METODO KAIZEN
CASO:
MEJORAMIENTO CONTINUO MEDIANTE EL
METODO KAISEN EN EL AREA DE PRODUCCION
DE HILOS DE LA EMPRESA IDEAS TEXTILES SAC.
INGENIERO DOCENTE : SR. FERNANDO ARCE
EQUIPO ENCARAGADO DEL DESARROLLO DE LA
INVESTIGACION
SANDRO VILLAGARCIA MARIN
CHRISTIAN VELIZ CAMARGO
FREDY HUABLOCHO VALLE
FRANK CALLOHUANCA CHURATA
PERCY MILLA AGUILAR
INFORME
Tema: Mejoramiento continuo mediante el mtodo kaizen en el rea de
produccin de hilos de la empresa ideas textiles sac.
Objetivo:
Determinar el modelo de solucin ms adecuado utilizando el mtodo kaizen
de los 7 pasos para el rea de produccin de hilo. Siendo el problema
principal la devolucin de productos terminados.
Alcance
A personas relacionadas a la industria textil, Catedrticos de universidades,
estudiantes de ingeniera pblico en general.
Descripcin:
La siguiente investigacin est relacionada a la identificacin de problemas
frecuentes en el rea de produccin de la empresa IDEAS TEXTILES SAC. La
solucin del problema principal se llevara a cabo utilizando el anlisis basado
herramientas de gestin: diagrama de Ishikawa y diagrama de Pareto.
Nos basaremos en analizar las causas races que generara el problema
principal, trabajaremos con tablas de valores comparativas de meses
continuos.
Procederemos tambin a implementar soluciones mediante propuestas de
acciones, midiendo el costo beneficio. Utilizaremos tambin diagramas de
Gantt, tendencias grficas para poder medir los tiempos de mejora.
Finalmente daremos conclusiones y recomendaciones del tema abordado.
Conclusiones
El siguiente trabajo dar como resultado la solucin optima del problema
Devolucin de hilos en la empresa IDEAS TEXTILES SAC. Mediante la
utilizacin de las herramientas de gestin aplicadas del mtodo KAIZEN.
BREVE DESCRIPCIN DE LA EMPRESA IDEAS TEXTILES SA
Es una empresa solida e innovadora establecida en lima Per desde agosto
del 2000. Fabrican todo tipo de hilo y tela en tejido de punto . Cuentan con
un complejo textil completo con ms de 800 trabajadores. Su proceso
productivo est integrado en distintas plantas de procesamiento y cuenta
con una desmontadora de algodn, hilandera, tejedura, tintorera, acabados
y estampados.
Su enfoque comercial est orientado tanto al mercado local, como al
mercado de exportacin, contando con cliente de varios pases en toda
Amrica y Europa. Alcanzando el ms alto nivel de exigencia en el servicio al
cliente, alta calidad y los trminos de entrega basado en una permanente
estrategia de innovacin tecnolgica.
PASO 01
SELECCIN DEL PROBLEMA:
Reflexin sobre la misin, la visin, los objetivos y estrategia de la
organizacin.
VISION ORIGINAL DE LA COMPAA IDEAS TEXTILES
ser una empresa lder en innovacin de tendencia de textiles para dominar
mercado y satisfacer a nuestros clientes.
VISION MODIFICADA
Llegar a ser la empresa lder en innovacin de tendencia textil en el ao 2020,
para dominar el mercado peruano y satisfacer a nuestros clientes.
MISION ORIGINAL DE LA COMPAA IDEAS TEXTILES
Buscamos la satisfaccin completa de nuestros clientes a travs de la
innovacin tecnolgica, creatividad constante en el desarrollo de nuestros
productos y alianza estratgica con los proveedores; para obtener una
excelente calidad y una constante superacin de nuestro colaboradores y la
comunidad
MISION MODIFICADA
Buscamos la satisfaccin de nuestros clientes, con nuestro staff de
profesionales de amplia experiencia, de la mano de nuestros proveedores y
la innovacin tecnolgica, que nos va dar la calidad que nuestros clientes
necesitan .
T
a
s
a
d
e
p
r
o
d
c
u
c
c
i
o
n
1
k
g
.
P
o
r
h
o
r
a
C
u
m
p
l
i
m
i
e
n
t
o
d
e
s
e
r
v
i
c
i
o
d
e
m
a
n
t
e
n
i
m
i
e
n
t
o
%
d
e
H
i
l
o
s
d
e
f
e
c
t
u
o
s
o
s
m
e
n
o
r
a
l
2
.
5
%
d
e
l
a
p
r
o
d
u
c
c
i
o
n
C
o
s
t
o
a
c
c
e
s
i
b
l
e
s
p
o
r
c
o
n
o
d
e
d
e
2
.
5
k
g
.
d
e
h
i
l
o
A
t
r
i
b
u
t
o
s
H
i
l
o
s
P
r
o
d
u
c
t
o
T
e
r
m
i
n
a
d
o
E
l
e
m
e
n
t
o
s
e
x
t
e
r
n
o
s
F
a
b
r
i
c
a
s
d
e
c
o
n
f
e
c
c
i
o
n
F
a
b
r
i
c
a
d
e
t
e
l
a
r
e
s
E
l
e
m
e
n
t
o
s
I
n
t
e
r
n
o
s
V
t
a
s
.
M
a
r
k
e
t
i
n
g
P
r
o
c
e
d
i
m
i
e
n
t
o
s
R
e
c
e
p
c
i
o
n
d
e
l
a
l
g
o
d
n
p
r
e
s
n
a
d
o
p
o
r
O
T
.
