heat-treatment simulation, respectively. Here, different
values of the heat-transfer coefcient were assumed at various
locations in the quenched rings. The reliability of a quenching
simulation is conditioned to mostly two things. The rst is the
precision with which the quenching tank conditions are emulated
(in other words, how reliable the heat-transfer calculations
are). The second is the accuracy of the mechanical (elastic and
plastic), thermal and metallurgical properties of the material to
be simulated.
Summary
As progress is made, the ERC/NSM is building its knowledge in
heat-treatment simulations and recognizing the importance and
intricacies of an integrated metallurgical, mechanical and thermal
analysis. We can summarize our progress as follows:
Different steps of heat treatment (up to quenching) have
been simulated in a commercial FE code in order to predict
ring distortion and distribution of residual stresses.
According to FEA results, air cooling will not create any
signicant distortion (ovality).
Heat-transfer variation during quenching as a function of
temperature, tank and stack location, and quenchant agita-
tion is the key factor in calculating distortion, hence the im-
portance of correctly modeling the heat-transfer coefcient.
Through FEA, distortion and residual-stress distribution
have been predicted assuming certain quenching conditions.
Figure 3. Typical arrangement of ring stacks in the
quenching tank.
Figure 4. Example of distortion evolution during quenching (diameter
comparison between X and Y direction).
Figure 5. Resulting geometrical distortion
and residual stresses after FE simulation of
heat treatment (original ring dimensions are
given in Table 1).
570
499
428
356
285
214
143
71.3
0.000
Reference
geometry
Maximum
deviation from
circumference: 6.15 mm
Nominal outer diameter 1296 mm
Geometry with magnied displacement X10
Y
O
X
Figure 6. Preliminary results for FEA of mechanical correction method (compression):
a.) FE setup; and b.) residual stress distribution after corrective method.
E
f
f
e
c
t
i
v
e
s
t
r
e
s
s
,
M
P
a
570
499
428
356
285
214
143
71.3
0.000
Compression
stroke
Distorted
geometry
Target
geometry
a) b)
Flat
tools
E
f
f
e
c
t
i
v
e
s
t
r
e
s
s
,
M
P
a
Y
Y
O
O
X
X
Quenching tank with
agitated solution
X-dimension
Difference between
X and Y dimension
0 5 10 15 20
Quenching time, min.
Initial volumetric expansion due to heating prior to quenching
1.6
1.4
1.2
1
0.8
0.6
0.4
0.2
0
A zero value would mean that the ring has returned to nominal diameter
Y
-
d
i
m
e
n
s
i
o
n
Location of propellers
(agitation) varies
according to
tank design.
Y
Y Z
X
X
X dimension
Y dimension
6.15mm
February 2012 15
Our ongoing work focuses on the mechanical methods (e.g.,
compression or expansion) used by ring-rolling companies to
correct geometrical distortion and relieve residual stresses. Our
goal is to establish a physics-based methodology that will optimize
the procedure used for mechanical correction, i.e. minimum time
and best achievable tolerances in concentricity. To this end, we
considered the distorted ring geometries obtained from quenching
simulations to investigate the compression method by corrective
tools already in use. These, in our opinion, are not well understood,
since most of this experience is built on trial and error. Our intent
is to nd a relationship between the distortion-to-diameter ratio
and the compression stroke needed to achieve the geometrical
tolerances for the ring. Preliminary results (Figure 6) show that a
number of compression steps at different locations of the ring will
correct ovality and residual stresses are relieved through this
plastic strain. Further work needs to be conducted to optimize the
process.
Co-author Taylan Altan is professor and director of ERC/NSM, The
Ohio State University, 339 Baker Systems, 1971 Neil Ave., Colum-
bus, Ohio; 614-292-9267; www.ercnsm.org. Co-authors Jose
Gonzalez-Mendez, Alisson Duarte da Silva and Xiaohui Jiang are
graduate research associates.
Distortion in Rolled and Heat-Treated Rings
FIERF Industry Collaborative
Workgroups Program
In the forging industry, problem-resolution projects often occur
in isolation at each forgers site, even though there typically exists
a commonality of issues. Small, collaborative work groups across
the industry serve to integrate the strengths of participants.
Furthermore, forgers often dont have all the expertise or means
available to analyze all aspects of any given problem. This is
where FIERF provides the benet of identifying, selecting and
sponsoring specic research programs toward the industrys
collective benet. Research and development projects can be
costly and may not produce immediate commercial benets,
yet they are essential to the long-term nancial health of this
industry. Joint ventures minimize cost and maximize results. For
more information in how to participate, please contact Carola
Sekreter at carola@forging.org.
www.FORGEMAG.com www FORGEMAG com
The International Journal
of Forging Business &
Technology
All You Need to Know
About the Forging Industry
Kathy Pisano Advertising Director (412) 306-4357; Fax (412) 531-3375; kathy@forgemag.com
Larry Pullman Eastern & West Coast Sales Mgr. (888) 494-8480; Fax (888) 494-8481; larry@forgemag.com
Steve Roth Midwest Sales Mgr. (520) 742-0175; Fax: 847-620-2525; steve@industrialheating.com
Patrick Connolly European Sales Representative (44) 1-702-477341; Fax (44) 1-702-477559; europesales@forgemag.com
Reed Miller Editor-in-Chief (412) 531-3370; Fax (248) 502-2099; reed@forgemag.com
Dean Peters Editor (330) 562-0709; forgeeditor@forgemag.com
Doug Glenn Publisher (412) 306-4351; Fax (248) 502-1044; doug@forgemag.com
n the 1990s, the automotive industry and its suppliers changed.
What had been national markets served by national industries
became European and global markets. This especially affected
the manufacturing sites as well as the purchasing markets of
the automotive industry, which accounted for 60% of demand for
European-made forgings by far the most important customer of
Europes forges. Thus, the national forging trade associations were in-
creasingly confronted with the cross-border problems of their mem-
ber companies. As a result, important member companies belonging
to their national forging associations (in particular those of Great
Britain, France, Germany, Italy, Spain and Sweden) pushed for the
establishment of an inuential and efcient pan-European platform.
Starting in late 1998, the cornerstones of a contract began
to be developed. These were to become the basis for Euroforges
founding meeting in Paris in November 2000. The groups main
objectives were not only to retain members in the Euroforge
member associations, but also to gain new members by providing
an attractive organizational service platform. In close cooperation
with each other, each Euroforge member association has taken
responsibility for a particular Euroforge service. The central
Euroforge organization has a president, two vice presidents and
a general secretary as chairman of the board and is characterized
by having a decentralized organizational structure. Euroforges
General Assembly meets once a year, while the working body of the
CEOs of the national member associations, the Board Committee
and important working groups all meet regularly twice a year.
Only national trade associations can be members, but exceptions
can be made where countries have no such association. The tasks
of Euroforge are carried out by staff or members of the member
associations on an honorary basis.
The Start of the
New Euroforge
On Nov. 10, 2000, the rst Gen-
eral Assembly of the New Eu-
roforge was held in Paris. The
statutes with the decentralized
organizational structure were
passed and the rst budget was
presented. The rst president
was Peter Sundstrm (Sweden).
Erwin Peddinghaus (Germany) and Dino Ruffato (Italy) were
elected as the rst vice presidents, and Dr. Theodor L. Tutmann
(Germany) was elected as general secretary. The rst ofcial
meeting of the Executive Board took place the following day,
when the working groups and their assignments were dened
and their members appointed. These groups were the Automotive
Group, the Open-Die Working Group, the Technical Committee,
Statistics and Communication.
Additional important activities in 2000 and 2001 were the
specic goals for the associations work, the organization of an
Open-Die Working Group and especially the organization of the
17
th
International Forging Congress (IFC). This global congress,
which takes place every three years, was held in Cologne in June
2002 and was a great success.
The strategy and working methods of Euroforge found great ac-
clamation. Since that time, Euroforge has proled itself to become
the representative of the European forging industry. On the occa-
sion of the Cologne congress, Euroforge invited for the rst time
the presidents and CEOs of national forging associations world-
wide. Closer cooperation was agreed upon. ForgeNet International,
Ten Years
of the New Euroforge
Dr. Theodor L. Tutmann, Secretary General, Euroforge
Euroforge, the umbrella organization of the European national associations for the forging industry,
has had a checkered history. Among European forgers, the initial contacts and cooperation that
began in 1953 continued for several decades. Given changing market conditions, negotiations
between the various national forging associations eventually led to the founding of the New
Euroforge in Paris on Nov. 10, 2000.
n
W
b
t
h
I
Dr. Theodor L. Tutmann is
Euroforges Secretary General.
Forgenet
International
has members
on most major
continents.
16 February 2012
February 2012 17
a global coalition of forging associations from most major conti-
nents, was founded. Also, the membership of Euroforge in Clepa
(the European Association of Automotive Suppliers) was discussed,
and it was passed in 2002.
Euroforge is registered in Brussels as an international organiza-
tion. This enables it, through its national member associations and
their member companies, to take part in EU-sponsored projects.
In 2003, Finland became the 10
th
member of Euroforge, and the
Turkish association Dvsader was founded with considerable assis-
tance from Euroforge in 2005. In June 2005, the Euroforge Forum
Central and Eastern Europe took place in Brno (Czech Republic)
with participants from 16 European countries.
Course Adjustments and New Orientation
In March 2003, the rst signs of a global shortage of steel scrap,
resulting from the boom in the Asian steel industry and its
consequences, were seen. This problem subsequently was acutely
manifest in the form of the termination of all delivery contracts
by steel suppliers. As a result of intensive talks with the EU
Commission, including suppliers and customers alike, the position
of Euroforge and its member companies with steelworks and
customers in Europe was considerably strengthened.
As a result of all this, Euroforge began a radical course adjustment
in 2006, and a new orientation of its work by which the member
associations and companies were increasingly integrated into its
activities started. Examples of these changes are the alterations
agreed upon in the Automotive Group and detailed in a catalog
of actions. During the General Assembly in Birmingham (U.K.) in
2006, numerous changes and adjustments to Euroforges statutes
were passed. An associated membership for members of the Open-
Die Forging Group was established by inserting an extra article into
the statutes. The Turkish Forging Association was admitted as the
11
th
member of Euroforge. Jean Louis Deguy (France) was elected
as president and Jos Yudego (Spain) and Erwin Peddinghaus
(Germany) as vice presidents. At the General Assembly in Chicago
in 2008, the presidency was re-elected until 2010. The delegates of
Forge-Net International met on the occasion of this Congress and
agreed on Hyderabad (India) as the venue for the 20
th
IFC, which
was held Nov. 13-17, 2011.
The General Assemblies and the activities of Euroforge in 2009
were dominated by the economic crisis. Thus, in the technical
discussions at the General Assembly in esme (Turkey) in
September 2009, along with routine topics, the effects of the
recession on Euroforge members was the main point of interest.
Staff reductions of up to 50% and loss of turnover of 30% for the
passenger car sector and 60-70% for the commercial vehicle sector
had occurred along with great nancial risks for the companies
involved. Strategies for surviving the crisis were considered in the
proceedings of the various working groups and were received with
great interest.
