Académique Documents
Professionnel Documents
Culture Documents
Separacion y Estabilizacion de OIL Crudo
Transféré par
Juan LopezCopyright
Formats disponibles
Partager ce document
Partager ou intégrer le document
Avez-vous trouvé ce document utile ?
Ce contenu est-il inapproprié ?
Signaler ce documentDroits d'auteur :
Formats disponibles
Separacion y Estabilizacion de OIL Crudo
Transféré par
Juan LopezDroits d'auteur :
Formats disponibles
UNIVERSIDA NACIONAL AUTNOMA DE
MXICO
FACULTAD DE INGENIERA
DIVISIN DE INGENIERA EN CIENCIAS DE LA TIERRA
DEPARTAMENTO DE EXPLOTACION DEL PETRLEO
SEPARACIN Y ESTABILIZACIN
DE ACEITE CRUDO
TESIS PARA OBTENER EL
TITULO DE INGENIERA PETROLERA
PRESENTA
CINTHYA ADRIANA REDONDA GODOY
DIRECTOR DE TESIS: M. EN I. J OS NGEL GMEZ CABRERA
MEXICO D.F. CD. UNIVERSITARIA, 2008
AGRADECIMIENTOS
Doy gracias a Dios, por todo lo que me ha dado y por reconfortarme cada
vez que lo necesito.
A mi mam Susana Godoy Avalos, por estar siempre conmigo, por darme
todo su amor, su cario, su comprensin y su apoyo en las decisiones que
tome, TE AMO.
A mi abuela Margarita Avalos
y mi ta Lourdes Godoy
, porque siempre
estn en mi pensamiento, las extrao.
A mi ta Rosa Godoy, mi primo David Hernndez, mi primo Daniel Lpez, mi
sobrino J air Hernndez, y mi to J os Lpez, por creer en m.
A Susana Galicia Muoz, por ser mi amiga y un ejemplo a seguir. A Lucero
J imnez Daz, por ser mi amiga y mi conciencia.
En memoria de Lillian Lpez J urez
, mi amiga.
A mis amigos de la Prepa 2 Gabriela Garca Berdeja, Abraham Hernndez
Onofre y Alejandra Castillo Alanis, por estar en las buenas en las malas y en
las peores conmigo.
A todos mis compaeros de la Facultad, ya que hicieron ms amena la
estancia en las clases.
A mis profesores, que me instruyeron en el conocimiento de la carrera asi
como de la vida.
Al Ing. J os ngel Gmez Cabrera, por su gua y apoyo.
Susana Coria Vera, por aparecer en el momento justo de mi vida.
Al amor de mi vida Pedro Almaguer, porque hemos vivido muchas cosas y
aprendido de ellas, gracias por todo lo que me has enseado, aunque no lo
creas ha sido mucho.
Una noche so que caminando por la playa
con DIOS, se proyectaba en el firmamento
mucha escenas de mi vida. En cada cuadro vea
huellas de pisadas en la arena; a veces las de dos
personas, y otras las de una.
Observ que durante los perodos ms difciles de
m existencia se vean las huellas de una sola
persona y dije:
Me prometiste, Seor, que siempre caminaras a m
lado. Por qu cuando ms te necesit, no estabas
conmigo?
l respondi:
-Cuando viste que las huellas de una sola persona,
hija ma fue cuando tuve que cargarte-.
ANN LANDERS.
SEPARACIN Y ESTABILIZACIN DE ACEITE CRUDO
INTRODUCCIN 1
CAPTULO 1 CARACTERIZACIN DE ACEITE CRUDO 3
1.1 Introduccin 3
1.1.1 Apariencia de los hidrocarburos producidos 3
1.1.2 Componentes del aceite crudo 6
1.2 Muestreo y anlisis del aceite crudo 18
1.2.1 Muestreo 18
1.2.2 Anlisis del aceite crudo 19
1.3 Especificaciones del producto 21
CAPTULO 2 COMPORTAMIENTO DE FASES 25
2.1 Introduccin 25
2.2 Comportamiento de las fases del fluido 25
2.3 Clculo de equilibrio 28
2.3.1 Clculo del punto de burbuja 29
2.3.2 Clculo del punto de roco 30
2.3.3 Clculo del equilibrio de la vaporizacin instantnea (flash) 30
2.3.4 Modelo aplicable 31
2.4 Equilibrio termodinamico vapor-lquido 31
2.4.1 Ecuaciones de estado 33
CAPTULO 3 PROCESAMIENTO EN CAMPO DE ACEITE CRUDO 45
3.1 Introduccin 45
3.2 Bases de diseo 46
3.3 Operaciones de procesamiento 47
3.3.1 Procesamiento de gas 47
3.3.2 Procesamiento de aceite 47
3.3.3 Procesamiento de agua 48
3.3.4 Tratamiento de arena 48
3.3.5 Equipo auxiliar 48
3.4 Alcance del procesamiento 49
3.4.1 Corriente natural del pozo 49
3.4.1.1 Bombeo neumtico 49
3.4.1.2 Aceite con baja RGA 49
3.4.1.3 Gas dulce y seco 50
3.4.1.4 Aceite con alta RGA 51
3.4.2 Localizacin del campo 51
CAPTULO 4 SEPARACIN DE LOS FLUIDOS PRODUCIDOS 55
4.1 Introduccin 55
4.2 Descripcin fsica 55
4.3 Comparacin de separadores 57
4.3.1 Separadores verticales 57
4.3.2 Separadores horizontales 58
4.3.3 Separadores esfricos 58
4.3.4 Separadores de tres fases 58
4.4 Fundamentos de la separacin de mezclas gas-lquido 61
4.5 Principales factores que afectan la eficiencia de separacin de gas y lquido 65
4.6 Mtodo API Especificaciones de separadores de gas y aceite 68
4.6.1. Ejemplo 78
4.7 Mtodo Nolasco Clculo de la capacidad de tratamiento de los separadores
de 2 fases. 80
4.7.1 Clculo de la capacidad de tratamiento de separadores verticales. 80
4.7.1.1 Capacidad de separacin de gas. 80
4.7.1.1.1 Ejemplo 81
4.7.1.2 Capacidad de separacin de lquido. 83
4.7.1.2.1 Ejemplo 84
4.7.2 Clculo de la capacidad de tratamiento de separadores horizontales 84
4.7.2.1 Capacidad de separacin de gas 84
4.7.2.1.1 Ejemplo 86
4.7.2.2 Capacidad de separacin de lquido 87
4.7.2.2.1 Ejemplo 87
4.8 Mtodo Ken Arnold 88
4.8.1 Separadores verticales bifsicos 88
4.8.1.1Metodologa para dimensionamiento de separadores verticales
bifsicos 90
4.8.1.1.1 Ejemplo 91
4.8.2 Separadores horizontales bifsicos 93
4.8.2.1Metodologa para dimensionamiento de separadores horizontales
bifsico 93
4.8.2.1.1 Ejemplo 95
4.8.3 Separadores trifsicos 96
4.8.3.1 Separadores verticales trifsicos 96
4.8.3.1.1 Metodologa para dimensionamiento de separadores
verticales trifsicos 98
4.8.3.1.1.1 Ejemplo 99
4.8.3.2 Separadores horizontales trifsicos 100
4.8.3.2.1 Metodologa para dimensionamiento de separadores
horizontales trifsicos 102
4.8.3.1.2.1 Ejemplo 103
4.9 Mtodo Grfico para determinar la capacidad de los separadores horizontales y
verticales convencionales 105
4.9.1 Capacidad de lquido de un separador vertical 107
4.9.1.1 Ejemplo 107
4.9.2 Capacidad de gas de un separador vertical 107
4.9.2.1 Ejemplo 107
4.9.3 Capacidad de lquido de un separador horizontal 108
4.9.3.1 Ejemplo 108
4.9.4 Capacidad de gas de un separador horizontal 108
4.9.4.1 Ejemplo 108
4.10 Mtodo emprico para calcular la presin de separacin en un sistema de
separacin en etapas 113
4.10.1 Ejemplo 114
4.11 Mtodo para determinar la presin optima de separacin en la segunda etapa
en un sistema de 3 etapas 114
4.11.1 Ejemplo 116
4.12 Balance de materia en un proceso de separacin gas-aceite 117
4.12.1 Ejemplo 120
4.13 Optimizacin por requerimientos de potencia para transportar el gas separado 125
4.13.1 Ejemplo 128
CAPTULO 5 ESTABILIZACIN DEL ACEITE CRUDO 132
5.1 Introduccin 132
5.2 Separacin multietapas 133
5.2.1 Mxima produccin de lquidos 133
5.2.2 Mnimos requerimientos de compresin 133
5.3 Estabilizacin mediante la reduccin de la presin de separacin 134
5.3.1 Separacin multietapa en el tanque de almacenamiento 134
5.3.2 Separacin multietapa con estabilizacin de crudo en separador elevado 135
5.3.3 Separacin multietapa con estabilizacin de crudo con vaci 136
5.4 Estabilizacin mediante el incremento de la temperatura 137
5.4.1 Separacin multietapa con calentamiento de crudo y estabilizacin en
separador elevado 137
5.4.2 Separacin multietapa con estabilizador tipo torre 139
5.4.3 Separacin multietapa con estabilizacin elevada por ultrasnico 141
CONCLUSIONES 142
BIBLIOGRAFA 143
1
INTRODUCCIN
Tal como son producidos, los fluidos de la cabeza del pozo -aceite crudo, gas natural y
salmuera- deben ser procesados para su venta, transporte, re-inyeccin o disposicin.
El procesamiento en campo petrolero es definido como el procesamiento del aceite y/o
gas para un seguro y econmico almacenaje y/o transporte por ducto, tanque o camin,
tambin incluye el tratamiento de agua, ya sea del agua producida para su reinyeccin o
disposicin o agua adicional inyectada usada para empuje de agua o mantenimiento de la
presin.
La Separacin, deshidratacin, desalacin, endulzamiento y estabilizacin
describen operaciones especficas como sigue:
Separacin: Disociacin de las fases vapor, aceite y agua que son producidas en la
cabeza del pozo.
Deshidratacin: Remover los sedimentos y agua o sedimentos y salmuera.
Desalacin: Reducir el contenido de sal en el aceite diluyendo el agua contenida en
el aceite y luego deshidratando de nuevo.
Endulzamiento: Remocin de el H
2
S y otros compuestos de sulfuro.
Estabilizacin: Remover los componentes mas voltiles del aceite para reducir la
presin de vapor Reid (PVR) o ms correctamente la presin de burbujeo.
La seleccin y operacin del equipo para el procesamiento en campo depende del
volumen y las caractersticas de las corrientes producidas en las cabezas de los pozos.
En cada situacin el procesamiento no solo depende de la corriente en la cabeza del pozo
si no tambin de las especificaciones de entrega del producto.
Este trabajo consta de cinco captulos, el primero explica la caracterizacin de aceite
crudo, entendiendo que es lo que se produce en un pozo, como hidrocarburos y no
hidrocarburos su clasificacin con respecto a diferentes parmetros, as como el muestreo
y anlisis necesarios para tener el producto con las especificaciones y seguridad
adecuadas para su transporte y venta, tambin cumpliendo con las normas ambientales.
El captulo dos trata sobre el comportamiento de aceite, gas y agua, debido a que es
importante conocer las variables a controlar y los cambios que va teniendo el fluido en el
pozo como en superficie, siendo necesario esto para poder realizar el diseo de las
instalaciones superficiales con el fin de aprovechar el mismo comportamiento del fluido y
as minimizar costos.
El captulo tres versa en el procesamiento de campo del aceite, el criterio para la
seleccin, construccin y operacin para ser separados los hidrocarburos, para su
almacenaje y transporte, as como los no hidrocarburos que deben ser eliminados o
reinyectados. Es necesario conocer todos los procesos y parmetros para el diseo de las
instalaciones, la composicin del fluido, el mecanismo de empuje, el sistema artificial de
produccin y los mtodos de recuperacin.
El captulo cuatro hace nfasis de la importancia de la separacin de los fluidos
producidos, siendo esta una las razones principales a tomar en cuenta porque es la parte
bsica para el desarrollo de un campo, ya que hay lugares donde no se cuenta con el
equipo de separacin adecuado y el gas que se quema arrastra una cantidad
considerable de aceite ligero que tambin es quemado, ocasionando grandes prdidas
2
siendo el aceite ligero el de ms alto valor comercial. En este captulo adems se explican
diferentes mtodos para el diseo de separadores en base a la norma API y de diversos
autores, mtodos para obtener presiones ptimas a diferentes etapas, balance de
materias para determinar las cantidades de gas y lquidos separados. Las presiones de
separacin de un sistema en etapas deben optimizarse a fin de minimizar la potencia de
compresin requerida para transportar el gas separado. Todo esto repercute en los costos
finales de operacin.
El objetivo tcnico de la estabilizacin es remover los componentes ligeros, tan
completamente como sea posible mientras se permite la maximizacin de las cantidades
de C
4
, C
5
y pesados en el aceite crudo, por eso es necesario seleccionar un sistema de
estabilizacin adecuado para el tipo de fluido que se reciba. Una vez alcanzada la
estabilidad est en condiciones de ser puesto en el mercado, el cual se detallado en el
captulo cinco.
3
CAPTULO 1
CARACTERIZACIN DE ACEITE CRUDO
1.1 INTRODUCCIN
El tratamiento de aceite crudo para el almacenamiento, la transportacin y la venta, involucra
tres procesos:
Separacin de aceite crudo, agua libre y emulsificada o salmuera y sedimentos
arrastrados (arenas).
Estabilizacin de aceite crudo (remocin de gas natural disuelto, hasta el grado
requerido, para vender, transportar y manejar un aceite seguro).
Remocin de impurezas del aceite crudo y gas para satisfacer especificaciones de
venta/transporte/reinyeccin, adems de cumplir con todas las regulaciones de
seguridad y ambientales.
Las especificaciones de venta para el aceite crudo son pocas y legales e involucran pruebas
simples. Los aceites crudos son usualmente descritos por los hidrocarburos presentes, las
caractersticas totales se miden por las pruebas tradicionales. La seleccin, el diseo y la
operacin de procesos usados para separar el aceite del agua, sedimentos y el gas disuelto
adems de quitar impurezas, dependen de las caractersticas del estrangulador. Sin
embargo, la caracterizacin del aceite crudo ha sido discutida por apariencia de los
hidrocarburos producidos, componentes del aceite crudo, muestreo, anlisis y
especificaciones de producto.
1.1.1 Apariencia de los hidrocarburos producidos
Los componentes deseables del gas natural y del aceite crudo son los hidrocarburos. stos
se extienden desde metano hasta parafinas o alcanos con 33 tomos de carbono e
hidrocarburos aromticos polinucleares con 20 o ms tomos de carbono.
El gas natural es sobre todo metano. El aceite crudo principalmente lquido tiene cuatro o
ms tomos de carbono, hay una tendencia para referirse al aceite como un lquido y al gas
natural como gas y considerar la produccin de las dos fases como operaciones separadas.
Sin embargo, el aceite en el yacimiento contiene casi siempre metano disuelto y otros
hidrocarburos ligeros que son liberados como gas cuando la presin en el aceite se reduce.
Como el gas se expande, el volumen de lquido restante del aceite disminuye; este fenmeno
se conoce como encogimiento.
El gas que se produce se llama gas en solucin, gas asociado al aceite o gas liberado. El
encogimiento es expresado en trminos de barriles de aceite en el tanque por barril de fluido
del yacimiento (factor de encogimiento SF). El encogimiento del aceite crudo es el reciproco
del factor de volumen de la formacin (FVF o Bo).
El gas natural producido en un yacimiento de gas puede contener cantidades pequeas de
hidrocarburos ms pesados que se separan como lquidos llamados condensados. El gas
natural contiene hidrocarburos condensados llamado gas hmedo.
4
Si no estn en su forma condensada cuando el gas es producido a la superficie, el gas es
llamado seco. Los trminos mojado y seco pueden referirse al agua lquida o hidrocarburos
lquidos.
El gas condensado de yacimiento es un tipo intermedio de lquido (es decir, entre el aceite
crudo y el gas natural). El lquido condensado contiene una cantidad considerable de
hidrocarburos licuables y es muy rico en condensados.
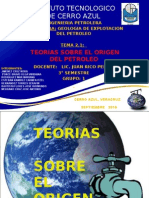
En la figura 1-1 se muestra una secuencia tpica de la separacin del gas-aceite que incluye
generalmente el agua y el retiro del sedimento. Cuando el aceite crudo se separa de un gas
asociado durante la produccin, el total del gas liberado mientras que se reduce la presin
del aceite a la atmosfrica dividida por el volumen del aceite crudo remanente se llama
relacin gas-aceite o RGA.
Figura 1-1. Tren de separacin de aceite-gas
La RGA esta dada en pies cbicos de gas a 60 F por barril en el tanque a la presin
atmosfrica (pie
3
/barril) en unidades inglesas; y metros cbicos de gas por metro cbico de
aceite almacenado a 15 C o alternativamente, metros cbicos estndar de gas por tonelada
mtrica de aceite a 15 C en el SI o unidades mtricas.
Las condiciones estndar para el gas natural son 60 F a una atmsfera estndar (14.696
psia en unidades inglesas de ingeniera) y 15 C a una atmsfera estndar (101.325 kPa en
el SI o unidades mtricas).
La RGA total depende del nmero de etapas usadas en la de separacin, as como la
presin de operacin de cada etapa. Para tres o ms etapas, la RGA se acerca a un valor
lmite. La optimizacin de la separacin implica generalmente maximizar el tiempo de
residencia del lquido en la vasija o minimizar los requerimiento de compresin.
SEPARACION
DE
SEDIMENTOS
SEPARADOR DE ALTA
PRESION
SEPARADOR DE
MEDIA PRESION
SEPARADOR DE
BAJ A PRESION
FLUIDOS
DEL
POZO
COMPRESION
GAS
COMBINADO A,
SEPARACION
DE NGL Y
TRATAMIENTO
SEPARACION
DE
SEDIMENTOS
ACEITE CRUDO A
TRATAMIENTO
AGUA A
TRATAMIENTO
5
Si no se produce ningn gas cuando el aceite crudo se reduce a la presin atmosfrica, se
dice que se trata de un aceite muerto. Si la cantidad de gas disuelto no es grande (hasta
cerca de 2.000 (pie
3
/barril) se dice que el aceite presenta un punto de bajo encogimiento o
aceite negro. Si la RGA est entre 2000 a 3300, se dice que el aceite tiene un alto
encogimiento o es un aceite voltil (figura 1-2).
La tabla 1-1 muestra las clasificaciones para el gas y aceite del yacimiento, el aceite crudo se
puede clasificar como pesado convencional, pesado y extra pesado como sigue:
Crudo convencional Viscosidad <10,000 cp, API >20
Crudo pesado Viscosidad <10,000 cp, API<20
Extra pesado API <10
Tabla 1-1. Caracterizacin del aceite.
Dowd y Kuskra (1988) determinan su clasificacin de hidrocarburos definiendo el bitumen
natural y lutitas:
Bitumen Natural (aceite, arena, asfalto natural) Viscosidad >10,000 cp.
Lutitas ms de 10 gal/ton en destilacin destructiva.
Tales clasificaciones solamente son significativas porque proporcionan informacin til al
ingeniero. En el caso del proceso en los campos de aceite crudo, la caracterizacin del aceite
debe ser suficientemente buena para proporcionar estimaciones exactas razonables del flujo
de gas-aceite y las composiciones en el separador del aceite.
Segn lo demostrado en la tabla 1-2, indica la visin general o la tendencia que se tiene
generalmente con respecto a la composicin del aceite y a la RGA (figura 1-2).
CONDICIONES
INICIALES
CONDICIONES
ESTNDAR
Tipo de fluido
Separacin
(bl @c.s./bl
@c.y.)
Relacin gas aceite
( pies cbicos @
c.s./ bl @ c.s)
API Color
Aceite de bajo
encogimiento
(baja RGA, aceite
negro)
>0.5 <2000 <45 oscuro
Aceite de alto
encogimiento
(alta RGA o voltil)
<0.5 2000 - 3300 >40
ligeramente
oscuro
Gas y
condensado
- 3300 - 50000 50 - 60
ligeramente
oscuro
Gas hmedo - >5000 >50
casi
transparente
Gas seco - - - transparente
6
Tabla 1-2. Constituyentes del aceite crudo
Parafnicos
Naftnicos
Aromticos
Gases disueltos
Sulfurosos
Nitrgeno (componentes orgnicos)
Oxgeno (componentes orgnicos)
Componentes metlicos
Partculas coloidales
Agua (S & W o BS & W)
Slidos
-cadena recta
-cadena ramificada
-alquilo ciclopentanos
-alquilo ciclohexanos
-alquilo bencenos
-naftnico-aromtico
-aromtico polinucleares
-nitrgeno
-dixido de carbono
-sulfuro de hidrgeno
-mercaptanos
-asfaltenos
-resinas
-parafinas solidas
-fresca o salmuera
-arenas
-fragmentos de tuberas
-productos corrosivos
-lodos
1.1.2 Componentes del aceite crudo
El aceite contiene cientos de miles de compuestos qumicos distintos; es una mezcla muy
compleja que por necesidad, es descrita parcial o total por las caractersticas, tales como
densidad (API), curva de destilacin, etc.
Los aceites crudos varan extensamente. Todas las variedades de los aceites pesados, casi
slidos, se hunden en agua, hasta crudos que se asemejan a la gasolina o al keroseno en
aspecto, solo cambian a un color ms oscuro.
El yacimiento contiene generalmente salmuera y aceite crudo formando emulsiones (es decir,
algunas gotas de la salmuera siguen dispersas a travs de la fase del aceite bruto continuo
incluso despus del proceso en campo). De igual manera en formaciones con poco o sin
empuje de agua, el agua intersticial o congnita est presente y es producida.
El agua congnita es casi fresca saturada con slidos disueltos (principalmente NaCl). Si el
agua presenta contenido de sales, tiene poco valor comercial y esto contribuye a una cada
excesiva de presin en las lneas de recoleccin y corrosin del equipo de acero en campo.
Despus de la separacin, la salmuera puede estar a disposicin para un manejo ambiental
aceptable; los costos de eliminacin pueden ser considerables. El empuje por agua
incrementar la produccin de agua.
7
Figura 1-2. Composicin tpica de un fluido de yacimiento.
La tabla 1-2 es un resumen de los constituyentes del aceite crudo principalmente
hidrocarburos, pero tambin incluye componentes contaminantes; sulfuros, nitrgeno,
oxgeno y metales. Cada tipo de aceite crudo contiene casi la misma clase de componentes,
pero en diferentes proporciones. El aceite crudo tambin contiene partculas coloidales,
sedimentos y agua (S&W) o llamados formalmente, sedimentos bsicos, agua y slidos
(BS&W).
Hidrocarburos. Los tres principales grupos de los hidrocarburos son; los alquilos o
parafinas, anillo saturado (anillo naftnico) y anillos aromticos (tabla 1-3). Casi todos los
componentes del aceite crudo estn compuestos de estos tres bloques, solos o en
combinacin. Las parafinas o hidrocarburos alifticos estn compuestos de cadenas rectas o
ramificadas de tomos de carbono con hidrgenos teniendo la formula C
n
H
2n+2
. Un ejemplo
es butano normal e iso-butano.
8
Tabla 1-3 Principales tipos de hidrocarburos aislados en el aceite crudo por la API
Tipo Formula Porcentaje
Hidrocarburos parafnicos
(Alcanos) Normal
14
Iso
18
Ramificados
18
Cicloparafinas (Naftnos)
Alquilo Ciclopentanos
10
Alquilo Ciclohexanos
6
Bicicloparafinas
5
Aromticos
Alquibencenos
18
Cicloparafinas-aromticas
5
Fluoruros
3
Aromticos Binucleares
17
Aromticos Polinucleares
Como los Binucleares pero ms
anillos
4
R es usualmente CH
3
-
CH
3
CH
2
R CH
3
CH
2
R
CH
3
CH R
CH
3
CH
3
CH R
CH
3
CH
2
CH
2
CH R
CH
2
CH
2
CH
2
CH
2
CH R
CH
2
CH
2
CH
2
CH
2
CH R
CH
2
CH
2
CH
2
CH
2
CH
2
CH R
CH
2
CH
2
CH
2
CH
2
C CH R
CH
2
C
CH
2
CH
2
CH
2
CH
2
CH
2
H
H
CH
2
C CH R
CH
2
C
CH
2
CH
2
CH
2
CH
2
CH
2
H
H
RR
CH
2
CH R
CH
3
CH
3
CH
2
CH R
CH
3
CH
3
CH
2
CH
2
CH
CH
2
R
CH
2
CH
2
CH
CH
2
R
CH
2
CH
2
R
CH
2
CH
2
R
RR
9
El n e iso-butano tienen la misma frmula emprica (C
4
H
10
) y el mismo peso molecular
(58.123), siendo ismeros. La tabla 1-4 muestra como rpidamente el nmero de ismeros
alifticos incrementa con el aumento de nmeros de carbonos. Este nmero dominante de
posibles ismeros confirma la previa afirmacin de que el aceite crudo contiene miles de
componentes individuales. Obviamente, la identificacin de cada uno de estos es
tcnicamente imposible y de alto costo. Los hidrocarburos parafnicos son tambin llamados
alcanos (tambin el tomo de carbono puede ser afectado por otro carbono), es llamado
grupo alquilo y est dado por el smbolo R. El grupo alquilo simple es el grupo metilo.
Tabla 1-4 Nmero posible de ismeros alcanos.
Nmero de
atomos de carbono
Nmero de
ismeros
1 2 3 1
4 2
5 3
6 5
7 9
8 18
9 35
12 355
15 4,347
18 60,523
25 36,797,588
40 62 x 10
12
Las cadenas lineales o hidrocarburos parafnicos normales desde C1 hasta C33 son
encontrados en el aceite crudo. Las llamadas ceras de parafinas consisten en alcanos del
nmero 16 al 29. Las cadenas de hidrocarburos con ramificaciones son encontrados en el
gas y en fracciones de gasolina (p. e., desde 4 a 10 carbones).
