Vous aimerez peut-être aussi
- Classical Guitar Step 2Document16 pagesClassical Guitar Step 2Don Cabillo100% (3)
- HN20037 - 2021 06 01Document9 pagesHN20037 - 2021 06 01giuseppe giudicePas encore d'évaluation
- Anodizing Color Sample SheetDocument2 pagesAnodizing Color Sample SheetJason DesouzaPas encore d'évaluation
- Green Materials - Regrind Materials Definition - CalculationDocument8 pagesGreen Materials - Regrind Materials Definition - CalculationDiego CamargoPas encore d'évaluation
- Standard: Normalisation Renault Automobiles Service 60201 Section Normes Et Cahiers Des ChargesDocument7 pagesStandard: Normalisation Renault Automobiles Service 60201 Section Normes Et Cahiers Des ChargesRicardo VitorianoPas encore d'évaluation
- Ford Spot Weld SpecDocument12 pagesFord Spot Weld SpecJonathan Davies0% (1)
- Migrating To ENOVIA V6 White PaperDocument11 pagesMigrating To ENOVIA V6 White Paperh_eijy2743Pas encore d'évaluation
- Supply - Chain - Master - Data - SAP IBPDocument12 pagesSupply - Chain - Master - Data - SAP IBPharry4sapPas encore d'évaluation
- Genome Annotation and ToolsDocument20 pagesGenome Annotation and ToolsKumar KunalPas encore d'évaluation
- 00-10-001 - F - Nov.2000Document0 page00-10-001 - F - Nov.2000Levi MurdokPas encore d'évaluation
- D251413 B - enDocument9 pagesD251413 B - enNayiveLizethBohorquezOjedaPas encore d'évaluation
- CDC 32-00-059 Control GaugeDocument25 pagesCDC 32-00-059 Control Gaugejose corzoPas encore d'évaluation
- Press Tooling. Flanging Down, Flanging Up, Calibration Tools. Basics On DesignDocument38 pagesPress Tooling. Flanging Down, Flanging Up, Calibration Tools. Basics On Designarunajay724Pas encore d'évaluation
- Em2402030 C en PDFDocument29 pagesEm2402030 C en PDFaleluisgPas encore d'évaluation
- D45 1291 - F - EN - Shore A or DDocument5 pagesD45 1291 - F - EN - Shore A or DTeoTyJayPas encore d'évaluation
- VW 011 03Document22 pagesVW 011 03Alexandre UrquizaPas encore d'évaluation
- r12 3201 (Rev. e 2000.09) en - Mechanical Elements Connected To The Engine Fuel Tank Fuel LinesDocument3 pagesr12 3201 (Rev. e 2000.09) en - Mechanical Elements Connected To The Engine Fuel Tank Fuel LinesDiego CamargoPas encore d'évaluation
- Standard: Normalisation Renault Automobiles Service 60201 Section Normes Et Cahiers Des ChargesDocument16 pagesStandard: Normalisation Renault Automobiles Service 60201 Section Normes Et Cahiers Des ChargesRicardo VitorianoPas encore d'évaluation
- D41 1029 - D - EN - Tensile Strength - Textile & LeatherDocument6 pagesD41 1029 - D - EN - Tensile Strength - Textile & LeatherTeoTyJayPas encore d'évaluation
- Iso Update: Supplement To IsofocusDocument22 pagesIso Update: Supplement To IsofocusdeivisonfrancoPas encore d'évaluation
- زنجيره تلرانسيDocument65 pagesزنجيره تلرانسيAmir HouPas encore d'évaluation
- Zeiss 60 022 0347v ConturaDocument6 pagesZeiss 60 022 0347v ConturaMike LiuPas encore d'évaluation
- Iso 527 4 2021Document12 pagesIso 527 4 2021Joana Costa VieiraPas encore d'évaluation
- VW 01055 enDocument47 pagesVW 01055 enIsabel SierraPas encore d'évaluation
- ISO 3302-2 Octobre 2008Document16 pagesISO 3302-2 Octobre 2008Sam SamPas encore d'évaluation
- ISO#TR 14638 1995 (E) - Image 600 PDF DocumentDocument5 pagesISO#TR 14638 1995 (E) - Image 600 PDF DocumentCamila QuidornePas encore d'évaluation