The steel industry was also experiencing collapses in turnover of
up to 50%. Position papers on the subjects of retention of title to de-
liveries to different countries, OEM delivery schedules, a Clepa ini-
tiative for the support of automotive suppliers and the planned EU
emissions trading law were all presented. In this crisis year, the ad-
vantages of having a strong organization and the close cooperation
between member associations and companies became very clear.
The 2010 spring meeting in Stockholm began with a meeting
of the Executive Board. The position paper on delivery schedules
was discussed with important OEMs, and a general agreement
was reached. Euroforge represents about 70% of European drop-
forging production.
In
September 2010, the 10
th
Annual Meeting of Euroforge took
place in Brussels. The main points of interest were market trends
in Asia, North America and Europe, which were dealt with in three
working groups within the meeting of the European Automotive
Group, and the election of the new Euroforge presidency with Jos
Yudego (Spain) as president and Dr. Stefan Witt (Germany) and
Alper Kanca (Turkey) as vice presidents.
On the occasion of the 10
th
anniversary of the founding of the
New Euroforge, the president of Businesseurope, Jrgen R.
Thumann, the president of the North American Forging
Association, Kevin Crowley, and the General Director of Clepa,
Lars Holmqvist, were invited as guest speakers. After a decade in a
leading role in Euroforge, retiring Vice President Peddinghaus gave
a review of these 10 years of successful work for the European
forging industry.
Dr. Theodor L. Tutmann is the current Secretary General of Euroforge,
whose ofces are in Hagen, Germany. He may be reached at
ltutmann@euroforge.org. A brochure issued on the occasion of the
10th anniversary of the New Euroforge can be ordered free of
charge from Ingrid Schallnus, ischallnus@euroforge.org. For more
information, visit www.euroforge.org
Ten Years of the New Euroforge
Euroforges current ofcers: (left to right)
Vice President Alper Kanca (Turkey),
President Jose Yudego (Spain) and
Vice President Dr. Stefan Witt (Germany)
n the 1880s, the U.S. Navy wanted to convert its eet from
wooden ships to iron-clad vessels. They asked what was
then the Bethlehem Iron Works to build a forge shop to
supply the necessary armor plate and gun tubes, offering a
$9 million order to facilitate the construction. In 1887, the Beth-
lehem Iron Company installed two hydraulic forging presses
one 2,000 ton and one 5,000 ton along with the appropriate heat-
treatment and machining facilities to satisfy the Navys orders. Ever
since, the plant has been a vital supplier of critical components to
the Navy.
The Bethlehem forging plant went on to solidify its role as an
internationally renowned leader in the production of quality forg-
ings. The company dominated the market for large forgings for the
electric power-generation industry, producing the forgings for the
large hydroelectric plants built near Niagara Falls. The company
also produced the axle for the Ferris Wheel of the 1892 Chicago
Worlds Fair. Weighing 56 tons, it was then the largest forging ever
produced.
Over the years, several different forging presses were built at
the site. The current 10,000-ton computer-
controlled oil-hydraulic open-die forging
press was erected in 1983. The press continues
to be the largest open-die press in the Western
Hemisphere. The smaller 3,000-ton press was
converted to oil hydraulic in 1998. The name
of the facility also evolved with the passage of
time in several steps to BethForge, a subsidiary
of Bethlehem Steel Corporation. In 1997,
Whemco Inc., a Pittsburgh-based supplier
of heavy industrial components, preserved
the facility by purchasing it from Bethlehem
Steel and renaming it Lehigh Heavy Forge.
Since the acquisition, signicant investments
have been and continue to be made in press
and manipulator upgrades, forge and heat-
treatment furnace rebuilds, and the addition
and modernization of machine tools.
Today, LHF is a leader in the production of components for the
Navy, pressure vessels, commercial nuclear forgings, large-diameter
backup rolls, work rolls, power-generation equipment, marine
equipment, ship shafting, billet and large industrial components.
Precision Forging and Other Capabilities
For more than 120 years, LHF has been producing large open-die
forgings for critical applications. All of the manufacturing steps
are controlled by strict manufacturing plans. The large forgings
produced at LHF require highly rened steel made from ingots
weighing up to 300 tons teemed at ArcelorMittals Steelton Plant.
Steel for LHFs heavy forgings is melted in an electric arc furnace
and ladle rened to consistently meet restrictive chemical and
cleanliness requirements. From there, the steel is double degassed
ladle degassed while being argon stirred followed by Vacuum
Stream Degassing (VSD) a process pioneered in Bethlehem in
the 1950s. With both degassing operations occurring at less than
1 torr, the process removes detrimental levels of hydrogen. Once
solidied, the ingots are shipped hot to LHFs Bethlehem facilities.
n
w
t
s
$9 il
I
COMPANY PROFILE
An ingot is being prepared to be shipped to LHFs
Bethlehem facilities.
Ingot being blocked under LHFs
10,000-ton press.
CCCCCCCCCCCCCCCCCCCCCCCCCCCCCCCCOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOMPANY PROFILE
Lehigh Heavy Forge: Long
History, Large Parts
Lehigh Heavy Forge Corporation (LHF) of Bethlehem, Pa., is the sole remaining
super-heavy open-die forging company in the Western Hemisphere. More than
a century old, the companys historic facilities were the birthplace of the modern
U.S. defense industry.
A large shell is removed from heat-
treating furnace for quenching.
18 February 2012
February 2012 19
The centerpiece of any forging operation is the forging press.
LHF has two open-die forging presses: a 3,000-ton press for billets
and work rolls and a 10,000-ton press for making large parts. Both
press lines have rail-mounted manipulators and auxiliary water
cranes to permit the forming of complex shapes.
When ingots arrive, they are heated to forging temperatures in
large car-bottom furnaces prior to deformation under the press.
Once forging is complete, the newly formed part undergoes a pre-
liminary heat treatment in certied furnaces up to 16 feet in width
and 70 feet in length. For the quality nal heat treatment, depend-
ing on the material and desired properties, the large pieces can be
quenched in water, oil or air.
The quench tanks include deep horizontal designs 51 feet in
length by 11 feet in depth as well as vertical tanks 22 feet in diam-
eter by 15 feet in depth. For certain applications, spray quenching
or cryogenic treatment boxes are also used. To verify that the re-
quired mechanical properties are met, LHF has an in-house testing
laboratory where tensile and Charpy specimens are tested with a
temperature range capability of -320F to 350F. The lab also per-
forms hardness testing, macro etching and various metallographic
inspections.
LHFs machine shop houses large computer-controlled machine
tools. There are 11 CNC lathes up to 80 feet in length, with up to
a 100-inch swing. The companys boring capabilities are unique,
with two boring lathes capable of trepan boring shafts up to 80
feet long from one end. If required, the bore can be nished on
either of their two 80-foot-long honers. Parts with unique geom-
etries are machined on one of nine horizontal boring machines,
four of which are CNC-controlled with spindles up to 10 inches in
diameter. Pressure-vessel cylinders, discs and domes necessary for
the commercial nuclear industry are machined on one of the com-
panys seven vertical boring mills. With CNC vertical mills up to
25 feet, many shapes and congurations are possible. Additionally,
the company has a host of other equipment like planer mills, band
saws, and CNC and conventional grinders.
Governed by LHFs quality system, which is ISO 9001-2008 reg-
istered, the forgings are checked to ensure a high level of quality
before, during and after machining. All quality control testing is
conducted by personnel who are qualied to perform ultrasonic,
liquid penetrant, magnetic particle and dimensional inspections.
A senior-level nondestructive-testing engineer oversees all inspec-
tions. All measuring instruments are certied by the in-house me-
trology laboratory, and the pyrometry lab certies the tempera-
ture-measuring devices.
Large Forgings for Large Operations
The components that LHF produces are critical to many industries,
including defense, steel production, fossil-fuel power generation,
hydropower generation, commercial nuclear-power generation,
mineral processing and mining, marine equipment, and other gen-
eral industries. For the steel industry, the company produces back-
up rolls, including plate-mill backup rolls weighing in excess of 150
tons. LHF is also a global supplier of work rolls to the worlds roll-
ing mills. Fossil power-generation components produced include
generators, turbine rotors, discs, couplings and jackshafts. Heavy-
walled cylinders and shafts for generators are made for the hydro-
power industry. Pressure-vessel components such as domes, heads,
discs and heavy-walled cylinders are produced for the commercial
nuclear power and other industries. Many different types of shafts
are produced for various uses in the mining industry rock crush-
ers, drum shafts, draglines, etc. LHF forges propulsion shafts and
rudder stocks for the shipbuilding industry. Forgings for nuclear-
powered Navy ships are also produced. Custom components for
press building include platens and tie rods to die blocks.
Expansion Ahead
LHF is currently planning a multimillion dollar expansion that will
eventually increase its capacity to process large forging ingots by
100%. All of the design and engineering for the expansion, which
will be done in phases, has been completed. The expansions initial
phase will increase ingot processing capacity by 40%. Subsequent
phases will increase the ingot quantity by 100%. This move in the
face of economic uncertainties is evidence that LHF plans to
strengthen its position in the large open-die forging market. With
the expansion, Lehigh Heavy Forge will be able to provide reduced
lead times on large forgings.
For further information on Lehigh Heavy Forge, readers may call
610-332-8100; fax 610-332-8101; e-mail sales@lhforge.com; or
visit www.lhforge.com. All photos courtesy of Lehigh Heavy Forge.
A workpiece is upset under LHFs 10,000-ton press. A ships shaft is forged on the 10,000-ton press.
vertical boring mill.
A heavy-wall cylinder is
machined on a 25-foot
20 February 2012
T
his issue of FORGE marks the beginning of its sixth
year of publication, an event of which we are very
proud. A great deal of information has passed through
our hands and eventually onto our pages and website over
that period of time. Some information, such as that contained
in our news pages, is time-sensitive and diminishes in value.
Fortunately, most of what we publish, such as our feature
articles, is more enduring. Readers who have archived our
issues are in possession of a resource. To help readers better
utilize this resource and more easily nd the information they
seek, we offer this index by major category of all our
feature articles to date.