El grupo metil es el ms comn en su cadena y es ramificado al segundo tomo de carbn
en la primera cadena, entonces el tercer carbn al ltimo. Las ramificaciones predominantes
son las simples, despus las dobles y las triples.
Los naftenos son similares a las parafinas excepto que la cadena tiene forma de anillo y est
unido al final para formar cinco o seis miembros. Los miembros bsicos de la familia son los
ciclopentano y los ciclohexano.
CH
H
H
Grupo metilo
o CH
3
10
La ramas del alquilo son unidas usualmente al grupo metil y menos frecuente al grupo
alquilo. Los hidrocarburos aromticos como miembro bsico es el benceno.
Todas las combinaciones posibles de naftanos, anillos aromticos y grupo de alquilos se
encuentran en el petrleo. Incluyendo las siguientes:
H
HC
H
CH
HCH
HCH HCH
Ciclopentano
HCH
HCH
HCH
HCH
HCH HCH
Ciclohexano
11
Los aromticos tienen ocho miembros grandes pero causan problemas a la salud y al medio
ambiente. Esta documentado que el benceno es carcingeno y un contaminante primordial.
Los aromticos tienen pocos puntos de humo (se queman con una pequea flama). La tabla
1-3 resume los tipos de hidrocarburos de forma aislada desde una referencia de aceite crudo.
La tabla confirma que las tres estructuras mayores ocurren solas y en todas las posibles
combinaciones con las otras estructuras. Cada estructura aporta propiedades a los
componentes individuales y a su vez al aceite crudo.
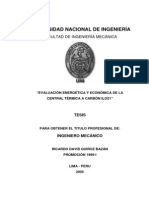
Nelson (1966) realiz una grfica interesante del factor de caracterizacin contra los puntos
de ebullicin, mostrado en la figura 1-3.El factor de caracterizacin, UOP K, es definido como
la raz cbica del punto de ebullicin de un componente (en grados Rankin) dividido por la
gravedad especifica, SG, del lquido a 60 F (referido al agua a 60F).
F F sg T K UOP CF
b
+ = = 60 60 67 459
3
1
/ @ / ) . (
Donde: T
b
=punto de ebullicin normal.
El UOP K o factor de caracterizacin no puede ser confundido con el factor K usado en los
clculos de equilibrio vapor/lquido. Las dos Ks son totalmente diferentes. Considerando los
tres componentes C6 n-hexano, ciclohexano y benceno. Los factores de caracterizacin se
dan en la figura 1-3 y la tabla 1-5 como 12.81, 10.98 y 9.72. Las cadenas alquilo tienen el
factor K alto, los anillos del nafteno tienen una K intermedia y finalmente compuestos
aromticos la K ms baja.
Nelson tambin demostr en la figura 1-3, el efecto de entremezclar los grupos bsicos. Por
ejemplo, comparando la suma de un lado del grupo del alquilo (p. e. el metilo) a cada uno de
los tres compuestos antes dichos de C
6
. Las Ks para 1-metilhexano, metilciclohexano y
tolueno es de 12.59, 11.11 y 9.86. El efecto de adicin al grupo alquilo es un poco bajo el
factor k de la parafina normal, pero aumenta las ks para el neptano y aromticos.
Observando particularmente que aunque el factor K disminuye, el primer punto de ebullicin
aumenta y en el aumento de los puntos de ebullicin, el factor de K se invierte y comienza a
incrementarse. Este comportamiento tambin se observa en los crudos.
Tabla 1-5 Caracterizacin de factores de hidrocarburos
Componente T
b
,F SG@60F/60F UOP K
n-hexano 155.72 0.66383 12.81
Ciclohexano 177.29 0.78347 10.98
Benceno 176.18 0.88448 9.72
2-metilhexano 194.09 0.68310 12.59
Metilciclohexano 213.68 0.77400 11.11
Tolueno 231.13 0.87190 9.86
12
Figura 1-3 Factores de caracterizacin de los hidrocarburos.
Compuestos de Azufre. Los compuestos de azufre se producen en cierta medida en todos
los aceites crudos, aunque algunos crudos contienen muy poca cantidad, estos compuestos
de azufre son como veneno para la catalizacin de muchas refineras y se oxidan en
dixido de azufre, el cual es un contaminante atmosfrico. Los crudos con alto contenido de
azufre son caros para refinar y procesar, as como peligrosos. Los problemas principales son
el lmite de azufre en los productos refinados y las regulaciones en la emisin ambiental. El
cido sulfhdrico contenido en esos crudos y/o producidos es altamente txico.
La tabla 1-6 muestran los tipos de compuestos de azufre en el crudo y sus productos. Un
aceite crudo es llamado amargo si el H
2
S se presenta en concentraciones mayores de 3700
ppmv (partes por milln de volumen). Sin embargo, el transporte en tuberas llama amargos a
crudos con ms de 0.5 de peso porcentual de azufre (tabla 1-10). Adems, el contenido de
azufre en un aceite crudo tiende a concentrarse en los puntos de mxima ebullicin. Los
componentes de azufre voltiles como el cido sulfhdrico y mercaptanos de bajo peso
molecular son removidos con los hidrocarburos voltiles en el proceso en campo.
Compuestos de Nitrgeno. Los compuestos de nitrgeno se producen en concentraciones
pequeas, usualmente menor que el 0.1 del peso porcentual de N
2
. Como los compuestos de
azufre, el nitrgeno tiende a concentrarse en los puntos de mxima ebullicin. La tabla 1-7
muestra los compuestos tpicos de nitrgeno que son producidos en el aceite crudo, pueden
corroer a metales nobles y afectan la catlisis de nquel en procesos de refinacin.
13
Tabla 1-6 Compuestos de azufre en el aceite
Tipo Formula
cido sulfhdrico H
2
S
Mercaptantes Alifaticos R-SH
Aromticos
Azufres alifticos R-S-R
Cclico
Bisulfuros alifticos R-S-S-R
Aromticos
Poli sulfuros R-Sn-R
Tiofeno y homlogos
Compuestos de oxgeno. Los tipos de compuestos de oxgeno que se producen en el
aceite crudo son mostrados en la tabla 1-8. La mayora de los compuestos de oxgeno son
cidos orgnicos, que por su acidez pueden ser removidos por medio de la neutralizacin, el
fenol esta contenido en el aceite crudo. Los cidos naftnicos presentes en el aceite crudo en
cantidades apreciables son importantes en la produccin de agentes activos superficiales
(surfactantes).
Compuestos metlicos. Dos grupos de componentes metlicos son producidos en el aceite
crudo. El primero son los metales ligeros, que son los cationes en la salmuera que
acompaan la produccin de aceite crudo, son principalmente sodio, en menor cantidad el
calcio y el magnesio. Los metales jabonosos, contienen aniones orgnicos, tambin son
producidos en el aceite crudo.
El segundo grupo de metales incluye el vanadio, nquel, hierro y cobalto los cuales se
producen en los puntos ms altos de ebullicin del aceite crudo, aparentemente en la forma
de metales porfricos o compuestos similares. Una estructura porfrica es mostrada en la
figura 1-3. En la combustin del componente vanadio forma el pentxido de vanadio (V
2
O
5
),
que cataliza la oxidacin del componente sulfuro a SO
3
, entonces decrementa el punto de
roci del SO
3
. El veneno cataltico de vanadio y nquel se catalizan rompindose, causando
prdida de actividad e incremento de coque y formacin de hidrgeno.
S
SSR
SH
14
N
N
l
N
l
H
N
l
H
H
l
N
Z
Z
N
Tabla 1.7 Compuestos de Nitrgeno en el aceite
Tipo Estructura
Componentes Nitrogenados Bsicos
Piridinas
Quinolinas
Isoquinolinas
Acridinas
Compuestos nitrogenados
no bsicos
Piroles
Indoles
Carbazoles
Porfirina.
Muchos de estos pueden fijarse tambin al grupo alquilo
N
N
N
l
N
I
H
N
l
N
l
H
15
Tabla 1-8 Compuestos de oxgeno en el aceite
Tipo Formula
cidos
cidos Carboxlico Aliftico
cidos Carboxlico Aliftico
Branched
cidos Naftnicos Monociclo
cidos Naftnicos Biciclos
cidos Naftnicos Polinuclear
Acidos Aromticos
Acidos Aromticos Binuclear
Acidos Aromatico Polinuclear
Fenol
Cresoles
R es usualmente CH
3
16
Tipo Formula
No-cidos
Esteres
O
CH
3
(CH
2
)
n
---C---O(CH
2
)
n
CH
3
Amidas O
CH
3
(CH
2
)
n
---C---NH(CH
2
)
n
CH
3
Kerones O
CH
3
(CH
2
)
n
---C---(CH
2
)
n
CH
3
Benzofuranos
Dibenzofuranos
R es usualmente CH
3
Figura 1-3 Estructura tpica del porfirina
Porfirina de vanadio complejo
Partculas. El aceite crudo y el sistema coloidal, son soluciones bastante homogneas. Las
partculas slidas son de dos tipos de materiales suspendidos en el lquido: asfalteno y
resinas. Los asfaltenos se quedan suspendidos en el aceite porque son precipitadas las
resinas. Los asfaltenos tienen anillos policiclos que, por definicin, son insolubles en
solventes parafnicos, tal como n-pentano, pero son solubles en solventes aromticos. El
hidrocarburo parafnico normal floculan asfalteno, las resinas tambin contienen
componentes de anillos policiclos que son insolubles en la mayor parte del aceite crudo pero
son solubles en n-parafinas. Los asfalteno son partculas de masa grande, ms que las
17
resinas, grandes en tamao (10-35 nm) y contienen oxgeno y sulfuro, sales orgnicas e
inorgnicas y porfirinas. Las resinas son pequeas (<10 nm), ambos asfalteno y resinas se
aglomeran individualmente o colectivamente en partculas en tamao coloidal (cerca 1 m).
Asfalteno y depositacin de cera. Es necesario comentar acerca de los problemas
operativos causados por los dos componentes de aceite crudo; los asfalteno y la cera
parafnica. Ambos materiales pueden precipitarse como slidos durante el manejo del aceite
crudo en el campo o en el pozo. La depositacin de cada uno de los slidos puede ser tan
significativa que pueden daar el equipo superficial y (en el caso extremo) causar
interrupcin de flujo y / o dificultad al iniciar flujo.
Si por alguna razn las resinas son removidas, los asfalteno flocularn, agregarn y formarn
un depsito. Los cambios en la temperatura y la presin del aceite crudo pueden dar como
resultado vaporizaciones parciales del aceite crudo, cuando esto ocurre la composicin de la
fase lquida cambia y esto tambin puede provocar floculacin. Aunque esta manifestacin
es rara, puede ser capaz de bloquear el flujo y puede causar muchos problemas operativos.
La parafina slida consta de C16 a C20 n-parafinas que tienen los puntos de fusin por
encima de las temperaturas ambientales. La cera pura es un slido blanquecino, pero puede
ser una pasta, segn la composicin o presencia de aceite lquido. La depositacin de la cera
causa excesivas cadas de presin en las lneas de flujo. Si suficiente cera est presente en
un aceite y se cristaliza en una lnea de flujo, la lnea puede ser bloqueada siendo difcil o
imposible regular el flujo.
Hay dos factores que pueden causar la depositacin de la cera, la primera es simplemente el
abatimiento de la temperatura de aceite crudo hasta que la cera aparezca en solucin. Este
fenmeno se puede predecir por la prueba en laboratorio pour point test (ANSI/ASTM D
97). El segundo, como en el caso de asfalteno, el flujo en baches del aceite puede producir la
formacin de ceras. Los hidrocarburos ms ligeros ayudan a mantener en alto los puntos del
lquido o de solubilidad de la cera, el empuje es preferentemente para la fase de vapor, esto
cambia la composicin lquida.
NORMA. Una reciente preocupacin en el procesamiento del aceite es la presencia natural
de materiales radioactivos o Norma (Gray, 1990,1993). El uranio y el torio estn presentes en
la mayora de las tierras y rocas en la corteza terrestre, el uranio 238 decae radiactivamente
a travs de una serie de reacciones. Las aguas subterrneas pueden disolver sales solubles
de radio (p.e., RaCl
2
) y llevarlos a la superficie.
Los elementos generadores del radio son el U-238 y Th-232, los cuales son menos solubles
y permanecen mucho ms en la formacin. Los precipitados del radio con bario y sulfatos de
estroncio, estn incorporados dentro de la escala, esta puede contaminar la tubera en el
fondo del pozo, el equipo de procesamiento y transporte superficial incluyendo las
instalaciones para la preparacin de lodos. El gas radn es el gas natural principal
contaminante de las presas de lodos, elementos de filtracin, equipo inyector para eliminar
sales, tierras y equipo para trasladar tuberas.
Arsnico y mercurio. El arsnico y el mercurio son dos elementos que se presentan
naturalmente y que causan problemas en la industria del gas natural. Estos materiales
18
pueden tambin causar problemas en el procesamiento del aceite crudo como en el pozo,
pueden causar corrosin y daar los filtros y catalizadores.
1.2 MUESTREO Y ANLISIS DEL ACEITE CRUDO
La composicin cuantitativa del aceite crudo es requerida, sin embargo se deber recuperar
una muestra representativa del aceite crudo, si la muestra analizada no es representativa del
aceite crudo los resultado no sern tiles.
1.2.1 Muestreo
Se discuten dos tipos de muestreo, el primero es el muestreo de los fluidos del yacimiento
para ser usados en los mtodos de simulacin matemtica para predecir el comportamiento
de los fluidos tanto en la superficie como en la formacin. El segundo tipo es la rutina de
muestreo del aceite producido por transferencia de custodia.
Moses (1986) establece el hecho de que una vez que la presin en el yacimiento cae por
debajo de la presin de burbujeo o el punto de roco, las muestras de fluido no son muy
representativas del fluido original del yacimiento, por lo tanto, las muestras de fluido deben
ser tomadas antes de que se haya presentado una significativa declinacin de la presin del
yacimiento.
Reudelhuber (1954a, 1954b, 1957) discute dos tipos de muestreo de yacimiento,
llamndolos, superficiales y subsuperficiales. El muestreo subsuperficial involucra el uso de
un contenedor de muestras colocado en la parte baja de la tubera, en la seccin opuesta a
las perforaciones (p.e., en la zona productora). El muestreo superficial consiste en separar
las muestras de vapor y lquido y posteriormente recombinarlas en el laboratorio.
En cualquier tipo de muestreo las condiciones del yacimiento son muy importantes. Si el
yacimiento es saturado entonces el flujo dentro del pozo, causa que la presin sea ms baja
que la de saturacin y el gas se libere afuera. La diferencia de permeabilidades causa que el
fluido dentro del pozo tienda a ser algo diferente al fluido original del yacimiento. Al
presentarse este efecto, que no se puede evitar, Reudelhuber recomienda dejar producir el
pozo a un ritmo muy bajo por un lapso de 24 a 72 horas, entonces cerrarlo por el mismo
lapso antes de tomar la muestra subsuperficial.
La situacin para yacimientos saturados con muestreo superficial es incluso ms difcil. Si las
muestras de gas y lquido son recombinadas en una proporcin equivocada, la presin de
burbuja de las muestras combinadas podra ser ms alta que la presin del yacimiento, lo
cual no puede ser cierto. Reudelhuber sugiere que la correcta RGA usada para recombinar
las muestras es cuando la presin de burbuja sea igual a la presin del yacimiento. Para
yacimientos bajosaturados es mejor, pero aun hay que tener cuidado dado que la presin
dentro del pozo es suficientemente baja para prevenir cadas excesivas.
Parrot (1991) ha descrito una tcnica automtica para muestrear aceite crudo para
transferencia de custodia. Pequeas muestras son removidas de tiempo en tiempo en orden
para obtener una muestra totalmente representativa del total del aceite transferido. La
muestra debe ser analizada para obtener el contenido de agua. El contenido resultante de sal
y agua permite el clculo actual del flujo de aceite del total del flujo medido. El problema es
19
que el flujo en dos fases, agua-aceite no ocurre en medios homogneos, incluso si toda el
agua se encuentra en suspensin en forma de gotas. Parrot recomienda usar mezclador
esttico, seguido de un tubo deslizador del lquido, el muestreador se retira al final, bastante
lleno (figura 1-5). Se puede usar una placa de orificio que proporcione una cada de presin
que produzca flujo en el tubo deslizador, se puede usar una bomba. Algunas muestras a
menudo no reflejan el flujo relativo de aceite al tiempo que la muestra se retira.
1.2.2 Anlisis del aceite crudo
Para la determinacin de la verdadera composicin del aceite crudo se deben usar mtodos
simplificados para caracterizarla. Para los presentes propsitos, la composicin del aceite
crudo es discutida en trminos de tres necesidades principales para caracterizar su
composicin:
Valoracin del crudo
Simulacin de yacimientos
Procesamiento en superficie
Figura 1-5 Sistema para muestras de aceite crudo.
Valoracin del crudo. Los mtodos analticos usados para la estimacin del rendimiento
por varias compaas varan, pero la mayora involucra una combinacin de dos mtodos;
llamados cromatografa del gas y destilacin del verdadero de punto de ebullicin (TBP). La
cromatografa es usada para determinar el contenido de hidrocarburos ligeros metano a
pentanos o hexanos. La destilacin es usada para definir los hidrocarburos pesados en
trminos de una grafica de temperatura de contra porcentaje de volumen destilado.
Un anlisis TBP se desarrolla en un conjunto de destilacin teniendo un gran nmero de
estados tericos como un alto radio de reflujo. La destilacin se ha terminado en 15-5
destilaciones McNelis, porque el uso es aproximadamente 15 estados tericos equivalentes y
un radio de reflujo de 5:1 la carga de muestra es grande: 1 a 5 litros.
20
Una destilacin TBP se describe en el mtodo ASTM D 2892. La porcin de la presin
atmosfrica debe ser discontina cuando todava la temperatura del recipiente se aproxima a
la de rompimiento (aproximadamente a 590
o
F). Se enfra la mezcla y cuando se contina la
TBP a una presin reducida (de entre 2 a 10 mm de Hg) las temperaturas de vaco deben ser
convertidas a 760 mm de Hg para extender la porcin atmosfrica de la TBP de 900-950
o
F.
La destilacin en base al punto de ebullicin resulta ser tardada y costosa aunque, esto se
puede automatizar. Una prueba alternativa para determinar los rangos del punto de
ebullicin, es la distribucin del cromatgrafo (ASTM D 2887). Este procedimiento requiere
una muestra mucho ms pequea donde se inyecta, con una pequea resolucin, la
temperatura programada del cromatgrafo. Los datos pico acumulados son guardados como
una funcin del tiempo. Este resultado es convertido a temperatura contra por ciento de
destilacin, usando una calibracin generada por hidrocarburos estndar. Los clculos y los
resultados son realizados por una microcomputadora conectada al cromatgrafo,
imprimiendo los reportes inmediatamente, este anlisis se realiza en pocos minutos.
Como habamos visto, los gases e hidrocarburos del C5 o C6 o posiblemente C8 son
determinados en anlisis cromatogrficos de gases por separado como compuestos
individuales o componentes reales. El material con el mayor punto de ebullicin es
representado por rangos de puntos o pseudo-componentes. Por ejemplo el volumen de un
material destilado de 300F a 330F es determinado por el punto de burbujeo y el
componente es representado por su punto medio de ebullicin 325F. El volumen puede ser
convertido a masa usando correlaciones estndar.
Una propiedad adicional como la gravedad especifica es requerida para una mejor
caracterizacin de los rangos de puntos de ebullicin. La destilacin TBP tienen una ventaja
sobre el TBP cromatogrfico simulado porque las muestras pueden ser recolectadas y su
gravedad especifica puede ser medida.
Simulacin del yacimiento. Probablemente la representacin ms completa de la
composicin del aceite es necesaria para realizar los anlisis del comportamiento de los
yacimientos. En esencia, es requerido un anlisis calidad assay. Una gran variedad de
trabajos tiene que hacerse para representar a las fracciones precisas de C7+para la relacin
de equilibrio de fase requeridas en la simulacin de yacimientos que se han realizado.
Procesamiento en superficie. Un proceso de superficie tiene como objetivo dar la
composicin para calcular las propiedades termodinmicas, incluyendo la densidad, entalpa,
entropa y las relaciones de equilibrio de fases (valores de K). Los clculos de equilibrios de
fase son usados para predecir las cantidades de gas y lquido que fluyen desde el separador
o desde cualquier punto en una tubera para los clculos de presin de goteo. Las
densidades se necesitan para medir el tamao de los separadores, tuberas y otros equipos.
Las entalpas y entropas se necesitan para predecir los requerimientos de energa para los
intercambiadores de calor y compresores.
El principal problema en los clculos del proceso en campo es la representacin de los
materiales C7+. Para la mayora de los clculos de equilibrio de fase, el nmero de
componentes de C7+usado no es tan crtico para la simulacin de yacimientos. En muchos
21
casos, un solo componente de C7+es suficiente para obtener predicciones razonablemente
buenas. Este punto es controversial, pero es basado en lo siguiente:
1. La representacin de separadores; como separador de fase y tuberas perfectas
tienen un flujo homogneo errneo.
2. En dos fases, los mtodos para el clculo de la presin de goteo son
aproximadamente correctos (en un 90 o 80 por ciento).
3. El clculo de la cantidad de vapor en un separador o el flujo en una tubera es
principalmente dependiente de la composicin de materiales con bajo punto de
ebullicin.
4. El fluido que fluye o fluir en el equipo probablemente no tiene la composicin que se
uso en los clculos.
Por lo tanto, para el procesamiento del aceite en campo, una representacin medianamente
exacta de un aceite crudo, es suficiente para la mayora de los propsitos.
1.3 ESPECIFICACIONES DEL PRODUCTO.
Las especificaciones del aceite son relativamente simples y pocas. Los consignadores deben
facilitar el anlisis del aceite para los requerimientos de transportacin. El anlisis de
laboratorio incluye gravedad API, presin de separacin instantnea, presin de poro,
contenido de agua y sedimentos, contenido de sal, contenido de sulfuros y sulfuros de
hidrgeno. Claro, que una compaa que compra aceite debe tener toda la informacin
necesaria para evaluar el crudo en sus modelos de simulacin de refinacin y esto requiere
inicialmente un anlisis de composicin completo apropiado para el modelo. Sin embargo, la
transferencia de custodia debe incluir especificaciones de gravedad API plus, agua y
sedimentos. La tabla 1-10 resume las especificaciones tpicas del aceite crudo en Texas y
Oklahoma.
Si el aceite no es contabilizado desde un tanque de almacenamiento, la presin de vapor
debe ser especificada. Si el aceite tiende a solidificarse (coagularse), un punto es requerido.
Tambin, si el contenido de agua es un factor crtico, una determinacin ms sofisticada de
la cantidad de agua ser requerida. La tabla 1-11 presenta una lista completa de las pruebas
para los componentes potenciales o propiedades del aceite.
Tabla 1 -10. Especificaciones tpicas de aceite crudo
Durante los comienzos del desarrollo de la industria del petrleo, la medicin cientfica de los
campos era muy primitiva. Todava, los negocios del proceso de aceite tienen que progresar.
Como resultado, las pruebas ideadas para caracterizar el aceite y sus productos son simples,
S&W <1.0 %peso
punto de escurrimiento <50F
aceite amargo >0.5 %peso asufre (ASTM D 1552 o D 129)
presin de vapor <9.5 psia (a 100F)
aceite dulce <0.5 %peso asufre (ASTM D 1552 o D 129)
presin de vapor <8.0 a 10.0 psia (a 100F)
Viscosidad <325 SSU a 60F
22
son empricos y pueden ser llevados a cabo por personal no entrenado. Muchos de estos son
usados todava. Otros han sido reemplazados por mtodos mas sofisticados.
Las pruebas son cuidadosamente especificadas y documentados por la (ASTM), el Instituto
Americano del petrleo (API) y el Instituto Nacional Americano de Estndares (ANSI). Las
cuatro pruebas para el manejo en el campo son: gravedad API, sedimentos y agua (S&W),
presin de vapor Red (RVP) y el punto de escurrimiento. La ltima referencia que se tiene
fue hecha en versin de la ASTM o Manual de Mediciones Estndar del Petrleo API,
manuales para procedimientos actuales.
Las pruebas ASTM son identificadas por nmeros y por la letra D, seguida por un nmero
que indica la prueba, un guin y un nmero que indica el ltimo ao de revisin de la prueba.
Por ejemplo, ASTM 287-78 se refiere a la prueba de gravedad especfica mediante un
hidrmetro y la ltima revisin fue en 1978. En las siguientes descripciones, el ao de
revisin puede ser omitido porque este cambio siempre, que el procedimiento sea revisado o
reafirmado, pero la designacin principal es la misma.
23
24
GRAVEDAD ESPECIFICA POR HIDROMETRO (ANSI / ASTM D 1298). La muestra de
lquido (a una Presin de Vapor Red de 26 psia o menos) es colocada en un cilindro de
vidrio y un hidrmetro con una escala de rango apropiado, la escala es leda y tomada hasta
el menisco del lquido, se mide la temperatura de la muestra. La gravedad observada es
reducida a 60 F por medio de tablas estndar. La escala leda a 60F/ 60F; llamada
gravedad especfica API y esta es relacionada a la actual gravedad especifica por la
ecuacin (1-2).
) ( .......... .
@
.
2 1 5 131
60
5 141
0
0
=
F SG
API
Otro medio para determinar la gravedad especfica directamente es en los laboratorios, para
la gravedad especfica del aceite crudo es usualmente reportado como gravedad API.