- DU BushesDocument56 pagesDU BushesBlashko GjorgjievPas encore d'évaluation
- Iso 8062Document20 pagesIso 8062Gowtham M100% (1)
- A32 4140 (Rev. A 2007.06) EN - UNSPECIFIED TOLERANCES PLASTIC PARTSDocument8 pagesA32 4140 (Rev. A 2007.06) EN - UNSPECIFIED TOLERANCES PLASTIC PARTSDiego CamargoPas encore d'évaluation
- M&I 04-Dimensional Chains Stack Up2017 V02uncovDocument20 pagesM&I 04-Dimensional Chains Stack Up2017 V02uncovMritunjay SharmaPas encore d'évaluation
- 1 - Din 13-20 e - 0Document8 pages1 - Din 13-20 e - 0Joaquin Alvarez100% (1)
- Medida BuchasDocument27 pagesMedida BuchasFrancisco GomesPas encore d'évaluation
- Involute Spline and Serration Gages and Gaging: SupersededDocument21 pagesInvolute Spline and Serration Gages and Gaging: Supersededvijay pawarPas encore d'évaluation
- Title: Cover-Fr Under No. 75892 NDS01Document7 pagesTitle: Cover-Fr Under No. 75892 NDS01Diego Camargo100% (1)
- Rotordynamics Analysis Using Abaqus/StandardDocument5 pagesRotordynamics Analysis Using Abaqus/Standardsüleyman tazebayPas encore d'évaluation
- EN 10243-2 - Tolerances On Dimensions - HorizontalForging PDFDocument35 pagesEN 10243-2 - Tolerances On Dimensions - HorizontalForging PDFBec_beto50% (2)
- Bosch Norm 4 497 037 031 - N67F - CM-ZN-2Document18 pagesBosch Norm 4 497 037 031 - N67F - CM-ZN-2davi moorePas encore d'évaluation
- Fulltext01 PDFDocument108 pagesFulltext01 PDFNGÔ THÁI NGỌ THẦYPas encore d'évaluation
- Iso 2692 2006 en FR PDFDocument11 pagesIso 2692 2006 en FR PDF陳錦文Pas encore d'évaluation
- Blades Knives & Accessories For The Tissue Converting IndustryDocument11 pagesBlades Knives & Accessories For The Tissue Converting IndustryX800XLPas encore d'évaluation
- Din 6930 Octobre 2011Document18 pagesDin 6930 Octobre 2011Franck Savignard100% (1)
- Iso 05002-2013Document20 pagesIso 05002-2013mystar_bkc100% (1)
- Tolerances For Frame Side Members (RLT) : Accuracy of ShapeDocument8 pagesTolerances For Frame Side Members (RLT) : Accuracy of ShapeAkmal NizametdinovPas encore d'évaluation
- A10 5517 (Rev. G 2015.12) EN - ASSESSMENT OF THE OLFACTORY INTENSITY FOR MATERIALS AND PARTS OF CABIN AND THE BOOT REFERENTIALDocument40 pagesA10 5517 (Rev. G 2015.12) EN - ASSESSMENT OF THE OLFACTORY INTENSITY FOR MATERIALS AND PARTS OF CABIN AND THE BOOT REFERENTIALDiego CamargoPas encore d'évaluation
- Cellasto A Microcellular Polyurethane ElastomerDocument12 pagesCellasto A Microcellular Polyurethane ElastomerHari SuthanPas encore d'évaluation
- Paint Film Quality of Plastic Parts and Chrome Plated Parts: M5081 - 2020-N Nissan Engineering StandardDocument14 pagesPaint Film Quality of Plastic Parts and Chrome Plated Parts: M5081 - 2020-N Nissan Engineering StandardCARLOS A.N. LANZILLOTTO100% (1)
- Din 6796Document2 pagesDin 6796VijayGowthaman0% (1)
- D271327 C' PDFDocument5 pagesD271327 C' PDFReza AbdolahiPas encore d'évaluation
- Ejot - Delta PTDocument2 pagesEjot - Delta PTLucas VeronaPas encore d'évaluation
- Norma 80900NDS00Document48 pagesNorma 80900NDS00Mayra Mtz100% (1)
- Zeiss Calypso: Measurement Plan 4Document1 pageZeiss Calypso: Measurement Plan 4Amel BegićPas encore d'évaluation
- Renault - FMEADocument36 pagesRenault - FMEAGanesh Natarajan100% (2)
- Iso 3302 1 2014Document9 pagesIso 3302 1 2014Sandhya SinghPas encore d'évaluation