P
r
e
p
a
r
a
c
i
o
n
d
e
l
a
r
m
a
d
o
d
e
l
a
l
g
o
d
n
e
n
f
i
l
a
s
L
i
m
p
i
e
z
a
d
e
l
a
l
g
o
n
e
n
l
a
z
o
n
a
d
e
a
p
e
r
t
u
r
a
P
a
r
a
l
a
l
i
z
a
d
o
d
e
f
i
b
r
a
s
E
n
c
a
n
i
l
l
a
d
o
d
e
l
h
i
l
o
E
n
c
o
n
a
d
o
d
e
l
h
i
l
o
B
o
b
i
n
a
d
o
d
e
l
a
f
i
b
r
a
d
e
l
a
l
g
o
d
n
A
t
r
i
b
u
t
o
s
A
t
e
n
d
i
d
o
s
d
e
n
t
r
o
d
e
l
o
s
t
i
e
m
p
o
s
e
s
t
a
b
l
e
c
i
d
o
s
M
a
t
e
r
i
a
l
e
s
c
o
n
m
e
n
o
s
d
e
l
1
%
d
e
d
e
f
e
c
t
o
s
P
r
o
c
e
d
i
m
i
e
n
t
o
s
e
s
t
a
n
d
a
r
i
z
a
d
o
s
s
e
g
n
n
o
r
m
a
s
d
e
c
a
l
i
d
a
d
I
n
s
u
m
o
s
O
r
d
e
n
e
s
d
e
T
r
a
b
a
j
o
F
a
r
d
o
s
d
e
a
l
g
o
d
n
p
r
e
n
s
a
d
o
S
e
r
v
i
c
i
o
d
e
m
a
n
t
e
n
i
m
i
e
n
t
o
d
e
m
a
q
u
i
n
a
s
M
e
t
o
d
o
s
d
e
t
r
a
b
a
j
o
I
n
g
e
n
i
e
r
i
a
P
r
o
v
e
e
d
o
r
e
s
P
l
a
n
e
a
m
i
e
n
t
o
y
p
r
o
g
r
a
m
a
c
i
o
n
d
e
l
a
p
r
o
d
u
c
c
c
i
o
n
S
e
c
c
i
o
n
d
e
p
r
e
n
s
a
d
o
C
o
m
p
r
a
s
y
a
l
m
a
c
e
n
a
m
i
e
n
t
o
M
a
n
t
e
n
i
m
i
e
n
t
o
U
n
i
d
a
d
1
O
p
e
r
a
r
i
o
e
n
a
p
e
r
t
u
r
a
y
c
a
r
d
a
s
2
O
p
e
r
a
r
i
o
s
e
n
M
a
n
u
a
r
2
O
p
e
r
a
r
i
o
s
e
n
P
e
i
n
a
d
o
s
2
O
p
e
r
a
r
i
o
s
e
n
M
e
c
h
e
r
a
s
6
O
p
e
r
a
r
i
o
s
e
n
C
o
n
t
i
n
u
a
s
3
O
p
e
r
a
r
i
o
s
e
n
C
u
n
e
r
a
s
2
O
p
e
r
a
r
i
o
s
e
n
L
i
m
p
i
e
z
a
O
b
j
e
t
i
v
o
I
n
t
e
g
r
a
n
t
e
s
F
r
a
c
k
C
a
l
l
h
u
a
n
c
a
S
u
p
e
r
v
i
s
o
r
S
e
c
c
i
o
n
d
e
H
i
l
a
n
d
e
r
i
a
d
e
l
a
c
o
m
p
a
a
I
d
e
a
s
T
e
x
t
i
l
e
s
P
r
o
d
u
c
i
r
h
i
l
o
s
d
e
c
a
l
i
d
a
d
u
t
i
l
i
z
a
n
d
o
l
o
s
r
e
c
u
r
s
o
s
p
r
o
d
u
c
t
i
v
a
m
e
n
t
e
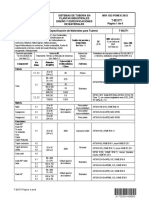
Descripcin y caracterizacin del proceso que se debe mejorar
IDENTIFICACION DE OPORTUNIDADES DE MEJORA
Estas son las siguientes oportunidades de mejora encontradas en la empresa
IDEAS TEXTLES.
OPORTUNIDADES:
A Elevado nivel de ruido en la planta
B Devolucin de hilos por parte de los clientes
C Sueldos bajos (personal)
D Personal desmotivado
E Incumplimiento a la entrega de productos
SELECCIN DEL PROBLEMA PRINCIPAL
Se observa que el problema principal que debe ser resuelto es:
Devolucin de hilos por parte de los clientes
P
R
O
B
L
E
M
A
S
U
O
P
O
R
T
U
N
A
M
I
E
N
T
O
D
E
M
E
J
O
R
A
S
I
M
P
A
C
T
O
E
N
L
A
S
A
T
I
S
F
A
C
I
O
N
D
E
C
L
I
E
N
T
E
S
P
E
S
O
3
5
%
D
E
S
P
E
R
D
I
C
I
O
E
N
C
O
S
T
O
S
P
E
S
O
2
5
%
C
O
M
P
L
E
J
I
D
A
D
D
E
S
O
L
U
C
I
O
N
P
E
S
O
:
2
0
%
A
L
I
N
E
A
M
I
N
T
O
C
O
N
O
B
J
E
T
I
V
O
S
D
E
L
A
D
I
R
E
C
C
I
O
N
P
E
S
O
2
0
%
P
U
N
T
A
J
E
T
O
T
A
L
E
l
e
v
a
d
o
N
i
v
e
l
d
e
r
u
i
d
o
e
n
l
a
p
l
a
n
t
a
0
*
0
.
3
5
=
0
1
0
*
0
.
2
5
=
2
.
5
3
0
*
0
.
2
0
=
6
3
0
*
0
.
2
0
=
6
1
4
.
5
D
e
v
o
l
u
c
i
o
n
d
e
h
i
l
o
s
p
o
r
p
a
r
t
e
d
e
l
o
s
c
l
i
e
n
t
e
s
9
0
*
0
.
3
5
=
3
1
.
5
9
0
*
0
.
2
5
=
2
2
.
5
3
0
*
0
.
2
0
=
6
9
0
*
0
.
2
0
=
1
8
7
8
S
u
e
l
d
o
s
b
a
j
o
s
3
0
*
0
.