AGUA Y SEDIMENTOS EN EL ACEITE CRUDO (ANSI/ASTM D 96). La muestra de lquido
es colocada en un tubo centrifugador estndar con un filtro de dimetro pequeo en la base
inscrito con subdivisiones apropiadas. La utilizacin del solvente tolueno caliente o
desmulsificador puede ser requerido, dependiendo de la naturaleza de la muestra. El tubo es
colocado en una centrfuga y se hace girar a la velocidad requerida por 3 minutos. Se hace
girar repetidamente por intervalos de 1 minuto, hasta que el volumen sea constante. Los
sedimentos y el agua son reportados en por ciento de volumen.
Barrios (1989) discuti la obtencin del contenido de agua por mtodos ms sofisticados que
ASTM D 97 o D 4007, por que el contenido de agua es muy importante en la determinacin
del valor de ventas del aceite. El report que por 212 MMbbl de aceite vendido por LOOP
Inc., el agua obtenida por el mtodo de la centrifuga fue cero. El agua determinada por
destilacin (ASTM D 95 o D 4406) fue 0.111 %.
PRESION DE VAPOR DE PRODUCTOS DEL ACEITE (METODO REID) (ANSI/ASTM D
323). La muestra del lquido es colocada en un cilindro, este se coloca en agua a 100 F, se
agita frecuentemente manteniendo la presin constante. El dato de la presin leda es el de
la Presin de Vapor Red (PVR) en psi, la presin inicial leda es 0 psia o 1 atm. La PVR es
un indicador del manejo seguro del aceite crudo. Si la PVR es suficientemente baja, entonces
el aceite puede ser manejado y almacenado en forma segura a la presin atmosfrica.
PUNTO DE ESCURRIMIENTO DEL ACEITE (ANSI/ASTM D 97). El punto de escurrimiento
del aceite es la temperatura mas baja, lo ms cercano a 5 F, observando el movimiento del
aceite crudo. El aceite es colocado en un cilindro para el anlisis, con un termmetro. El
recipiente es colocado en una envoltura y el aparato se enfra a la temperatura prescrita. A
una temperatura de 15 F por arriba del punto de escurrimiento, el cilindro es removido
rpidamente, es inclinado para verificar el movimiento el menisco. El punto de escurrimiento
es la temperatura a la cual el menisco no se mueve en un tiempo de 5 segundos.
25
CAPITULO 2
COMPORTAMIENTO DE FASES
2.1 INTRODUCCIN
La comprensin de las fases en equilibrio de los hidrocarburos es fundamental para el diseo
y anlisis del comportamiento de la mezcla de aceite y gas en el yacimiento, tanto en la
tubera de produccin como en el equipo de superficie.
Las fases del fluido de una mezcla de hidrocarburos son uniformes y extensas en todas sus
propiedades; puede ser lquido o vapor. Los lquidos tienen volumen definido, sus molculas
son sostenidas por una distancia fijada por fuerzas de atraccin intermoleculares. Si la
energa suficiente es impartida a las molculas, rompe la fuerza atractiva local haciendo que
se separen, vaporicen o viajen al azar en estado vapor ocupando algn volumen disponible.
Las molculas de gas son similares a las molculas de vapor, pero difieren en la temperatura
donde la fase lquida puede ser formada.
La fase lquida y vapor pueden coexistir en un equipo de proceso, es importante predecir la
presencia y propiedades de cada fase. Las medidas experimentales pueden ser hechas al
establecer las condiciones necesarias para cada prediccin, pero es costoso.
El agua o salmuera son usualmente producidas con los hidrocarburos desde el yacimiento.
Las fases del hidrocarburo y el agua tienen un lmite en la solubilidad entre ellas, en
presencia del agua lquida y en vapor, se satura de hidrocarburo. Aunque, la concentracin
del vapor es relativamente baja, la presencia de agua no afecta al hidrocarburo cuando esta
en equilibrio.
2.2 COMPORTAMIENTO DE LAS FASES DEL FLUIDO
La figura 2-1 describe un diagrama representativo de la fase de un fluido del yacimiento, es
para un fluido con composicin constante. La curva o envolvente de fase esta en un plano
dentro del cual esta la regin presin y temperatura. A la izquierda y sobre la envolvente, la
presin es suficientemente alta manteniendo el fluido del yacimiento en estado lquido.
Dentro de la envolvente la presin tiene cadas iguales que permiten la formacin de vapor,
existiendo en equilibrio con el lquido remanente. Las fases aunque estn en equilibrio tienen
diferente composicin, la fase que tiene ms componentes voltiles es rica en vapor y con
bajos componentes voltiles es rica en lquido. A la derecha y debajo de la envolvente, la
presin es baja y solo existe vapor.
Una completa descripcin del comportamiento de la fase de una mezcla incluye la
consideracin de la fase slida. La mezcla de hidrocarburos se define en puntos que son
generalmente bajos. El comportamiento del flujo de cada crudo cambia marcadamente en
estos lmites. Estos fenmenos son la cristalizacin de la cera o asfltenos y no representa al
aceite fri.
26
Figura 2-1 Diagrama de fase de un fluido de yacimiento
La lnea entre las regiones de lquido y vapor-lquido es llamada lnea de burbuja. Si el lquido
en el punto A es calentado a presin constante, se forma la primera burbuja de vapor en la
lnea de burbuja. Como la mezcla se va calentando, el vapor es formado.
La lnea entre las regiones de vapor-lquido y vapor es llamada lnea de rocio. Si el vapor en
el punto D es enfriado a presin constante, se forma la primera gota de lquido (o rocio) en la
lnea de rocio. Como la mezcla se va enfriando, el lquido es formado.
El punto C es un punto crtico de la mezcla, a esta temperatura y presin la fase lquido y de
vapor son idnticas, por el hecho de que estos puntos representan el comienzo de ambas
curvas de burbuja y rocio.
La asntota vertical, CT, es llamada cricondenterma (temperatura de condensacin crtica).
Sobre esta temperatura las dos fases no pueden ser producidas a ninguna presin. A la
derecha de la cricondenterma el estado del fluido es a menudo referido como un gas.
La asntota horizontal, CB, es llamada cricondenbara (presin de condensacin crtica).
Sobre esta presin las dos fases no pueden ser producidas a ninguna temperatura. Por
encima de esta presin y a la izquierda del punto crtico, el fluido es considerado como un
lquido.
27
Figura 2-2 Relacin de las condiciones del yacimiento
en diagrama de fase de un aceite crudo
La figura 2-2 muestra un diagrama de fase pero acenta las relaciones que existen en el
yacimiento. El punto A indica la presin y la temperatura del fluido presente en el yacimiento.
Claramente, el fluido es un lquido por lo tanto es un yacimiento de aceite.
Si el aceite es producido desde las condiciones de yacimiento en el punto A, entonces la
temperatura y la presin del aceite caern durante la trayectoria del aceite por la tubera. Las
cadas de presin son por las prdidas de presin hidrosttica en la cabeza y ms por
prdidas de friccin en la tubera. Las cadas de temperatura son debidas por la transferencia
de calor del aceite a la roca fra y despus a la tubera. Si ocurre vaporizacin, las cadas de
temperatura son regularmente porque la energa requerida viene del mismo lquido.
En la figura 2-2 la lnea punteada finaliza en el punto WH
a
representando el comportamiento
de la P-T, as como el flujo del aceite. El punto WH
a
representa las condiciones en la cabeza
del pozo, se ve que se forman pequeas cantidades de vapor y esto se refiere a un aceite
con baja RGA. Si el aceite es producido desde el yacimiento en el punto B a la cabeza del
pozo en el punto WH
b
, se forma ms vapor, esto es un aceite con alta RGA.
El yacimiento de aceite a condiciones del punto B es llamado aceite bajosaturado, si la
presin en el yacimiento decae al punto B, se forman dos fases en el yacimiento. Esta
condicin no es deseable porque las fases de vapor y lquido no tienen la misma
permeabilidad en la roca del yacimiento; las dos fases viajan a diferentes ritmos a travs de
los poros de la roca, el resultado son prdidas en la produccin del fluido total si se conserva
la presin en el punto B, por esta razn la inyeccin de agua es frecuentemente practicada
desde que empieza la produccin de aceite con el propsito de mantener la presin.
28
Los diagramas de fases son medidos en el laboratorio u obtenidos por clculos de equilibrio,
las medidas experimentales determinan en la envolvente el lugar de los puntos de rocio y de
burbuja de una celda donde vara el volumen. La determinacin puede ser de forma visual,
por una ventana en la celda o basados en los puntos de ruptura de los datos de presin y
volumen.
Las medidas experimentales son extremadamente tardadas y caras, cada dato tiene que ser
usado para desarrollar mtodos para predecir el comportamiento de la fase. Los clculos de
equilibrio de fase a mano pueden ser usados pero no son muy precisos y son tardados. Para
gas natural son satisfactorios pero son difciles e imprcticos para aceite crudo.
2.3 CLCULO DE EQUILIBRIO
Hay dos mtodos bsicos para el clculo de equilibrio-fase:
1. Diagramas de fase.
2. Equilibrio instantneo (flash).
El primero determina la envolvente de fase por clculos de los puntos de burbuja y de roco,
obteniendo las temperaturas y presiones a las cuales la mezcla comienza a presentar
vaporizaciones o condensados. En general, los clculos del punto de burbuja son tiles para
estimar las condiciones de reserva, pero no son usadas para clculos de operaciones en
superficie excepto para recalentar, estabilizar y fraccionar. Los clculos del punto de rocio no
son tiles para el estudio del proceso del aceite.
El segundo estima los porcentajes vaporizados y la composicin de la fase-equilibrio para
mezclas que son particularmente vaporizadas o condesadas, como en un separador de fase.
Estos clculos son importantes en la simulacin de los trenes de separacin usados para
estabilizar el crudo.
La nomenclatura para el clculo de equilibrio-fase se muestra el la figura 2-3, la K
i
es llamada
relacin de equilibrio vapor-lquido o comnmente, valores de K.
i i i
x y K = 2-1
En el Engineering Data Book en la seccin 25, es la mejor fuente de los valores de K
i
para
los componentes del gas natural. Estas K
i
son satisfactorias en el clculo a mano para el
aceite crudo. Otra fuente es el API Data Book Petroleum Refining (American Petroleum
Institute, 1983). Sin embargo, los clculos a mano no son prcticos para el aceite crudo,
aunque las ecuaciones bsicas que se solucionarn son iguales, sin importar la herramienta
usada.
Para simplificar, el subndice i es omitido para la x, y, z y K. Cada componente tiene su
propio valor para cada uno de estas variables y la sumatoria refiere a la suma para todos los
componentes presentes.
29
F =Alimentacin, mol / hr
F
L
=Produccin lquido, mol / hr
F
V
=Produccin vapor, mol / hr
Z
i
=Fraccin mol del componente en la alimentacin
X
i
=Fraccin mol del componente en la fase lquida
Y
i
=Fraccin mol del componente en la fase vapor
P =Presin
T =Temperatura
2.3.1 Clculo del punto de burbuja
Considerando la mezcla lquida de la composicin z a presin P, la fraccin mol z es usada
como la alimentacin. La z juega la parte de x, porque la alimentacin es lquida. Los
clculos son basados en el concepto de que la primera burbuja de vapor que se form no
hace que cambie de forma apreciable la composicin de la alimentacin y estn en equilibrio.
La composicin de la burbuja de vapor es, por la definicin anterior:
Kz y = 2-2
para cada componente. La suma de las fracciones de los moles de alguna fase debe ser
idntica a 1.
= = 0 . 1 Kz y
2-3
Entonces, la tarea es encontrar la temperatura T de modo que cuando las Ks se obtienen
para esa T y la P dada, la suma de Kzs, son efectivamente iguales a uno, dentro de una
aceptable tolerancia, el procedimiento es a ensayo y error.
Si la temperatura es dada en lugar de la presin, la presin de burbuja es calculada en forma
similar. Una presin se asume para una T dada, las Ks estimada en le ecuacin 2-3 es
comprobada.
F
Z
J
F
X
J
F
Y
J
30
2.3.2 Clculo del punto de roco
Para el clculo del punto de rocio, la alimentacin es dada por el vapor. Cuando la primera
gota de lquido es condensada, la alimentacin de vapor no cambia y el lquido esta en
equilibrio con el gas. La fraccin mol de lquido de cada componente es:
k z x =
2-4
Como antes, la suma de las xs debe ser igual a uno.
= = 0 . 1 k z x
2-5
El clculo de ensayo y error es requerido; una temperatura es supuesta y se encuentran las
correspondientes Ks. La temperatura es ajustada cuando sea necesario para satisfacer el
requisito del punto de condensacin, ecuacin 2-5. Una presin de rocio puede ser calculada
similarmente, si la temperatura es especificada en lugar de la presin.
2.3.3 Clculo del equilibrio de la vaporizacin instantnea (flash)
Los clculos instantneos combinan el balance de materia de la corriente total, el
componente del balance de materia y la relacin de equilibrio.
V L
F F F + = corriente la de total Balance
2-6
VY LX Z
F F F + = s componente los de Balance
2-7
Kx = y equilibrio de Relacin
2-1
Eliminando y resolviendo las ecuaciones 2-7 y 2-1 para x es:
K F F
F
x
V L
Z
+
=
2-8
Haciendo a F igual a uno, entonces
K F F
Z
x
V L
+
=
2-9
donde
L V
F F = 0 . 1 2-10
Finalmente, la suma de la ecuacin para x debe aplicarse.
= 0 . 1 x 2-5
La composicin de vapor es entonces obtenida por la ecuacin 2-1.
31
El clculo usual para el equilibrio instantneo es el llamado equilibrio isotrmico instantneo.
Se puede encontrar las correspondientes Ks. Las zs son conocidas, pero las F
L
son
desconocidas, suponemos F
L
, calculamos F
V
con la ecuacin 2-10, el de las xs por cada
componente con la ecuacin 2-9. La suma de las xs debe estar dentro de una tolerancia
especifica y si no es as, F
L
es a ajustada y se repite el clculo.
En los clculos de equilibrio instantneo, se comprueba que la temperatura de la mezcla
esta arriba del punto de burbuja o debajo del punto de roco, usando las siguientes
relaciones:
) ( 0 . 1 gas o vapor todo Kz > 2-11
) ( . lquido todo K z > 0 1
2-12
Si ambas sumas son mayores a uno, se proceder con el equilibrio instantneo; de lo
contrario, solo una fase esta presente. Si la suma de la relacin 2-11 es menor o igual a uno,
solo el lquido esta presente. Si la suma de la relacin 2-12 es menor o igual a uno, solo el
vapor esta presente.
2.3.4 Modelo aplicable
En general, el vapor y el lquido en un separador real se acercan al equilibrio cada uno. El
arrastre de las gotas de lquido puede causar pequeas desviaciones, mientras el tiempo de
contacto es proporcional y el arrastre no es excesivo, los productos del separador estn
esencialmente en equilibrio. Este modelo es usado rutinariamente en los clculos de los
procesos y proporciona resultados razonables.
El lquido que sale de un recalentamiento est levemente sobrecalentado comparado con el
vapor, pero el modelo es aun aplicable mientras el patrn de flujo coincide con el modelo.
Los mismos comentarios se aplican al reflujo de condesados en fracciones y equipos con
proceso similar.
2.4 EQUILIBRIO TERMODINAMICO VAPOR-LQUIDO
Los requerimientos para el equilibrio entre dos fases contienen ms que un componente
qumico. La temperatura y la presin en las dos fases deben ser iguales, el potencial qumico
es igual para cada componente en cada una de las dos fases. Identificamos las dos fases
como vapor V y lquido L.
V L
T T = 2-13
V L
P P = 2-14
( ) C i
iV iL
,...., 1 = = 2-15
donde T =Temperatura absoluta
P =Presin absoluta
i
=Potencial qumico del componente i
C =Numero total de componentes presentes
32
Gibas (1961) defini una funcin llamada energa libre, la cual fue una combinacin de las
propiedades fundamentales: la temperatura, la presin, el volumen, la energa interna y la
entropa.
TS PV U G + = 2-16
donde G =Energa libre
U =Energa interna
S =Entropa
V =Volumen total de n moles de fluido
Esta energa tiene una temperatura debido a una sustancia y su estructura molecular, la
energa interna no se puede ver, mientras que la energa externa es visible, como una
posicin en campo gravitacional, elctrico o magntico o la velocidad.
La entropa esta definida matemticamente como la cantidad de termodinmica y es difcil
conceptuar; se puede pensar como una medida aleatoria de un sistema. Si el sistema fue
perfectamente ordenado, la entropa podra ser cero. Un incremento en la temperatura o un
decremento en la presin ambos aumentan el movimiento aleatoriamente de las molculas
en una sustancia y por lo tanto esto es entropa. Desde un punto de vista prctico, la entropa
es un concepto til; es matemticamente definida y puede ser calculada, sin tener en cuenta
este significado.
La energa libre, G, es una funcin de la presin, temperatura y del nmero de moles de cada
componente presente en la mezcla constituida en una fase. En la notacin matemtica,
( )
C
n n n T P G G ,..., , , , ,
2 1
= 2-17
Una importante contribucin de Gibbs fue que demostr que las ecuaciones 2-13, 2-14 y 2-
15 son correctas. Adems demostr que:
( )
i i
n G = 2-18
donde el smbolo de la derivada parcial muestra que la derivada es con respecto a la variable
indicada, n
i
, todas las otras variables independientes (P, T, n
j
, ji) tienden a ser constantes.
El problema general en el clculo termodinmico es para expresarla de forma cuantitativa
para calcularla en trminos de propiedades medibles (p. e. presin, temperatura y volumen).
Para calcular el equilibrio de la fase con las ecuaciones 2-13, 2-14 y 2-15, necesitamos
i
.
Gibbs demostr que:
( ) ) ( T constante dP n V d
i i
=
2-18a
Lewis (1901) defini de una funcin llamada fugacidad que es fcil como el potencial qumico
desde un punto de vista computacional, tambin fue anloga para la presin y fue
determinada la tendencia de fuga. Uno puede considerar fugacidad como una definicin
conveniente para los clculos de equilibrio:
33
( )
i i
f RTdIn d =
2-17
donde f =Componente i de fugacidad en la mezcla
R =Constante universal de gas
Prausnitz (1969) demostr que las ecuaciones 2-15 y 2-19 estn en equilibrio
iV iL
f f =
2-20
Esto puede mostrar que la siguiente ecuacin relacione la fugacidad a las propiedades
medibles de P, V y T.
( ) [ ] ( ) ( ) ( ) [ ] { } ( )
=
v
i i i
z In dV RT n P v Px f n 1
2-21
donde x
i
=Fraccin mol del componente i en la mezcla
Z =Factor de compresibilidad
Suponiendo que se puede evaluar la ecuacin 2-21 para ambas fases, lquida y vapor de una
mezcla en equilibrio. Dentro de los corchetes las relaciones de los trminos de lado izquierdo
de la ecuacin 2-21 para dos fases ser:
( ) [ ] ( ) [ ]
i iv i i
Py f Px f
x
i
=Fraccin mol en la fase lquida
y
i
=Fraccin mol en la fase gaseosa
Con las ecuaciones 2-14 y 2-20, las anteriores relaciones se simplifican como y
i
/ x
i
, que son
de la familia de los valores de K, usados en los clculos de equilibrio de las fases.
( ) [ ] ( ) [ ]
i i i i iv i i
K x y Py f Px f = = 2-22
Necesitamos una relacin entre las variables P, V, T y la composicin para resolver la
ecuacin 2-21 y 2-22, cada relacin es llamada ecuaciones de estado.
2.4.1 Ecuaciones de estado
La vieja y simple ecuacin de estado es la ley de los gases ideales.
P RT v =
2-23
La ecuacin 2-23 es razonable solo para bajas presiones y relativamente altas temperaturas.
Los cientficos desarrollaron mejoras en las ecuaciones de estado por muchos aos y
formularon cientos de trminos.
34
Muchos son apropiados para limitar condiciones o sustancias y algunas contienen dos o tres
constantes arbitrarias, la modificacin de la ecuacin Benedict-Webb-Rubin tienen siete
constantes.
La ecuacin de estado ms usada para hidrocarburos es la ecuacin cbica de estado.
Ecuacin de Van der Waals. Van der Waals en 1873 hizo la teora de la ley del gas ideal,
no considero el volumen de las molculas del fluido y la atraccin molecular entre ellas.
Propuso para mejorar la ley del gas ideal la introduccin de dos parmetros a y b.
( )
2
v a b v RT p =
2-24
donde a y b son constantes.
Si v se aproxima a b, el primer trmino a la derecha de la ecuacin llega a ser muy grande.
En otras palabras, la presin debe ser muy alta para que v se aproxime a b. Y v no puede ser
menor que b o la presin podra ser negativa. Por lo tanto, b puede ser considerada como el
tamao de las molculas pero v no lo puede ser.
El segundo trmino de la derecha de la ecuacin 2-24 es interpretado como la medida de
atraccin entre las molculas. Donde v es pequeo (p. e. las molculas estn muy juntas), el
segundo trmino es muy importante y la presin se hace pequea, en otros trminos las
molculas no atacan la pared que las contienen tan fuerte como si no hubiera interaccin
entre ellas.
Si v comienza a ser muy grande y P correspondientemente baja, v es mucho ms grande
que b y el ltimo llega a ser insignificante. Los trminos de atraccin comienza siendo muy
pequeos y la ley del gas ideal se aproxima. La ecuacin 2-24 y las otras ecuaciones de
estado que siguen son explcitas en la presin. El caso usual en el clculo de equilibrio es
que la presin y la temperatura son especificadas y el volumen especfico es desconocido y
es el que se obtendr. Si la ecuacin 2-24 es multiplicado por un mnimo comn
denominador, el resultado es el siguiente.
( ) ( ) 0
2 3
= + + P ab v P a v P RT b v 2-25
La ecuacin 2-25 es una ecuacin cbica donde la incgnita es v.
El volumen especfico como una variable tiene una desventaja ya que vara desde valores
muy pequeos a muy grandes. Una variable manejable es el factor de compresibilidad Z,
definido en la ecuacin 2-26.
( ) RT Pv nRT PV Z = = 2-26
donde la ecuacin 2-25 puede ser escrita en trminos de Z como se muestra:
( ) 0 1
2 3
= + + AB AZ Z B Z 2-27
35
donde
( )
( ) RT aP B
RT aP A
=
=
2
En la mayora de clculos de los valores de Z tienden en un rango de 0 a 1 y es
adimensional, habr tres valores de Z que satisfacen la ecuacin 2-27. Si solo uno de estos
valores es real y los otros son complejos, el real ser el usado. Si se obtiene tres valores
reales uno se usar dependiendo la situacin. Si la mezcla es lquida, el pequeo de los tres
ser seleccionado. Si la mezcla es vapor el valor ms grande es el que se utilizar. Los
valores intermedios no tienen significado fsico.
Los parmetros a y b son evaluados para aplicar la ecuacin 2-27 en el punto crtico, para la
cual las siguientes relaciones son asumidas para aplicar.
( ) 0 = v P 2-28a
( ) 0
2
2
= v P 2-28b
Aplicando la ecuacin 2-28a y 2-28b con la ecuacin 2-24:
( )
C C
P T R a 64 27
2 2
= 2-29a
( )
C C
P RT b 8 = 2-29b
Estas expresiones proporcionar los siguientes valores para A y B
( ) ( )
r r
T P RT aP A 64 27
2 2
= = 2-30a
( )
r r
P P RT bP B 8 = = 2-30b
donde
C r
T T T = (Temperatura reducida)
C r
P P P = (Presin reducida)
La ecuaciones 2-30a y 2-30b muestran que el factor de compresibilidad de la ecuacin 2-27
esta en funcin de la temperatura reducida y la presin reducida. Este es un ejemplo de los
teoremas de estados correspondientes, que son, propiedades expresadas en trminos
adimensionales (Z), son las mismas para diferentes sustancias a la misma presin y
temperatura reducidas.
Aunque los conceptos fundamentales de la ecuacin de van der Waals son importantes,
desgraciadamente las ecuaciones no tiene buenos datos que se ajusten experimentalmente.
Ecuacin Redlich-Kwong. Redlich y Kwong demostraron que la ecuacin de van der Waals
podra ser mejorada considerando el numerador del segundo trmino de la derecha una
funcin de la temperatura en lugar de una constante y cambiando el denominador v
2
a
v (v+b).
( ) ( ) [ ] b v v aT b v RT P + =
5 . 0
2-31
36
Estos cambios simples hicieron la ecuacin razonablemente exacta para los gases (p. e.
fluidos sobre su punto crtico de temperatura). Redlich y Kwong tambin ampli su ecuacin
para mezclas. La ecuacin 2-31 es llamada ecuacin RK
El procedimiento para obtener una forma de la ecuacin RK en trminos de Z con
coeficientes que son funciones de la temperatura y presin reducidas fue aplicado
obteniendo:
( ) 0
2 2 3
= + AB Z B B A Z Z
2-32
donde:
5 . 2
4278 . 0
r r
T P A = 2-33
r r
T P B 0867 . 0 = 2-34
Redlich y Kwong aplicaron su ecuacin para mezclas as como para componentes puros y
para clculos de fugacidad para los componentes de una mezcla.
Ecuacin SRK. Soave desarroll el uso de la ecuacin Redlich-Kwong para lquido y vapor
(lquidos de la fase de gas debajo de su temperatura crtica) con un simple, pero elegante
procedimiento. Soave elimin el trmino de la temperatura de la ecuacin 2-31 a/T
0.5
y la
reemplazo por el trmino a
c
(T).
( ) ( ) ( ) [ ] b v v T a b v RT P
C
+ = 2-35
La ecuacin 2-35 es llamada ecuacin de estado de Soave Redlich-Kwong o simplemente
ecuacin SRK. Soave hizo sustituciones para a y b desarrolladas de la misma manera para
la ecuacin de van der Waals y RK.