Dean M. Peters, editor
AUTOMATION
Forge Shop Automation Part II Jan
Hutson, Rimrock Corp.; July 2009, p. 23
Forge Shop Automation Part I Jan
Hutson, Rimrock Corp.; April 2009, p. 20
COMPANY PROFILES
Precision Metal Products Strong on
Aerospace and Defense November 2011, p. 21
California Drop Forge Serves the Aerospace Industry July
2011, p. 24
Midwest Tool and Cutlery Expands its Commercial Business
January 2011, p. 19
Demshe Forge Two Forges on One Site July 2010, p. 25
Green Bay Drop Forge Hammers Out
its Future April 2010, p. 31
Fox Valley Forge Seeks Growth in New
Markets January 2010, p. 7
Ohio Star Forge Grows Through
Diversication October 2009, p. 20
Wodin Promises Service, Commits to
Quality July 2009, p. 11
Rotek Helps Industry Get Its Bearings
April 2009, p. 13
Specialty Ring Products Lords of the
Ring October 2008, p. 20
Trinity Forge: Growth Through Full
Service July 2008, p. 19
Bula Forge Provides Creative Solutions April 2008, p. 17
Keystone Forging Find its Niche in a Competitive Industry
January 2008, p. 21
ZKM Forging (Poland) Evolving into an Aerospace Forge
Shop January 2008, p. 17
Consolidated Industries Flying High in Aerospace October
2007, p. 18
Alcoa Wheel Products Division Shines Brightly July 2007, p. 14
Ladish Plots its Path to Growth April 2007, p. 13
Firth Rixson, Ring Leader November 2006, p. 15
COMPUTER MODELING & SIMULATIONS
Computer Modeling of Induction
Heating Processes Part 2 Dr. Valery
Rudnev, Inductoheat Inc.; October 2011,
p. 25
Tips for Computer Modeling Induction
Heating Processes Part 1 Dr. Valery
Rudnev, Inductoheat Inc.; July 2011, p. 21
Induction Heating Process Simulation
for Forging Donald A. Gibeaut and
Stephen H. Klostermeyer (ABP Induction) and Arjaan Buijk
(Simufact Americas); July 2010, p. 13
Understanding Geometrical Forging Defects John Walters
(Scientic Forming Technologies Corp.) and Dr. Chet Van Tyne
(Colorado School of Mines); April 2007. p. 8
Using Process Simulation to Optimize Forging Processes
Michael A. Foster and Christian E. Fischer, Scientic Forming
Technologies Corporation; January 2007, p. 10
Feature Article
Index (2006-2011)
February 2012 21
CONFERENCES & MEETINGS
IFM 2011 a Hit in Pittsburgh Dean
M. Peters, FORGE editor; November
2011, p. 13
FIERF Holds 28th Forging Industry
Technical Conference Dean M. Peters,
FORGE editor; July 2011, p. 17
19th International Forging Congress
Held in Chicago Dean M. Peters,
FORGE editor; October 2008, p. 24
CUTTING EQUIPMENT
Saw Manufacturer Keeps Edge in Dull Economy July 2011, p. 19
DIES & DIE MAINTENANCE
Predicting Individual Die Loads in
Multi-Stage Forging Dr. Judy Jin,
University of Michigan; April 2011, p. 27
Novel Forging Tool Design Improves
Efciency Judith Kerkeling, Karsten
Mller, Dr. Rouven Nickel and Prof. Dr.-
Ing. B.-A. Behrens (Institut fr Integrierte
Produktion Hannover gemeinntzige
GmbH); January 2011, p. 15
Die and Equipment Welding in the Forge Darryl S. Hammock,
Weld Mold Company; April 2010, p. 25
Die Spray Techniques for Forgers Part II Michael D. Forster,
Girard Engineering Company; July 2010, p. 21
Die Spray Techniques for Forgers Part I Michael D. Forster,
Girard Engineering Company; April 2010, p. 15
Optimizing H-13 for Forge Tooling Steve Englet, Ashland
Precision Tooling; January 2010, p. 14
Forging-Die Material Development: From Research to
Implementation Patricia Miller, Bohler-Uddeholm Corp.; April
2009, p. 24
Surface Modication Techniques for Forging Dies David Pye,
Pye Metallurgical Consulting; January 2009, p. 17
Die Maintenance in the Forge Shop David Fox, Weld Mold
Company; July 2008, p. 11
The Basis of Forging-Die Failures
Part 2: Case Studies John Walters
(Scientic Forming Technologies Corp.)
and Dr. Chet Van Tyne (Colorado School
of Mines); April 2008, p. 25
The Fundamental Basis of Forging-
Die Failures Part 1 John Walters
(Scientic Forming Technologies Corp.)
and Dr. Chet Van Tyne (Colorado School
of Mines); January 2008, p. 9
Reducing Forging-Die Costs and Lead Times James R.
Knirsch, RSP Tooling; October 2007, p. 15
Welded Repairs Extend Forging Die Life Darryl Hammock,
Weld Mold Company; April 2007, p. 17
FORGING EQUIPMENT
Isolating the Vibrations of Forging
Hammers Steve Veroeven, PE, Vibro/
Dynamics Corporation; October 2010,
p. 19
Tonnage Monitoring for Mechanical
Forging Presses Steven F. Rasmussen,
Angstrom Corporation; October 2010,
p. 15
Tonnage Monitoring for Hydraulic Forging Presses, Steven F.
Rasmussen, Angstrom Corporation; July 2010, p. 17
Comparative Analysis of Forging Presses John Walters
(Scientic Forming Technologies Corp.) and Dr. Chet Van Tyne
(Colorado School of Mines); January 2010, p. 11
Hydraulic Presses Offer Production Flexibility, Accurate
Control John Walters (Scientic Forming Technologies
Corp.) and Dr. Chet Van Tyne (Colorado School of Mines); July
2009, p. 19
Pressing Matters: A Primer C.J. Crout
(Ajax-CECO), John Walters (Scientic
Forming Technologies Corp.) and Dr.
Chet Van Tyne (Colorado School of
Mines); April 2009, p. 17
Forging Equipment Hammers
C.J. Crout (Ajax-CECO), John Walters
(Scientic Forming Technologies Corp.)
and Dr. Chet Van Tyne (Colorado School
of Mines); January 2009, p. 10
Screw Presses Offer Versatility and Precision Roger Rees (SMS
Meer), John Walters (Scientic Forming Technologies Corp.) and
Dr. Chet Van Tyne (Colorado School of Mines); October 2009, p. 16
Advanced Hydraulics Helps You Save on Forge Press
Operations G. Ian Fielding, Kadant AES; April 2007, p. 20
LUBRICANTS & LUBRICATION
Lubricants for the Nonferrous Forging
Industry John Kondilas, Dylon
Industries; October 2009, p. 12
A Closer Look at Forging Lubricants
Jeff Zdilla and David Poole, Dylon
Industries; January 2009, p. 13
FORGE Feature Article Index
22 February 2012
MANAGEMENT
FIERF Celebrates Golden Anniversary Dean M. Peters,
FORGE editor; November 2011, p. 19
Starting Your Job Shop on its Lean Journey Dr. Shahrukh A.
Irani, The Ohio State University; April 2008, p. 13
MARKETS & APPLICATIONS
Forged Crankshafts Outperform
Castings, Offer Benets Richard F.
Grimes (Gerdau Special Steel) and David
Anderson (Steel Market Development
Institute); October 2011, p. 17
Forged Titanium Domes Will Help
Explore the Deep July 2009, p. 15
Forging an Opportunity: Wind Turbines Dean Peters, FORGE
editor; October 2008, p. 13
Outlook 2008: Another Good Year Ahead Dean Peters, FORGE
editor; October 2007, p. 12
The Changing World of Automotive Forgings, Dean Peters,
FORGE editor; November 2006, p. 18
MATERIALS
Forging Materials: Microalloyed
Forging Steels John Walters (Scientic
Forming Technologies Corp.) and Dr.
Chet Van Tyne (Colorado School of
Mines); November 2011, p. 15
Forging Materials: Stainless Steels
John Walters (Scientic Forming
Technologies Corp.) and Dr. Chet Van
Tyne (Colorado School of Mines); October 2011, p. 21
Forging Materials: Plain-Carbon and Low-Alloy Steels (Part
II) John Walters (Scientific Forming Technologies Corp.)
and Dr. Chet Van Tyne (Colorado School of Mines); April 2011,
p. 23
Forging Materials: Plain-Carbon and
Low-Alloy Steels (Part I) John Walters
(Scientic Forming Technologies Corp.)
and Dr. Chet Van Tyne (Colorado School
of Mines); January 2011, p. 12
Understanding Material Forging
Defects John Walters (Scientic
Forming Technologies Corp.) and Dr.
Chet Van Tyne (Colorado School of
Mines); July 2007, p. 17
QUALITY & TESTING
NDT Lab Strengthens its Aerospace Supply-Chain Link April
2011, p. 19
SUPPLY-CHAIN MANAGEMENT
Steel Distributors Help Control Risk Wendell MacDonald,
Turret Steel Industries and Sunbelt-Turret Steel; October 2010, p. 23
Forging Procurement, Military Style July 2008, p. 23
Securing the Supply of Forgings for the Military Jon Tirpak,
ATI; November 2006, p. 7
THERMAL EQUIPMENT AND PROCESSING
Computer Modeling of Induction Heating Processes Part 2
Dr. Valery Rudnev, Inductoheat Inc.; October 2011, p. 25
Tips for Computer Modeling Induction Heating Processes
Part 1 Dr. Valery Rudnev, Inductoheat
Inc.; July 2011, p. 21
Advanced Oxy-Fuel Burners and
Controls Improve Fuel Savings and
Uniform Heating Larry Cates and Rick
Browning, Praxair Inc.; January 2011, p. 9
Ensuring the Quality of Inductively
Heated Billets Gary Doyon,
Doug Brown and Dr. Valery Rudnev
(Inductoheat Inc.) and Dr. Chet J. Van Tyne (Colorado School of
Mines); April 2010, p. 19
The Importance of Normalizing Daniel H. Herring, The
Herring Group; April 2011, p. 15
Induction Heating Process Simulation for Forging Donald A.
Gibeaut and Stephen H. Klostermeyer (ABP Induction) and Arjaan
Buijk (Simufact Americas); July 2010, p. 13
Successful Induction Heating of RCS Billets Dr. Valery
Rudnev, Inductoheat Inc.; July 2008, p. 15
Normalizing Forged Aerospace Components David Pye, Pye
Metallurgical Consulting; April 2008, p. 21
Modular Induction System Offers
Billet-Heating Advantages Douglas
R. Brown, P.E., Inductoheat, Inc.; January
2008, p. 13
Controlled Cooling Improves Forging
Quality, Throughput and Cost
Andrew L. Banka and Jeffrey D. Franklin
(Airow Sciences Corporation) and B.
Lynn Ferguson (Deformation Control
Technology Inc.); October 2007, p. 21
Thermal Treatment Extends Forging-Die Longevity Michael
Moyer and Robert Lacock, Solar Atmospheres Inc.; July 2007, p. 11
The Use of Conventional Furnaces in the Forging Industry
Paul Huber, SECO/WARWICK; January 2007, p. 13
Induction Heating Serves Todays Forging Industry Dr.
Valery Rudnev, Inductoheat Inc.; November 2006, p. 11
FORGE Feature Article Index
February 2012 23
A. Finkl & Sons, Co.
Finkl & Sons, Co. is a fully integrated steel mill committed to produc-
ing high-quality specialty steel. Since 1879, A. Finkl & Sons, Co. has
emerged to become the dominant producer of forging die materials. It
is through the use of modern manufacturing technology, thorough quality assur-
ance procedures (ISO 9001 certied) and robust inspection methods that ensures
consistent die-steel quality in every heat of steel produced. Finkl products include
a family of die steel that will meet the needs of today's most challenging forging
applications. Forging applications in both hammer and press op-
erations that require a die steel to have the perfect balance be-
tween fracture toughness and wear-resistant properties. Finkl
is truly THE NAME in Die Steel! For more information,
please visit our website at www.nkl.com.