3
5
=
1
0
.
5
0
*
0
.
2
5
=
0
9
0
*
0
.
2
0
=
1
8
1
0
*
0
.
2
0
=
2
3
0
.
5
P
e
r
s
o
n
a
l
d
e
s
m
o
t
i
v
a
d
o
3
0
*
0
.
3
5
=
1
0
.
5
1
0
*
0
.
2
5
=
2
.
5
3
0
*
0
.
2
0
=
6
9
0
*
0
.
2
0
=
1
8
3
7
I
n
c
u
m
p
l
i
m
i
e
n
t
o
a
l
a
e
n
t
r
e
g
a
d
e
p
r
o
d
u
c
t
o
s
9
0
*
0
.
3
5
=
3
1
.
5
1
0
*
0
.
2
5
=
2
.
5
3
0
*
0
.
2
0
=
6
3
0
*
0
.
2
0
=
6
4
6
E
S
C
A
L
A
0
1
0
3
0
9
0
[
3
0
0
0
0
0
-
2
0
0
0
0
0
0
]
[
1
0
0
0
0
0
-
3
0
0
0
0
0
]
I
M
P
A
C
T
O
(
P
E
R
D
I
D
A
A
N
U
A
L
)
[
0
-
5
0
0
0
0
]
[
5
0
0
0
0
-
1
0
0
0
0
0
]
E
S
C
A
L
A
:
I
M
P
A
C
T
O
0
N
A
D
A
1
0
P
O
C
O
3
0
R
E
G
U
L
A
R
9
0
M
U
C
H
O
PASO 2
COMPRENDER EL PROBLEMA Y DECIDIR LA META
Sobre el resultado de nuestro principal problema devolucin de hilos por
parte de los clientes se analizara el impacto econmico que este representa.
RESULTADO:
UTILIDAD BASADA EN 6 MESES
UTILIDAD SIN DEVOLUCION DE HILOS : S/. 13,326,600.00
UTILIDAD CON DEVOLUCION DE HILOS : S/. 12,491,640.00
TOTAL PERDIDO EN 6 MESES: S/. 834,960.00
*(cuadro adjunto siguiente pagina)
E
N
E
R
O
F
E
B
R
E
R
O
M
A
R
Z
O
A
B
R
I
L
M
A
Y
O
J
U
N
I
O
R
E
S
U
L
T
A
D
O
6
M
E
S
E
S
I
N
G
R
E
S
O
D
E
V
E
N
T
A
S
4
,
5
8
6
,
4
0
0
.
0
0
S
/
.
4
,
7
6
2
,
8
0
0
.
0
0
S
/
.
4
,
7
6
2
,
8
0
0
.
0
0
S
/
.
4
,
9
3
9
,
2
0
0
.
0
0
S
/
.
5
,
1
1
5
,
6
0
0
.
0
0
S
/
.
5
,
2
9
2
,
0
0
0
.
0
0
S
/
.
2
9
,
4
5
8
,
8
0
0
.
0
0
S
/
.
C
O
S
T
O
D
E
P
R
O
D
U
C
C
I
O
N
2
,
5
1
1
,
6
0
0
.
0
0
S
/
.
2
,
6
0
8
,
2
0
0
.
0
0
S
/
.
2
,
6
0
8
,
2
0
0
.
0
0
S
/
.
2
,
7
0
4
,
8
0
0
.
0
0
S
/
.
2
,
8
0
1
,
4
0
0
.
0
0
S
/
.
2
,
8
9
8
,
0
0
0
.
0
0
S
/
.
1
6
,
1
3
2
,
2
0
0
.
0
0
S
/
.
D
E
V
O
L
U
C
I
O
N
1
0
5
,
8
4
0
.
0
0
S
/
.
8
2
,
3
2
0
.
0
0
S
/
.
1
1
7
,
6
0
0
.
0
0
S
/
.
1
7
6
,
4
0
0
.
0
0
S
/
.
1
1
7
,
6
0
0
.
0
0
S
/
.
2
3
5
,
2
0
0
.
0
0
S
/
.
8
3
4
,
9
6
0
.
0
0
S
/
.
U
T
I
L
I
D
A
D
S
I
N
D
E
V
O
L
U
C
I
O
N
2
,
0
7
4
,
8
0
0
.
0
0
S
/
.
2
,
1
5
4
,
6
0
0
.
0
0
S
/
.
2
,
1
5
4
,
6
0
0
.
0
0
S
/
.
2
,
2
3
4
,
4
0
0
.
0
0
S
/
.
2
,
3
1
4
,
2
0
0
.
0
0
S
/
.
2
,
3
9
4
,
0
0
0
.
0
0
S
/
.
1
3
,
3
2
6
,
6
0
0
.
0
0
S
/
.
U
T
I
L
I
D
A
D
C
O
N
D
E
V
O
L
U
C
I
O
N
1
,
9
6
8
,
9
6
0
.
0
0
S
/
.
2
,
0
7
2
,
2
8
0
.
0
0
S
/
.
2
,
0
3
7
,
0
0
0
.
0
0
S
/
.
2
,
0
5
8
,
0
0
0
.
0
0
S
/
.
2
,
1
9
6
,
6
0
0
.
0
0
S
/
.
2
,
1
5
8
,
8
0
0
.
0
0
S
/
.
1
2
,
4
9
1
,
6
4
0
.
0
0
S
/
.
C
U
A
N
T
O
P
E
R
D
E
M
O
S
1
0
5
,
8
4
0
.
0
0
S
/
.
8
2
,
3
2
0
.
0
0
S
/
.
1
1
7
,
6
0
0
.
0
0
S
/
.
1
7
6
,
4
0
0
.
0
0
S
/
.
1
1
7
,
6
0
0
.
0
0
S
/
.
2
3
5
,
2
0
0
.
0
0
S
/
.
8
3
4
,
9
6
0
.
0
0
S
/
.