( )
2
4274 . 0
r r
T P T A = 2-36
r r
T P 08664 . 0 B =
2-37
Estas sustituciones conducen a la siguiente forma de ecuacin
( ) 0
2 2 3
= + AB Z B B A Z Z 2-38
La ecuacin 2-21 es aplicada para la ecuacin 2-38 para sustancias puras para obtener la
siguiente relacin.
( ) ( ) ( ) ( ) ( ) Z B In B A B Z In Z P f In + = 1 1 2-39
Para sustancias puras a presiones de vapor, fi
L
=fi
V
Soave aplic la ecuacin 2-38 y encontr
valores de Z
L
y Z
V
, a la temperatura dada y presin de vapor en trminos de (T). Estos
valores de Z son sustituidos dentro de la ecuacin 2-39 para tener trminos de fugacidad de
lquido y vapor en trminos de (T). La fugacidad del vapor y lquido son iguales a (T), estos
valores encontrados fueron trazados para cada hidrocarburo.
37
Pitzer y colaboradores (1955) ajustaron datos de Z para sustancias puras en tablas y grficas
en funcin de presiones reducidas, temperaturas reducidas y un tercer parmetro sin
dimensiones llamado factor acntrico, . La adicin de este tercer parmetro result una
mejor forma, que obtenerla solo con presin y temperatura reducidas. Pitzer y colaboradores
adecuaron las fugacidades y otras funciones termodinmicas con P
r
, T
r
y . El factor
acntrico es definido como sigue.
( )
000 1
7 0 10
.
. log
= =
r C S
T P P
2-40
donde P
s
=Presin reducida a vapor saturado
Temperatura de saturacin 0.7
El factor acntrico esta relacionado con la inclinacin de varias curvas de presin de vapor
reducida desde cero para molculas simples (Ar, Kr y Xe) a valores positivos pequeos para
molculas acntricas. La figura 2-4 es una grfica logartmica de presin de vapor reducido
contra el recproco de la temperatura reducida, el cual es muy cercano a la lnea recta para
fluidos reales. El valor del log
10
(P
s
/P
c
) es ledo para T
s
/ T
c
=0.7 o T
s
/ T
c
=1 /0.7 =1.4286.
Donde es calculada con la ecuacin 2-40.
Figura 2-4 Evaluacin del factor acntrico para propano
Despus de lo realizado por Pitzer et al., Soave ajusto su trmino (T) como una funcin del
factor acntrico.
( ) ( ) [ ]
2
5 . 0
1 1
r
T m T + = 2-41
donde
2
176 . 0 574 . 1 480 . 0 + = m
38
Con esta mejora sobre la ecuacin RK, Soave obtuvo una excelente adecuacin para datos
de presiones de vapor. Despus ampli la ecuacin para las mezclas y obtuvo la prediccin
excelente de los valores del equilibrio K del vapor-lquido de los hidrocarburos.
Ecuacin Peng-Robinson. Peng y Robinson presentaron variaciones similares a la
ecuacin RK donde aparece una forma de dato para CO
2
y H
2
S mejor que en la SRK.
( ) ( ) ( ) ( ) [ ] b v b b v v T a b v RT P + + = 2-42
Ecuacin UMSRK. Ambos ecuaciones SRK y Peng-Robinson son usadas ampliamente.
Aunque, ambas trabajan mejor para mezclas cuando las cantidades utilizadas son los
coeficientes de interaccin. Usdin y McAuliffe notaron que la ecuacin SRK no proporcion
buenas predicciones para las densidades de los lquidos, la dificultad principal tiende en el
uso de la constante b en ambos trminos de la derecha de la ecuacin SRK, ecuacin 2-35,
intentaron mejorar la situacin con la introduccin de un trmino d en el trmino de atraccin
en lugar de b desde el primer trmino.
( ) ( ) ( ) [ ] d v v T a b v RT P + = 2-43
donde a, b y d son constantes y es una funcin de la temperatura.
De la ecuacin 2-43 no es posible hacer todava clculos. Usdin y McAuliffe hicieron las
siguientes sustituciones.
P ZRT v =
( ) P T AR T a
2 2
=
P BRT b =
P DRT d =
Estas sustituciones reducen la ecuacin 2-43 a una ecuacin cbica en Z
( ) ( ) 0 1
2 3
= + AB Z BD D A Z B D Z 2-44
donde ( )
2
r r C
T P T A A =
r r c
T P B B =
r r c
T P D D =
Usdin y McAuliffe encontraron los valores de A
c
, B
c
y D
c
relacionados al parmetro de
compresibilidad crtico Z
c
* a travs de una quinta variable , como sigue:
( ) ( )
3 2 *
1 1 + + + =
C
Z 2-45
( ) ( ) [ ]
3 2 2
1 1 + + + =
C
A 2-46
( )
3
1 1 + =
C
B 2-47
( ) ( )
3 3
1 1 + =
C
D 2-48
39
Dando los valores de Z
c
*, puede ser obtenido con la ecuacin 2-45. Entonces la ecuacin
2-46 y 2-48 son usadas para conseguir A
c
, B
c
y D
c
. Los valores del parmetro de la
compresibilidad critica Z
c
*, fueron encontrados para hidrgeno, nitrgeno, CO
2
, H
2
S e
hidrocarburos parafnicos, metano hasta tetradecano, por Usdin y McAuliffe tales que las
densidades de los lquidos para estos compuestos fueron obtenidos a 60 F y 1 atm o al
punto de ebullicin normal. Estos valores fueron tabulados por los autores a lo largo de
propiedades crticas y del factor acntrico.
En el gas natural y aceite crudo los valores para los componentes hipotticos C6+o los
componentes del punto de ebullicin son necesarios. Por esta razn Buthod y otros derivaron
valores del parmetro de compresibilidad crtica para anillos de hidrocarburos parafnicos, 8+
isoparafinas, 8 naftenos y 8 aromticos. Los valores derivados de Z
c
* fueron ajustado a la
curva con el punto de ebullicin y el factor de caracterizacin UOP. El factor de
caracterizacin UOP esta relacionado al punto de ebullicin y a la gravedad especfica del
lquido a 60 F con la siguiente relacin.
( ) [ ]
L b uop
S t K
3 1
67 . 459 + = 2-49
donde K
uop
=Factor de caracterizacin UOP
t
b
=Punto de burbuja normal, F
S
L
=Gravedad relativa especifica de lquido a 60F a 60F de agua
Usdin y McAuliffe usaron la misma forma como Soave para el factor (T).
( ) ( ) [ ]
2
5 . 0
1 1
r
T m T + = 2-41
Aunque, la deriv de diferente forma para m como funcin del componente de factor
acntrico
( ) [ ]( ) 7 . 0 02 . 0 35 . 0 67713 . 0 516 . 4 48049 . 0
*
+ + =
r C
T Z m para T
r
0.7 2-50
[ ]( )
2 3 * *
7 . 0 78662 . 0 7846 . 37 516 . 4 48049 . 0 + + + =
r C C
T Z Z m para T
r
<0.7 2-51
Para T
r
>1.0 usar m =m (T
r
-1
) arriba de 1.429. Usar el valor de T
r
=1.429 para altos T
r
.
Los valores de la mezcla de A, B y D son obtenidos de la siguiente forma.
( ) [ ]
2 2 1 2 1 2 1
=
ri ri i Ci i
T P T A x A 2-52
ri ri Ci i
T P B x B
=
2-53a
ri ri Ci i
T P D x D
= 2-53b
La x
i
se refiere a la composicin en cualquiera de las dos fases, a una temperatura y presin
dadas los valores de la mezcla A, B y D son calculados con la ecuacin 2-44 para obtener el
factor Z. Si hay tres races, la ms grande ser tomada para la fase vapor y la ms pequea
para la fase lquida.
40
La ecuacin 2-21 es resuelta con la ecuacin UMSRK para obtener la fugacidad de un
componente de una mezcla o cualquiera de las dos vapor o lquido.
( ) ( ) [ ] ( ) ( ) [ ]
( ) [ ]( )( )
( ) B Z In
D D A A D A D Z Z In
D Z A D D B Z B Px f In
i i i
i i i i
+ +
+ =
2 1 2 1
2
1
2-54
Aqu tambin x
i
se refiere a la composicin en cualquier fase.
Valores-K UMSRK. La ecuacin 2-22 es aplicada para obtener los valores de equilibrio de K
para cada componente. Las cantidades requeridas son fugacidades molares parciales, f
i
L
y
f
i
V
, desde la ecuacin 2-54 aplicada para cada fase. La dificultad es que la composicin de la
fase debe ser conocida antes de la ecuacin UMSRK para que se pueda aplicar, pero estas
composiciones son obtenidas con el uso de los valores K en la ecuaciones de vaporizacin
instantnea, ecuacin 2-9 y 2-1. La ecuacin de Canfield es obtenida por estimaciones
iniciales de Ks, la cual se base en componentes puros con sus T
r
y P
r
.
La convergencia del procedimiento no es un problema trivial, la tcnica es resistente pero
ocasionalmente falla o llega a un resultado no razonable, como todas las Ks siendo 1.0. Una
vez que la convergencia a la composicin de la fase-equilibrio fue obtenida, los valores de
Ks calculados con la ecuacin 2-22 son conocidos, adems de los factores Z en la fase
individual. Las desviaciones de la entalpa y la entropa pueden tambin ser calculadas.
Entalpa UMSRK. Las entalpas son requeridas para el balance de energa, la tcnica bsica
usada es mostrada en la figura 2-5. Primero, la entalpa del gas ideal de la mezcla es
calculada. Para identificar los componente (C1-C6) la entalpa es dada por el Procedimiento
7A1.1 del API Technical Data Book - Petroleum Refining (American Petroleum Institute,
1970).
5 4 3 2 *
R i R i R i R i R i i i
T h F T Eh T Dh T Ch T Bh Ah h + + + + + = 2-55
donde h
i
=Entalpa del gas ideal, Btu/lb
T
R
=Temperatura absoluta, R
y A
hi
, B
hi
, C
hi
, D
hi
, E
hi
, F
hi
, son constantes de los componentes
La entalpa molar es la entalpa especfica por el peso molecular.
i i mi
MW h h *
*
=
donde h
i
=Entalpa del gas ideal, Btu/lb
MW
i
=Peso molecular del componente lb/lb mol
Para componentes hipotticos, el mtodo de Stevens y Thodos es basado en la
extrapolacin de las entalpas de n-parafinas. Para gas natural, muy pocas cantidades de los
componentes hipotticos estn presentes y su aproximacin no es muy importante. Para el
aceite crudo la mayor parte del fluido est en estos rangos de ebullicin altos.
41
Figura 2-5 Diagrama de Entalpa Temperatura para el propano.
( ) ( )( )
( )( )
( )( )
3
2
*
100 4 . 0 0859 . 0
100 42 . 26 708 . 3
100 5 . 186 15 . 32 800 100
f
f
f mi
t MW
t MW
t MW MW h
+ +
+
+ + + =
2-56
donde t
F
=Tempeatura, F
La entalpa de la mezcla del gas ideal es el promedio de la entropa.
*
*
=
mi i m
h x h 2-57
El paso final es encontrar la desviacin para idealizar la fase del fluido real, como se muestra
en la figura 2-5, la relacin termodinmica para esta correccin esta dada por:
( ) ( ) [ ] RT Pv dv T P T P v T h h h
v
v m m dep
+ = =
,
*
2-58
La aplicacin de la ecuacin 2-58 a la ecuacin UMSRK proporciona la siguiente relacin.
( ) ( ) [ ] { } 1 + + = Z Z D Z In D A RT h
dep
2-59
donde
2 1 2 1 2 1
2 1
1 A T P A m x
ri ri ci i i
/ ) (
+ = 2-60
Finalmente, la entalpa del fluido real esta dada vapor o lquido por:
42
( )
dep m m
h h v T h =
*
, 2-61
Entropa UMSRK. Las entropas son requeridas para calcular la compresin y expansin, la
tcnica usada es similar a la que la figura 2-5, pero con entropas en vez de entalpas.
Primero, la entropa del gas ideal de la mezcla es calculada. Para identificar los componentes
la entropa es dada por el Procedimiento 7A1.1 del API Technical Data Book - Petroleum
Refining (American Petroleum Institute, 1970).
( ) ( )
i R hi R hi R hi R hi R hi i
G T F T E T D T C T In B s + + + + + =
4 3 2
*
25 . 1 3 4 5 . 1 2 2-62
donde S
i
*
=Entropa del gas ideal, Btu/lb - R
y G
i
es una nueva constante
Para componentes hipotticos, en la curva los coeficientes para hidrocarburos ligeros son
extrapolados, este procedimiento es aproximado, pero el contenido de la fase gas de estos
componente es bajo.
( ) ( ) ( ) ( ) 460 log 100 100 100
10
3 2 *
+ + + + =
F si F si F si F si i
t E t D t B t A s 2-63
donde A
hi
, B
hi
, C
hi
, D
hi
y E
hi
, son funcin de MW
i
La entropa molar del componente es encontrada por la multiplicacin de la entropa
especfica por el peso molecular.
i i mi
MW s s *
*
= 2-64
La entropa de la fase del gas ideal es el promedio molal de las entalpas de los
componentes.
=
* *
mi i m
s x s 2-65
El siguiente paso es encontrar la desviacin para idealizar la fase del fluido real, la relacin
termodinmica para esta correccin esta dada por la siguiente ecuacin.
( ) ( ) ( ) [ ] ( ) v RT In R dv T P v R v T s s s
v
v m m dep
+ = =
, * 2-66
Aplicando la ecuacin 2-66 a la ecuacin UMSRK proporciona lo siguiente.
( )( ) ( ) [ ] ( ) [ ] { } P B Z In Z D Z In D A R s
dep
+ = 1 2-67
Finalmente, la entropa del fluido real esta dada por
( )
dep m m
s s v T s =
*
, 2-68
43
Nomenclatura
A =constante de las ecuaciones de estado de van der Waals, SRK, PR y UMSRK.
A
c
=constante de la ecuacin de estado de UMSRK.
A
hi
=componente de la constante de la entalpa en la ecuacin para gas ideal.
A
s
=componente de la constante de la entropa en la ecuacin para gas ideal.
a =constante de las ecuaciones de estado de van der Waals, SRK, PR y UMSRK.
B = constante de las ecuaciones de estado de van der Waals, SRK, PR y UMSRK.
B
c
=constante de la ecuacin de estado de UMSRK.
B
hi
=componente de la constante de la entalpa en la ecuacin para gas ideal.
B
s
=componente de la constante de la entropa en la ecuacin para gas ideal.
b =constante de las ecuaciones de estado de van der Waals, SRK, PR y UMSRK.
C =nmero total de los componente presente en una fase o mezcla.
C
hi
=componente de la constante de la entalpa en la ecuacin para gas ideal.
C
s
=componente de la constante de la entropa en la ecuacin para gas ideal.
D =constante de la ecuacin de estado de UMSRK.
D
c
=constante de la ecuacin de estado de UMSRK.
D
hi
=componente de la constante de la entalpa en la ecuacin para gas ideal.
D
s
=componente de la constante de la entropa en la ecuacin para gas ideal.
d =constante de la ecuacin de estado de UMSRK.
E
s
=componente de la constante de la entropa en la ecuacin para gas ideal.
F =alimentacin (mol/tiempo).
f
i
=fugacidad de componente i en una mezcla.
F
L
=produccin lquida (mol/tiempo).
F
V
=produccin vapor (mol/tiempo).
F
hi
=componente de la constante de la entalpa en la ecuacin para gas ideal.
G =energa total libre de un fluido.
Gi =componente de la constante de la entropa usada en la ecuacin de gas ideal.
h =entalpa especfica (energa/masa).
h
*
=entalpa especfica del gas ideal.
h
dep
=desviacin de la entalpa o diferencia entre entalpa de gas ideal y entalpa de gas real.
K
i
=relacin de equilibrio vapor- lquido (=y
i
/x
i
).
Kuop =factor de caracterizacin UOP, definido por la ecuacin 2-49.
m =parmetros usado en la ecuacin de estado de SRK y UMSRK.
MW =peso molecular.
n =numero de moles de un fluido.
n
i
=numero de moles de componentes i de un fluido.
P =presin absoluta
P
c
=presin critica, unidades absolutas.
P
r
=Presin reducida = P/Pc.
P
s
=presin de vapor saturada.
R =constante universal de gas (base molal).
S =entropa total de un fluido.
S
L
=gravedad especifica de un lquido a 60 F respecto al agua a 60 F.
s
*
=entropa especifica de gas ideal.
s
dep
=desviacin de la entropa o diferencia entre entropa de gas ideal y entropa de gas
real.
SG =gravedad especifica de gas (MW/ 28.9625).
T =temperatura absoluta.
44
T
c
=temperatura critica, unidades absolutas.
T
r
=temperatura reducida =T/T
c
.
t =temperatura relativa.
t
b
=punto de ebullicin normal, F.
t
F
=temperatura, F.
U =energa interna total de un fluido.
V =volumen total de fluido.
VP =presin de vapor.
V =volumen especifico (volumen/mol).
x
i
=fraccin mol del componente i en la fase lquida o en otras fases.
y
i
=fraccin mol del componente i en la fase vapor.
Z =factor de compresibilidad =Pv/RT.
z
i
=fraccin mol del componente i en la alimentacin.
Z
c
*
=parmetro de compresibilidad critica.
Letras griegas
(T) =funcin de la temperatura en la ecuacin de estado de SRK, PR y UMSRK.
=parmetro usado en la ecuacin UMSRK en los trminos h
dep
y s
dep.
i
=potencial qumico del componente i.
=densidad (masa por volumen).
=indica sumatoria sobre todos los componentes presentes.
=factor acntrico.
Subndice
c =denota propiedades criticas.
i =denota componentes i.
m =denota propiedades molares.
r =denota propiedades reducidas.
45
CAPITULO 3
PROCESAMIENTO EN CAMPO DE ACEITE CRUDO
3.1 INTRODUCCIN
Los hidrocarburos deben de ser separados en sus derivados para poder ser almacenados
y transportados, los no hidrocarburos deben de ser removidos para ser almacenados,
transportados, reinyectados o eliminarlos. La ltima eliminacin de las prdidas de
corrientes depende de varios factores como la localizacin del campo y la aplicacin de
las regulaciones ambientales. El criterio para la seleccin del producto, construccin y
operacin depende de factores econmicos. La figura 3-1 muestra el proceso en campo
de forma simplificada.
Figura 3-1. Procesamiento general de campo
46
3.2 BASES DE DISEO
Los parmetros importantes en el diseo incluye la composicin de la alimentacin, la
presin, la temperatura y el gasto, estas propiedades cambian con el tiempo de manera
que es difcil de predecir, pero es muy importante. El equipo seleccionado debe ser
suficientemente flexible y/o de tamao adecuado para operar el pozo a diferentes gastos y
composiciones durante la vida del campo, por lo tanto la composicin de la corriente es
usada para el diseo.
La produccin es usualmente la combinacin de varios campos que tienen diferentes
composiciones, estas tambin cambian mientras la presin del yacimiento este
declinndose. La presin y la produccin del yacimiento son difciles de predecir porque el
fluido no es uniforme y el yacimiento no tiene forma geomtrica regular.
Otro factor importante para el procesamiento en campo es la forma en que se desplaza el
aceite, hay tres tipos comunes que se muestran en la tabla 3-1 donde se muestra la
relacin gas-aceite (RGA), relacin agua-aceite, la variacin de la presin en el
yacimiento y el porcentaje de recuperacin de aceite.
Tabla 3-1 Mecanismos de desplazamiento en el yacimiento
Mecanismo de
empuje
Relacin
Gas-Aceite
Relacin
Agua-Aceite
Presin de
yacimiento
Porcentaje de
recuperacin de
Aceite
Gas disuelto
Incrementa al
mximo y despus
decrece
Cero
Decremento
rpidamente y
firmemente
5-30
Capa de gas
Constante hasta el
rompimiento,
despus
incrementa con el
tiempo
Cero Decremento lento 20-40
Agua
Aproximadamente
constante
Al rompimiento,
despus
incrementa
Constante 35-75
El bombeo neumtico puede ser utilizado cuando la presin natural declina o es ausente,
se introduce al pozo una bomba a la profundidad del aceite en la cual se inyecta gas
dentro del pozo para que eleve el aceite. En caso de ser muy viscoso el aceite, se puede
inyectar vapor para producir un flujo razonable.
Existen dos mecanismos de desplazamiento artificiales que son inyeccin de gas y de
agua esto es llamado como recuperacin mejorada que tambin puede ser llamada
mantenimiento de presin. La inyeccin de agua provoca un continuo incremento de la
relacin aceite-agua. La inyeccin de gas o reinyeccin puede ser deseable para
optimizar la recuperacin del fluido. La recuperacin mejorada puede ser practicada para
incrementar la recuperacin de aceite. El mtodo ms usado es la inyeccin de gas
(dixido de carbono o nitrgeno), qumicos (polmeros, soluciones polimeras miscelares) o
vapor (fluido caliente).
La presin y el gasto afectan el diseo de la explotacin del campo incluyendo la
seleccin del separador y las tuberas, as como los requerimientos de compresin. El
diseo esta basado nicamente por las condiciones iniciales para decidir el tamao,
siendo con el tiempo inadecuado, ya que se omiten equipos vitales. Todos los factores
precedentes son importantes para el manejo y la planeacin de las instalaciones de
produccin de aceite del yacimiento.
47
3.3 OPERACIONES DE PROCESAMIENTO
La figura 3-1 muestra, las fases individuales (gas, aceite, agua y slidos) que son
separadas al momento en que sea prctico, entonces la corriente individual puede ser
tratada con menos dificultad tcnica. Hartley y Bin J adid ilustraron como realizar pruebas
de laboratorio y de campo antes de la construccin de las instalaciones para poder
identificar futuras producciones y minimizar problemas como formacin de espumas,
emulsiones, ceras e hidratos.
3.3.1 Procesamiento de gas
Es necesario remover gases cidos como el cido sulfrico y el dixido de carbono,
ambos gases son muy corrosivos cuando el agua esta presente, siendo el cido sulfrico
el ms txico, las regulaciones del medio ambiente prohben la liberacin significativa del
acido sulfrico a los alrededores.
El endulzamiento de gas usualmente usa soluciones acuosas con varios qumicos, este
proceso precede la deshidratacin. La deshidratacin es necesaria para evitar la
formacin de hidratos de gas, los cuales pueden taponar las tuberas provocando la
elevacin de la presin en el equipo o en las tuberas, elevando tambin la temperatura
considerablemente a 32 F (0C).
El gas que contiene cantidades considerables de hidrocarburos licuables (etano o
propano y pesados) puede producir condensados en la compresin o en el enfriamiento.
Los condesados pueden causar dificultades en las tuberas y por lo tanto en el proceso en
campo, para la remocin del gas-lquido natural (NGL) es necesario obtener las
especificaciones en el punto de roci. Recuperando los condensados podemos tener una
estabilizacin por remocin de los componentes gaseosos disueltos para tener un
producto transportable.
Finalmente, la eliminacin de la corriente de gas depende de la situacin en la vida de un
campo, el gas puede ser simplemente quemado. Volvindose ms comn la conservacin
del gas con su compresin y utilizndolo para su reinyeccin dentro de la formacin para
mayor recuperacin y/o ventas. La conservacin es ms demandada por la ley,
permitiendo la quema en ciertas temporadas y/o solo durante el inicio de la produccin.
Las restricciones dictadas por la conservacin del medio ambiente limpio no permiten la
quema especialmente si el gas contiene algo de acido sulfhdrico.
Los gasoductos tienen que estar operando a presin de 700-1000 psia para permitir el
transporte econmico con dimetros razonablemente pequeos.
3.3.2 Procesamiento de aceite
Despus de la remocin del agua libre, el aceite producido frecuentemente contiene
excesiva agua residual emulsionada. La deshidratacin es requerida para reducir el
contenido de agua para un valor aceptable para su transportacin y venta, la
deshidratacin puede ser realizada usando la combinacin de cuatro factores, que son el
tiempo de residencia, la composicin, el calor y el campo electroesttico. La dilucin del
agua debe ser ocasionalmente hecha para reducir el contenido de sal en la emulsin
residual para un nivel convenientemente bajo.
48
El cido sulfhdrico en el aceite es limitado para reducir las dificultades en el manejo y la
transportacin porque es extremadamente txico y corrosivo. La estabilizacin del aceite
se refiere a la disminucin de la presin de vapor a valores que permiten el manejo
seguro y un buen transporte. El control de la presin de vapor es obtenido por las etapas
de separacin y la destilacin por recalentamiento o por la combinacin de ambas.
Durante la estabilizacin algunos de los hidrocarburos voltiles son removidos como
vapor y la fase gaseosa entrado al tren de separacin el cido sulfhdrico y otros
componentes sulfurosos voltiles del aceite amargo.
3.3.3 Procesamiento de agua
El agua producida (usualmente salina) es material de desecho pero el proceso es
frecuentemente necesario para hacerla adecuada para su eliminacin. La remocin del
aceite es el primer tratamiento para producir el agua, el aceite en el agua es difcil de
limpiar debido al tamao de las partculas, ya que son pequeas, as como la presencia
de agentes emulsificantes, los slidos suspendidos tambin estn presentes en el agua.
Antes de la reinyeccin, el agua producida es usualmente filtrada, desaereada si es
necesario y tratada con biocidas. El principal objetivo es prevenir el taponamiento del
yacimiento.
El agua de mar es la ms comnmente usada en la inyeccin del agua para mantener la
presin ya que es ms abundante. Desafortunadamente, la calidad del agua es pobre y
tiene que ser tratada con biocidas para matar todos los organismos y despus es filtrado.