F
in
em
i th h th
A.
advertorial
The Diamond is Getting Bigger
BIGGER
45 acre site
12 acres under roof
500 ton crane capacity
Over double the
forging capacity
FASTER
90 ton EAF powered
by 75 MVA transformer
SMS Ladle Metallurgy
Furnace
Automated Alloy
Addition System
400,000 Ingot Tons
STRONGER
8000 ton press
Designed by Finkl
engineers
Assisted by 60 and
100 ton manipulators
Press/Manipulator
Integration
A. Finkl & Sons
2011 N. Southport Ave., Chicago IL 60614 U.S.A.
(773) 975-2510
Employment Opportunities at www.finkl.com
A. Finkl & Sons, Co. ................................ 23
www.finkl.com
Ajax-CECO ............................................. 24
www.ajax-ceco.com
Alfe Heat Treating ................................. 25
www.al-fe.com
All Metals & Forge Group, LLC ................. 26
www.steelforge.com
Alpha 1 Induction Service Center ........... 27
www.alpha1induction.com
COR-MET Inc. ......................................... 28
www.cor-met.com
Ellwood Specialty Steel ......................... 29
www.elwd.com
LASCO Engineering Services ................... 30
www.lascousa.com
Shandong Iraeta Heavy Industry Co. Ltd. 32
www.shandongiraeta.cn
Siempelkamp ....................................... 34
www.siempelkamp-usa.com
Superbolt ............................................. 36
www.superbolt.com
Weld Mold Company ............................. 33
www.weldmold.com
24 February 2012
advertorial
he New #38 Die Forger is the latest update to the popular Die
Forger line. It features patented dual inlet and exhaust valves
that extend the useful energy range to 10% of rated power while
retaining the capacity for the full power potential of this large
(8,000-pound falling weight), modern hammer. The added
versatility is truly remarkable when compared to older models.
The Die Forger is PLC controlled
and programmed with a color HMI for
simplicity of operation and enhanced
troubleshooting. The Die Forgers
productivity is unmatched due to its
high blow rate. Its ease of programming
makes the operator more efcient
because hammer control is under the
direction of the PLC. Our users report
that you can expect higher quality
forgings from this latest Die Forger
a big plus in todays demanding world
where quality, price and delivery are
critical.
h
F
t
r
(
tilit i t
T
Ajax-CECO
February 2012 25
advertorial
Alfe Heat Treating
Dependability. Quality. Results.
hose three words are often lost in the rush to get to the
top, but at Alfe Heat Treating, the largest commercial
aluminum heat treater in the U.S., those words are
the foundation of everything that we do. We built
our business from the ground up, one job at a time,
by consistently providing excellent results. From prototypes to
large-volume jobs, from castings to forgings, Alfe can handle the
work, meeting whatever challenge you bring our way. We work in
all industries aerospace, military, automotive and commercial
products handling both ferrous and nonferrous materials. Quick
turnaround times mean most jobs are processed within 48 hours,
keeping your production schedule on track.
Weve provided parts for projects as big as the space station
and as small as replacements for a single airplane. Weve worked
with the best and brightest in the industry, from Eaton to Boeing,
and everything in between. Our long list of approvals and
certications, including Nadcap accreditation and registration
to ISO, gives our customers reassurance that every part meets
industry specications and attains world-class quality standards.
When you work with Alfe, you work with the best and you get
the best results.
h
to
al
th
o
b i
T
26 February 2012
All Metals & Forge Group
ll Metals & Forge Group (AM&FG) is an ISO 9001:2008/AS9100 REV B/
EN9100-registered forging manufacturer and supplier of seamless rolled
rings. AM&FG specializes in specialty steels, alloy steels, carbon steels,
aluminum alloys, stainless steels (200, 300, 400, 500 series), PH grades, nickel al-
loys, titanium alloys, tool steels, and superalloys. AM&FG also supplies corrosion-
and heat-resistant alloys.
AM&FGs Forge Division
has the capacity to forge seam-
less (and contoured) rolled
rings up to 316 inches in di-
ameter, blocks, discs, shafts,
anged shafts, long shafts, step
shafts, cylinders, blind cylinders
and hubs up to approximately
75,000 pounds. AM&FG prides
itself on its ability to forge and
machine complex, heavy parts.
Our corporate goal is to have
competitive prices, reliable de-
liveries and, above all, a sales
team that is helpful, courteous
and professional to meet our
clients requirements.
ll
E
r
aluminum
A
advertorial
ISO9001:2008/AS9100B/EN9100
Cert. No. 2009-01874-R2
75 LANE ROAD, FAIRFIELD, NJ
TOLL FREE: 800.600.9290
STEELFORGE.COM
316
MAXIMUM O.D.
6
MINIMUM O.D.
UP TO
40,000LBS
ALLOY
CARBON
TOOL STEEL
STAINLESS
NICKEL
ALUMINUM
TITANIUM
The International Journal of Forging
Business & Technology
All You Need to Know
About the Forging Industry
www.FORGEMAG.com
Becky McClelland (412) 306-4355 becky@bnpmedia.com
Kathy Pisano (412) 306-4357 kathy@forgemag.com
Larry Pullman (888) 494-8480 larry@forgemag.com
Steve Roth (520) 742-0175 chicagosales@forgemag.com
Patrick Connolly (44) 1-702-477341 europesales@forgemag.com
Reed Miller Editor-in-Chief (412) 531-3370 reed@forgemag.com
Dean Peters Editor (330) 562-0709 forgeeditor@forgemag.com
Doug Glenn Publisher (412) 306-4351 doug@forgemag.com
February 2012 27
advertorial
Alpha 1 Induction Service Center
lpha 1 Induction Service Center, an Inductotherm Group Company, is
a premiere manufacturing and repair facility for induction load coils of
all types. The company can also manufacture and repair some types of
transformers and most water-cooled cable assemblies. Alpha 1 Induction Service
Center has incorporated years of ex-
perience and technology advances to
provide its customers with fast, ef-
cient and high-quality repairs, all in
an effort to keep its customers up and
running and making money for their
investors.
Because of its depth of experi-
ence, Alpha 1 has developed a line
of material-handling equipment
for the forging industry, including
our continuous bar feeding equip-
ment, billet elevator feeders, bin tip-
pers, conveyors and billet extractors,
which will be marketed by Alpha 1
and several of the Inductotherm
Group companies.
Please contact Alpha 1 Induction
Service Center at 614-253-8900 with
any questions or to request a quotation.
l
a
a
t f
A
TECH Spotlights Are Also
Available as REPRINTS
If its been printed in FORGE, you can have it reprinted by FORGE.
Feature Articles, Technology Spotlights, Company Proles, News
Releases or Product Information. Customize your reprints with your
companys ad, special message or even the cover of FORGE.
Contact Becky McClelland
at 412-306-4355
for details for details
28 February 2012
advertorial advertorial
COR-MET Inc.
Forge Die Repair Flood-Welding Procedure
OR-MET is a world leader in the manufacture
of ux cored welding wire and stick electrodes,
specializing in high-deposition alloys for the repair
of forging dies and large foundry castings. The ood-
welding technique can deposit up to 60 pounds per
hour of weld metal using equipment such as the Wire Welding
Stick
, Electrode Welding Stick
and Hand Welding Stick
. The
consumables available for ood welding include: low-carbon steel,
multiple NiCrMo alloys, chrome hot-work alloys and high-nickel-
base alloys. The product forms available for ood welding are ux
cored wire (3/32, 1/8 and 5/32 diameter) and Stick Electrodes
(sizes up to 20 mm diameter x 39 in length).
TYPICAL FLOOD-WELDING PROCEDURE
Preparation: Remove worn or cracked material from the area to
be welded. This may be done by air-carbon arc gouging, oxygen
acetylene torch or machining.
Preheat: Preheat according to base metal and weld metal
chemistry. The most common preheat temperature is 800F, and
the interpass temperature range is 600-800F.
Welding: Weld with appropriate COR-MET Stick Electrode or
Flux Cored Wire. Contact COR-MET for the proper welding alloy
and ood welding equipment selection.
Peening: Peen the weld area to reduce shrinkage stresses and
crater cracking. Peening will rene the grain structure and is most
benecial while the weld bead is in the red condition.
Post-heat and Cooling: After welding, equalize in the interpass
temperature range. Cover with insulation or place in a furnace.
Slow cool to room temperature.
Temper: Stress relieve or temper to desired hardness.
*Flood welding is used most effectively for providing labor cost savings.
The Wire Welding Stick
and The Electrode Welding Stick
are registered
trademarks of COR-MET Inc.
O
o
s
o
w
h f ld
C
February 2012 29
advertorial advertorial
Ellwood Specialty Steel
xELL ForgeDie
was developed by Ellwood Specialty
Steel (ESS) as a new die steel for hot forging
applications. Using an economical, low-alloy steel
design, ExELL ForgeDie offers cost savings compared
to conventional, higher-alloyed die steels. The steel
composition, micro-cleanliness and heat treatment have been
optimized to provide:
Resistance to softening at elevated operating temperatures
Resistance to thermal fatigue
Good impact toughness
Hardenability in large cross sections
Machinability
Weldability
Capability for surface hardening
These properties are attainable while using an alloy chemistry
that balances the content of expensive elements such as nickel,
molybdenum and chromium to achieve desired performance for
the end user at an improved cost.
ExELL ForgeDie is processed using clean steel technology,
including ladle rening, vacuum degassing and bottom-poured
ingot techniques, to produce an alloy with minimum nonmetallic
inclusions and internal segregation that dictates a sound, solid
as-cast structure. Then, tightly controlled ingot forging practices
to die block sizes assure thorough mechanical hot working of the
alloy structure so that physical properties are repeatable. Finally,
heat-treating processes have been honed to produce prehardened
microstructures that can be relied upon to perform in the tough
applications of the forging industry while maintaining the
machinability desired by die makers. Through its composition,
ExELL ForgeDie also enables weld repair and enhanced surface
treatments that can extend the useful life of forge tooling.
Since its introduction to the market, more than 15 million
pounds of ExELL ForgeDie have been produced and supplied to
customers forging a wide variety of products made in impression
dies. Hammer shops have reported much improved die wear in
their most difcult applications, and press shops have experienced
less gross cracking or high-temperature softening when compared
to competing steels. In addition, ESS has documented consistent
hardenability in large-section blocks and rounds. Surface to center
hardness readings of BHN 352-388 (Rockwell C 38-42) assure
consistent through-hardening for reliable die sinking and in-press
performance.
Tools used to produce impression die forgings are high-value,
critical components. To maximize the return on investment, early
catastrophic die failure must be avoided and normal wear and
damage must be minimized. The selection of a steel alloy for forge
tooling can be a critical factor in avoiding costly replacement or
repair of dies as well as lost production, late deliveries and unhappy
customers. Consider what ExELL ForgeDie can do for your
impression die forge tooling applications.
x
S
a
d
t
composition
E
advertorial advertorial
30 February 2012
advertorial advertorial
LASCO Engineering Services
he development of the fully automated forging hammer
was considered a monumental achievement in 2002.