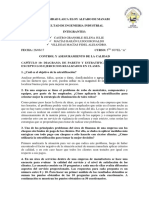
EL IMPACTO DEL PROBLEMA
$
T
C
.
S
/
.
C
o
s
t
o
p
o
r
K
i
l
o
-
m
e
r
c
a
d
o
4
.
2
2
.
8
1
1
.
7
6
C
o
s
t
o
d
e
p
o
r
d
u
c
c
i
o
n
p
o
r
k
i
l
o
2
.
3
2
.
8
6
.
4
4
U
t
i
l
i
d
a
d
5
.
3
2
T
i
e
m
p
o
V
S
.
A
c
t
i
v
i
d
a
d
E
N
E
R
O
F
E
B
R
E
R
O
M
A
R
Z
O
A
B
R
I
L
M
A
Y
O
J
U
N
I
O
T
O
T
A
L
E
S
P
r
o
d
u
c
c
i
o
n
p
o
r
m
e
s
T
N
3
9
0
4
0
5
4
0
5
4
2
0
4
3
5
4
5
0
D
e
v
o
l
u
c
i
o
n
p
o
r
m
e
s
T
N
.
9
7
1
0
1
5
1
0
2
0
S
/
.
V
E
N
T
A
-
M
E
R
C
A
D
O
4
,
5
8
6
,
4
0
0
.
0
0
S
/
.
4
,
7
6
2
,
8
0
0
.
0
0
S
/
.
4
,
7
6
2
,
8
0
0
.
0
0
S
/
.
4
,
9
3
9
,
2
0
0
.
0
0
S
/
.
5
,
1
1
5
,
6
0
0
.
0
0
S
/
.
5
,
2
9
2
,
0
0
0
.
0
0
S
/
.
2
9
,
4
5
8
,
8
0
0
.
0
0
S
/
.
S
/
.
D
E
V
O
L
U
C
I
O
N
E
S
1
0
5
,
8
4
0
.
0
0
S
/
.
8
2
,
3
2
0
.
0
0
S
/
.
1
1
7
,
6
0
0
.
0
0
S
/
.
1
7
6
,
4
0
0
.
0
0
S
/
.
1
1
7
,
6
0
0
.
0
0
S
/
.
2
3
5
,
2
0
0
.
0
0
S
/
.
8
3
4
,
9
6
0
.
0
0
S
/
.
%
d
e
d
e
v
o
l
u
c
i
o
n
T
N
.
2
.
3
1
%
1
.
7
3
%
2
.
4
7
%
3
.
5
7
%
2
.
3
0
%
4
.
4
4
%
C
o
m
p
o
r
t
a
m
i
e
n
t
o
d
e
D
e
v
o
l
u
c
i
o
n
e
s
P
e
r
i
o
d
o
2
0
1
4
O
P
E
R
A
C
I
O
N
E
S
I
D
E
A
S
T
E
X
T
I
L
S
A
SUBDIVIR EL PROBLEMA EN ESTRATOS PARA SU MEJOR COMPRENSION
Se subdivide el problema por tipo de defecto
Problema: Devolucin de hilos por parte de los clientes
IDENTIFICAR LOS FACTORES DEL PROCESO VINCULADOS AL PROBLEMA
FACTORES SECTOR
PROGRAMA DE CAPACITACIN MANO DE OBRA
INCUMPLIMIENTO AL MANTENIMIENTO DE MAQUINA MAQUINA
ALTA ROTACIN DEL PERSONAL MANO DE OBRA
DIVERSAS CALIDAD DE FIBRA MATERIAL
PROGRAMA DE MOTIVACIN AL PERSONAL DE PLANTA MANO DE OBRA
PROCEDIMIENTOS DE TRABAJO NO ESTANDARIZADO METODO
PERSONAL CON CAPACIDAD DEFICIENTE MANO DE OBRA
MATERIAL MAL SELECCIONADO MATERIAL
INCUMPLIMIENTO A LA ENTREGA DE MATERIALES METODO
DECIDIR LA META QUE SE DESEA LOGRAR
Lograr reducir el ndice de hilos devueltos por los clientes en un 50% en el
siguiente semestre.
PASO 3
ELABORAR EL CRONOGRAMA DE DESARROLLO DEL PROYECTO
5
6
7
8
9
1
0
1
1
1
2
1
3
1
4
1
5
1
6
1
7
1
8
1
9
2
0
PCPRPRPRPRPRPRPRPC
A
c
t
i
v
i
d
a
d
D
e
t
e
r
m
i
n
a
r
e
l
t
i
p
o
d
e
p
r
o
y
e
c
t
o
S
e
m
a
n
a
3
P
r
o
g
r
a
m
a
d
o
S
e
l
e
c
c
i
o
n
a
r
e
l
t
i
p
o
d
e
e
m
p
r
e
s
a
D
e
s
a
r
r
o
l
l
o
d
e
l
a
e
s
t
r
u
c
t
u
r
a
d
e
t
r
a
b
a
j
o
L
e
v
a
n
t
a
m
i
e
n
t
o
d
e
I
n
f
o
r
m
a
c
i
o
n
A
n
a
l
i
s
i
s
d
e
I
n
f
o
r
m
a
c
i
o
n
A
n
a
l
i
z
a
r
l
a
s
c
a
u
s
a
s
e
n
s
u
R
a
i
z
C
u
m
p
l
i
d
o
R
e
s
p
o
n
s
a
b
l
e
O
b
e
r
v
a
c
i
o
n
e
s
P
l
a
n
t
e
a
r
y
v
e
r
i
f
i
c
a
r
s
o
l
u
c
i
o
n
e
s
E
s
t
a
n
d
a
r
i
z
a
r
y
g
a
r
a
n
t
i
z
a
r
s
o
l
u
c
i
o
n
e
s
S
e
m
a
n
a
1
S
e
m
a
n
a
2
PASO 4
ANALIZAR LAS CAUSAS DEL PROBLEMA
LISTA DE CAUSAS DEL PROBLEMA
FACTORES SECTOR
PROGRAMA DE CAPACITACIN MANO DE OBRA
INCUMPLIMIENTO AL MANTENIMIENTO DE MAQUINA MAQUINA
ALTA ROTACIN DEL PERSONAL MANO DE OBRA
DIVERSAS CALIDAD DE FIBRA MATERIAL
PROGRAMA DE MOTIVACIN AL PERSONAL DE PLANTA MANO DE OBRA
PROCEDIMIENTOS DE TRABAJO NO ESTANDARIZADO METODO