El oxgeno disuelto es removido ya sea con productos qumicos, haciendo vaci o por
reacciones catalticas con hidrogeno. Esto reduce la corrosin del agua dramticamente e
inhibe el crecimiento de bacterias aerbicas en el pozo, entonces el agua es esterilizada
con radiacin ultravioleta o con inyeccin de biocidas para matar las bacterias y otros
organismos. Los microorganismos pueden causar corrosin, taponamiento de los ductos y
de la formacin rocosa, as como produccin de H
2
S. Los inhibidores son adicionados
antes de la inyeccin en la formacin.
En un gran flujo de agua (sobre 400,000 bpd) tratada para la inyeccin y produccin de
agua representa un costo mayor que frecuentemente excede el costo del tratamiento de
aceite.
3.3.4 Tratamiento de arena
La arena y otros materiales slidos se pueden recolectar con algunos equipos que se
colocan en localidades donde la velocidad y la turbulencia de la corriente son bajas, as
como en la entrada de los tanques. Su remocin por algn tipo de boquilla o un arreglo
similar puede ser necesaria, esta a veces es transportada por un cono desarenador
centrfugo y puede tener adherencia con el aceite o con las emulsiones que requieren ser
limpiadas antes de descargarse.
3.3.5 Equipo auxiliar
Los separadores de prueba con medidores de flujo apropiados de gas y lquidos son
frecuentemente utilizados para las mediciones peridicas de la produccin, ya sea por
pozo o varios pozos, estn pruebas son necesarias.
49
Los ductos, las vlvulas y los colectores apropiados deben ser provedos para que la
corriente deseada pueda ser aislada y pasada a travs del separador de prueba. Estos
equipos pueden ser ms detallados si son varios pozos.
Los sistemas de seguridad automticos son necesarios y parte integral de las
instalaciones. Una proteccin adecuada debe proporcionar condiciones contra
inseguridades como la sobre presin, derramamiento de lquido, el sobrecalentamiento,
fuentes de ignicin no deseadas, etc.
3.4 ALCANCE DEL PROCESAMIENTO
El alcance del proceso depende de los fluidos naturales del pozo, la localizacin y el
tamao del campo, as como la disponibilidad de gas y electricidad, los precios de las
ventas comparativos para el gas y el aceite crudo.
3.4.1 Corriente natural del pozo
Las variables importantes incluyen el mecanismo de empuje natural del yacimiento, la
relacin agua-aceite (RAA o WOR), la relacin gas-aceite (RGA) o relacin gas-lquido y
la naturaleza del aceite (API, punto de roci, etc.). Como anteriormente se detall, el tipo
de mecanismo determina como las relaciones de gas, aceite y agua van variando durante
la vida del campo. Si hay un gran incremento de produccin de agua, entonces deben
tomarse los pasos necesarios para el proceso.
3.4.1.1 Bombeo neumtico. La presin en la cabeza del pozo ser baja y la
estabilizacin del aceite crudo no es una preocupacin. La relacin gas-aceite determina
si hay suficiente gas para combustible a la presin deseada. Las turbinas de gas pueden
requerir combustible a 200-400 psia. Las altas presiones, los crudo altos de API
requieren procesos diferentes, que los de bajo API por empuje de vapor. Los gases con
altos puntos de roci no puede ser permitido para seguir el proceso
3.4.1.2 Aceite con baja RGA. Procesamiento que puede ser tan simple como el mostrado
en la figura 3-2. El gas natural disuelto es liberado en una o ms etapas de separacin,
seguido por tratamiento de emulsin y almacenamiento. El aceite es medido conforme es
bombeado al tanque, al barco o a los ductos, el agua es limpiada para su descarga, el gas
puede ser liberado o quemado si no hay instalaciones de compresin o gasoductos
disponibles o econmicos; sujetos a las condiciones de regulacin para la proteccin del
medio ambiente.
50
Figura 3-2. Esquema simple de un procesamiento de aceite
3.4.1.3 Gas dulce y seco. El proceso puede tambin ser muy simple como se muestra en
la figura 3-3. Los condensados NGL son separados primero, seguido por la compresin (si
es necesario), deshidratacin por glicol, medicin y enviado por los ductos. Los
condesados pueden ser inyectados en el gasoducto o transportados por separado.
Figura 3-3. Procesamiento mnimo de gas
51
3.4.1.4 Aceite con alta RGA. El procesamiento es ms complejo, porque grandes
cantidades de gas y aceite requieren ser recuperadas para su venta. Un flujo tpico
laminar es mostrado en la figura 3-4, ambas corrientes pueden requerir de un proceso
extenso antes de su venta, como remover el cido sulfhdrico y agua. El aceite puede
requerir tratamiento desemulsificante y/o desalacin. Note que algunos condensados se
forman en el enfriador despus del compresor, siendo reciclados regresndolos a
separadores apropiados. Esta figura muestra solo dos corrientes aceite y gas natural-
pero es considerable el incremento de la compresin de los reciclados.
Figura 3-4. Separacin con vapor recomprimido
3.4.2 LOCALIZACIN DEL CAMPO
La localizacin geogrfica y la produccin de aceite, gas y salmuera determinan el diseo
y las operaciones para las instalaciones de tratamiento de aceite. Si hay solo algunos
pozos aislados cada uno puede tener en su cabezal su instalacin de procesamiento. Por
otro lado, si hay muchos pozos, es ventajoso producirse a travs de sistemas de
recoleccin a la instalacin central de procesamiento. Para RGA de moderadas a altas,
donde el gas considerable es liberado, la planta es frecuentemente referida como PSAG
(planta de separacin de aceite gas), aunque otras operaciones importantes se llevan a
cabo. Las figuras 3-5, 3-6 y 3-7 muestran tres esquemas que son usados en la industria.
La figura 3-5 describe el procesamiento de campo mnimo con altas presiones de vapor
en el ducto. Un ducto grande es requerido para el aceite de baja presin de vapor como
se muestra en las figuras 3-6 y 3-7. Estas ltimas figuras muestran el oleoducto a
condiciones atmosfricas. El condensado es recuperado del gas y son separados en
diferentes ductos (figura 3-6) o dos fases con gas (figura 3-7).
52
Figura 3-5. Procesamiento mnimo de aceite crudo
53
Figura 3-6. Procesamiento en campo de gas y aceite
54
Figura 3-7. Estabilizacin del crudo/Transporte de gas hmedo
55
CAPITULO 4
SEPARACIN DE LOS FLUIDOS PRODUCIDOS
4.1 INTRODUCCIN
Los equipos de separacin se utilizan en la industria petrolera para separar mezclas de
lquido y gas. Las mezclas de lquido y gas se presentan en la produccin de los campos
petroleros principalmente por las siguientes causas:
a) Por lo general los pozos producen lquidos y gas mezclados en un solo flujo.
b) Hay tuberas en las que aparentemente se maneja slo lquido o gas; pero debido a
los cambios de presin y temperatura que se producen a travs de la tubera, hay
vaporizacin de lquido o condensacin de gas, dando lugar al flujo de dos fases.
c) Ocasionalmente, el flujo de gas arrastra lquidos de las compresoras y equipos de
procesamiento, en cantidades apreciables.
Las razones principales por las que es importante efectuar una separacin adecuada de
lquido y gas es porque hay lugares donde no se cuenta con el equipo de separacin
adecuado y adems el gas que se quema arrastra una cantidad considerable de aceite ligero
que tambin es quemado, ocasionando grandes prdidas si se considera que el aceite ligero
es el de ms alto valor comercial. Aunque el gas se transporte a una cierta distancia para
tratarlo, es conveniente eliminarle la mayor cantidad de agua, ya que este ocasiona
problemas, tales como: corrosin y abrasin del equipo de transporte, Los hidrocarburos
lquidos aumentan las cadas de presin y la reduccin en la capacidad de transporte de las
lneas.
4.2 DESCRIPCIN FSICA
Un separador consta de las siguientes secciones:
Seccin de separacin primaria
Seccin de separacin secundaria
Seccin de extraccin de niebla
Seccin de almacenamiento de lquido
Seccin de separacin primaria. Se realiza mediante un cambio de direccin de flujo,
puede efectuarse con una entrada tangencial de los fluidos al separador; o bien, instalando
adecuadamente una placa desviadora a la entrada. Con cualquiera de las dos formas se le
induce una fuerza centrfuga al flujo, con la que se separan grandes volmenes de lquido.
Seccin de separacin secundaria. Se separa la mxima cantidad de gotas de lquido de
la corriente de gas. Las gotas se separan principalmente por la gravedad por lo que la
turbulencia del flujo debe ser mnima. Para esto, el separador debe tener suficiente longitud.
En algunos diseos se utilizan veletas o aspas alineadas para reducir aun ms la
turbulencia, sirviendo al mismo tiempo como superficies colectoras de gotas de lquido. La
eficiencia de separacin en esta seccin, depende principalmente de las propiedades fsicas
del gas y del lquido, del tamao de las gotas de lquido suspendidas en el flujo de gas y del
grado de turbulencia.
56
Seccin de extraccin de niebla. En esta seccin se separan del flujo de gas, las gotas
pequeas de lquido que no se lograron eliminar en las secciones primaria y secundaria del
se parador. En esta parte del separador se utilizan el efecto de choque y/o la fuerza
centrfuga como mecanismos de separacin. Mediante estos mecanismos se logra que las
pequeas gotas de lquido, se colecten sobre una superficie en donde se acumulan y forman
gotas ms grandes, que se drenan a travs de un conducto a la seccin de acumulacin de
lquidos o bien caen contra la corriente de gas a la seccin de separacin primaria. El
dispositivo utilizado en esta seccin, conocido como extractor de niebla, esta constituido
generalmente por un conjunto de veletas o aspas; por alambre entretejido o por tubos
ciclnicos.
Seccin de almacenamiento de lquidos. Se almacena y descarga el lquido separado de
la corriente de gas, se debe tener la capacidad suficiente para manejar los posibles baches
de lquido que se pueden presentar en una operacin normal, adems la instrumentacin
adecuada para controlar el nivel de lquido en el separador. Esta instrumentacin est
formada por un controlador y un indicador de nivel, un flotador y una vlvula de descarga.
Esta seccin debe estar situada en el separador de tal forma que el lquido acumulado no
sea arrastrado por la corriente de gas que fluye a travs del separador.
Cuando se conocen los tipos de flujo de la mezcla de gas y lquido que va al separador, tal
como la frecuencia de los baches de lquido en pozos de bombeo, se deben hacer cambios
en el diseo y tamao de las partes del separador. Sin embargo es recomendable que el
separador se disee de la forma ms simple posible, para facilitar su limpieza y
mantenimiento (figura 4-1 y 4-2). Adicionalmente, el separador debe tener dispositivos de
seguridad tales como: una vlvula de seguridad, un tubo desviador de seguridad y controles
de contra presin adecuados.
Figura 4-1 -Componentes de un separador horizontal
57
Figura 4-2 Partes de un separador vertical
4.3 COMPARACIN DE SEPARADORES
4.3.1 Separadores verticales
Ventajas:
1. Es fcil mantenerlos limpios, por lo que se recomiendan para manejar flujos de
pozos con alto contenido de lodo, arena o cualquier material slido.
2. El control de nivel de lquido no es crtico, puesto que se puede emplear un flotador
vertical, logrando que el control de nivel sea ms sensible a los cambios.
3. Debido a que el nivel de lquido se puede mover en forma moderada, son muy
recomendables para flujos de pozos que producen por bombeo neumtico, con el fin
de manejar baches imprevistos de lquido que entren al separador.
4. Hay menor tendencia de revaporizacin de lquidos.
Desventajas:
1. Son ms costosos.
2. Son ms difciles de instalar.
3. Se necesita un dimetro mayor que el de los horizontales para manejar la misma
cantidad de gas.
58
4.3.2 Separadores horizontales
Ventajas:
1. Tienen mayor capacidad para manejar gas que los verticales.
2. Son ms econmicos.
3. Son ms fciles de instalar.
4. Son muy adecuados para manejar aceite con alto contenido de espuma. Para la
interfase gas-lquido, se instalan placas rompedoras de espuma.
Desventajas:
1. No son adecuados para manejar flujos de pozos que contienen materiales slidos
como arena o lodo, pues es difcil limpiar este tipo de separadores.
2. El control de nivel de lquido es ms crtico.
4.3.3 Separadores esfricos
Ventajas:
1. Ms baratos que los horizontales o verticales.
2. Ms compactos que los horizontales o los verticales, por lo que se usan en
plataformas costa afuera.
3. Son ms fciles de limpiar que los separadores verticales.
4. Los diferentes tamaos disponibles los hacen el tipo ms econmico para instalaciones
individuales de pozos de alta presin.
Desventajas:
Tienen un espacio de separacin muy limitado.
4.3.4 Separadores de tres fases.
Estos separadores, adems de separar las fases lquida y gaseosa, separan el lquido en
aceite y agua no emulsionada, tiene lugar por diferencia de densidades. Se proporciona al
lquido suficiente tiempo de residencia y se deposita en un espacio donde no hay turbulencia.
Los separadores de tres fases pueden ser verticales, horizontales y esfricos. Adems de las
secciones y dispositivos con que cuentan los separadores de lquido y gas, el separador de 3
fases tiene las siguientes caractersticas y accesorios especiales:
a) Una capacidad de lquidos suficiente para proporcionar el tiempo de retencin
necesario para que se separe el aceite y el agua.
b) Un sistema de control para la interfase agua-aceite.
c) Dispositivos de descarga independientes para el aceite y para el agua.
En las figuras 4-3 y 4-4 se muestran dos esquemas de separadores verticales de 3 fases,
con las diferentes formas de control de nivel de lquidos. En la figura 4-3 se muestra un
separador trifsico en que tanto el controlador del nivel total de lquidos, como el de la
59
interfase agua-aceite, son del tipo de desplazamiento. El primero regula la descarga del
aceite y el segundo la del agua.
Las ventajas que tiene este control de nivel de lquidos, son:
a) Diseo simple, con lo que se facilita el mantenimiento y la limpieza del separador.
b) Los volmenes para retencin del aceite y del agua, se pueden variar fcilmente
moviendo los controladores de nivel.
c) El volumen de la seccin de almacenamiento de lquidos disponible, es mayor que
cuando se usa alguna de las otras formas de control.
Las desventajas que tiene la forma de control mostrada en la figura 4-3 son:
a) En ocasiones falla el controlador de la interfase agua-aceite o la vlvula de descarga
del agua, ocasionando que el aceite y el agua sean descargados a travs de la salida
del agua.
b) Se requiere experiencia para operar esta forma de control de nivel.
La forma de control de lquidos mostrada en la figura 4-3 tambin se puede utilizar en
separadores horizontales y esfricos. Sin embargo, su aplicacin ms adecuada es en
separadores verticales, pues la altura de las columnas de aceite y agua, permite que haya
ms separacin entre los flotadores de los controladores de nivel.
En la figura 4-4, se muestra un control de nivel en la cual el controlador total de lquidos es
un vertedero; mientras que, el de la interfase agua-aceite es del tipo de desplazamiento. La
disposicin de estos accesorios permite regular fcilmente la interfase agua-aceite.
Las desventajas que tiene la forma de control mostrada en la figura 4-4, son:
a) Es difcil proporcionar mantenimiento y limpieza a los separadores.
b) El volumen disponible de la seccin de almacenamiento de lquidos, es
substancialmente menor que cuando se emplea el tipo de control de nivel mostrado en
la figura 4-3.
En la figura 4-5 se muestra un separador trifsico en donde tanto el controlador de nivel total
de lquidos, como el de la interfase agua-aceite son vertederos. Las ventajas de esta forma
de control son:
a) Si las descargas del aceite o el agua fallan, nicamente sale a travs de ellos el aceite
o el agua, dependiendo de la que falle.
b) Es fcil de operar.
Sus desventajas son:
a) Es sumamente difcil proporcionar mantenimiento y limpieza a los separadores.
b) El volumen disponible de la seccin de almacenamiento de lquidos es menor que
cuando se emplea el tipo de control de nivel de la figura 4-4.
c) Aunque los vertederos del control de nivel son ajustables, su maniobra es difcil.
60
Figura 4-3 Esquema de un separador trifsico con
controladores de nivel del tipo de desplazamiento
Figura 4-4 Esquema de un separador trifsico
con un vertedero como controlador de nivel total de lquidos
y uno de desplazamiento para interfase agua-aceite
61
Figura 4-5 Esquema de un separador trifsico
con vertederos como controladores de nivel.
4.4 FUNDAMENTOS DE LA SEPARACIN DE MEZCLAS GAS-LQUIDO.
Se discuten los diferentes factores que gobiernan la separacin de mezclas de gas y lquido
y la forma en que afectan la eficiencia de los separadores.
Mecanismos de separacin. La separacin de mezclas de gas y lquido, se logra mediante
una combinacin adecuada de los siguientes factores: gravedad, fuerza centrfuga y choque.
Separacin por gravedad. Es el mecanismo de separacin que ms se utiliza, debido a que
el equipo requerido es muy simple. Cualquier seccin ampliada en una lnea de flujo, acta
como asentador, por gravedad, de las gotas de lquido suspendidas en una corriente de gas.
El asentamiento se debe a que se reduce la velocidad del flujo. En los separadores el
asentamiento por gravedad tiene lugar principalmente en la seccin secundaria, que se
conoce tambin como seccin de asentamiento por gravedad.
Si el flujo es vertical hacia arriba, como en los separadores verticales, las partculas de
lquido caen a contra flujo del gas, descienden por la accin de la gravedad se aceleran
hasta que la fuerza de arrastre se balancea con la fuerza gravitacional. Despus de este
momento, las partculas continan cayendo a una velocidad constante, conocida como
velocidad de asentamiento o velocidad terminal.
La velocidad de asentamiento calculada para una gota de lquido de cierto dimetro, indica la
velocidad mxima que debe tener el gas, para permitir que partculas de este dimetro o
mayor se separen. Para calcular la velocidad de asentamiento, se puede establecer el
siguiente balance de fuerzas que actan sobre una partcula de lquido en una corriente de
gas, figura 4-6.
62
Figura 4-6 Fuerzas que actan sobre una gota
de lquido que cae contra una corriente de gas
[ ] [ ] friccin por fuerza empuje de fuerza gravedad de fuerza partcula la sobre actuando total fuerza =
Que es lo mismo, F
t
=F
g
F
e
F
t
Subtituyendo cada trmino por su valor, queda:
c
t g p
c
p g
c
p p
t
p p
g
v fA
g
g v
g
g v
dt
dv
v
gc 2
1
2
= 4-1
Multiplicando por gc, dividiendo entre v
p
y agrupando la ecuacin 4-1
( )
p
t g p
g p
t
p
v
v fA
g
dt
dv
2
2
= 4-2
Tomando en cuenta que la velocidad de asentamiento es constate, el primer miembro es
cero. Despejando V
t
( )
g p
g p p
t
fA
g v
v
=
2
2
4-3
Considerando las gotas de lquido como partculas esfricas y rgidas, su volumen es 6
3
p
d
y su rea 4
2
p
d , por lo tanto:
3
2
p
p
p
d
A
V
=
Sustituyendo en 4-3
63
( )
g
g p p
t
f
g d
v
3
4
2
= 4-4
El coeficiente de arrastre f se puede calcular de la figura 4-7, donde se grafica contra el
parmetro adimensional:
g
g p t
d v
N
= Re
Para objeto de diseo de separadores se ha comprobado que:
Re
24
N
f =
Que corresponde a la seccin recta de la figura 4-7. Combinando las expresiones anteriores,
queda:
g p t
g
d v
f
24
=
Al sustituir f en 4-4 esta ecuacin toma la forma de la Ley de Stokes
( )
g
g p p
t
g d
v
18
2
= 4-5
Cuando el flujo de gas en la seccin de separacin es horizontal, la velocidad de
asentamiento es aquella a la cual las partculas suspendidas viajan a travs de la corriente
de gas. Esta velocidad se puede utilizar para determinar el tiempo de retencin requerido
para que una partcula de un tamao dado, se deposite desde la parte superior al fondo de la
seccin de separacin.
Tanto en los separadores verticales como en los horizontales, las velocidades altas inducen
turbulencia a la corriente de gas, ocasionando que algunas partculas de lquido
grandes sean arrastradas en el flujo de gas.
Separacin por fuerza centrfuga. La fuerza centrfuga que se induce a las partculas de
lquido suspendidas en una corriente de gas, puede ser varios cientos de veces mayor que la
fuerza de gravedad que acta sobre las mismas partculas. Este principio mecnico de
separacin se emplea en un separador, tanto en la seccin de separacin primaria como en
algunos tipos de extractor de niebla, por ejemplo en el extractor tipo ciclnico.
64
Figura 4-7 Grfica para determinar el coeficiente de arrastre, f
Las partculas de lquido colectadas en las paredes de un extractor de niebla tipo ciclnico,
difcilmente son arrastradas por la corriente de gas. Sin embargo la velocidad del gas en las
paredes del tubo ciclnico, no debe ser mayor de un cierto valor crtico.
Se recomienda que la velocidad del gas debe ser tal (
g
v
2
) se debe mantener en 900, v es la
velocidad del gas a la entrada del tubo ciclnico en pie/seg. Tambin se recomienda que v
sea menor de 45 pie/seg.
La ley de Stokes se puede aplicar al proceso de separacin centrfuga, sustituyendo g por la
aceleracin debida a la fuerza centrfuga (a), entonces:
( )
g
g p p
t
ad
v
18
2
= 4-6
Considerando que v
t
es constante en magnitud e igual a V
m
y que:
r
m V
F
p m
c
2
= 4-7
Combinando la ecuacin anterior con las expresiones Fc=m
p
a y S=2N, resulta:
S
NV
a
m
2
2
= 4-8
65
Sustituyendo 4-6 y 4-8 y despejando dp
( )
2
1
9
=
g p m
g
NV
S
dp
4-9
Con la ecuacin 4-9, se puede calcular el tamao de las partculas de lquido que se pueden
separar por fuerza centrfuga.
Separacin por choque. Este mecanismo de separacin es tal vez el que ms se emplea
en la eliminacin de las partculas pequeas de lquido suspendidas en una corriente de gas.
Las partculas de lquido que viajan en el flujo de gas, chocan con obstrucciones donde
quedan adheridas.
La separacin por choque se emplea principalmente en los extractores de niebla tipo veleta y
en los de malla de alambre entretejido. Se conoce como distancia de paro, a la distancia que
una partcula de cierto dimetro, viaja a travs de una lnea de corriente de gas. Esta
distancia se puede obtener modificando la ley de Stokes de la siguiente forma:
g
t g p
p
v d
S
18
2
= 4-10
Como se observa de la ecuacin 4-10, la distancia de paro es proporcional al cuadrado del
dimetro de la partcula de lquido. Esto significa que las partculas ms pequeas su
distancia de paro es ms corta y, por lo tanto, tienen mayor tendencia a desviarse alrededor
de la obstruccin.
4.5 PRINCIPALES FACTORES QUE AFECTAN LA EFICIENCIA DE SEPARACIN DE
GAS Y LQUIDO.
A continuacin se describen, en orden de importancia, los principales factores que afectan la
eficiencia de la separacin de gas y lquido.
Tamao de las partculas de lquido. El tamao de las partculas suspendidas en el flujo de
gas, es un factor importante en la determinacin de la velocidad de asentamiento en la
separacin por gravedad y en la separacin por fuerza centrfuga. Tambin es importante en
la determinacin de la distancia de paro, cuando la separacin es por choque. La velocidad
promedio del gas en la seccin de separacin secundaria, corresponde a la velocidad de
asentamiento de una gota de lquido de cierto dimetro, que se puede considerar como el
dimetro base.
Tericamente todas las gotas con dimetro mayor que el de base deben ser eliminadas. En
realidad lo que sucede es que se separan partculas ms pequeas que el dimetro base,
mientras que algunas ms grandes en dimetro no se separan. Lo anterior es debido a la
turbulencia del flujo, ya que algunas de las partculas de lquido tienen una velocidad inicial
mayor que la velocidad promedio del flujo de gas. La separacin en flujo horizontal tambin
est sujeta a los mismos efectos.
66
Se observa que en un proceso de separacin se separa, por ejemplo, un 50% de un tamao
X de partculas y que slo se elimina un 22% de las partculas de tamao X/2 mientras que
se elimina un 90% de partculas de tamao 3X. El tamao de las partculas de lquido que se
forman en el flujo de lquido y gas, cuando no hay agitaciones violentas, es lo
suficientemente grande para lograr una buena eficiencia con los separadores. Generalmente
se especifica en los equipos de separacin que el arrastre no es mayor que 0.1 gal/MMpie
3
.
Una partcula de 10 micras tiene tan poco volumen, que puede haber 720,000 partculas de
lquido de este tamao por cada pie cbico de gas, sin que se exceda la especificacin
aludida.
La distribucin del tamao de las partculas de lquido y el volumen de lquido que
entra al separador. Estos aspectos estn ntimamente ligados en la eficiencia de la
separacin. Para ilustrarlo se pueden analizar las siguientes situaciones: Considrese que un
separador se instala, para separar un volumen de lquido de 2000 galones por cada milln de
pie cbico de gas. De este volumen de lquido, 0.5 galones estn formados por partculas
menores de 10 micras. Si el separador tiene una eficiencia de 80% para separar partculas
menores de 10 micras, entonces su eficiencia total ser de casi 100%.
Sin embargo, si este mismo separador se utiliza en una corriente de gas, donde el contenido
de lquido es de 20 galones por milln de pie cbico, todo formado por partculas menores de
10 micras, la eficiencia total de separacin ser de 80% y habr un arrastre de lquido en el
flujo de gas de 4 galones por milln de pie cbico de gas. As aunque el separador
funcionara bien, no sera el adecuado. De lo anterior se concluye que, en la seleccin del
equipo de separacin para un determinado problema, se deben considerar como aspectos
importantes, la distribucin del tamao de las partculas y el volumen de lquido que se va a
separar.