Now the patented technology has been proven with
nearly 30 production lines spread over Europe, Asia and
the United States. The forging lines are currently oper-
ated in a wide variety of settings, from automotive production to job
shops. Recently, LASCO successfully automated a die forger at a U.S.
forging company.
ENGINEERING
There are no cookie cutter solutions that apply to automation, as
every product and company has different demands. LASCO starts
the process of automation by listening and observing. Through this
process we can understand the tasks that need to be fullled. The
most important factor for a successful installation of automation is
the amount and competency of the engineering. LASCO has a staff
of 61 degreed engineers who understand the process of forging and
the demands placed on the equipment. The longevity of the equip-
ment is one portion of the process, but making the automation
easy to use is equally as important.
CONTROLS
The key to making the automation easy to use is a straightforward
control system for the operators and setup people to interface with.
The language of the LASCO controls is customized to use the terms
the customer is used to, and programming is easy to learn. The opera-
tors of the line dont need to go to any robotic programming training
to use the system because the whole setup can be conducted through
the menu windows of the operator panel. The beginning screen al-
lows the operator to select the number of impressions in the die, what
type of impression each one is (attener, blocker, etc.), the sequence
that the impressions are used, etc. As these questions are answered, the
program for the robots and the blow sequence and intensity of the
hammer is automatically set up for the operator.
DIES
The dies are able to be modied or can easily be designed for the
automation process. LASCO engineers provide sketches and rules
that can be followed to provide for the automation, then check and
help with the design of the rst few dies as needed. One benet to
automated systems is a marked improvement in die life. This is at-
tributed to the consistency of the cycle.
CHANGEOVER
Everyone is concerned with the amount of labor and downtime
associated with changing dies over in the hammer. A patented
probe is used to determine the die position in the hammer. Other
mechanical adjustments are made easily, and then the program is
recalled from the computers memory. Complete changeover times
can be less than an hour.
For more information:
LASCO Engineering Services, LLC
1111 Bellevue Ave., Detroit, MI 48207
313-579-7169
info@lascousa.com; www.lascousa.com
h
w
N
n
t
d d
T
advertorial
32 February 2012
handong Iraeta Heavy Industry Co., Ltd. recently
took on the task of a 5-megawatt (MW) offshore
wind-turbine system tower ange for Sinovel after
successfully developing a 3.6-MW offshore wind-
turbine system tower ange.
The 3.6-MW offshore wind-turbine system tower ange, which
works as an important structure in the system, was successful off
the assembly line and was the largest in the Chinese wind-turbine
manufacturing industry. The 5-MW ange would break this re-
cord again.
For an order of 5-MW tower anges, every set includes 12
pieces. The maximum cutting weight for a single piece is more
than 17 tons, the maximum outer diameter is 6,320 mm, the
wall width is 385 mm and the height is 175 mm. The forging
ratio is 16.02, which is difcult for overall forging, and has strict
requirements for forging equipment (oil pressing machine, roll-
ing machine), heat-treatment equipment and forging processes.
The smallest top anges have an outer diameter of 5,000 mm,
total height of 370 mm and hole depth of 300 mm. The require-
ments for machining and drilling machine capacity are more
strict than for past products.
Considering the double load of sea wind and wave, the atro-
cious climate as well as complex variable elements like salt mist
and waves, the requirement for the strength and stability of tower
anges is much more strict, after test, than the yield strength of
basic rings. Basic rings, or bottom anges, have tensile strength
of 530Mpa, elongation rate of 23%, and reduction rate in sec-
tion of 76%. The impact test in low temperature is 137J (-50C)
and grain size 8 level, which exceeds the product specication
requirements.
The 5-MW overall forging doorframe anges, which match
the 5-MW wind-turbine system, are also produced by Shandong
Iraeta. The thickness (300 mm) of the doorframe anges has far
exceeded the past doorframe thickness of 100-200 mm, which was
produced by Shandong Iraeta in the past.
In 2010, to adapt the changing market, the company trans-
ferred the production from low-power wind-turbine system tower
anges to high-power wind-turbine system tower anges. Shan-
dong Iraeta also transferred the service from land-based wind
power to offshore wind power and processed the tower anges
with non-equidistant, large hole diameter and deep holes.
These changes reveal the continually upgraded technology
and competitiveness of Shandong Iraeta. At the same time, the
company pays attention to improve its workers personal quality,
continually inputs new technology, improves process and test
equipment capacity, and improves production processes and test
levels. In 2011, Shandong Iraeta will continually strive to build a
world-class wind-power ange.
Shandong Iraeta Heavy Industry Co., Ltd.
h
to
w
su
bi
S
February 2012 33
advertorial advertorial
Weld Mold Company
The Birth of Floodwelding
n the words of Matt Kiilunen (1905-1990), founder of
Weld Mold Company, one of the outstanding jobs was
the ooding of a completely scarfed out forging-die cavity
with our weld metal; and the results were satisfactory. I
believe it was the rst welding of its kind ever attempted,
and of course since then we have continuously welded dies for them
and saved them hundreds of thousands of dollars. This test was
completed in 1952 and comes from Mr. Kiilunens autobiography,
which was written in 1972 and revised in 1978.
This was the birth of oodwelding as we know it today. This
test spawned a worldwide industry of independent and captive
forge-shop welding operations, all using a composite of alloys and
the oodwelding process providing tremendous savings to their
customers by eliminating or greatly reducing scrap and extending
die life and making possible the forging of todays exotic alloys.
Floodwelding is a high-deposition welding process using large-
diameter welding electrodes (up to 1 inch diameter and 4 feet in
length) or large-diameter (up to 3/16 inch diameter) ux cored wires.
Deposition rates can exceed 100 pounds per hour of weld metal, saving
tremendous time and ending scrapped die steels, bases, columns,
rams and other components. Dies and other weldments can be ready
for machining after a thorough stress-relieve and tempering cycle
in days vs. weeks.
The progression of Weld Mold Company and the development
of oodwelding is fascinating:
As early as the 1930s, small-diameter electrodes were used for
forge-shop repairs. The alloys available could not withstand the
high heat and impact requirements of forging applications. The
deposition rate was a maximum 5 pounds per hour.
Weld Mold Company was founded in 1945 to develop welding
materials for the forging industry.
Pack Rod was invented by welding a number of small rods
together (circa 1947). See photo attached.
Large-diameter hand-dipped rods (vs. extruded) were attempted
and successful (circa 1948). This improved the deposition rate to
an estimated 15-20 pounds per hour. See photo attached.
The Weld Mold ARM was invented in 1950s by Matt Kiilunen.
See photo attached.
In 1955, Weld Mold purchased its rst extrusion press capable of
producing -inch-diameter electrodes.
Weld Mold began extruding -inch-diameter welding electrodes
around 1965.
In 1972, Matt Kiilunen founded his own captive ux cored-wire
operation. This enabled Weld Mold the opportunity to develop
complementary cored wires to the established die welding
electrode product line.
In 1996, Weld Mold began producing cored wires in-house.
During this same period, Weld Mold developed and patented a
1,000-amp welding Manipulator to fully utilize the potential of
cored wires. Deposition rates of cored wires have progressed to
20-30 pounds per hour using the often-copied Manipulator.
d f
I
g
of
as
ty
I
d,
m
as
y,
is
ve
d
ir
ng
e-
n
Weld Mold Manipulator
Weld Mold ARM
(inset top: large dipped rod; inset bottom: pack rod)
advertorial advertorial
34 February 2012
advertorial advertorial
Siempelkamp
ussias OAO Elektrostal placed an order with Siempelkamp for
a closed-die forging press with 20,000 tons of pressing force to
enable the manufacture of nickel-based superalloys. The new
press is the first one of this size with an integrated die-heating
system. Other difficult-to-forge material (e.g., Inconel) can be
processed with this press.
Elektrostal will improve the real net output ratio of their own production and
intends to produce more and more nished products of high-alloy steels in the
future. The press, which is scheduled to be commissioned at the beginning of 2013,
will allow the company to reach new markets.
Elektrostal will manufacture high-temperature forgings with lengths of up to
1,200 mm (3.9 feet) and widths of up to 800 mm (2.6 feet) at a weight of up to
800 kg (0.9 tons) that are subject to increased thermal loads. These forgings can
be used in aircraft turbines or power plants. Narrow tolerances have to be kept for
these forgings. Because of this, Siempelkamp paid the most attention to detail in the
design of the guiding elements.
Elektrostal requested to equip the press with an integrated die-heating system
since special conditions have to be maintained for the forging of superalloys. This
system heats the tools to up to 800C (1472F), ensuring that the parts do not cool
down. In addition, the forming speed can be specically adapted to the process.
As a result, near-net-shape parts and maximum
reproducibility of the product quality are achieved.
A special challenge in the design process was
that the height of the press could only be 9 meters
above the shop oor because of an overhead
crane runway. Therefore, Siempelkamp designed
a pull-down press. The moving crosshead is
connected with four annular pistons by means
of four columns. The pistons are positioned
according to the cylinders arranged in the lower
crosshead. The four columns as pre-stressed tie-
rods serve the purpose of force transmission.
The self-acting hydraulic adjustment of the press
guide is disengaged from the elements of force
transmission, thus avoiding reciprocal inuence
of force transmitting and guiding components.
Siempelkamp offered an all-in-one solution
(including hydraulics and electrics, die-heating
system, loading and spraying robot, and forging
manipulator) for the forging of complex
component parts. Siempelkamp will also be in
charge of the transport and assembly of the press.
State-of-the-art simulation software ensures that
the press not only achieves the required precision but
also all ensures that all the components are reliably
designed as to fatigue-critical structures to protect
them from failure for the life of the press. The main
component parts of the press with a weight of
approximately 260 tons have already been cast in
Krefeld, Germany, and are currently being machined.
The press will be shipped this summer.
u
a
e
p
s
d ith t
R
Maschinen- und Anlagenbau
Reliable, robust and precise
Closed-die forging presses from Siempelkamp
The merits of Siempelkamp closed-die forging
presses at a glance:
Up to 400 MN press force
For all kind of products and different materials
Fast die change
Service-proven technology
Very high forging precision
Can be operated by a single person
www.siempelkamp.com
Aubert-Duval, France
Hydroforming
Siempelkamps metal forming program
Plate forming Sheet metal forming Pipe forming
The complete program of forging presses:
Siempelkamp Maschinen- und Anlagenbau
Siempelkampstrasse 75
47803 Krefeld / Germany
Tel.: +49 (0) 21 51/92-30
Fax: +49 (0) 21 51/92-56 04
E-mail: ulrich.luecke@siempelkamp.com
36 February 2012
PRODUCTS
Microporous Insulation
BTU-BLOCK microporous insulation from Termal Ce-
ramics is based on ultra-ne particles of fused silica, metal
oxides and reinforcement bers. This formulation creates
a sub-micron pore structure, which limits the convection
of air, conduction of heat and transmission of radiation.