PERSONAL CON CAPACIDAD DEFICIENTE MANO DE OBRA
MATERIAL MAL SELECCIONADO MATERIAL
INCUMPLIMIENTO A LA ENTREGA DE MATERIALES METODO
ANALISIS DEL DIAGRAMA CAUSA EFECTO
M
a
q
u
i
n
a
r
i
a
S
o
b
r
e
c
a
r
g
a
d
e
p
r
o
d
u
c
c
i
o
n
T
r
a
b
a
j
o
E
m
p
i
r
i
c
o
D
e
s
c
o
n
o
c
i
m
i
e
n
t
o
d
e
l
p
r
o
c
e
s
o
d
e
t
r
a
b
a
j
o
I
n
c
u
m
p
l
i
m
i
e
n
t
o
a
l
m
a
n
t
e
n
i
m
i
e
n
t
o
d
e
m
a
q
u
i
n
a
s
P
e
r
s
o
n
a
l
n
o
c
a
l
i
f
i
c
a
d
o
F
a
l
t
a
d
e
s
u
p
e
r
v
i
s
i
o
n
a
l
a
s
a
c
t
i
v
i
d
a
d
e
s
F
a
l
t
a
d
e
r
e
s
p
u
e
s
t
o
s
S
o
b
r
e
c
a
r
g
a
l
a
b
o
r
a
l
A
l
t
a
R
o
t
a
c
i
o
n
d
e
l
p
e
r
s
o
n
a
l
I
n
c
u
m
p
l
i
m
i
e
n
t
o
a
l
p
r
o
g
r
a
m
a
d
e
c
a
p
a
c
i
t
a
c
i
o
n
P
e
r
s
o
n
a
l
d
e
s
m
o
t
i
v
a
d
o
H
u
m
e
d
a
d
d
e
l
a
m
b
i
e
n
t
e
n
o
c
o
n
t
r
o
l
a
d
o
M
a
t
e
r
i
a
l
m
a
l
s
e
l
e
c
c
i
o
n
a
d
o
M
e
d
i
o
A
m
b
i
e
n
t
e
M
e
t
o
d
o
M
a
t
e
r
i
a
l
P
r
o
c
e
d
i
m
i
e
n
t
o
s
c
o
m
p
l
e
j
o
s
D
I
A
G
R
A
M
A
D
E
I
S
H
I
K
A
H
U
A
M
a
n
o
d
e
O
b
r
a
I
n
c
u
m
p
l
i
m
i
e
n
t
o
a
l
a
e
n
t
r
e
g
a
d
e
m
a
t
e
r
i
a
l
e
s
D
i
v
e
r
s
a
c
a
l
i
d
a
d
d
e
f
i
b
r
a
M
a
n
u
a
l
e
s
e
n
i
d
i
o
m
a
n
a
t
i
v
o
(
o
r
i
g
e
n
I
t
a
l
i
a
n
o
)
p
a
r
a
d
a
d
e
m
a
q
u
i
n
a
s
v
a
r
i
e
d
a
d
d
e
p
r
o
v
e
e
d
o
r
e
s
d
i
f
e
r
e
n
t
e
s
e
s
t
a
n
d
a
r
e
s
d
e
c
a
l
i
d
a
d
v
a
r
i
e
d
a
d
d
e
p
r
o
v
e
e
d
o
r
e
s
d
i
f
e
r
e
n
t
e
s
e
s
t
a
n
d
a
r
e
s
d
e
c
a
l
i
d
a
d
i
n
c
o
n
s
i
s
t
e
n
c
i
a
d
e
i
n
v
e
n
t
a
r
i
o
s
P
r
o
c
e
d
i
m
i
e
n
t
o
n
o
e
s
t
a
n
d
a
r
i
z
a
d
o
s
f
a
l
t
a
d
e
c
o
n
t
r
o
l
e
s
c
a
z
o
r
e
c
u
r
s
o
h
u
m
a
n
o
D
e
v
o
l
u
c
i
o
n
e
s
d
e
h
i
l
o
s
e
n
l
a
e
m
p
r
e
s
a
I
d
e
a
s
T
e
x
t
i
l
e
s
Muy Frecuente 5
Frecuente 3
Poco frecuente 1
Frecuencia
Leyenda
ANALISIS DE LA CRITICIDAD /DIAGRAMA DE PARETO
Causa Factores Frecuencia Impacto efecto
%
Relativo % acumalativo
Incumplimiento al
procedimientos de trabajo
5 12 60
30.30% 30.30%
Incumplimiento al
mantenimiento de Maquina
3 12 36
18.18% 48.48%
Diversas calidad de fibra 3 12
36
18.18% 66.67%
Alta rotacin del personal
3 9 27
13.64% 80.30%
Programa de capacitacin 5 3
15
7.58% 87.88%
Personal con capacidad
deficiente 3 3
9
4.55% 92.42%
Material mal seleccionado 1 9
9
4.55% 96.97%
Programa de motivacin al
personal de planta 3 1
3
1.52% 98.48%
Incumplimiento a la entrega de
materiales 1 3
3
1.52% 100.00%
198 100.00%
0.00%
10.00%
20.00%
30.00%
40.00%
50.00%
60.00%
70.00%
80.00%
90.00%
100.00%
0
20
40
60
80
100
120
140
160
180
A B C D E F G H I
Factores - Causas
Diagrama de Pareto
efe
Muy alto Impacto 12
Alto impacto 9
Impacto Medio 3
Bajo impacto 1
Impacto
CLASIFICACION DE LAS CAUSAS RAIZ
Causa Raz principales Clasificacin
Incumplimiento al procedimientos de
trabajo
Metodo
Incumplimiento al mantenimiento de
Maquina
Maquina
Diversas calidad de fibra
Material
PASO 5
PROGRAMACION DE SOLUCIONES
En esta etapa propondremos alternativas de solucin en relacin a cada
causa raz.