Velocidad del gas. Generalmente los separadores se disean de tal forma que las partculas
de lquidos mayores de 100 micras, se deben separar del flujo de gas en la seccin de
separacin secundaria, mientras que las partculas ms pequeas en la seccin de
extraccin de niebla. Cuando se aumenta la velocidad del gas a travs del separador, sobre
un cierto valor establecido en su diseo, aunque se incremente el volumen de gas manejado
no se separan totalmente las partculas de lquido mayores de 100 micras en la seccin de
separacin secundaria. Con esto se ocasiona que se inunde el extractor de niebla y, como
consecuencia, que haya arrastres repentinos de baches de lquido en el flujo de gas que sale
del separador.
Presin de separacin. Es uno de los factores ms importantes en la separacin, desde el
punto de vista de la recuperacin de lquidos. Siempre existe una presin ptima de
separacin para cada situacin en particular. En ocasiones al disminuir la presin de
separacin, principalmente en la separacin de gas y condensado, la recuperacin de
lquidos aumenta. Sin embargo, es necesario considerar el valor econmico del incremento
de volumen de lquidos, contra la compresin extra que puede necesitarse para transportar el
gas. La capacidad de los separadores tambin es afectada por la presin de separacin. Al
aumentar la presin, aumenta la capacidad de separacin de gas y viceversa.
67
Temperatura de separacin. En cuanto a la recuperacin de lquidos, la temperatura de
separacin interviene de la siguiente forma: a medida que disminuye la temperatura de
separacin, se incrementa la recuperacin de lquidos en el separador. Una grfica de
temperatura de separacin contra recuperacin de lquidos, se muestra en la figura 4-8.
Se observa que a una temperatura de separacin de 0F, la recuperacin de lquidos en el
separador es de aproximadamente 5000 galones por milln de pie cbico de gas, mientras
que el volumen de lquidos que se recupera en el tanque de almacenamiento es del orden de
2000 galones por milln de pie cbico.
As pues, es necesario considerar que aunque se tiene la mxima recuperacin de lquidos
en el separador a 0F, de los 5000 galones por milln de pie cbico se evaporan en el tanque
de almacenamiento 3000. Este vapor generalmente se libera a la atmsfera, por lo que se
ocasionan grandes prdidas. Otros aspectos que hay que considerar para utilizar baja
temperatura de separacin, son los siguientes:
a) La separacin a baja temperatura necesita equipo adicional de enfriamiento.
b) Se presentan otros problemas de operacin, tal como la formacin de hidratos.
En consecuencia, para obtener la temperatura ptima de separacin, desde el punto de vista
de recuperacin de lquidos es necesario considerar todos los aspectos mencionados.
Figura 4-8 Grfica de temperatura de separacin vs recuperacin
de lquidos Pf=400 lb/pg
2
abs
La temperatura afecta la capacidad del separador al variar los volmenes de fluido y sus
densidades. El efecto neto de un aumento en la temperatura de separacin es la disminucin
de capacidad en la separacin de gas.
68
Densidades del lquido y del gas. La capacidad de manejo de gas de un separador, es
directamente proporcional a la diferencia de densidades del lquido y del gas e inversamente
proporcional a la densidad del gas.
Viscosidad del gas. El efecto de la viscosidad del gas en la separacin, se puede observar
de las frmulas para determinar la velocidad del asentamiento de las partculas de lquido. La
viscosidad del gas se utiliza en el parmetro NRE, con el cual se determina el valor del
coeficiente de arrastre. De la ley de Stokes, utilizada para determinar la velocidad de
asentamiento de partculas de cierto dimetro, se deduce que a medida que aumenta la
viscosidad del gas, disminuye la velocidad de asentamiento y por lo tanto, la capacidad de
manejo de gas del separador.
4.6 MTODO API ESPECIFICACIONES DE SEPARADORES DE GAS Y ACEITE
ESPECIFICACIONES API 12J (SPEC 12J) SEPTIMA EDICION, OCTUBRE 1, 1989
SECCIN 1
Esta especificacin cubre los requerimientos mnimos de diseo y fabricacin de
separadores de aceite y gas y/o aceite-gas-agua usados en la produccin de aceite y/o gas,
usualmente localizados ente la cabeza del pozo y los ductos. Tambin esta especificacin
cubre separadores verticales, horizontales, esfricos u horizontales de doble barril.
SECCIN 2 DEFINICIONES
2.1 INTRODUCCION. La separacin del gas y el lquido ocurre principalmente por las
diferencias fsicas que presentan las fases. Esta seccin abarca la separacin mecnica de
lquidos y gases.
2.2 TERMINOLOGIA. Un separador puede ser referido como un deshidratador de gas,
trampa, depurador de gas, cmara flash o vasijas de expansin. Esta terminologa es
aplicada sin tomar en cuenta la forma. Las siguientes definiciones son consideradas bsicas:
2.2.1 Separador. Un separador es una vasija utilizada en el campo para eliminar de la
corriente los lquidos de los componentes de gas. El separador puede ser de dos o tres
fases. Los separadores de dos fases separan el total del lquido del gas, mientras que los de
tres fases tambin separan el agua libre de los hidrocarburos lquidos.
2.2.2 Depurador de gas. Un depurador de gas es un tipo de separador el cual ha sido
diseado para manejar flujos con alta relacin gas aceite. Comnmente son usados en
conjunto con deshidratadores, plantas de extraccin, instrumentos y compresores para
proteccin de la entrada de lquidos.
2.2.3 Deshidratador de gas. Un deshidratador de gas es un tipo de separador que se ubica
dentro de una o dos categoras: agua libre y total de lquido deshidratados.
a) En la categora de agua libre el separador usado separa agua libre de una corriente de
flujo de gas, aceite y agua. Usualmente el gas y el aceite dejan el separador a travs
69
de la misma salida para ser procesados por otro equipo. El agua es eliminada por
disposicin
b) El total de lquido deshidratado. Normalmente se usan para remover los lquidos
combinados de una corriente de gas.
2.3 MAXIMA PRESIN DE TRABAJ O PERMISIBLE. Es la mxima presin permisible por la
norma ASME, en la parte alta del separador en operaciones normales para una temperatura
establecida.
2.4 PRESIN DE OPERACIN. Es la presin en el separador durante una operacin
normal. Esta no exceder la presin de trabajo mxima permisible y normalmente se
mantiene en un nivel conveniente debajo de la presin de los dispositivos de liberacin de
presin para prevenir su apertura frecuente.
2.5 CORROSIN. Es definida como la destruccin del metal qumica y electroqumica con el
medioambiente.
SECCIN 3 MATERIAL
3.1 NORMA ASME. Los separadores considerados en esta especificacin se conformarn
con los requisitos de materiales estipulados en la ltima edicin de la norma ASME
3.2 SELECCIN DEL MATERIAL. La seleccin del material para fluidos corrosivos debe ser
basada en una revisin de relaciones API o publicaciones de NACE para materiales que se
consideran en el prrafo 3.1. Las consideraciones deben darse a la seleccin del material
cuando se relaciona a la perdida de peso; los desgastes por sulfhdricos y clorhdricos u otras
formas de corrosin. Es responsabilidad el usuario determinar que consideraciones por
corrosin deben hacerse al separador durante su vida til. (Norma ASME aplicable a
corrosin). Los patrones de corrosin estn dados en el APNDICE B.
3.3 CONSIDERACIONES POR CORROSIN. Las consideraciones por corrosin para
separadores dados en esa especificacin sern solo para las partes del separador expuestas
a presin y puede ser identificada dentro de los requerimientos de las secciones aplicables a
las normas ASME. Las consideraciones de corrosin para las partes internas del separador
(partes de no-presin) se harn por mutuo acuerdo entre el comprador y el fabricante y no es
parte de esta especificacin.
SECCIN 4 DISEO
4.1 TIPO, TAMAO, PRESIN Y RANGO DE TEMPERATURA Los separadores
considerados en esta especificacin pueden ser verticales, horizontales o esfricos y estn
disponibles en tamaos y rangos de mxima presin de trabajo permisible, mostradas en las
tablas 4.1, 4.2 y 4.3. Las siguientes tablas son estndares de la industria nominal. Los
tamaos disponibles y las presiones de trabajo pueden variar en los rangos establecidos.
Otros valores de tamaos, presiones y temperatura pueden ser designados por acuerdo
entre el comprador y el fabricante.
4.2 PROCESOS TIPICOS DE DISEO Y CLCULOS DE DIMESIONAMIENTO SE
MUESTRAN EN EL APNDICE C.
70
4.3 UN FORMATO SUGERIDO DE INFORMACION PARA EL DISEO DEL SEPARADOR
SE INCLUYEN EN EL APNDICE E
4.4 EL APENDICE D MUESTRA UN EJ EMPLO DE CLCULO PARA EL
DIMENSIONAMIENTO DEL SEPARADOR
Tabla 4-1
Separadores horizontales
Dimensin y rangos de la presin de trabajo
Dimetro
Nominal (in)
Mxima presin de trabajo permisible psia @130 F
12 . 230 600 1000 1200 1440 2000
16 . 230 600 1000 1200 1440 2000
20 125 230 600 1000 1200 1440 2000
24 125 230 600 1000 1200 1440 2000
30 125 230 600 1000 1200 1440 2000
36 125 230 600 1000 1200 1440 2000
42 125 230 600 1000 1200 1440 2000
48 125 230 600 1000 1200 1440 2000
54 125 230 600 1000 1200 1440 2000
60 125 230 600 1000 1200 1440 2000
a. La longitud generalmente aumente cada 2 pies, medidos de tapa, especialmente se tienen: 5, 7 o 10
pies. Comnmente la relacin mnima dimetro-longitud es de 2.
b. El dimetro generalmente aumenta cada 6 pulgadas, medido exterior o interiormente. El dimetro
exterior de los separadores mas comunes son mayores a 24 pulgadas de dimetro. El dimetro del
separador puede ser externo o interno.
Tabla 4-2
Separadores verticales
Dimensin y rangos de la presin de trabajo
Dimetro
Nominal (in)
Mxima presin de trabajo permisible psia @130 F
16 . 230 600 1000 1200 1440 2000
20 125 230 600 1000 1200 1440 2000
24 125 230 600 1000 1200 1440 2000
30 125 230 600 1000 1200 1440 2000
36 125 230 600 1000 1200 1440 2000
42 125 230 600 1000 1200 1440 2000
48 125 230 600 1000 1200 1440 2000
54 125 230 600 1000 1200 1440 2000
60 125 230 600 1000 1200 1440 2000
a. La longitud generalmente aumente cada 2 pies, medidos de tapa, especialmente se tienen: 5, 7 o
10 pies. Comnmente la relacin mnima dimetro-longitud es de 2.
b. El dimetro generalmente aumenta cada 6 pulgadas, medido exterior o interiormente. El dimetro
exterior de los separadores mas comunes son mayores a 24 pulgadas de dimetro. El dimetro del
separador puede ser externo o interno.
71
Tabla 4-3
Separadores esfricos
Dimensin y rangos de la presin de trabajo
Dimetro
Nominal (in)
Mxima presin de trabajo permisible psia @130 F
24 . 230 600 1000 1200 1440 2000
30 . 230 600 1000 1200 1440 2000
36 . 230 600 1000 1200 1440 2000
42 125 230 600 1000 1200 1440 2000
48 125 230 600 1000 1200 1440 2000
54 125 230 600 1000 1200 1440 2000
60 125 230 600 1000 1200 1440 2000
a. La longitud generalmente aumente cada 2 pies, medidos de tapa, especialmente se tienen: 5, 7 o
10 pies. Comnmente la relacin mnima dimetro-longitud es de 2.
b. El dimetro generalmente aumenta cada 6 pulgadas, medido exterior o interiormente. El dimetro
exterior de los separadores mas comunes son mayores a 24 pulgadas de dimetro. El dimetro del
separador puede ser externo o interno.
SECCIN 5 FABRICACION, PRUEBAS Y PINTADO
5.1 Los separadores sern construidos, probados y sellados de acuerdo con la ltima edicin
de las normas ASME. La prueba adicional para las fugas internas o externas ser solicitada
por acuerdo entre el comprador y el fabricante.
5.2 PINTADO. Antes del envo, los separadores se limpiaran de xido, grasa, residuos y
restos de soldadura y externamente se cubre con una aplicacin de metal de buena calidad.
Se cubrir interior y exteriormente de acuerdo a lo convenido entre los compradores y los
fabricantes. Puede exigirse una entrada especial para aplicar adecuadamente capas internas
a los separadores de dimetros ms pequeos.
5.3 CAPA INTERIOR. La capa interior es especificada por el comprador, todas las uniones
interiores no-removibles sern selladas, soldadas y preparadas para cubrirse de acuerdo con
las especificaciones del comprador. En al ausencia de las especificaciones del comprador,
algunas practicas aceptables se enlista en el Apndice B. Despus de cubrir el separador se
rotula en un lugar visible INTERNAL COATING DO NOT WELD. (Recubrimiento interno
no soldar).
5.4 PREPARACION PARA EL ENVI. Antes del envi, todo el contenido (incluyendo el agua
de la prueba) ser retirado del separador interna y externamente. Todos los componentes
sern protegidos con cubiertas o tapones.
SECCIN 6 MARCADO
6.1 PLACA API. Los separadores considerados en esta especificacin sern identificados por
una placa de material resistente a la corrosin, adherida adecuadamente por un soporte
soldado al separador o bragada sobre una placa de acero. La placa llevara la informacin de
los puntos 1 al 9 como lo muestra la siguiente figura 4-9 (En norma API es figura 6.1).
72
1. Spec 12J
2. Nombre del fabricante
3. Numero de serie del fabricante
4. Ao de construccin
5. Peso vaci, libras
6. Tamao, dimetro externo x longitud
7. Mxima presin de trabajo permisible, psi, mxima temperatura de diseo, F. tambin
temperatura mnima si es requerida por la norma ASME o especificada por el
comprador.
8. Informacin adicional requerida por el Estado u otras polticas regulatorias.
9. Marcacin adicional requerida por el comprador, no es restringida.
Figura 4-9 Formato de la placa del separador (Figura 6.1)
6.2 PLACA DE LA NORMA ASME. Los separadores considerados en estas especificaciones
tendrn una placa pegada con lo requerimientos de la ltima edicin de la norma ASME. En
lugar de la placa API y a opcin del fabricante, la informacin requerida por el punto 6.1
puede ser incluida debajo de la placa del marcaje requerida por la norma ASME.
6.3 MARCADO. El marcado directo sobre el separador puede ser daino y debe ser evitado.
Ver norma ASME para el marcado permisible.
APENDICE B PATRONES DE CORROSIN
B.1 CONSIDERACIONES. Los siguientes patrones son recomendados para determinar las
consideraciones por corrosin aplicables a los separadores:
B.1.1 El flujo del pozo contiene agua en forma lquida y alguno o todos de los siguientes
gases son considerados corrosivos y son contemplados en las siguientes especificaciones
(API RP 14E, NACE MR-01-75 Y MR-05-75):
a) Oxigeno O
2
b) Dixido de carbono CO
2
c) cido sulfhdrico H
2
S
B.1.2 Los siguientes patronos no son obligatorios, pero pueden ser usados en la evaluacin
de la corrosin del medio ambiente con respecto del acero al carbn.
73
a) Oxigeno
1. Menor a 0.005 ppm en salmueras naturales-no corrosivo.
2. De 0.005 ppm a 0.025 ppm requiere consideracin
3. Mayor a 0.025 ppm en salmueras naturales es corrosivo.
b) Dixido de carbono
1. Menor a 600 ppm en salmueras naturales-no corrosivo.
2. De 600 ppm a 1,200 ppm requiere consideracin
3. Mayor a 1,200 ppm en salmueras naturales es corrosivo.
c) cido sulfhdrico
1. Menor al limite el cido sulfhdrico ha sido identificado como no corrosivo. Con
la presencia de este cido el ambiente debe ser considerado corrosivo.
2. Los estndares NACE MR-01-75 (ultima edicin) deben ser para todos los
casos en los que se presente cido sulfhdrico a juicio de la posibilidad de
slfide stress cracking (SSC) y es referido como sigue; Los sistemas que
operan debajo de los 65 psi de la presin total o por debajo de los 0.005 psi de
la presin parcial el H
2
S se encuentra fuera del alcance estndar.
B.1.3 Debe usarse una aleacin de acero o acero inoxidable al considera otras forma de
corrosin, pero no sern limitadas por clorhdricos.
B.1.4 Algunos otros factores que afectan la corrosin en el separador son la temperatura, la
presin, la velocidad del fluido, los esfuerzos a los que se encuentran sometidos el metal, las
condiciones en las que se encuentra el separador y el tiempo.
B.2 CORROSIN DEL MEDIO AMBIENTE
B.2.1 Si el medio ambiente es evaluado sujeto al SSC para el criterio de NACE MR-01-75
conforme a B.1.2, entonces, lo provisto en el estndar NACE aplicado a los materiales y
construccin del separador sern seguidos.
B.2.2 si el medio ambiente es evaluado como corrosivo para cualquiera de los criterios
establecidos en B.1.2 la intencin de esta especificacin ser encontrar alguna combinacin
de las siguientes que son usadas en la prctica:
a) La corrosin permisible en las partes del separador puede hacerse de acuerdo a la
norma ASME, Apndice E, Practicas sugeridas para corrosin permisible.
b) El uso de nodos puede ser empleado en reas con dao por corrosin (NACE ref.
RP 05-75).
c) Los efectos por corrosin pueden ser controlados con un recubrimiento interior de toda
la superficie del metal expuesto. La norma estndar NACE RP-01-81 y RP-01-78,
presenta los patrones y procedimientos para recubrimientos de separadores de aceite
y gas.
74
d) Los efectos por corrosin pueden despreciarse, verse disminuidos o eliminados
totalmente. Sin embargo, el sistema debe ser monitoreado peridicamente por
posibles corrosiones. (API 510).
e) Los efectos de corrosin pueden ser controlados por tratamientos con inhibidores
qumicos.
B.2.3 El tratamiento al calor en el poste de la soldadura es recomendado en el uso de vasijas
de acero de carbn para gases cidos (contenido de H
2
S y/o CO
2
) este puede ser solicitado
por el cdigo ASME a pesar de las consideraciones de corrosin.
APNDICE C CLCULOS PARA EL DISEO Y DIMENSIONAMIENTO
C.1 DIMENSIONAMIENTO DE SEPARADORES DE DOS FASES ACEITE-GAS. Los
siguientes clculos son presentados como una gua en el diseo y dimensionamiento de
separadores de dos y tres fases. El dimensionamiento se base en el mximo bache de gasto
esperado.
C.1.1 TEORA Y ECUACIONES. La capacidad de gas del separador puede ser determinada
por una modificacin de la ley de Stokes. Es basada en el principio del tamao mnimo de la
partcula que se separara de la corriente de gas a una velocidad dada. La velocidad mxima
permisible del gas a condiciones de operacin se calcula con la siguiente formula: (Ver
apndice D, ejemplo de clculo del dimensionamiento de un separador).
G
G
a
d
d d
K V
L
=
Ecuacin C.1.1 (4-11)
Donde:
V
a
=Velocidad mxima permisible, ft/seg, en la seccin secundaria del separador.
d
L
=Densidad del lquido, lb/ft
3
, a condiciones de operacin.
d
G
=Densidad del gas, lb/ft
3
, a condiciones de operacin.
K =Constante que depende del diseo y de las condiciones de operacin.
Tabla C.1 (4-4)
Factor K para determinar la mxima velocidad permisible
Tipo de separador Altura o longitud (ft) Rango del factor K
Vertical 5 0.12 a 0.24
10 0.18 a 0.35
Horizontal 10 0.40 a 0.50
Otras longitudes 0.40 a 0.50 x (L/10)
0.56
Esfrico Todos 0.2 a 0.35
75
C.1.2 La velocidad mxima permisible calculada para los factores de la tabla, es para
separadores que normalmente tiene un extractor de niebla de malla de alambre. Esta debe
permitir que todas las gotas de lquido ms grandes de 10 micrones se separen de la
corriente de gas. La velocidad mxima permisible u otro criterio de diseo deber ser
considerados para otros tipos de extractores de niebla. Los fabricantes de extractores de
niebla recomiendan una altura mnima de la corriente de flujo a la malla del extractor, entre la
entrada del gas y la salida.
C.1.3 La capacidad de aceite de un separador es una funcin del tiempo de residencia y del
rea de la interfase gas aceite. El requisito bsico es retener al aceite lo suficiente y
mantener un rea conveniente de la interfase para que el gas se separe del aceite. La
capacidad de separacin de lquido se basa normalmente en un tiempo de residencia de un
minuto para aceites no espumosos que se consideran con una densidad de 35 API y
mayores. Aceites con una densidad inferior a 35
o
API requieren tiempos de residencia
mayores.
C.1.4 Los crudos espumosos plantean un problema especial en el dimensionamiento de
separadores. La espuma es una mezcla de gas disperso en el lquido y tiene pequeas
densidades, menores a las del lquido pero mayores a las del gas. Son necesarios para
eliminar el gas del lquido grandes superficies de la interfase y mayores tiempos de
residencia. Los separadores horizontales normalmente proporcionan reas ms grandes de
la interfase. Los tiempos de residencia tan grandes como 15 minutos pueden ser necesarios.
Sin embargo, un tiempo de residencia de 2 a 5 minutos es suficiente en la mayora de los
casos para separadores con manejo de crudo espumoso. Cuando el pozo puede
muestrearse, se puede determinar una estimacin ms exacta del tiempo de residencia
requerido. Diseos en separadores que consideran desespumar el aceite a menudo incluyen
una variedad de configuraciones internas que mejoran la capacidad. Estas estn ms all del
alcance de esta especificacin.
C.1.5 Adems de las propiedades del flujo del pozo, la capacidad del gas es influenciada por
lo siguiente:
a) La temperatura de operacin debe estar por encima de la temperatura de depositacin
de la parafina.
b) La temperatura de operacin debe estar por encima de la temperatura de formacin
de hidratos.
c) Tendencia del lquido a formar espuma.
d) Homogeneidad del flujo.
e) Antiespumantes qumicos, si se usan.
C.1.6 La capacidad de lquido de un separador depende principalmente del tiempo de
retencin del lquido en el separador. Una buena separacin requiere tiempo suficiente para
alcanzar las condiciones de equilibrio entre la fase lquida y la gaseosa a la temperatura y
presin de separacin. La capacidad de lquido de un separador o el volumen requerido
basado en la retencin, puede ser determinada por la siguiente ecuacin:
76
( )
t
V
W
1440
= Ecuacin C.1.6 (4-12)
Donde:
W =Capacidad de lquido, bl/da a condiciones de flujo.
V =Volumen de lquido estabilizado, bl.
t =tiempo de residencia, minutos.
C.1.7 El criterio bsico de diseo para el tiempo de residencia de lquido en separadores de
dos fases es el siguiente:
Tabla 4-5
Densidad del aceite minutos
Mayor a 35 API 1
20 30
o
API 1 a 2
10 20
o
API 2 a 4
C.1.8 Los volmenes estabilizados pueden ser usados en la ecuacin anterior para
determinar la capacidad del lquido de un separador en particular. Para un dimensionamiento
apropiado, deben de ser determinados la capacidad del lquido y la capacidad del gas. Puede
notarse que a mayor presin de destilacin del gas, la relacin gas aceite es mayor y la
capacidad de gas de un separador es normalmente el factor predominante. Sin embargo,
ocurre lo contrario para baja presin de separacin en la corriente de flujo con baja relacin
gas aceite. La descarga de lquido o la vlvula de descarga de un separador, debe ser
diseada en base a la presin disponible, el gasto del lquido y su viscosidad.
C.2 DIMENSIONAMIENTO DE UN SEPARADOR DE TRES FASES GAS ACEITE AGUA.
Los principios bsicos de la separacin de aceite y gas se abarcaron en el dimensionamiento
de separadores de dos fases aceite - gas. La siguiente parte comprende la separacin de
agua del aceite.
C.2.1 Todos los separadores (verticales, horizontales y esfricos) pueden usarse en la
separacin de tres fases. A pesar de la forma, todos los separadores deben reunir los
siguientes requisitos:
a. El lquido debe separarse del gas en una seccin de separacin primaria.
b. La velocidad del gas debe ser disminuida para permitir la precipitacin de las
partculas lquidas.
c. El gas debe pasar a travs de un extractor de niebla.
d. El agua y el aceite deben ser desviados a una seccin sin turbulencia del separador.
e. Los lquidos deben ser retenidos en el separador un tiempo grande para permitir la
separacin.
f. El contacto agua aceite debe ser mantenido.
g. El agua y el aceite deben ser retirados del separador por sus respectivas salidas.
77
C.2.2 El dimensionamiento de un separador de tres fases para eliminar el agua es
primordialmente funcin del tiempo de residencia, este se relaciona con el volumen del
separador, la cantidad de lquido manejada y la gravedad especfica del agua y del aceite. El
volumen de retencin efectivo en un separador es la porcin del separador en la que el
aceite y el agua permanecen en contacto entre si. Por lo que la separacin agua aceite es de
inters, una vez que cualquier sustancia deja la seccin primaria, aunque puede permanecer
en el separador en un compartimiento apartado, esto no puede ser considerado como una
parte del volumen de retencin. Hay dos consideraciones primarias en la especificacin del
tiempo de residencia:
a) Tiempo de estabilizacin del aceite para permitir una eliminacin adecuada del agua.
b) Tiempo de estabilizacin del agua para permitir una adecuada separacin del aceite.