BTU-BLOCK is designed to provide ultra-low thermal
properties throughout the temperature range. Benets in-
clude reduced energy waste, reduced temperature variabil-
ity, reduced installation thickness and reduced cold-face
temperatures. www.thermalceramics.com
Combustion Safeguard
The Full Feature Protectoer from Protection Controls
Inc. is for new installations, replacements and retrots. It
has been engineered to include all the safety and protection
features of the original combustion safeguard with hard
wiring, enclosed relays, encapsulated transformer, single
terminal block, interchangeable components and high sig-
nal strength. In addition, the new Full Feature Protectoer
has been designed to reach new levels of operating safety
and control, with features including: proof of closure, proof
of high re purge, purge timing, proof of low re start, ig-
nition trial timing, pilot interrupt timing and eight status
lights. www.protectioncontrolsinc.com
Inert Atmosphere Box Furnace
No. 954 is an electrically heated 2000F inert atmosphere heavy-duty box
furnace from Grieve to be used for heat treating titanium. To heat the load,
57 kW are installed in nickel-chrome wire coils, supported by vacuum-
formed ceramic bers. Workspace dimensions are 30 inches wide x 48
inches deep x 30 inches high. The ovens 7-inch-thick insulated walls com-
prise 5 inches of 2300F ceramic ber and 2 inches of 1700F ceramic ber,
while the 6.5-inch oor insulation comprises 4.5 inches of 2300F rebrick
and 2 inches of 1200F block insulation. The unit is equipped with a roof-
mounted heat-resisting alloy recirculating fan powered by a 1-HP motor
with V-belt drive, motor-operated vertical lift door, 100-pound-capacity
alloy loading cart with cast alloy roller rails, 3.5-inch-diameter cast-alloy
rollers and a roller rail loading table with 4-inch-diam-
eter cast iron rollers. This furnace also features
inert atmosphere construction, which consists
of a continuously welded outer shell, high-
temperature door gasket, sealed heater
terminal boxes, inert atmosphere inlet,
inert atmosphere outlet and inert at-
mosphere ow meter. It also includes a
digital programming temperature con-
troller, manual reset excess temperature
controller with separate contactors and
a strip chart recorder.
www.grieve.com
rollers and a rol
eter cast
inert atm
of a con
t
t
i
m
d
t
c
a
w
Superbolt
Split-Nut Thrust Collar Solves
Press Bolting Problems
btaining accurate and proper pre-stress on press
tie-rods can be difcult, time consuming, costly or
even dangerous. Removal can also be difcult using
traditional methods. Newly patented Superbolt Multi-Jack-
bolt Split-Nut Thrust Collars (STCs) only require hand-held
tools to achieve accurate
pre-stress. With stan-
dard nuts, nicks in the
thread, surface pressure
on the threads and cross-
threading can cause gall-
ing and seizing. STCs
use a split thread and
are much easier to install
and remove, eliminat-
ing thread galling, and
they are more tolerant of
slight thread variations
between nut and tie-rod.
b
ti
ev
t diti l
O
advertorial
www.superbolt.com
Making difcuIt boIting obsoIete aII over the worId.
Superbolt
Multi-Jackbolt Tensioners provide a safe,
fast & easy bolting alternative. Benefts include:
Only hand/air tools required Reduces install/removal times
Tightens in pure tension A better bolted connection
(Visit our website to learn why)
FREE DVD
&
CataloG!
Parquench
90 is a unique water based polymer
quenchant. At 25% concentration and 120F,
it provides all stages of quenching that approx-
imate those exhibited by fast quench oils.
Parquench
90 has an unusually gentle cooling
mechanism, reducing transformational stress
thus preventing cracks and distortion.
Unlike glycol based products, Parquench
90
releases no dangerous aldehyde or ketone
fumes when burned, allowing for use as a timed
or interrupted quench without hazard to
workers or the environment.
Staffed by quenching experts, Heatbath
/Park
Metallurgical is able to serve you quickly,
competently and creatively.
Parquench
90
As close to an ideal quenchant
as technology can offer
Cooling rates from water-like to
conventional oil
High molecular weight, particularly
suitable for forgings, high alloy
steels and distortion prone work
Non-toxic and Non-flammable with
minimal environmental impact
Water soluble at all temperatures
and concentrations
Rely on the Experts
Rely on Genuine Park Products
Rely on Heatbath/Park Metallurgical
413 452- 2000 www. heatbath. com
I ndi an Orchard, MA Det roi t , MI Chi cago, I L
I SO 9001: 2008 Cer t i f i ed
February 2012 39
CLASSIFIED ADS
PRESS & HAMMER REPAIR
Repair, rebuild & replacement parts
for presses; mechanical & hydraulic,
hammers & upsetters.
Used equipment & parts. Field welding
& Machining. Worldwide service.
Ph: 517-371-1034 Fax: 517-371-2606
Website: www.campbellpress.com
Email: sales@campbellpress.com
PRESS & HAMMER REPAIR
Repair, rebuild & replacement parts
for presses; mechanical & hydraulic,
hammers & upsetters.
Used equipment & parts. Field welding
& Machining. Worldwide service.
Ph: 517-371-1034 Fax: 517-371-2606
Website: www.campbellpress.com
Email: sales@campbellpress.com
CAMPBELL
SERVICES
SERVICES
Contact:
Becky McClelland
Phone: 412-306-4355
Fax: 248-502-1076
E-mail: becky@industrialheating.com
Becky can also be contacted regarding reprints
Classified Rates
Per Column Inch:
1 time rate, $85.00
4 time rate, $80.00
Place you
HELP WANTED ad
in FORGE today
includes an online
ad posting on
FORGEmag.com
and a job listing
on the FORGE
eWeekly Newsletter
AGOSTA
INDUSTRIAL
MACHINES
A.I.M. Serving the Forging Industry
William Bill Agosta
Appraisals, Liquidations, Auctions
Your Used Forging Equipment
& Machine Tool Broker
We Can Locate What You Need -
Or Sell Your Surplus Equipment
Ph: (805) 382-6885; Fax: (805) 382-6886
E-mail: agostamachines@yahoo.com
www.agostamachines.com
Member of American Society of Appraisers
EQUIPMENT FOR SALE
EQUIPMENT FOR SALE
Hydraulic & Mechanical Presses
Open and Closed Die,
Custom 500 to 15,000 tons
Repair, Upgrade, Rebuilding, FEA
Parts, Service & Training
Heavy Machining & Fabricating
ISO 9001:2008 Certied
Toll Free: 800-222-3608
Ph: 814-455-3941 Fx: 814-456-4819
www.eriepress.com
Manufacturers Representatives Wanted
Denton TSI/OBrien & Gere provides comprehensive thermal solutions
through the design, fabrication, installation, and commissioning of high-
quality systems for the heat treat, forging, and thermal industry. We are
seeking Manufacturers Representatives for various locations throughout the
United States, Canada and Mexico.
Please submit credentials in condence to:
Mr. Joe Martin, National Sales Manager, by email to: Joe.Martin@obg.com
The International Journal of Forging
Business & Technology
All You Need to Know
About the Forging Industry
www.FORGEMAG.com
Becky McClelland (412) 306-4355 becky@bnpmedia.com
Kathy Pisano (412) 306-4357 kathy@forgemag.com
Larry Pullman (888) 494-8480 larry@forgemag.com
Steve Roth (520) 742-0175 chicagosales@forgemag.com
Patrick Connolly (44) 1-702-477341 europesales@forgemag.com
Reed Miller Editor-in-Chief (412) 531-3370 reed@forgemag.com
Dean Peters Editor (330) 562-0709 forgeeditor@forgemag.com
Doug Glenn Publisher (412) 306-4351 doug@forgemag.com
40 February 2012
CLASSIFIED ADS
TrueForge Global Machinery Corp.
100 Nerrick Rd, Suite 208E, Rockville Centre, NY 11S70 USA - Tel:S16-82S-70+0
Fax:S16-82S-711S - Email:sales@trueforge.com - www.trueforge.com
Hydraulic Closed Die Presses
10,000t Schloemann 4-column
forming press, +0" stroke, Re:23+69
2500t K.R. Wilson +-Column Rubber Pad
Press, 36" stroke, +8" daylight, Re:231S1
630t Schmid Orbital type Forging Press,
1+" stroke, +" ejector, 1980's, Re:23637
1000t HPM #100, 30-3f8" stroke, 2+-1f+"
SH, S+-Sf8" daylight btwn bolsters, 60" x
72" bolster, Re:23S38
Upsetters
5 National, air clutch, 1300 forge tons,
1S" stroke, Re:238+0
7 Ajax Tong Feed, fully automatic line,
new 1990's, Re:23+68
10 2000t Kramatorsk, Re:2299S
12 (approx) 3150 ton Kramatorsk,
28" stroke, weighs 91S,000 lbs, Re:22S20
8 Ajax, 24 stroke, air clutch, Re:23112
25t Herr Voss Electric Mobile,
takes 36 dia ingots, Re:23888
80t Rail Bound, 110" tongs opening,
12" tongs side shift, rebuilt 2008, Re:23980
30t Rail Bound, SS" tongs opening, 8"
tongs side shift, rebuilt 2008, Re:23979
20t Hyd. Rail Bound, 32" tongs opening,
requires complete rebuild, Re:12661
Ring Rolling Mills
4.3 SKF EMB-110B Hot Bearing Race
Expanding Line wf!nd Heater, Re:22+81
8-5/8 SMS Wagner Automated Ring
Line, fully rebuilt 1999, Re:222S0
52 Wagner type, vertical, 13" ring height,
163 radial tons, Re:230++
Mechanical Forging Presses
1300 t National Maxipres, 10" stroke,
2S" shut height, 80 spm, Re:23S+0
6000t Ajax, 18" stroke, +8" SH, 70" x
7S-1f2" bed, 38 spm, Re:2367+
4000t Clearing, 18" stroke, 30spm, 60"
daylight, +9" x S0" bed, Re:238+S
2500t Erfurt PKXW 2500, 1S-3f+" stroke,
+7" x SS" bed, Re:23831
Forging Hammers
1000 lb Chambersburg Ceco #4 Die
Forger, 1+-1f2" stroke, Re:23911
2,500 lb Chambersburg E-Ceco Drop,
+7" stroke, Ram F-B 21", Re:23912
10,000 lb Erie Drop, S0" stroke, Re:23+78
10,000 lb Chambersburg Drop, S2"
stroke, 30" btwn guides, Re:23+79
MPM 10000 B Huta Zygmunt, 11,000
KGm blow energy, 36" stk, Re:23391
MPM 16000 B Huta Zygmunt, 17,500
KGm blow energy, never used, Re:23896
GOA-4000 Banning, max blow energy
S,000 KGm, weighs S2 tons, Re:23001
Hydraulic Open Die Presses
1500t Wood 4-Column
(2) side-frame push-down, 36" stroke,
8+" daylight, moving table, Re:2371+
1500t Clearing 4-Column push-up, 30"
stroke, 86" daylight, brand new hydraulics
8 electrics, Excellent! Re:2330+
3500t Davy 4-Column push-down, 78"