PROBLEMA
PRINCIPAL
CAUSAS RAIZ PRINCIPALES ALTERNATIVAS DE SOLUCION
Implementar programas de capacitacion, talleres de motivacion y liderazgo.
Programa de actualizacion y adiestramiento en procedimientos estandarizados
para el personal que realiza el proceso
Implementar metodos o modelos apropiados que permitan mejorar los procesos
de produccion (Mejora continua)
Cronograma de capacitacion en uso de los estandares de calidad normados para
el cumplimiento de los requisitos exigidos por el cliente.
Incumplimiento al mantenimiento de Maquina
Tomar medidas de contingencia, para que se respete el programa de
mantenimiento.
Diversas calidad de fibra Pruebas de control de calidad, antes de comprar la materia prima.
Imcumplimiento al procedimientos de trabajo
DEVOLUCION
DE HILOS
PROGRAMA DE IMPLEMENTACION COSTO BENEFICIO
M
e
s
A
n
u
a
l
1
E
s
t
a
b
l
e
c
e
r
P
r
o
g
r
a
m
a
d
e
a
c
t
u
a
l
i
z
a
c
i
o
n
y
a
d
i
e
s
t
r
a
m
i
e
n
t
o
e
n
p
r
o
c
e
d
i
m
i
e
n
t
o
s
e
s
t
a
n
d
a
r
i
z
a
d
o
s
p
a
r
a
e
l
p
e
r
s
o
n
a
l
q
u
e
r
e
a
l
i
z
a
e
l
p
r
o
c
e
s
o
2
,
0
0
0
.
0
0
S
/
.
2
4
,
0
0
0
.
0
0
S
/
.
1
2
v
e
c
e
s
3
1
0
2
I
m
p
l
e
m
e
n
t
a
r
m
e
t
o
d
o
s
o
m
o
d
e
l
o
s
a
p
r
o
p
i
a
d
o
s
q
u
e
p
e
r
m
i
t
a
n
m
e
j
o
r
a
r
l
o
s
p
r
o
c
e
s
o
s
d
e
p
r
o
d
u
c
c
i
o
n
(
M
e
j
o
r
a
c
o
n
t
i
n
u
a
)
1
,
5
0
0
.
0
0
S
/
.
1
8
,
0
0
0
.
0
0
S
/
.
1
2
v
e
c
e
s
2
1
0
3
I
m
p
l
e
m
e
n
t
a
r
p
r
o
g
r
a
m
a
s
d
e
c
a
p
a
c
i
t
a
c
i
o
n
,
t
a
l
l
e
r
e
s
d
e
m
o
t
i
v
a
c
i
o
n
y
l
i
d
e
r
a
z
g
o
.
2
,
5
0
0
.
0
0
S
/
.
3
0
,
0
0
0
.
0
0
S
/
.
1
2
v
e
c
e
s
1
3
0
4
C
r
o
n
o
g
r
a
m
a
d
e
c
a
p
a
c
i
t
a
c
i
o
n
e
n
u
s
o
d
e
l
o
s
e
s
t
a
n
d
a
r
e
s
d
e
c
a
l
i
d
a
d
n
o
r
m
a
d
o
s
p
a
r
a
e
l
c
u
m
p
l
i
m
i
e
n
t
o
d
e
l
o
s
r
e
q
u
i
s
i
t
o
s
e
x
i
g
i
d
o
s
p
o
r
e
l
c
l
i
e
n
t
e
.
1
,
5
0
0
.
0
0
S
/
.
3
,
0
0
0
.
0
0
S
/
.
0
2
v
e
c
e
s
a
l
a
o
1
4
0
7
5
,
0
0
0
.
0
0
S
/
.
1
,
6
6
9
,
9
2
0
.
0
0
S
/
.
5
8
,
9
1
7
,
6
0
0
.
0
0
S
/
.
1
,
5
9
4
,
9
2
0
.
0
0
S
/
.
B
E
N
E
F
I
C
I
O
A
L
5
0
%
(
M
E
T
A
E
S
T
A
B
L
E
C
I
D
A
)
7
9
7
,
4
6
0
.
0
0
S
/
.
4
9
-
6
4
1
0
3
3
-
4
8
2
0
1
7
-
3
2
3
0
1
-
1
6
4
0
I
m
p
a
c
t
o
e
n
p
r
o
b
l
e
m
a
(
s
e
m
a
n
a
)
L
e
y
e
n
d
a
I
N
V
E
R
S
I
O
N
T
O
T
A
L
P
R
O
M
E
D
I
O
D
E
D
E
V
O
L
U
C
I
O
N
E
S
M
E
N
S
U
A
L
E
S
P
R
O
D
U
C
C
I
O
N
B
E
N
E
F
I
C
I
O
I
m
p
a
c
t
o
A
c
c
i
o
n
e
s
d
e
m
e
j
o
r
a
c
u
a
n
t
i
f
i
c
a
d
o
e
n
S
o
l
e
s
C
o
s
t
o
S
/
.
I
T
F
r
e
c
u
e
n
c
i
a
E
s
c
a
l
a
c
o
m
p
l
e
j
i
d
a
A
l
t
a
5
M
e
d
i
a
3
B
a
j
a
1
L
e
y
e
n
d
a
E
s
c
a
l
a
d
e
c
o
m
p
l
e
j
i
d
a
d
A
g
o
s
t
o
S
e
t
i
e
m
b
r
e
O
c
t
u
b
r
e
N
o
v
i
e
m
b
r
e
D
i
c
i
e
m
b
r
e
E
n
e
r
o
F
e
b
r
e
r
o
M
a
r
z
o
A
b
r
i
l
M
a
y
o
J
u
n
i
o
J
u
l
i
o
A
g
o
s
t
o
S
e
p
t
i
e
m
b
r
e
O
c
t
u
b
r
e
N
o
v
i
e
m
b
r
e
D
i
c
i
e
m
b
r
e
R
e
s
p
o
n
s
a
b
l
e
I
I
I
.