- Structural Steels in Bar or Wire Form Grade Af 43: Psa Peugeot - CitroënDocument2 pagesStructural Steels in Bar or Wire Form Grade Af 43: Psa Peugeot - CitroënThiago SilvaPas encore d'évaluation
- ASME 1.20.1 1983 R 2006 Pipe Threads, General Purpose (Inch) - Revision and Redesignation of ASME ANSI B2.1-1968Document32 pagesASME 1.20.1 1983 R 2006 Pipe Threads, General Purpose (Inch) - Revision and Redesignation of ASME ANSI B2.1-1968DANIEL'S SERVICIOS INTEGRALES EN SOLDADURAPas encore d'évaluation
- Plug-Snap Gauge PDFDocument2 pagesPlug-Snap Gauge PDFasifPas encore d'évaluation
- John Deere Design, Process, and Assembly ReviewDocument33 pagesJohn Deere Design, Process, and Assembly ReviewcucuPas encore d'évaluation
- ASTM A53 Schedule 40 and Schedule 80 Pipe DimensionsDocument11 pagesASTM A53 Schedule 40 and Schedule 80 Pipe DimensionsjohnmarbautistaPas encore d'évaluation
- Iso 7452 2013 en PDFDocument8 pagesIso 7452 2013 en PDFfahmi aballiPas encore d'évaluation
- Mvss206 Door LockDocument51 pagesMvss206 Door LockPratik_rush2905Pas encore d'évaluation
- Fillet WeldsDocument17 pagesFillet Weldssoroush1111Pas encore d'évaluation
- Chassis ModificationDocument46 pagesChassis ModificationJawahar Raj0% (1)
- Product Catalogue 2015Document203 pagesProduct Catalogue 2015Burghelea Ovidiu-GabrielPas encore d'évaluation
- 5037 DSM Vibration Welding Guide Def PDFDocument20 pages5037 DSM Vibration Welding Guide Def PDFh_eijy2743Pas encore d'évaluation
- WKP115S Activities PDFDocument424 pagesWKP115S Activities PDFh_eijy2743Pas encore d'évaluation
- ENOVIA Essentials PDFDocument60 pagesENOVIA Essentials PDFh_eijy2743Pas encore d'évaluation
- CATIA V5 - Extracting Geometry From CGR PDFDocument3 pagesCATIA V5 - Extracting Geometry From CGR PDFh_eijy2743Pas encore d'évaluation
- 24 38 Joos Siemens Introduction To SimTalk 2 0Document11 pages24 38 Joos Siemens Introduction To SimTalk 2 0h_eijy2743100% (1)
- U507 Manual eDocument16 pagesU507 Manual eh_eijy2743Pas encore d'évaluation
- 2.engine VibrationDocument25 pages2.engine Vibrationh_eijy2743Pas encore d'évaluation
- Design Analysis and Overview of Press Tool With Its Defects and RemediesDocument10 pagesDesign Analysis and Overview of Press Tool With Its Defects and Remediesh_eijy2743Pas encore d'évaluation
- Quick Guide To Installing Oracle 9i Client On A Controller 8 Application Server, and Configuring AfterwardsDocument18 pagesQuick Guide To Installing Oracle 9i Client On A Controller 8 Application Server, and Configuring Afterwardsh_eijy2743Pas encore d'évaluation
- Tecnomatix: Siemens PLM SoftwareDocument16 pagesTecnomatix: Siemens PLM Softwareh_eijy2743Pas encore d'évaluation
- Siemens PLM NX Line Designer Fs Tcm1023 232917Document3 pagesSiemens PLM NX Line Designer Fs Tcm1023 232917h_eijy2743Pas encore d'évaluation
- AC Valve Manual - User Guide - 10!21!13Document12 pagesAC Valve Manual - User Guide - 10!21!13h_eijy2743Pas encore d'évaluation
- 53 Tutorial Mouse enDocument15 pages53 Tutorial Mouse enh_eijy2743Pas encore d'évaluation
- 39 Gross Siemens New Electrical Overhead Monorail Library in Plant Simulation PDFDocument21 pages39 Gross Siemens New Electrical Overhead Monorail Library in Plant Simulation PDFh_eijy2743Pas encore d'évaluation
- Platform Conveyors Skillet ConveyorDocument4 pagesPlatform Conveyors Skillet Conveyorh_eijy2743Pas encore d'évaluation
