Vous aimerez peut-être aussi
- Pages From Centrifugal Pumps HandbookDocument4 pagesPages From Centrifugal Pumps HandbooksalamrefighPas encore d'évaluation
- Anfragedatenblatt BehaelterDocument4 pagesAnfragedatenblatt BehaeltersalamrefighPas encore d'évaluation
- Paper NRTB 2005 02 Sec Refrig ConferenceDocument17 pagesPaper NRTB 2005 02 Sec Refrig ConferencesalamrefighPas encore d'évaluation
- Cold Weather ProductDocument2 pagesCold Weather ProductsalamrefighPas encore d'évaluation
- Inspection and Tests: Instrument Air Receiver TWO Code Stamp: Not RequiredDocument2 pagesInspection and Tests: Instrument Air Receiver TWO Code Stamp: Not RequiredSean DavisPas encore d'évaluation
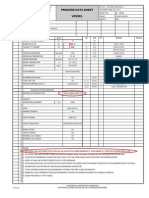
- Mechanical Data Sheet - VesselDocument1 pageMechanical Data Sheet - VesselsalamrefighPas encore d'évaluation
- AS1548-PT49ON August2009bDocument3 pagesAS1548-PT49ON August2009bsalamrefighPas encore d'évaluation
- MS 803Document2 pagesMS 803salamrefighPas encore d'évaluation
- 10 Tips Refrigerant PipingDocument3 pages10 Tips Refrigerant PipingAndres CarrascoPas encore d'évaluation
- Midstream Solution ASPEN ONEDocument4 pagesMidstream Solution ASPEN ONEAndrés PeñaPas encore d'évaluation
- Heat RecoveryDocument8 pagesHeat RecoveryPrashantPas encore d'évaluation
- Vessel Data Sheet DetailsDocument1 pageVessel Data Sheet DetailsunitedmanticorePas encore d'évaluation
- EngineeringDocument7 pagesEngineeringsalamrefighPas encore d'évaluation
- 11 08 23 (Illawarra Manufacturing Expo All The More Important)Document2 pages11 08 23 (Illawarra Manufacturing Expo All The More Important)salamrefighPas encore d'évaluation
- Model: S100 Series: See Through Type Sight GlassDocument2 pagesModel: S100 Series: See Through Type Sight GlasssalamrefighPas encore d'évaluation
- Mechanical Data Sheet - VesselDocument1 pageMechanical Data Sheet - VesselsalamrefighPas encore d'évaluation
- Design and Operation: Star-Pleated Element (5) Candle Elements For Automatic FiltersDocument1 pageDesign and Operation: Star-Pleated Element (5) Candle Elements For Automatic FilterssalamrefighPas encore d'évaluation
- General SpecificationsDocument2 pagesGeneral SpecificationssalamrefighPas encore d'évaluation
- Https - WWW - Johncrane.com - Media - J - Johncrane - Com - Files - Products - Specification Sheets - S-28SCDocument4 pagesHttps - WWW - Johncrane.com - Media - J - Johncrane - Com - Files - Products - Specification Sheets - S-28SCsalamrefighPas encore d'évaluation
- High Speed GearboxesDocument6 pagesHigh Speed Gearboxeskh_chu_1100% (1)
- RPGT Full en UsDocument2 pagesRPGT Full en UssalamrefighPas encore d'évaluation
- Of-Pla NF00074 1001D PDFDocument8 pagesOf-Pla NF00074 1001D PDFNigin ParambathPas encore d'évaluation
- Throttle (And Check) Valve: FeaturesDocument3 pagesThrottle (And Check) Valve: FeaturessalamrefighPas encore d'évaluation
- 3618Document6 pages3618salamrefighPas encore d'évaluation
- Working Safely With HCsDocument2 pagesWorking Safely With HCssalamrefighPas encore d'évaluation
- Detailed Equipment Design: Attention To DetailsDocument13 pagesDetailed Equipment Design: Attention To DetailssalamrefighPas encore d'évaluation
- Thermowell Calculation Guide V1.3Document19 pagesThermowell Calculation Guide V1.3AymanelorbanyPas encore d'évaluation
- Ug Call Back 0Document1 pageUg Call Back 0salamrefighPas encore d'évaluation
- Refrigerant Recovery System ManualDocument19 pagesRefrigerant Recovery System ManualsalamrefighPas encore d'évaluation