Una aproximacin usual en el diseo permite tiempos de residencia iguales para aceite y
agua. Esto se logra en un amplio rango de control del nivel de la interfase o el vertedero de
agua variable. El criterio bsico de diseo para el tiempo de residencia en separadores de
tres fases es generalmente:
Tabla 4-6
Densidad del aceite minutos
Mayores a 35
o
API 3 a 5
Menores a 35 API
100 +
o
F 5 a 10
80 +
o
F 10 a 20
60 +
o
F 20 a 30
C.3 SELECCIN DEL SEPARADOR. El siguiente procedimiento puede usarse al seleccionar
un separador para una aplicacin en particular:
C.3.1 Determine qu forma se adapta a la instalacin en particular considerando el mejor
espacio, soporte y la facilidad de acceso para el mantenimiento. Considerando las
condiciones de operacin presentes y futuras.
C.3.2 Determine si las condiciones de flujo son desfavorables (espumas, arena, etc.). Esto
dificultara la operacin y mantenimiento del separador seleccionado.
C.3.3 Determine si la vida econmica es afectada por la instalacin o manejabilidad de la
forma seleccionada.
C.3.4 Asegurar que todos los requerimientos de diseo como calentadores para parafina o
hidratos y tres fases para eliminar el agua, estn consideradas y sean compatibles con la
forma seleccionada.
C.3.5 Considere posibles baches de lquido en el separador.
78
APNDICE D
4.6.1 Ejemplo
Condiciones de diseo:
Gasto de gas 25 MMSCFD
Gasto de aceite 3,000 BPD
Presin de operacin 800 psia
Temperatura de operacin 80
o
F
Densidad del gas, d
G
3.40 lbs/ft
3
(para 20.3 mol. wt. gas)
Densidad del aceite, d
L
51.5 lbs/ft
3
(para 40
o
API del aceite)
Tipo de separador Vertical, dos fases
Tentativamente se suponen 10 ft de altura, 30% de llenado de lquido y K =0.3 (ver tabla C.1
y ecuacin C.1.1 del apndice C).
La velocidad mxima permisible del gas es:
lg .
.
.
int
.
.
.
.
. , .
. , ,
/ .
.
. .
.
pu
x
separador del mnimo erno Dimetro
ft
seg ft
seg ft
gas del flujo del mnima Area
seg
ft
ft lbs x da seg x da SCF
mol lbs x da SCF
actual gas de Gasto
seg ft
d
d d
K V
G
G L
a
2 27
7854 0
144 035 4
035 4
128 1
552 4
552 4
40 3 400 86 0 379
3 20 000 000 25
123 1
4 3
4 3 5 51
3 0
2
3
3
3
= =
= =
= =
=
=
Se selecciona el dimetro interno prximo estndar del separador, en este caso es de 30
pulgadas (las 30 pulgadas pueden ser preferibles en el dimetro externo del separador, sin
embargo se usa dimetro interno para simplificar el ejemplo). Se supone que no debe ser
menor de 1 minuto el tiempo de residencia para diseos de dos fases con densidades de
aceite que excedan los 35
o
API (ecuacin C.1.6 y prrafo C.1.7 del apndice C).
( )
Bbls 62 . 2
bbl ft 615 . 5 x ft in 144
pies 3 x in 7854 . 0 30
liquido de Volumen
3 2 2
2
2
= =
La capacidad de lquido del separador es:
( )
BPD 772 , 3
0 . 1
62 . 2 x 1440
t
V 1440
W = = =
La capacidad de lquido es satisfactoria para un diseo basado en 30 pulgadas de dimetro
interno y 10 pies de altura del separador vertical.
79
APNDICE E
INFORMACIN PARA EL DISEO DE UN SEPARADOR
I. Condiciones de operacin:
A. Volmenes de lquidos
1. Aceite / condensado:___________ BPD Densidad:________
o
API Viscosidad _______ cp
2. Agua: ___________ BPD Grav. esp.:_______ (agua =1)
B. Aceite / condensado. Caractersticas.
1. Espuma: No presenta _____ Moderada _____ Severa_____
2. Problemas por parafinas: No _____ Si _____ (En este caso, punto de depositacin) _____
o
F
3. Flujo bache: No _____ Si _____ (En este caso, detallar cual es el mximo gasto del lquido,
Volumen del bache, etc. o sugerir un factor) _______________________________________________
___________________________________________________________________________________
___________________________________________________________________________________
C. Gas: ______________MMSCFD Grav. esp.:____________ (aire =1)
D. Temperatura de operacin (
o
F): Mxima __________Mnima _________
E. Presin de operacin (psia): Mxima __________Mnima _________
F. Contenido de H
2
S __________ Moles % Contenido de CO
2
_________Moles %
G. Localizacin geogrfica:________________________________________________________________________
II. Requerimientos de diseo:
A. Tipo:__________ Vertical__________ Horizontal__________ Esfrico__________
Recomendacin del fabricante:__________________________________________________________________
______________Dos fases__________Tres fases.
B. Presin de diseo:____________psia y temperatura____________
o
F
C. Tipo de extractor de niebla (especificar):___________________________________________________________
___________________________________________________________________________________________
D. Tiempo de residencia de lquido:_________________________________________________________________
E. Corrosin permisible:____________(in)
F. Corrosin permisible para partes internas (no presin):____________(in)
G. Se requiere, NACE MR 01 75: No__________ Si__________
H. Se requieren liberadores especiales de esfuerzos: No__________ Si__________
Especificar si es Si:___________________________________________________________________________
_______________________________________________________________________________:::::_________
I. Sistemas de seguridad requeridos API RP 14C: No__________ Si__________
III. Recubrimientos:
A. Externo: Mfgr. Std__________ Otros__________
B. Interno (especificar):__________________________________________________________________________
C. Proteccin catdica (especificar):________________________________________________________________
___________________________________________________________________________________________
IV. Instrucciones especiales:
A. Inspeccin radiogrfica: Norma ASME__________ Otra__________
Especificar si es Otra:_________________________________________________________________________
__________________________________________________________________________________________
__________________________________________________________________________________________
__________________________________________________________________________________________
B. Prueba de presin hidrosttica: Norma ASME__________ Otra__________
Especificar si es Otra:_________________________________________________________________________
___________________________________________________________________________________________
C. Requisitos de la prueba hardness (especificar):_____________________________________________________
D. Lifting lugs (especificar):_______________________________________________________________________
E. Arreglo de la base (Skid mounting): Especificar _____________________________________________________
F. Requisitos de soldado: Norma ASME__________ Otra__________
Especificar si es Otra:_________________________________________________________________________
G. Sistemas de desarenamiento (especificar):_________________________________________________________
___________________________________________________________________________________________
___________________________________________________________________________________________
H. Otros:______________________________________________________________________________________
___________________________________________________________________________________________
___________________________________________________________________________________________
80
4.7 MTODO NOLASCO CLCULO DE LA CAPACIDAD DE TRATAMIENTO DE LOS
SEPARADORES DE 2 FASES.
Los factores que intervienen de manera fundamental en la capacidad de los separadores de
aceite y gas son:
a) El dimetro y la longitud del separador.
b) El diseo y arreglo de las partes internas del separador.
c) Las caractersticas fsicas y qumicas del aceite y el gas que se van a separar. (La
densidad del aceite y el gas, la viscosidad del gas, el equilibrio de las fases, etc.)
d) La presin y la temperatura de operacin del separador
e) El numero de etapas de separacin.
f) El nivel del lquido en el separador.
g) La tendencia del aceite a formar espuma.
h) La cantidad de material slido arrastrado por los fluidos que se van a separar.
i) Las condiciones del separador y de sus componentes.
4.7.1 Clculo de la capacidad de tratamiento de separadores verticales
4.7.1.1 Capacidad de separacin de gas
De la ecuacin de continuidad:
4-13
4-14
Resulta
4-15
De la ecuacin general de los gases, para condiciones base y condiciones de
operacin del separador:
4-16
Despejando q
sg
4-17
81
Sustituyendo 4-15 en 4-17, considerando Ts=520R, Ps=14.7 lb/pg
2
abs. Y multiplicando el
segundo miembro por 86400, para obtener q
sg
en pies
3
/dia a las condiciones estndar.
4-18
La velocidad de asentamiento V
t
,
( )
g
g p p
t
g d
v
18
2
= 4-19
Sustituyendo 4-5 en 4-18:
4-20
q
sg
es el gasto de gas a condiciones estndar que puede manejar el separador, sin que
partculas de dimetro mayor de dp sean arrastradas por la corriente de gas. La capacidad
de gas de un separador vertical, como puede observarse de la expresin 4-20 es
independiente de la longitud del separador.
4.7.1.1.1 Ejemplo
En este ejemplo se hacen las siguientes consideraciones:
a) El dimetro de las partculas de lquido que se separan por gravedad es de 100 micras
o mayor.
b) El flujo que entra al separador es permanente
c) El aceite no tiene tendencia a formar espuma.
d) La longitud del separador es de 10 pies.
e) La temperatura de operacin es mayor que la temperatura de formacin de
hidratos. Las temperaturas de operacin consideradas de acuerdo a la presin de
operacin son:
Tf =60 F si P f<500 lb/pg
2
Tf =75 F si P f500 lb/pg
2
f) La densidad relativa del gas es 0.65
g) La densidad de las gotas de lquido es de 35 API
h) El factor de compresibilidad del gas a las condiciones de operacin del separador, Z
f
,
es igual a 1.
Clculo de la capacidad de manejo de gas de un separador vertical bajo las siguientes
condiciones:
82
d
o
=16 pg
g
=0.65
P
f
=75 lb/ pg
2
L
=35 AP1
T
f
=60F P
s
=14. 7 lb/ pg
2
P
d
=1000 lb/ pg 2 T
S
=60F
a) Considerando Z
f
=1 y suponiendo que el dimetro de las gotas de aceite es de 100
micras, la ecuacin 4-18, toma la siguiente forma:
b) Clculo de g a Pf y Tf
Para un gas con las siguientes condiciones:
g
=0.65
P
f
=75 +14.7 =89.7 lb/ pg
2
abs.
Se tiene un valor de Z
f
=0.983
g
=2.7028 x
g
P
f
/ Z
f
T
f
=2.7028 (0.65)(89.7/0.983*520)
g
=0.3084 lbm/ pie
3
como
g
para aplicar la correlacin de Lee debe estar gr/cm
3
;
g
=0.00494 gr/cm
3
Clculo de
g
Se calcula mediante la correlacin de Lee
M
g
=M
a
*
g
=28.97 x 0.65 =18.830
X =3.5 +986/T
f
+0.01 (M
g
) =3.5 +986/520 +(0.01) (18.830)
X=5.584
Y =2.4 - 0.2 X =2.4 - 0.2 (5.584) =1.283
83
c) Clculo de qsg
Considerando que para d
o
=16pg y Pd=1000 lb/ pg
2
el dimetro interior correspondiente es,
d=1.1825 pies.
Transformando los datos a las unidades requeridas:
d
p
=100 micras =3.2808 x 10
4
pies
L
=35 API por lo tanto
p
=53.03 lbm/ pie
3
Sustituyendo valores en la ecuacin:
q
sg
=0.815x 10
6
pies
3
/da a cs.
4.7.1.2 Capacidad de separacin de lquido.
Para calcular la capacidad de manejo de lquido un separador, ya sea vertical u horizontal, se
deben considerar el dimetro del separador, el nivel del lquido arriba de la salida del aceite
en el separador, el factor de volumen del aceite a las condiciones de operacin del separador
y el tiempo de retencin del lquido.
Para separadores verticales se recomienda que el nivel mximo de lquido, este en el rango
de uno a tres veces el dimetro del separador, dependiendo del diseo. El volumen
disponible para manejo de lquido en un separador vertical es:
4-21
Por lo tanto el gasto de lquido a las condiciones estndar que el separador puede manejar
es:
4-22
Donde:
q
sL
en pie
3
/min
Para obtener q
sL
en bl/da se multiplica la ecuacin 4-21 por 1440/5.615, quedando
84
4-23
Se recomienda los siguientes tiempos mnimos de retencin para que sus separadores
operen eficientemente:
Tabla 4-7
RANGO DE PRESIN (lb/pg
2
) TIEMPO DE RETENCIN (seg.)
0-600 60
600-1000 50
>1100 30
4.7.1.2.1 Ejemplo
Calcular las capacidades de manejo de lquido en un separador vertical, a las presiones de
operacin de 125 y 1800 lb/pg
2
las dimensiones y condiciones de operacin del separador
son:
L=10 pie
d=1.3088 pie
h=1.3333 pie
tr=1 min.
Aplicando la ecuacin 4-23 para ambas presiones de operacin:
caso a) Considerando para Pf=125 lb/pg
2
, Bo =1.0
caso b) Considerando para Pf =1800 lb/pg
2
, Bo=1.225
4.7.2 Clculo de la capacidad de tratamiento de separadores horizontales.
4.7.2.1 Capacidad de separacin de gas.
Para establecer la ecuacin con la que se obtiene la capacidad de manejo de gas de los
separadores horizontales, se harn las siguientes consideraciones que dependen del diseo
especfico del separador:
a) Las gotas de lquido caen en un ngulo de 45, desde la entrada de los fluidos al
separador, situada en su parte superior, a la interfase gas-lquido.
b) El extractor de niebla est situado a una distancia de dos veces la diferencia de
dimetro del separador menos el nivel de lquido.
85
De acuerdo con lo anterior, la velocidad de asentamiento de las gotas de lquido, V
t
es:
4-24
Despejando t
rg
que es el tiempo de retencin el gas necesario para que las gotas de lquido
se depositen en la interfase gas-lquido:
4-25
De donde
4-26
De acuerdo a la ecuacin de continuidad,
4-27
Donde
4-28
De la ecuacin general de los gases, para condiciones estndar y condiciones de operacin
del separador,
4-29
Despejando q
sg
4-30
Sustituyendo 4-27 en 4-30, considerando Ts=520 R, Ps=14.7 lb/pg
2
abs y multiplicando el
segundo miembro por 86400, para obtener q
sg
en pies
3
/da a las condiciones estndar.
86
4-31
En 4-31 V
t
se puede calcular a partir de la ecuacin 4-19
( )
g
g p p
t
g d
v
18
2
= 4-19
Sustituyendo V
t
en la ecuacin 4-31 queda:
4-32
q
sg
es el gasto de gas a condiciones estndar que puede manejar el separador, sin que
partculas de dimetro mayor que dp, sean arrastradas por la corriente de gas.
4.7.2.1.1 Ejemplo
Calcular la capacidad de manejo de gas, de un separador horizontal con las siguientes
condiciones:
L=10 pie
h=0.333 pie
d
o
=16 pg
P
f
=75 lb/pg
2
T
f
=60 F
P
d
=1000 lb/pg
2
g
=0.65
L
=35 API
P
s
=14.7 lb/pg
2
T
s
=60 F
Siendo Z
f
=1 y suponiendo que el dimetro de las gotas de lquido es de 100 micras, la
ecuacin 4-32 queda:
4-32 A
Del ejemplo de aplicacin para separadores verticales, Z
f
=0.983,
g
=0.3084 lbm/pie
3
y
g
=
7.212 x 10
6
lbm/pie-seg
a) Clculo de A
f
.
De la ecuacin 4-28 y considerando que para d
o
=16 pg, P
d
=1000 lb/pg
2
y el dimetro interior
correspondiente d=1.1825 pies, entonces:
87
A
f
=0.8442 pies
2
b) Clculo de q
sg
Sustituyendo valores en la ecuacin 4-32 A
q
SG
=0.8835x10
6
4.7.2.2 Capacidad de separacin de lquido.
En separadores horizontales, se recomienda que el nivel mximo de lquido, sea menor que
la mitad del dimetro interior del separador. El volumen disponible para manejo de lquido en
un separador horizontal, es:
4-33
por lo tanto el gasto de lquido a las condiciones estndar, que el separador puede manejar
es:
4-34
Donde q
SL
en pie
3
/min. a c.s.
Para obtener q
sL
en bl/dia se puede multiplicar la ecuacin 4-34 por 1440/5.615, quedando:
4-35
4.7.2.2.1 Ejemplo
Calcular las capacidades de manejo de lquido de un separador a presiones de operacin de
125 y 1800 lb/pg
2
. Las dimensiones y condiciones de operacin del separador son:
88
L =6 pie
d =1.3088 pie
h =0.4444 pie
tr =1 min.
Aplicando la ecuacin 4-28 para calcular A
f
de la ecuacin 4-25
A
f
=0.9427 pies
2
Ahora utilizando la ecuacin 4-35 para ambas presiones de operacin:
caso a) Considerando para Pf =125 lb/pg
2
, Bo =1.0
caso b) Considerando para Pf =1800 lb/pg2 , Bo =1.225
4.8 MTODO KEN ARNOLD
4.8.1 Separadores verticales bifsicos
Este tipo de separadores requiere de un dimetro mnimo para permitir que las gotas de
lquido se separen del gas que presenta un movimiento vertical. El tiempo de residencia del
lquido requiere de una combinacin del dimetro con la altura del lquido. Puede elegirse
cualquier dimetro mayor al mnimo requerido para la capacidad de gas.
Capacidad de gas:
=
P
TzQ
k D
g
i
504
2
4-36
Donde:
D
i
=dimetro interior de la vasija, en pulgadas.
T=temperatura, R.
Q
g
=gasto de gas, MMPCD.
89
P=presin, lb/pg
2
.
Z=factor de desviacin del gas.
K es una constante que est en funcin de las propiedades del gas y del lquido de la gota
que ser separada. K se define como:
( )
( )
2 / 1
/
=
g L
g m d
d C
k
4-37
Donde:
C
D
=Coeficiente de arrastre.
d
m
=gota de lquido a separar, micras
g
=densidad del gas, lb/pie
3
.
L
=densidad del lquido, lb/pie
3
.
S
g/o
=gravedad especifica del aceite
Para una separacin de gotas con tamao de 100 micras, k puede ser aproximada utilizando
la siguiente figura 4-10.
0.1
0.2
0.3
0.4
0.01 0.1 1 10
SgP/T
K
10 API
20 API
30 API
40 API
Figura 4-10 Valores de K
Capacidad de lquido:
12 . 0
2
L r
i
Q T
h D = 4-38
Donde:
h =altura del volumen de lquido, pulgadas.
Tr=Tiempo de residencia deseado para el lquido, minutos.
Q
L
=gasto de lquido, BPD.
90
La longitud de tapa a tapa de la vasija debe determinarse por la geometra una vez que el
dimetro y la altura del volumen de lquido sean conocidos.
4.8.1.1 Metodologa para dimensionamiento de separadores verticales bifsicos
a) Obtener
T
P S
g
.
b) Con el valor de
T
P S
g
, se obtendr k posteriormente por medio de la figura 4-10, la
constante k tambin puede ser obtenida con la ecuacin 4-37.
c) Se deber conocer el dimetro mnimo requerido para la capacidad de gas que el
separador deber manejar de acuerdo a las condiciones que se presentan en el
problema. Para ello se utilizar la siguiente expresin:
=
P
TzQ
k D
g
i
504
2
El dimetro resultante es el mnimo valor de dimetro que permitir manejar la
cantidad de gas que nuestro ejercicio indica.
d) A continuacin, considerando el valor del dimetro mnimo obtenido en el inciso
anterior para poder cumplir el manejo de gas, se propondrn dimetros variados por
arriba del mnimo. Suponindose un tiempo de residencia de 3 minutos y un dimetro
para la capacidad de lquido se obtendr un valor de h al despejarla de la siguiente
expresin:
( )
12 . 0
1
2 L r
Q T
h D =
e) Posteriormente se obtendr la longitud de tapa a tapa, sustituyendo el valor de h
obtenido en el inciso anterior, por medio de la siguiente expresin:
12
76 +
=
h
L
s s
4-39
Donde:
L
s-s
: Longitud de tapa a tapa.
h: altura del volumen de lquido, en pulgadas.
f) Se proceder a obtener la Relacin de Esbeltez (RE) caracterstica del mtodo de
Arnold para dimensionar los separadores. De acuerdo a lo planteado por Arnold los
dimetros que se encuentren dentro de este rango sern factibles de ser encontrados
en los catlogos y cumplirn asimismo con las condiciones de manejo del gas para el
problema. 3<RE<4
91
d
L
RE
s s
=
12
4-40
Donde:
RE: relacin de esbeltez, adimensional.
L
s-s
: longitud de tapa a tapa, en pies.
d: dimetro interno de la vasija, en pulgadas.
g) Repetir los incisos d al f para tiempos de residencia restantes de 1 y 2 minutos.
h) Finalmente, se realizar una grfica de d vs. L
s-s
, para cada tiempo de residencia a fin
de poder conocer los valores de dimetros que nos permitirn cumplir con la
capacidad de gas.
i) Graficar el dimetro mnimo para la capacidad de gas.
j) Graficar las relaciones de esbeltez que se encuentren entre los valores de 3 y 4.
k) Seleccionar el separador adecuado con dimetro mayor al mnimo, que cumpla con el
tiempo de residencia requerido y las necesidades que se tengan.
4.8.1.1.1 Ejemplo
Dado que: La tasa de flujo es 10 MMscfd de gas de 0,6 de gravedad especfica y 2.000 bpd
de petrleo de 40 API. La presin de operacin es 1.000 psia y la temperatura de operacin
es 60F.
Calcule K
S
g
P/T =(0.6)(1000)/(460 +60) =1.1538
De la figura de K, K =0.303
Limitacin de densidad de gas
Di
2
=504 z K (TQ
g
/P)
=(500)(0.303)[(520)(10)/(1.000)]
D =28.1 pg.
Limitacin de capacidad de lquido
Di
2
h =(T
r
Q
L)
/0.12
92
Tabla 4-8 Limitacin de capacidad de lquidos
Figura 4-11 Grfica del mtodo para separador Vertical
En la figura 4-11 la parte achurada es nuestra solucin, de ah podemos escoger un
separador con cualquier dimensin por ejemplo uno de longitud 10 pies y de dimetro 32
pulgadas.
93
4.8.2 Separadores horizontales bifsicos
Para dimensionar un separador horizontal es necesario seleccionar un dimetro y la longitud
de tapa a tapa de la vasija. Esta eleccin debe satisfacer las condiciones para capacidad de
gas que permita que las gotas de lquido pasen del volumen de gas al volumen de lquido
mientras el gas atraviesa la longitud efectiva de la vasija. El diseo debe proporcionar el
suficiente tiempo de retencin para permitir que el lquido alcance el equilibrio. Para una
separacin de gotas de lquido del tamao de 100 micras en una vasija al 50% de capacidad
del lquido, se aplican las siguientes ecuaciones:
Capacidad de gas:
=
P
TzQ
k L D
g
eff i
42
4-41
Donde:
D
i
=dimetro interior de la vasija, en pulgadas.
L
eff
=longitud efectiva de la vasija donde la separacin se lleva a cabo, pies. (Para permitir la
turbulencia en la entrada y la colocacin de la boquilla en la salida, la longitud efectiva puede
aproximarse al valor de 0.75 veces la longitud de tapa a tapa, L
s-s
).
T=temperatura, R.
Q
g
=gasto de gas, MMPCD.
P=presin, lb/pg
2
.
Z=factor de desviacin del gas.
K es una constante mencionada anteriormente figura (4-10)
S
g/o
=gravedad especifica del aceite
Capacidad de lquido.
7 . 0
2
L r
eff i
Q T
L D = 4-42
Donde:
T
r
=tiempo de residencia deseado para el lquido, minutos.
Q
L
=gasto de lquido, BPD.
4.8.2.1 Metodologa para dimensionamiento de separadores horizontales bifsicos
a) Obtener
T
P S
g
.
b) Con el valor de
T
P S
g
, se obtendr k de la figura 4-10 o la ecuacin 4-37.
94
c) Se deber conocer el dimetro mnimo requerido para la capacidad de gas que el
separador deber manejar de acuerdo a las condiciones que se presentan en el
problema. Para ello se utilizar la siguiente expresin:
=
P
TzQ
k L D
g
eff i
42
d) Obtener la longitud efectiva L
eff
por medio de las siguientes expresiones, ya sea para
el caso de lquido o para gas dependiendo de las condiciones dadas. Suponiendo un
tiempo de residencia de 3 minutos para el caso de lquido.
7 . 0
2 o r
eff
q T
L d =
e) Obtener la longitud de tapa a tapa, L
s-s
, sustituyendo el valor anterior de longitud
efectiva en la siguiente expresin:
75 . 0
eff
s s
L
L =
4-43
Donde:
L
s-s
: Longitud de tapa a tapa, en pies.
L
eff
: Longitud efectiva, en pies.
f) Obtener la relacin de esbeltez al sustituir el valor de L
s-s
, en la siguiente expresin:
d
L
RE
s s
=
12
4-40
Donde:
R: Relacin de esbeltez, adimensional.
L
s-s
: Longitud de tapa a tapa, en pies.
d: dimetro interior de la vasija supuesto, en pulgadas.
De acuerdo a lo planteado por Arnold los dimetros que se encuentren dentro de este
rango sern factibles de ser encontrados en los catlogos y cumplirn asimismo con
las condiciones de manejo del gas para el problema. 3<RE<4
g) Repetir los incisos d al f para tiempos de residencia restantes de 1 y 2 minutos para el
caso de lquido.
h) Finalmente, se realizar una grfica de d vs L
s-s
, para cada tiempo de residencia a fin
de poder conocer los valores de dimetros que nos permitirn cumplir con la
capacidad de gas.
95
i) Graficar las relaciones de esbeltez de que se encuentren entre los valores de 3 y 4.
j) Seleccionar el separador adecuado con dimetro mayor al mnimo, que cumpla con el
tiempo de residencia requerido y las necesidades que se tengan.
4.8.2.1.1 Ejemplo
Dado que: la tasa de flujo es 10 MMscfd de gas de 0,6 de gravedad especfica y 2.000 bopd
de petrleo de 40 API. La presin de operacin es 1.000 psia y la temperatura de operacin
es 60F.