- Conveyor Systems by Duerr enDocument6 pagesConveyor Systems by Duerr enh_eijy2743Pas encore d'évaluation
- Solutions - JEE Main 2024 January Question Bank - MathonGoDocument7 pagesSolutions - JEE Main 2024 January Question Bank - MathonGoLeo UzumakiPas encore d'évaluation
- 9) Locking in MysqlDocument15 pages9) Locking in MysqlRemote MySQL DBAPas encore d'évaluation
- Oil Immersed Transformer - 1311Document24 pagesOil Immersed Transformer - 1311Abegail BernabePas encore d'évaluation
- Laser Jet AlignmentDocument190 pagesLaser Jet AlignmentsatfasPas encore d'évaluation
- H12 211Document24 pagesH12 211fraesser100% (16)
- Java Vocabulary PDFDocument2 pagesJava Vocabulary PDFpearl042008Pas encore d'évaluation
- Super Technologies Limited Price List (Updated 14-06-2020)Document21 pagesSuper Technologies Limited Price List (Updated 14-06-2020)Shania RoopnarinePas encore d'évaluation
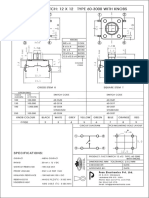
- Tact Micro Switch 12X12Document1 pageTact Micro Switch 12X12Solin CozPas encore d'évaluation
- Inorganic Qualitative AnalysisDocument9 pagesInorganic Qualitative AnalysisShireen SuhailPas encore d'évaluation
- Factorising Quadratics AnswersDocument2 pagesFactorising Quadratics AnswersMaedot HaddisPas encore d'évaluation
- Conduction Convection RadiationDocument23 pagesConduction Convection Radiationsuhaila bakarPas encore d'évaluation
- Irf2807 International DatasheetDocument8 pagesIrf2807 International DatasheetAdam SchwemleinPas encore d'évaluation
- Properties of C-Purlins Adopted From Aisc Steel Construction Manual 13Th EditionDocument51 pagesProperties of C-Purlins Adopted From Aisc Steel Construction Manual 13Th EditionD MPas encore d'évaluation
- Laplace Transformation TableDocument1 pageLaplace Transformation TableDjPas encore d'évaluation
- Valvoline HTO 32Document1 pageValvoline HTO 32octo widodoPas encore d'évaluation
- Serial ATA II: Extensions To Serial ATA 1.0aDocument110 pagesSerial ATA II: Extensions To Serial ATA 1.0aRaj Shekhar ReddyPas encore d'évaluation
- Switchgear and Controlgear AssembliesDocument4 pagesSwitchgear and Controlgear AssembliesJon LopezPas encore d'évaluation
- Communicating With The MicroprocessorDocument13 pagesCommunicating With The MicroprocessorRyan John de LaraPas encore d'évaluation
- Elx FW FC 8g-F1.11a7-B5.11x2 Linux-Bc 32-64Document52 pagesElx FW FC 8g-F1.11a7-B5.11x2 Linux-Bc 32-64mail2rajajiPas encore d'évaluation
- Parte1-Description Material and ConclusionsDocument3 pagesParte1-Description Material and ConclusionsLisaPas encore d'évaluation
- HCSA-Toolkit-v2.0-Module-4-Forest-and-vegetation-stratification-190917-webDocument44 pagesHCSA-Toolkit-v2.0-Module-4-Forest-and-vegetation-stratification-190917-webzulfikarishak_300660100% (1)
- ZVT ECR Interface SpecificationDocument179 pagesZVT ECR Interface Specificationcristi_pet4742Pas encore d'évaluation
- Advances in High-Performance CoolingDocument15 pagesAdvances in High-Performance Coolingygrao100% (1)
- Ih 03Document141 pagesIh 03Abhinav GargPas encore d'évaluation
- Sample SCJP QuestionsDocument23 pagesSample SCJP QuestionsManuel GalganaPas encore d'évaluation
- Of Intrinsic Validity - A Study On The Relevance of Pūrva Mīmā SāDocument29 pagesOf Intrinsic Validity - A Study On The Relevance of Pūrva Mīmā SāDanillo Costa LimaPas encore d'évaluation