-
E
l
a
b
o
r
a
r
c
r
o
n
o
g
r
a
m
a
d
e
r
e
u
n
i
o
n
e
s
d
e
c
o
n
f
r
a
t
e
r
n
i
d
a
d
(
M
O
D
&
M
O
I
)
D
e
t
e
r
m
i
n
a
r
h
o
r
a
r
i
o
s
a
p
r
o
p
i
a
d
o
s
p
a
r
a
l
a
r
e
u
n
i
o
n
R
R
.
H
H
I
m
p
l
e
m
e
n
t
a
c
i
o
n
d
e
a
d
i
e
s
t
r
a
m
i
e
n
t
o
I
I
.
-
I
m
p
l
e
m
e
n
t
a
r
m
e
t
o
d
o
s
o
m
o
d
e
l
o
s
a
p
r
o
p
i
a
d
o
s
q
u
e
p
e
r
m
i
t
a
n
m
e
j
o
r
a
r
l
o
s
p
r
o
c
e
s
o
s
d
e
p
r
o
d
u
c
c
i
o
n
(
M
e
j
o
r
a
c
o
n
t
i
n
u
a
)
I
.
-
E
s
t
a
b
l
e
c
e
r
P
r
o
g
r
a
m
a
d
e
a
c
t
u
a
l
i
z
a
c
i
o
n
y
a
d
i
e
s
t
r
a
m
i
e
n
t
o
e
n
p
r
o
c
e
d
i
m
i
e
n
t
o
s
e
s
t
a
n
d
a
r
i
z
a
d
o
s
p
a
r
a
e
l
p
e
r
s
o
n
a
l
q
u
e
r
e
a
l
i
z
a
e
l
p
r
o
c
e
s
o
C
o
t
i
z
a
c
i
o
n
y
a
p
r
o
b
a
c
i
o
n
d
e
p
r
o
v
e
e
d
o
r
e
s
P
o
s
i
b
l
e
s
s
o
l
u
c
i
o
n
e
s
G
e
r
e
n
c
i
a
P
l
a
n
t
a
C
o
t
i
z
a
c
i
o
n
y
a
p
r
o
b
a
c
i
o
n
d
e
p
r
o
v
e
e
d
o
r
e
s
I
m
p
l
e
m
e
n
t
a
c
i
o
n
d
e
m
e
t
o
d
o
s
D
e
t
e
r
m
i
n
a
r
t
e
m
a
s
a
t
r
a
t
a
r
E
j
e
c
u
t
a
r
R
e
u
n
i
o
n
e
s
I
V
.
-
E
s
t
a
b
l
e
c
e
r
C
r
o
n
o
g
r
a
m
a
d
e
c
a
p
a
c
i
t
a
c
i
o
n
e
n
u
s
o
d
e
l
o
s
e
s
t
a
n
d
a
r
e
s
d
e
c
a
l
i
d
a
d
n
o
r
m
a
d
o
s
p
a
r
a
e
l
c
u
m
p
l
i
m
i
e
n
t
o
d
e
l
o
s
r
e
q
u
i
s
i
t
o
s
e
x
i
g
i
d
o
s
p
o
r
e
l
c
l
i
e
n
t
e
.
C
o
t
i
z
a
c
i
o
n
y
a
p
r
o
b
a
c
i
o
n
d
e
p
r
o
v
e
e
d
o
r
e
s
I
m
p
l
e
m
e
n
t
a
c
i
o
n
d
e
l
a
c
a
p
a
c
i
t
a
c
i
o
n
G
a
r
e
n
c
i
a
P
l
a
n
t
a
&
R
R
.
H
H
.
G
e
r
e
n
c
i
a
P
l
a
n
t
a
PROGRAMACION LAS SOLUCIONES: Mediante diagrama de Gantt
PASO 6
IMPLANTACION Y EVALUACION DE LAS SOLUCIONES
En este caso el objetivo no podr cumplirse debido a que la implantacin se
lograra en la empresa IDEAS TEXTILES. Para ello se tendra que obtener los
permisos necesarios.
El primer paso para obtener las autorizaciones por parte de la empresa es
presentar la siguiente investigacin a la gerencia de proyectos, de ser la
respuesta positiva se proceder a implementar y evaluar las soluciones.
PASO 7
ESTABLECIMIENTO DE ACCION DE GARANTIA
Se desarrollara acciones de control y seguimiento
Elaboracin de indicadores los cuales sern de tipo mensual
Entrenamiento e involucramiento de todo el personal en relacin a la
solucin implantada.
Documentacin y difusin de la historia de los procesos de mejoramiento en
el rea involucrada.
RECOMENDACIN Y CONCLUCION
Finalizada la siguiente investigacin se concluye que la compaa IDEAS
TEXTILES SA dedicada a la manufactura de hilos de algodn, si deseara
mejorar el sistema de procesos de produccin y buscar satisfacer las
exigencias del cliente de manera ptima, debe implementar las herramientas
de mejora continua utilizando el mtodo KAIZEN de los 7 pasos.