stroke, 137" DL, 126" between the col-
umns L-R, 30t Nanipulator, Re:236S9
Radial Forging Machines
500 ton GFM SHP 10 +-Die, takes 100mm
dia bar, 900 strokesfmin, Re:23993
560 ton GFM SHK 414 +-Die wfNandrel
for Hollow Components Re:23713
800 ton GFM SHK 17 +-Die wfNandrel for
Hollow Components Re:23873
5.0 mtr (approx) x 26/40 Wagner
type Heavy Duty Radial/Axial capable
of rolling 100,000 lbs rings, Re:23984
Forging Manipulators
800 lb Taurus Robot Manipulator, stand
8 operate PB controls, Re:2+001
15t Morgan Rail Bound will take +2" dia
rounds, extensive spares, Re:2+013
3200t SACK R800 4-Die,
takes 680mm dia ingots,
min bar dia 100mm, electrics/
electronics fully upgaded to
Siemens PLC S7 in 1998, Re:23575
800 tons Forging Die Steel
in the form of used press
forging dies, grades are
#2 & #3 FX-XTRA, Re:23983
Red Hot Forging Machinery
February 2012 41
R. D. Erbe & Associates, Inc.
Buying & Selling
Engineering &
Consulting Services
Ronald D. Erbe, President
P. O. Box 22132,
Lansing, MI 48909
Tel: (517) 2449919
Fax: (517) 244-9917
Email: machtrader@aol.com
International Dealers of Used Forging & Industrial Equipment
CONTACTS
Becky McClelland
(412) 306-4355 becky@bnpmedia.com
Kathy Pisano
(412) 306-4357 kathy@forgemag.com
Larry Pullman
(888) 494-8480 larry@forgemag.com
Steve Roth
(520) 742-0175 chicagosales@forgemag.com
Patrick Connolly (44) 1-702-477341
europesales@forgemag.com
Reed Miller Editor-in-Chief
(412) 531-3370 reed@forgemag.com
Dean Peters Editor
(330) 562-0709 forgeeditor@forgemag.com
Doug Glenn Publisher
(412) 306-4351 doug@forgemag.com
EQUIPMENT FOR SALE
SERVICES
CLASSIFIED ADS
SERVICES
GUARANTEED WORK FOR 33 YEARS
Tel: 614-875-1447 Fax: 614-870-0236
WWW.WONDERWELD.COM
WONDER WELD
INDUCTION
Energy Efcient Preheaters
You Can Spend 15 Hours Preheating
or you can spend 15 Minutes
50 lbs. to 1500 lbs.
Weld Preheating, Dies, Core Boxes, Patterns
Lone Star
Induction, Inc.
Specializing in Induction:
Heating Forging Melting
Standard 3 to 4 week delivery
Performing quality after market repairs
Preventative maintenance
24 hour emergency service
All of our repairs are performed on
site at our centrally located repair
facility in Texas. Lone Star Induction
offers over 30 years experience in the
heating and melting industry.
We Guarantee Our Work!
Lone Star Induction, Inc.
5610 SECR 2010, Corsicana, TX 75109
Phone: 866-403-5744
www.LoneStarInduction.com
sales@lonestarinduction.com
EQUIPMENT FOR SALE
EQUIPMENT FOR SALE
FOR SALE IN U.S.
COMPLETE FORGING AND DROP HAMMER PLANT
Presses to 4000 Tons
NEW HYDRAULIC FORGE PRESSES
New & Used Presses and Upsetters
For Details Contact: Mauldin Machine Inc.
Dealers in New and Used Industrial Machinery
Website: www.mauldinmachine.com
Email: mail@mauldinmachine.com
Phone: (501) 835-5494 Fax: (501) 982-0200 Since 1981
517-371-2940
www.metalist.com
Over 50 years Over 50 years
Press Repair Press Repair
Experience! Experience!
Service, Repair,
Rebuild, Refurbish,
New & Used Parts,
Used Equipment
& More!
Company Phone Website
23 A. Finkl & Sons 773-975-2510 www.nkl.com
24 AJAX-CECO 440-295-0244 www.ajax-ceco.com
25 Alfe Heat Treating 888-747-2533 www.al-fe.com
26 All Metals & Forge Group, LLC 800-600-9290 www.steelforge.com
27 Alpha 1 Service Center 800-991-2599 www.alpha1induction.com
Back Cover Cor-Met Inc. 800-848-2719 www.cor-met.com
Inside Back Cover Ellwood Specialty Steel 800-932-2188 www.ess.elwd.com
37 Heatbath/Park Metallurgical 413-452-2000 www.heatbath.com
31 Lasco Engineering Services 313-579-2675 www.lascousa.com
38 Presstrade Group 49 78519376-0 www.presstrade.com
3 Shandong Iraeta Heavy Industry Co. Ltd. 0531-83808858 www.shandongiraeta.cn
35 Siempelkamp 49 (0) 21 51/92-30 www.siempelkamp.com
36 SuperBolt 412-279-1149 www.superbolt.com
4 Temtek Solutions 888-265-2608 www.temteksolutions.com
Inside Front Cover Weld Mold Company 810-229-9521 www.weldmold.com
A
d
I
n
d
e
x
Subscription Card
Reach FORGE directly by faxing
this form to: (248) 502-2048
Would you like to receive a FREE subscription to FORGE?
Yes
No
Please check your preferred format (Optional):
Digital version
Print version
Signature ___________________________________________________ Date __________
Name _________________________________________________ Title ________________
Company ____________________________________________________________________
Address _____________________________________________________________________
City __________________________________ State ___________ Zip _________________
Phone ________________________________ Fax _________________________________
E-mail ______________________________________________________________________
You will receive subscription and renewal notices from BNP Media via e-mail.
By providing your fax number, youre giving FORGE/BNP Media permission to fax to you.
Is your location a: (select one only) (Required)
10 Maker of Forgings
11 User of Forged Parts
12 Corporate Ofce
13 Design Facility
14 R&D Center
15 Supplier to Forgers
89 Other (Specify) __________________________________________________________
What is your primary job function? (select one only) (Required)
11 Corporate Management
12 Plant/Operations Management
13 Plant Engineering
14 Research & Development
15 Design Engineering
16 Purchasing
17 Sales
89 Other (Specify) __________________________________________________________
What type(s) of forging does your company perform?
(select all that apply) (Required)
11 Closed Die
12 Open Die
13 Ring Rolling
89 Other (Specify) __________________________________________________________
99 None of the above
Do you inuence the decision to purchase forged parts,
forging components, materials and/or supplies? (Optional)
YES
NO
What metals does your company forge?
(select all that apply) (Optional)
20 Carbon Steel
21 Alloy Steel
22 Stainless Steel
23 Aluminum
25 Titanium
26 Brass & Copper
27 High-Temp Alloys
89 Other (specify) __________________________________________________________
99 None of the above
Mailing address: BNP Media, 2401 W. Big Beaver, Suite 700, Troy, MI 48084
42 February 2012
Heat it.
Beat it.
Abuse it.
(and repeat it.)
However you want it, F Die
is here.
Ellwood Specialty Steel introduces ForgeDie a low-cost, high-efficiency
die steel made to be machined, hammered and welded. In stock and fast, guaranteed.
Get a FAST PRICE and DELIVERY quote:
CALL IT 800-932-2188
FAX IT 724-654-9550
EMAIL IT esssales@elwd.com
Ellwood Specialty Steel - Ready and Reliable.
12500 Grand River Rd
Brighton, MI 48116
810-227-3251
www.cor-met.com
sales@cor-met.com
Ask for a weld shop tune up
Vous aimerez peut-être aussi
- The Evolution of Modern Band Saw Mills for Sawing LogsD'EverandThe Evolution of Modern Band Saw Mills for Sawing LogsPas encore d'évaluation
- Hand Planes and Uses of EachDocument17 pagesHand Planes and Uses of Eachsunyjim100% (1)
- USDA - Crosscut Saw Guide - Saws That SingDocument71 pagesUSDA - Crosscut Saw Guide - Saws That SingSurvivItPas encore d'évaluation
- Lost Crafts: "Preserving The Crafts and Trades of Yesterday..... "Document4 pagesLost Crafts: "Preserving The Crafts and Trades of Yesterday..... "glvl88100% (1)
- Anvils Horn 1303Document20 pagesAnvils Horn 1303oiii88Pas encore d'évaluation
- WORK-Workshop Practice Series 10 - Saws and SawingDocument48 pagesWORK-Workshop Practice Series 10 - Saws and SawingpeterPas encore d'évaluation
- Bolt, Nut and Rivet Forging by Douglas T. HamiltonDocument52 pagesBolt, Nut and Rivet Forging by Douglas T. HamiltonArtisan Ideas100% (1)
- DeWalt DW720 RAS ManualDocument16 pagesDeWalt DW720 RAS ManualAnders TärnbrantPas encore d'évaluation
- Theorizing Eco-Dystopia: Science Fiction, The Anthropocene, and The Limits of Catastrophic ImageryDocument15 pagesTheorizing Eco-Dystopia: Science Fiction, The Anthropocene, and The Limits of Catastrophic ImageryLaura QuintanaPas encore d'évaluation
- Don't Be A Cart-Aleck: Materials: ToolsDocument5 pagesDon't Be A Cart-Aleck: Materials: ToolsKeith WesleyPas encore d'évaluation
- How-To - Build Your Own Spot Welder - HackadayDocument17 pagesHow-To - Build Your Own Spot Welder - HackadayAndrew McLarenPas encore d'évaluation
- The Blacksmith's Craft - An Introduction To Smithing For Apprentices And CraftsmenD'EverandThe Blacksmith's Craft - An Introduction To Smithing For Apprentices And CraftsmenPas encore d'évaluation
- F2970.1558734-1 Trampoline CourtDocument22 pagesF2970.1558734-1 Trampoline CourtKannan LakshmananPas encore d'évaluation
- Top Ten Nutrients That Support Fat Loss - Poliquin ArticleDocument4 pagesTop Ten Nutrients That Support Fat Loss - Poliquin Articledjoiner45Pas encore d'évaluation
- Center Punch Grinding JigDocument2 pagesCenter Punch Grinding JigmododanPas encore d'évaluation
- Hardening TerminologiesDocument84 pagesHardening Terminologiesshahzad afzal100% (4)
- Cupola FurnacesDocument8 pagesCupola Furnacesmiroslav2paunovPas encore d'évaluation
- Metal Spinning PDFDocument86 pagesMetal Spinning PDFloosenut100% (1)
- Dapra Biax Article Art of ScrapingDocument2 pagesDapra Biax Article Art of ScrapingPedro Ernesto SilvaPas encore d'évaluation
- Late Summer 2014Document24 pagesLate Summer 2014flanker_13Pas encore d'évaluation
- 401 Crucible Furnaces PDFDocument31 pages401 Crucible Furnaces PDFOscar AtienzaPas encore d'évaluation
- Controlled Hand Forging Pt. 1Document3 pagesControlled Hand Forging Pt. 1JacobParkerPas encore d'évaluation
- Ledger - Problems and SolutionsDocument1 pageLedger - Problems and SolutionsDjamal SalimPas encore d'évaluation