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5782)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (587)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (72)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (119)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- FFL Ken CM CGMDocument44 pagesFFL Ken CM CGMكـروري كـشخةة100% (1)
- 3512 Fire Pump EngineDocument2 pages3512 Fire Pump EngineSuat YamanPas encore d'évaluation
- 72 60 00 PDFDocument48 pages72 60 00 PDFAnonymous 298xlo3uUPas encore d'évaluation
- Coal Gasification Using AspenDocument6 pagesCoal Gasification Using AspenTaniadi Suria100% (1)
- Fuel Change OverDocument15 pagesFuel Change OverDidik Agus SetiawanPas encore d'évaluation
- Service N ValveDocument30 pagesService N ValvesenamotoPas encore d'évaluation
- SATR-H-2004 Rev 7Document3 pagesSATR-H-2004 Rev 7josephPas encore d'évaluation
- Tutorial T5 Buchholz RelayDocument2 pagesTutorial T5 Buchholz RelayMind of BeautyPas encore d'évaluation
- Report Ms PM 1-D-144Document11 pagesReport Ms PM 1-D-144تیمور شریف100% (1)
- Karbala Refinery Unit 02 Process OverviewDocument37 pagesKarbala Refinery Unit 02 Process Overviewnoor taha100% (2)
- 8aluminuim WeldingDocument131 pages8aluminuim WeldingjyothilalPas encore d'évaluation
- JFE Thread Compound Clear Glide PDFDocument2 pagesJFE Thread Compound Clear Glide PDFcmct0819Pas encore d'évaluation
- Biochar Technology PDFDocument150 pagesBiochar Technology PDFDanny Etieve100% (1)
- Egyptian power plant engineer seeks new opportunityDocument4 pagesEgyptian power plant engineer seeks new opportunityelrajilPas encore d'évaluation
- Oisd STD 179 CNGDocument28 pagesOisd STD 179 CNGMukesh Shukla77% (13)
- s6b3 Y2mptk 1 - SpecsDocument5 pagess6b3 Y2mptk 1 - SpecsJaved SamaPas encore d'évaluation
- SEATRAX Vol 1 PDFDocument660 pagesSEATRAX Vol 1 PDFAzmi Ahmad100% (7)
- GATE Agricultural Engineering 2007 PDFDocument16 pagesGATE Agricultural Engineering 2007 PDFAman GodaraPas encore d'évaluation
- JCGL Project Balance of Works Completion Progress UpdateDocument12 pagesJCGL Project Balance of Works Completion Progress UpdateSteve UkohaPas encore d'évaluation
- Process Gas ChromatographRaphyDocument8 pagesProcess Gas ChromatographRaphyoviemePas encore d'évaluation
- Petrom and Rompetro's Communication StrategiesDocument5 pagesPetrom and Rompetro's Communication StrategiesEduard MilitaruPas encore d'évaluation
- Astm D 721Document3 pagesAstm D 721yogenm100% (1)
- As 2337.3-2006 Gas Cylinder Test Stations Transportable Gas Cylinders - Periodic Inspection and Testing of CoDocument8 pagesAs 2337.3-2006 Gas Cylinder Test Stations Transportable Gas Cylinders - Periodic Inspection and Testing of CoSAI Global - APACPas encore d'évaluation
- Trent 700 73-Aj366Document246 pagesTrent 700 73-Aj366ArabyAbdel Hamed Sadek100% (1)
- Porsche Cayenne ManualDocument96 pagesPorsche Cayenne Manualgraig27Pas encore d'évaluation
- A-VIP Compressor BrochureDocument6 pagesA-VIP Compressor BrochureHans Hans SadzPas encore d'évaluation
- 16 L200 LHD +GCC-E SpecDocument2 pages16 L200 LHD +GCC-E Specafraz_xecPas encore d'évaluation
- Cummins Onan DGFA Generator Set With Power Command 2100 Controller Service Repair Manual PDFDocument16 pagesCummins Onan DGFA Generator Set With Power Command 2100 Controller Service Repair Manual PDFfujsjjfskkeem0% (2)
- Operators HandbookDocument30 pagesOperators HandbookRamesh YadavPas encore d'évaluation
- October 2016: 2010/SR10 2010/SR11 2011/SR3 2011/SR10 2012/SR6 2013/SR1 2013/SR7 2016/SR02 2016/SR04 2016/SR10Document2 pagesOctober 2016: 2010/SR10 2010/SR11 2011/SR3 2011/SR10 2012/SR6 2013/SR1 2013/SR7 2016/SR02 2016/SR04 2016/SR10Arun SPas encore d'évaluation