Vous aimerez peut-être aussi
- Tecnología Del Gas NaturalDocument71 pagesTecnología Del Gas NaturalChristian Veliz Camargo100% (1)
- Formato Revision ProyectoDocument2 pagesFormato Revision ProyectoChristian Veliz Camargo100% (1)
- Ejercicios VDT USIL Tarea. Finanzas Alumno: Veliz Camargo, ChristianDocument22 pagesEjercicios VDT USIL Tarea. Finanzas Alumno: Veliz Camargo, ChristianChristian Veliz CamargoPas encore d'évaluation
- Oficio #2303-2021Document17 pagesOficio #2303-2021Christian Veliz CamargoPas encore d'évaluation
- Simulacro #4 Ig3Document14 pagesSimulacro #4 Ig3Christian Veliz Camargo100% (1)
- Sauna Vapor SalonDocument3 pagesSauna Vapor SalonChristian Veliz CamargoPas encore d'évaluation
- Emai Rtafur@Labok - Com Carta X Factura.Document1 pageEmai Rtafur@Labok - Com Carta X Factura.Christian Veliz CamargoPas encore d'évaluation
- Lista de HerramientasDocument2 pagesLista de HerramientasChristian Veliz CamargoPas encore d'évaluation
- CARATULADocument2 pagesCARATULAChristian Veliz CamargoPas encore d'évaluation
- Dossier Tecnico Generador de Vapor Carpitec EirlDocument11 pagesDossier Tecnico Generador de Vapor Carpitec EirlChristian Veliz CamargoPas encore d'évaluation
- Poblacion Actual de La Provincia de Lucanas y Crecimiento DemograficoDocument1 pagePoblacion Actual de La Provincia de Lucanas y Crecimiento DemograficoChristian Veliz CamargoPas encore d'évaluation
- .Mant Caldero.Document1 page.Mant Caldero.Christian Veliz CamargoPas encore d'évaluation
- Caldera 10 BHP ResumenDocument3 pagesCaldera 10 BHP ResumenChristian Veliz CamargoPas encore d'évaluation
- Descripcion Serie 250Document2 pagesDescripcion Serie 250Christian Veliz CamargoPas encore d'évaluation
- Descripcion Ciclon 4VT VerticalDocument3 pagesDescripcion Ciclon 4VT VerticalChristian Veliz CamargoPas encore d'évaluation
- Descripcion Serie 400Document2 pagesDescripcion Serie 400Christian Veliz CamargoPas encore d'évaluation
- Visita FWFDocument6 pagesVisita FWFFernando CarrilloPas encore d'évaluation
- Butil AcetatoDocument3 pagesButil AcetatoDaniel LAndinezPas encore d'évaluation
- Mapa Mental Planificacion y ControlDocument9 pagesMapa Mental Planificacion y ControlPame FloresPas encore d'évaluation
- Ferrero Del Ecuador BSCDocument20 pagesFerrero Del Ecuador BSCdiramos68Pas encore d'évaluation
- Procesos Internos Dentro de Cooperativa PascualDocument4 pagesProcesos Internos Dentro de Cooperativa PascualJaime RomeroPas encore d'évaluation
- EMBALAJEDocument73 pagesEMBALAJELizzy Vit100% (2)
- Traducción Empaque de AlimentosDocument464 pagesTraducción Empaque de AlimentosEricka Campos MoralesPas encore d'évaluation
- Parcial Calidad BPMDocument6 pagesParcial Calidad BPMdayana rodriguezPas encore d'évaluation
- Modelo y Guia para Hacer Un Plan de NegocioDocument39 pagesModelo y Guia para Hacer Un Plan de NegocioAlan ArellanoPas encore d'évaluation
- Buenas Practicas de AlmacenamientoDocument31 pagesBuenas Practicas de Almacenamientocarrygan100% (4)
- Evaluacion de Los Procesos de Post ProduccionDocument6 pagesEvaluacion de Los Procesos de Post Produccioncristian albarracinPas encore d'évaluation
- Trapiche de ImportacionDocument9 pagesTrapiche de ImportacionMarco CapristanPas encore d'évaluation
- Diseño CalzadoDocument10 pagesDiseño CalzadoAstrid GarciaPas encore d'évaluation
- The Coca-Cola CompanyDocument7 pagesThe Coca-Cola CompanyharoldPas encore d'évaluation
- Cómo Preparar PastichoDocument5 pagesCómo Preparar PastichoRosa MarquezPas encore d'évaluation
- Fibras TextilesDocument17 pagesFibras TextilesGestión Humana100% (5)
- Instalaciones TerrestresDocument6 pagesInstalaciones TerrestresLeonardo Ramirez GuzmanPas encore d'évaluation
- Acabados Acero InoxidableDocument1 pageAcabados Acero InoxidableCarlos ManchaPas encore d'évaluation
- Une 36010Document3 pagesUne 36010robetotePas encore d'évaluation
- Folleto Sistema Globalmente ArmonizadoDocument3 pagesFolleto Sistema Globalmente ArmonizadoLuis0% (1)
- 910-2000 - Norma General para Aditivos AlimentariosDocument23 pages910-2000 - Norma General para Aditivos AlimentariosGemii Conforme100% (1)
- 0 - Utensilios y Equipos de CocinaDocument31 pages0 - Utensilios y Equipos de CocinaSofia VasquezPas encore d'évaluation
- Tarea de ControlDocument18 pagesTarea de ControlAyrton Orlando MaciasPas encore d'évaluation
- E3 Planeacion EstrategicaDocument6 pagesE3 Planeacion EstrategicaDafer BolañosPas encore d'évaluation
- Proceso-Planchas OnduladasDocument4 pagesProceso-Planchas OnduladasGróver Lázaro LópezPas encore d'évaluation
- Estructuracion Sistema de TrazabilidadDocument17 pagesEstructuracion Sistema de Trazabilidadalberto carcamo nazarPas encore d'évaluation
- OrdenanzaspiforoDocument7 pagesOrdenanzaspiforoToñoPas encore d'évaluation
- Ponencia Incubadora Automatizada AvicolaDocument13 pagesPonencia Incubadora Automatizada AvicolaaldoblackhawkPas encore d'évaluation
- NTU Intercambiador de PlacasDocument112 pagesNTU Intercambiador de Placaspaula zamoraPas encore d'évaluation
- Cubiertas para CupcakesDocument8 pagesCubiertas para CupcakesmarielisPas encore d'évaluation