- Stanley 2012 Catalog - Print VersionDocument24 pagesStanley 2012 Catalog - Print VersiontintucinbPas encore d'évaluation
- Hsse S 005 - Hsse in ProjectsDocument11 pagesHsse S 005 - Hsse in ProjectsAHMED AMIRAPas encore d'évaluation
- AFRICAN OX-CART DESIGNDocument62 pagesAFRICAN OX-CART DESIGNreissmachinistPas encore d'évaluation
- Oxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonD'EverandOxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonPas encore d'évaluation
- A Table by Any Other Name: Building a Triangular Gateleg TableD'EverandA Table by Any Other Name: Building a Triangular Gateleg TablePas encore d'évaluation
- Flux RecipesDocument4 pagesFlux RecipesNurameir Dzakareea100% (1)
- Chapter 2 Arc WeldingDocument39 pagesChapter 2 Arc WeldingAbie RexoMenPas encore d'évaluation
- Weedeater Trolling MotorDocument16 pagesWeedeater Trolling MotorJames McEwenPas encore d'évaluation
- 2947 Simple PatternmakingDocument1 page2947 Simple PatternmakingSandra Barnett CrossanPas encore d'évaluation
- The Rose Engine Lathe: Its History Development, and Modern UseDocument71 pagesThe Rose Engine Lathe: Its History Development, and Modern UseWolfgangPas encore d'évaluation
- Anvils Horn 1107Document20 pagesAnvils Horn 1107oiii88Pas encore d'évaluation
- D5092 - Design and Installation of Ground Water Monitoring Wells in AquifersDocument14 pagesD5092 - Design and Installation of Ground Water Monitoring Wells in Aquifersmaxuelbestete100% (1)
- High-Speed Steel - The Development, Nature, Treatment, and use of High-Speed Steels, Together with Some Suggestions as to the Problems Involved in their UseD'EverandHigh-Speed Steel - The Development, Nature, Treatment, and use of High-Speed Steels, Together with Some Suggestions as to the Problems Involved in their UsePas encore d'évaluation
- 1 Block PlaneDocument2 pages1 Block PlaneOsvaldo MoraesPas encore d'évaluation
- Uri Hofi InterviewDocument10 pagesUri Hofi InterviewlbpPas encore d'évaluation
- Financial Modeling Interview Questions AnsweredDocument6 pagesFinancial Modeling Interview Questions AnsweredBHAVEN ASHOK SINGHPas encore d'évaluation
- Amateur Work, Illustrated. Vol 1 - 1883 LondonDocument608 pagesAmateur Work, Illustrated. Vol 1 - 1883 LondonJohn Polo100% (1)
- A Practical Workshop Companion for Tin, Sheet Iron, and Copper Plate Workers: Containing Rules for Describing Various Kinds of Patterns used by Tin, Sheet Iron, and Copper Plate Workers, Practical Geometry, Mensuration of Surfaces and Solids, Tables of the Weights of Metals, Lead Pipe, Tables of Areas and CircumferencesD'EverandA Practical Workshop Companion for Tin, Sheet Iron, and Copper Plate Workers: Containing Rules for Describing Various Kinds of Patterns used by Tin, Sheet Iron, and Copper Plate Workers, Practical Geometry, Mensuration of Surfaces and Solids, Tables of the Weights of Metals, Lead Pipe, Tables of Areas and CircumferencesPas encore d'évaluation
- Blacksmithing Tools: "By Hammer and Hand All Arts Do Stand."Document1 pageBlacksmithing Tools: "By Hammer and Hand All Arts Do Stand."pizzolattoPas encore d'évaluation
- Respi-Nclex QuestionsDocument160 pagesRespi-Nclex QuestionsSophia Rose Delos Santos100% (3)
- Standard Blacksmithing, Horseshoeing and Wagon Making: Containing: Twelve Lessons in Elementary Blacksmithing Adapted to the Demand of Schools and Colleges of Mechanic Arts: Tables, Rules and Receipts Useful to Manufactures, Machinists, Engineers and BlacksmithsD'EverandStandard Blacksmithing, Horseshoeing and Wagon Making: Containing: Twelve Lessons in Elementary Blacksmithing Adapted to the Demand of Schools and Colleges of Mechanic Arts: Tables, Rules and Receipts Useful to Manufactures, Machinists, Engineers and BlacksmithsPas encore d'évaluation
- Mongo Burner For Gas ForgeDocument1 pageMongo Burner For Gas ForgeJacobParkerPas encore d'évaluation
- Barco: Tools CatalogDocument30 pagesBarco: Tools Catalogeternal_harpyPas encore d'évaluation
- MastermyrDocument5 pagesMastermyrnofunclub100% (1)
- Lab Manual WorkshopDocument109 pagesLab Manual WorkshopRishabhKhannaPas encore d'évaluation
- Forging Nails: A Medieval CraftDocument7 pagesForging Nails: A Medieval CraftSsiatha LupinePas encore d'évaluation
- Moulding PlanesDocument8 pagesMoulding PlanesJohan Jacobs100% (1)
- Ironwork - Part II - Being a Continuation of the First Handbook, and Comprising from the Close of the Mediaeval Period to the End of the Eighteenth Century, Excluding English WorkD'EverandIronwork - Part II - Being a Continuation of the First Handbook, and Comprising from the Close of the Mediaeval Period to the End of the Eighteenth Century, Excluding English WorkPas encore d'évaluation
- Conservation of a Japanese TsubaDocument10 pagesConservation of a Japanese Tsubaaalv2003Pas encore d'évaluation
- Things About Homemade Propane Forge Burner You'll Kick Yourself For Not KnowingDocument3 pagesThings About Homemade Propane Forge Burner You'll Kick Yourself For Not KnowinguponcegyrsPas encore d'évaluation
- Steam ValveDocument6 pagesSteam ValveuaisouauPas encore d'évaluation
- Official Guide Bonus Content #3 – Blacksmithing ComponentsDocument7 pagesOfficial Guide Bonus Content #3 – Blacksmithing ComponentsHasto Nugroho0% (1)
- Em 862 Blacksmith PracticeDocument48 pagesEm 862 Blacksmith PracticeIsdat AfamasPas encore d'évaluation
- Making English Gun Case For German DrillingDocument28 pagesMaking English Gun Case For German DrillingJavier O. TrevinoPas encore d'évaluation
- Making The Keats Angle Plate From CastingsDocument15 pagesMaking The Keats Angle Plate From CastingsJohn SmithPas encore d'évaluation
- The WorkshopDocument20 pagesThe WorkshopM Rofiq AfandiPas encore d'évaluation
- Forging Process: Madan Lal Chandravanshi Assistant Professor Department of Mechanical Engineering I S M DhanbadDocument77 pagesForging Process: Madan Lal Chandravanshi Assistant Professor Department of Mechanical Engineering I S M DhanbadNiharika RawatPas encore d'évaluation
- ECE Catalog 2012Document52 pagesECE Catalog 2012xerlinoPas encore d'évaluation
- Anvils Horn 1207Document20 pagesAnvils Horn 1207oiii88Pas encore d'évaluation
- Courses in Gränsfors 2015: Forge Your Own Axe or KnifeDocument16 pagesCourses in Gränsfors 2015: Forge Your Own Axe or KnifeWarhammer13Pas encore d'évaluation
- AssemblyInstructions Fabscan PDFDocument22 pagesAssemblyInstructions Fabscan PDFjoumor100% (1)
- Fe Co ElectroformingDocument8 pagesFe Co ElectroformingIsman KhaziPas encore d'évaluation
- Rebecca A. Endaya Beed-Iii Art Education: ExploreDocument5 pagesRebecca A. Endaya Beed-Iii Art Education: ExploreBhecca Endaya0% (1)
- DP4XXX PricesDocument78 pagesDP4XXX PricesWassim KaissouniPas encore d'évaluation
- The Remains of The Day-Excerpts-1Document2 pagesThe Remains of The Day-Excerpts-1DajanaPas encore d'évaluation
- EC604(A) Microcontrollers and Embedded Systems Unit 2 SummaryDocument38 pagesEC604(A) Microcontrollers and Embedded Systems Unit 2 SummaryAbhay AmbulePas encore d'évaluation
- Performance of Filler Material in GabionsDocument4 pagesPerformance of Filler Material in GabionsPreetham N KumarPas encore d'évaluation
- Communication Thesis PDFDocument2 pagesCommunication Thesis PDFBarbara0% (2)
- Advanced Java Thread Lab ExercisesDocument9 pagesAdvanced Java Thread Lab ExercisesafalonsoPas encore d'évaluation
- Celene Stained Glass ColoursDocument4 pagesCelene Stained Glass ColoursRathna ChalamPas encore d'évaluation
- Red Lion MP Sensor Product Manual PDFDocument2 pagesRed Lion MP Sensor Product Manual PDFJigneshPas encore d'évaluation
- 53 Midas-Xr Analysis enDocument33 pages53 Midas-Xr Analysis encristiPas encore d'évaluation
- Handouts For Semantics GradDocument8 pagesHandouts For Semantics GradPhuong Thao DangPas encore d'évaluation
- AA Practice Problems on Amino Acids and Peptides (less than 40 charsDocument20 pagesAA Practice Problems on Amino Acids and Peptides (less than 40 charsNurlaeli NaelulmunaMajdiyahPas encore d'évaluation
- Sample Management Representation Letter Type II SAS 70 AuditDocument2 pagesSample Management Representation Letter Type II SAS 70 Auditaaldawi0% (1)
- Kiribati, Gilbertese BibleDocument973 pagesKiribati, Gilbertese BibleAsia BiblesPas encore d'évaluation
- 1st Activity in ACCA104Document11 pages1st Activity in ACCA104John Rey BonitPas encore d'évaluation
- Mahabharata Book 9 Shalya ParvaDocument413 pagesMahabharata Book 9 Shalya Parvaavacdis1969Pas encore d'évaluation
- MARS Motor Cross Reference InformationDocument60 pagesMARS Motor Cross Reference InformationLee MausPas encore d'évaluation
- Key-Words: - Techniques, Reflection, Corporal Punishment, EffectiveDocument7 pagesKey-Words: - Techniques, Reflection, Corporal Punishment, EffectiveManawPas encore d'évaluation
- QF-16 Security ProceduresDocument55 pagesQF-16 Security Proceduresmaruka33Pas encore d'évaluation
- Production of Carotenoids From Rhodotorula Mucilaginosa and Their Applications As Colorant Agent in Sweet CandyDocument7 pagesProduction of Carotenoids From Rhodotorula Mucilaginosa and Their Applications As Colorant Agent in Sweet CandyEspinosa Balderas GenaroPas encore d'évaluation
- Configuring Cisco Easy VPN and Easy VPN Server Using SDM: Ipsec VpnsDocument56 pagesConfiguring Cisco Easy VPN and Easy VPN Server Using SDM: Ipsec VpnsrajkumarlodhPas encore d'évaluation
- IT Department - JdsDocument2 pagesIT Department - JdsShahid NadeemPas encore d'évaluation