Calcule K
S
g
P/T =(0,6)(1.000)/(460 +60) =1.1538
De la grfica de K, K = 0.303
Limitacin de capacidad de gas
D
i
L
eff
=(42)(0,303)[(520)(10)/(1.000)]
=66,18
Tabla 4-9 Limitacin de capacidad de gas
Tabla 4-10 Limitacin de capacidad de lquido
96
Figura 4-12 Grfica del mtodo para separador Horizontal
En la figura 4-12 la parte achurada es nuestra solucin, de ah podemos escoger un
separador con cualquier dimensin por ejemplo uno de longitud 9 pies y de dimetro 30
pulgadas.
4.8.3 Separadores trifsicos
Los separadores de tres fases, comnmente llamados eliminadores de agua libre, (se
emplean para separar y eliminar la fase de agua libre que pueda presentarse en la corriente
de fluidos proveniente del pozo, as como el aceite y gas). Los aspectos bsicos del diseo
de separadores trifsicos son similares a los separadores bifsicos. En los trifsicos se
utilizan dispositivos adicionales para separa las fases lquidas y eliminar el agua libre.
La separacin del agua es funcin de los mtodos de control usados para mantener la
separacin y eliminarla del aceite, adems se aplican diferentes mecanismos de control los
cuales depende de la configuracin y dimetro de la vasija.
4.8.3.1 Separadores verticales trifsicos
Los separadores verticales trifsicos al igual que los bifsicos, tambin deben tener un
dimetro mnimo para permitir la depositacin de gotas de agua de 500 micras o mayores. La
altura del separador trifsico se determina de las condiciones del tiempo de retencin.
97
Capacidad de gas:
=
P
TzQ
k D
g
i
504
2
min
4-44
Donde:
D
i
=dimetro interior de la vasija, en pulgadas.
T=temperatura, R.
Q
g
=gasto de gas, MMPCD.
P=presin, lb/pg
2
.
Z=factor de desviacin del gas.
K es una constante mencionada anteriormente figura (4-10)
Ecuacin de asentamiento:
=
o g
g o
i
S
Q
D
/
2
min
027 . 0
4-45
Donde:
D
i
=dimetro interior de la vasija, en pulgadas.
o
=viscosidad del aceite
Q
g
=gasto de gas, MMPCD.
S
g/o
=gravedad especifica del aceite
Ecuacin del tiempo de retencin del lquido:
2
12 0
i
o o
o
D
Q tr
h
.
) (
= 4-46
2
12 0
i
W W
o
D
Q tr
h
.
) (
= 4-47
Donde:
h
o
=altura de aceite, en pulgadas.
h
w
=altura del agua (de la salida a la interfase), en pulgadas.
Q
o
=gasto de aceite, bpd.
Q
w
=gasto de agua, bpd.
tr =tiempo de residencia.
Una vez seleccionadas la altura de la capa de aceite (h
o
) y la altura de la capa de agua (h
w
),
la longitud total del separador puede aproximarse en funcin de la distribucin de sus parte
externas. Para fines prcticos se supone que:
98
12
76 + +
=
w o
h h
L 4-48
Donde:
L =longitud total de la vasija
h
o
=altura de aceite, en pulgadas.
h
w
=altura del agua (de la salida a la interfase), en pulgadas.
Cualquier dimetro mayor que los calculados por las ecuaciones 4-44, 4-45 se acepta si
satisface las ecuaciones 4-46 y 4-47.
4.8.3.1.1 Metodologa para dimensionamiento de separadores verticales trifsicos
a) Determinar la constante k con la figura 4-10.
b) Determinar el dimetro mnimo requerido para la capacidad de gas con la ecuacin
4-44.
c) Calcular el dimetro mnimo para el asentamiento de las gotas de agua con la
ecuacin 4-45.
d) Suponer un tiempo de retencin de 10 minutos
e) Suponer un dimetro mayor que el dimetro mnimo obtenido en el inciso c.
f) Obtener la altura de la capa de aceite con la ecuacin 4-46.
g) Obtener la altura de la capa de agua con la ecuacin 4-47.
h) Calcular la longitud total del separador con la ecuacin 4-48.
i) Determinar la relacin de esbeltez con la ecuacin 4-40
j) Tabular los valores de t
r
, d
i
, L y RE.
k) Repetir del inciso e a la j para otros tiempos de retencin.
l) Finalmente, se realizar una grfica de d vs. L, para cada tiempo de residencia a fin
de poder conocer los valores de dimetros que nos permitirn cumplir con la
capacidad de gas.
m) Graficar las relaciones de esbeltez que se encuentren entre los valores de 1.5 y 3.
n) Seleccionar el separador adecuado con dimetro mayor al mnimo, que cumpla con el
tiempo de residencia requerido y las necesidades que se tengan.
99
4.8.3.1.1.1 Ejemplo
Dimensionar un separador trifsico vertical para que opere bajo las siguientes condiciones:
Q
o
=5000 bpd @ cs S
o
=30 API
Q
w
=3000 bpd @ cs S
w
=1.07
Q
g
=5 MMpie
3
@ cs S
g
=0.6
P =100 psia tr
o
=tr
w
=10 minutos
T =90 F =10 cp
D
m
=100 micras z=0.985
-Clculo del dimetro mnimo para manejo de gas
Clculo de la constante k
API y
T
P S
g
= = 30 11 . 0
550
) 100 )( 6 . 0 (
En la grfica 4-10 de k; k=0.14
3 1911 14 0
100
5 985 0 550
504 504
2
. .
) )( . )( (
= = = k
P
TzQ
D
g
-Clculo del dimetro mnimo por asentamiento de gotas
pg D
S S
Q
D
S
ro w
o
ro
83
44 6881
876 0 07 1
10 5000
0267 0 027 0
876 0
30 5 131
5 141
2
=
=
=
=
+
=
.
) . . (
) )( (
.
) (
.
.
.
.
-Resolver para h
o
+ h
w
2 2 2
12 . 0
80000
12 . 0
) 3000 5000 ( 10
12 . 0 d d d
Q t Q t
hw ho
w rw o ro
=
+
=
+
= +
-Tabla suponiendo valores de:
min
d d >
Tabla 4-11 Limitacin de capacidad de lquidos
100
Figura 4-13 Grfica del mtodo para separador Horizontal Trifsico
En la figura 4-13 la parte seleccionada es nuestra solucin, de ah podemos escoger un
separador con cualquier dimensin por ejemplo uno de longitud 13 pies y de dimetro 92
pulgadas.
4.8.3.2 Separadores horizontales trifsicos
El dimetro y la longitud son los parmetros esenciales en el dimensionamiento de un
separador horizontal. Para su determinacin, existen ecuaciones con las que se obtienen
ciertas combinaciones aceptables.
Capacidad de gas:
=
P
TzQ
k L D
g
eff i
42
4-49
Donde:
D
i
=dimetro interior de la vasija, en pulgadas.
L
eff
=longitud efectiva de la vasija donde la separacin se lleva a cabo, pies.
T=temperatura, R.
Q
g
=gasto de gas, MMPCD.
P=presin, lb/pg
2
.
Z=factor de desviacin del gas.
K constante, figura (4-10)
101
Para el tiempo de retencin se tiene la siguiente formula que aporta combinaciones
aceptables de D
i
y L
eff
.
( ) ( ) [ ]
o o w w eff
tr Q tr Q L D + = 42 1
2
. 4-50
Donde:
Q
o
=gasto de aceite, bpd.
Q
w
=gasto de agua, bpd.
(t
r
)
o
=tiempo de residencia deseado para el aceite, minutos.
(t
r
)
w
=tiempo de residencia deseado para el agua, minutos.
Ecuacin de asentamiento. Para separar gotas de agua de 500 micras de la capa de aceite,
se debe obtener un dimetro mximo del separador de acuerdo con el siguiente
procedimiento:
-Calcular (h
o
)
max
:
( )
( )
o
ro gw
o o
S S
tr h
= 320
max
) (
4-51
h
o
=altura de aceite, en pulgadas.
o
=altura del agua (de la salida a la interfase), en pulgadas.
S
g o
=gravedad especifica del aceite
S
g w
=gravedad especifica del agua
-Calcular el rea de la seccin transversal del separador ocupada por la fase de agua:
( )
( ) ( )
o r w o r o
w r w
t Q t Q
t Q
A
Aw
+
=
5 0.
4-52
Figura 4-14 Grfica para determinar el coeficiente Z
102
-Determinar el coeficiente z
1
de la siguiente ecuacin ajustada de la figura 4-14
4 3 2
1
5933776 26 3625254 18 4414867 6 0063918 2 4943522 0
=
A
A
A
A
A
A
A
A
z
w w w w
. . . . .
4-53
-Calcular (D
i
)
max
:
( )
( )
1
z
h
D
o
i
max
max
= 4-54
4.8.3.2.1 Metodologa para dimensionamiento de separadores horizontales trifsicos
a) Determinar la constante k con la figura 4-10.
b) Obtener la capacidad de gas con la ecuacin 4-49.
c) Suponer un dimetro para la capacidad de gas.
d) Determinar la longitud efectiva de la ecuacin 4-49
e) Calcular la longitud total del separador con la ecuacin 4-43.
f) Tabular los valores de D
i
, L
eff
y L.
g) Repetir el inciso d al f para diferentes dimetros.
h) Suponer un tiempo de retencin de 10 minutos.
i) Calcular la altura mxima de la capa de aceite con la ecuacin 4-51
j) Determinar la relacin
A
Aw
con la ecuacin 4-52
k) Obtener el coeficiente z
1
de la figura 4-14 o de la ecuacin 4-53.
l) Calcular D
i
2
L
eff
de la ecuacin 4-50
m) Suponer un dimetro (d
s
) para la capacidad de lquido.
n) Calculara la longitud efectiva L
eff
con la ecuacin 4-49.
o) Determinar la longitud total L con la ecuacin 4-43.
p) Determinar la relacin de esbeltez con la ecuacin 4-40.
q) Tabular los valores de t
r
,d
s
, L
eff
, L y RE.
r) Repetir los incisos n a la q para otros dimetros.
103
s) Repetir los incisos i al r para otros tiempos
t) Finalmente, se realizar una grfica de d vs L , para cada tiempo de residencia
u) Graficar las relaciones de esbeltez de que se encuentren entre los valores de 3, 4 y 5.
v) Seleccionar el separador adecuado con dimetro mayor al mnimo, que cumpla con el
tiempo de residencia requerido y las necesidades que se tengan.
4.8.3.1.2.1Ejemplo
Dimensionar un separador trifsico horizontal para que opere bajo las siguientes condiciones:
Q
o
=5000 bpd @ cs S
o
=30 API
Q
w
=3000 bpd @ cs S
w
=1.07
Q
g
=5 Mmpie
3
@ cs S
g
=0.6
P =100 psia tr
o
=tr
w
=10 minutos
T =90 F =10 cp
D
m
=100 micras
-Clculo de manejo de lquido por asentamiento del agua
pg h
d S S t
h
S
o
m ro w ro
o
ro
1 62
10
500 876 0 07 1 10 00128 0
00128 0
876 0
30 5 131
5 141
2
2
.
) )( . . )( ( .
) ( .
.
.
.
max
max
=
=
=
+
=
-Clculo de la fraccin de la seccin transversal ocupada por el agua
( )
( ) ( )
( )
1875 . 0
) 3000 5000 ( 10
10 ) 3000 ( 5 . 0 5 . 0
=
+
=
+
=
o r w o r o
w r w
t Q t Q
t Q
A
Aw
-Determinacin de la fraccin (respecto al dimetro) de la altura de la capa de aceite con el
valor de 1875 . 0 =
A
Aw
y la grfica de 257 . 0 =
D
h
o
-Clculo del dimetro mximo
) ( .
.
.
max
max
pg
D
h
h
D
o
o
6 241
257 0
1 62
= = =
-Capacidad de manejo de gas
104
Clculo del factor de compresibilidad (z)
985 . 0
15 . 0
5 . 672
100
54 . 1
357
460 90
5 . 672 ) 6 . 0 ( 50 5 . 702
) ( 357 ) 6 . 0 ( 67 . 316 167
=
+
=
= =
= + =
z
Ppr
Tpr
psia Ppc
R Tpc
Clculo de la constante k
API y
T
P S
g
= = 30 11 . 0
550
) 100 )( 6 . 0 (
En la grfica 4-10 de k; k=0.14
3 159 14 0
100
5 985 0 550
42 42 . .
) )( . )( (
= = = k
P
TzQ
Dle
g
ff
-Tabla suponiendo valores de:
max
d d
Tabla 4-12 Limitacin de capacidad de gas
-Capacidad de manejo de lquido por tiempo de retencin
113600 ) 5000 3000 ( 10 42 . 1 ) ( 42 . 1 = + = + = x Q t Q t dle
o ro w rw ff
-Tabla suponiendo valores de:
max
d d
Tabla 4-13 Limitacin de capacidad de lquidos
105
Figura 4-15 Grfica del mtodo para separador Horizontal Trifsico
En la figura 4-15 la parte seleccionada es nuestra solucin, de ah podemos escoger un
separador con cualquier dimensin por ejemplo uno de longitud 25 pies y de dimetro 78
pulgadas.
4.9 MTODO GRFICO PARA DETERMINAR LA CAPACIDAD DE LOS SEPARADORES
HORIZONTALES Y VERTICALES CONVENCIONALES.
Con el uso de las grficas que se presentan a continuacin se determinan las capacidades
de separadores de aceite y gas, eliminando clculos tediosos. Este mtodo grfico esta
realizado con el objeto de utilizarse en separadores cilndricos de dos fases, horizontales o
verticales y de una sola pieza. La confiabilidad de estas curvas, ha sido verificada mediante
pruebas de campo y contemplan una amplia variedad de condiciones. Hasta hace poco, se
hacia mayor nfasis en la separacin de las gotas de lquidos del gas, que en la separacin
del gas del aceite. El manejo actual del aceite crudo, requiere de la medicin de grandes
cantidades de aceite, por lo tanto, es necesario remover todo el gas extrao y que no se
encuentre en solucin en el mismo para lograr una medicin con la exactitud necesaria.
Para obtener un grado ptimo de separacin, se requiere de un adecuado tiempo de
retencin. El tiempo de retencin, es por lo tanto, de primordial importancia, cuando se
seleccionan las dimensiones adecuadas del separador. Si se tienen aceites que producen
espumas, el tiempo de retencin requerido se incrementar de tres a seis veces en relacin
al que se requerir para aceites no espumosos. El incremento en el tiempo de retencin es
proporcional a la tendencia de formar espuma del aceite. En la medicin con aceite
espumoso, la necesidad de incrementar el tiempo de retencin, se elimina, cuando el
separador usado mide el aceite tornando como base su densidad. Las capacidades de aceite
y gas que se muestran en las curvas para separadores convencionales tanto verticales como
106
horizontales estn basadas en una longitud de 10 pies, deber hacerse una correccin para
alcanzar la capacidad adecuada.
La capacidad de separacin de gas de un separador vertical de aceite y gas es directamente
proporcional al rea de la seccin transversal del separador e inversamente proporcional a la
longitud del cuerpo. Por ejemplo, un incremento en la longitud del cuerpo del separador
vertical convencional de 10 a 15 pies, incrementara la capacidad de gas en menos del 5% y
de un decremento en la longitud del cuerpo de 10 a 7 pies puede resultar un decremento
inferior al 3% en la capacidad del gas. El cambio en la capacidad de separacin depende de
los lquidos producidos por el pozo y otras condiciones.
Por lo general, la capacidad de lquido de un separador vertical es directamente proporcional
a la altura del nivel de lquido, en la seccin de acumulacin del recipiente. En separadores
verticales de aceite y gas, es prctica normal que la altura del lquido no exceda de uno a
tres veces, el dimetro del separador, dependiendo de la exactitud de su diseo. La
capacidad de gas de un separador horizontal es proporcional al rea de la seccin
transversal del recipiente disponible al flujo de gas. De esta manera, el dimetro de un
separador horizontal y la altura del lquido controlan la capacidad de separacin del gas. Al
cambiar la longitud de los separadores horizontales con respecto a la longitud convencional
de 10 pies, no afecta en gran medida la capacidad del gas de estos separadores, excepto en
condiciones especiales, como el caso del aceite espumoso.
Las capacidades de los depuradores convencionales (scrubbers) de gas pueden ser
determinadas de estas curvas. Si se usa una malla de alambre entretejida como extractor de
niebla en los depuradores, las capacidades de gas sern aproximadamente nueve dcimas
de las capacidades obtenidas de las curvas para los tamaos de recipiente correspondiente.
Esta reduccin en la capacidad, es ocasionada por la carga de lquido sobre la malla de
alambre entretejido.
Las curvas estn elaboradas para que puedan ser utilizadas en ambos sentidos:
1. Para determinar las dimensiones del separador requerido para manejar un volumen
dado de fluidos.
2. Para determinar el volumen de fluidos que se podrn manejar dadas las dimensiones
del separador.
La capacidad de lquido de un separador horizontal depende de la capacidad volumtrica
destinada al asentamiento del lquido de la seccin de acumulacin del separador. Esta
capacidad volumtrica esta determinada por el dimetro interior del recipiente, la longitud del
cuerpo y la altura del lquido.
Los clculos de las capacidades de gas, estn basados en la ley de Stokes, la cual puede
ser escrita como sigue:
4-55
Donde:
107
v =velocidad relativa del lquido que cae en gotas provenientes del gas (pie/seg)
K
v
=constante de resistencia a la viscosidad
d =dimetro de las gotas de lquido (pie)
L
=densidad de las gotas de lquido (lb/pie
3
)
g
=densidad del gas (lb/pie
3
)
g
= viscosidad del gas (lbm/pie-seg)
g =aceleracin de la gravedad (pie/seg
3
)
Los clculos suponen que la separacin gas-lquido se efecta por la diferencia de
densidades entre el lquido y el gas mediante las velocidades adecuadas de ambas fases.
Las velocidades relativas netas del gas fueron seleccionadas de manera que se realizar una
separacin de todas las partculas lquidas de 100 micras de dimetro o mayores.
4.9.1 Capacidad de lquido de un separador vertical
Las capacidades estn basadas en las siguientes consideraciones:
1. Un parmetro, que indica el tiempo de retencin.
2. Flujo estable, no hay cabeceo.
3. Aceite no espumoso.
4. La temperatura del aceite debe ser superior a la cual se forma la parafina.
5. La densidad relativa del aceite de 35 API o mayor.
6. La viscosidad de 50 S.S.U. o menor.
7. El nivel del lquido en el separador no deber exceder a tres veces el dimetro del
separador.
4.9.1.1 Ejemplo
Un separador vertical de 30 pg de dimetro exterior, 10 pies de longitud, presin de diseo
de 1000 lb/pg
2
, con 30 pg de altura de lquido maneja 2700 bl/da con un tiempo de retencin
de 1 minuto. Figura 4-16.
4.9.2 Capacidad de gas de un separador vertical
Las capacidades estn basadas en las siguientes consideraciones:
1. Volmenes medidos a condiciones estndar (60 F y 14.7 lb/pg
2
)
2. Flujo estable, no hay cabeceo.
3. Aceite no espumoso
4. Longitud del recipiente de 10 pies.
5. Temperatura de operacin superior a la de formacin de hidratos
6. La densidad relativa del gas de 0.65 (aire=l.0)
7. El gas deber de acarrear menos de 0.1 gal. de lquido/MMPCD.
4.9.2.1 Ejemplo
Un separador vertical de aceite y gas de 20 pg. De dimetro exterior, 10 pie de longitud,
presin de diseo de 1000 lb/pg
2
operando a 700 lb/pg
2
manomtricas tiene una capacidad
108
de 8.2 MMPCD. Este problema puede ser resuelto en forma inversa si se conocen el gasto
diario y la presin de trabajo. Figura 4-17.
4.9.3 Capacidad de lquido de un separador horizontal
Las capacidades estn basadas en las siguientes consideraciones:
1. Un parmetro que indica el tiempo de retencin
2. Flujo estable, no hay cabeceo.
3. Aceite no espumoso.
4. La temperatura del aceite debe ser superior a la cual se forma la parafina.
5. La densidad relativa del aceite de 35 API o mayor.
6. La viscosidad de 50 S.S.U. o menor
7. La longitud del recipiente de 10 pies.
4.9.3.1 Ejemplo
Un separador horizontal de 24 pg de dimetro exterior, 10 pies de longitud, con una altura de
lquido de 8 pg maneja 2400 bl/da con un tiempo de retencin de 1 minuto. Con 2400 bl/da
de aceite, un tiempo de retencin de un minuto, 24 pg., de dimetro exterior, el separador
horizontal de aceite y gas requiere una altura de lquido de 8 pg. Figura 4-18.
4.9.4 Capacidad de gas de un separador horizontal
Las capacidades estn basadas en las siguientes consideraciones:
1. Volmenes medidos a condiciones estndar (60 F, 14.7 lb/pg
2
).
2. Flujo estable, no hay cabeceo.
3. Aceite no espumoso.
4. Longitud del recipiente de 10 pies.
4.9.4.1 Ejemplo
Un separador horizontal de aceite y gas de 24 pg. de dimetro exterior, 10 pies de longitud,
con una altura de lquido de 8 pg. Pop=75 lb/pg
2
y una Pd=125 lb/pg
2
y maneja 2.1
MMPCD. Figura 4-19.
Este problema puede ser resuelto en forma inversa si se conocen el volumen diario y la
presin de trabajo.
109
Figura 4-16 Capacidad de gas de un separador vertical
110
Figura 4-17 Capacidad de lquido de un separador vertical
111
Figura 4-18 Capacidad de gas de un separador horizontal
112
Figura 4-18 Capacidad de lquido de un separador horizontal
113
4.10 MTODO EMPRICO PARA CALCULAR LA PRESIN DE SEPARACIN EN UN
SISTEMA DE SEPARACIN EN ETAPAS.
T. Frick, public una tabla que puede ser til para formarse un criterio, respecto al nmero de
etapas de separacin, en una central de recoleccin (batera).
Tabla 4-14
No de etapas de
Separacin
% de aproximacin a
una separacin
diferencial
2 0
3 75
4 90
5 96
6 98.5
El nmero de etapas ms econmico se encuentra entre un rango de 3 a 4 etapas, aunque
en algunos casos se han utilizado hasta 7 etapas de separacin.
Las relaciones de presiones de operacin entre etapas en una separacin de mltiple-etapa
pueden ser aproximadas de la siguiente ecuacin.
R
P
P
P
P
P
P
= = =
4
3
3
2
2
1
4-56
Los datos son: P
1
y P
4
P
3
= RP
4
4-57
P
2
= RP
3
4-58
Sustituyendo P
3
de 4-57 en 4-58
P
2
= RRP
4
= R
2
P
4
P
1
= R
3
P
P
1
= R
n 1
P
n
Haciendo:
n-1=k
Se tiene:
k
N
P
P
R
1
= 4-59
114
Donde:
n, nmero de etapas
P
1
, presin en la 1 etapa (lb/pg
2
abs.)
P
2
, presin en la 2 etapa (lb/pg
2
abs)
P
n
, presin en el tanque de almacenamiento (lb/pg
2
abs)
Clculos flash deben hacerse para diferentes condiciones supuestas de presin y
temperatura para determinar el punto al cual se obtiene la mayor cantidad de lquidos. Sin
embargo las ecuaciones expresadas anteriormente dan una aproximacin prctica, que
puede ser usada si no se tiene otra informacin disponible, para determinar la presin de la
segunda etapa.
4.10.1 Ejemplo
Determinar la presin ptima de separacin en la segunda etapa en un sistema de 3 etapas,
con un presin de separacin en la primera etapa de P
1
=800 lb/pg
2
abs y las presin de la
ultima etapa es de P
1
=14.7 lb/pg
2
abs
-Clculo de k
K=n-1=3-1=2 k=2
-Clculo de la R
37 . 7
7 . 14
800
2
1
= = = k
N
P
P
R
-Clculo de P
2
2
1
2
1
P
R
P
R
P
P
= =
P
2
=108.44 lb/pg
2
abs que es la presin ptima en la segunda etapa.
4.11 MTODO PARA DETERMINAR LA PRESIN PTIMA DE SEPARACIN EN LA
SEGUNDA ETAPA EN UN SISTEMA DE 3 ETAPAS
En un sistema de separacin de 3 etapas, como el que se muestra en la figura 4-19, la
presin en la primera etapa (P
1
) queda fija generalmente por los requerimientos de presin
para transportar el gas a la planta de tratamiento. La presin en la tercera etapa (P
S
), es la
presin atmosfrica. Entonces la presin que se puede optimizar, es la de la segunda etapa
(P
2
).
115
Figura 4-19 Esquema de un sistema de separacin en tres etapas
La determinacin de la presin ptima de la segunda etapa, se basa en una correlacin que
consta de 2 ecuaciones que son:
a) Para mezclas que entran al sistema de separacin con densidad relativa mayor que 1
respecto al aire:
1
686 0
1 2
C P A P + =
.
) ( 4-60
Donde
0233 0
057 0
1
.
. +
=
A
C 4-61
b) Para mezclas que entran al sistema de separacin con densidad relativa menor que 1
respecto al aire:
2
765 0
1 2
C P A P + =
.
) ( 4-62
Donde:
012 0
028 0
2
.
. +
=
A
C 4-63
En las ecuaciones 4-60 a 4-63 A, C
1
, C
2
, son funciones de la composicin de los fluidos que
entran al sistema: y P
1
y P
2
son presiones absolutas en lb/pg
2
.
La constante A se determina mediante la figura 4-20, utilizando la densidad relativa de la
mezcla que entra al sistema de separacin y el por ciento molar de metano, etano y propano
en la mezcla.
116
Esta correlacin da resultados con un error medio del 5%
Figura 4-20 Grfica para determinar la constante A
4.11.1 Ejemplo
Determinar la presin ptima de separacin en la segunda etapa en un sistema de 3 etapas.
Datos: Presin de separacin en la primera etapa, P
1
=800 lb/pg
2
abs.
COMPONENTE FRACCIN
MOLAR
PESO
MOLECULAR
(TABLAS)
FRACCIN MOLAR
*PESO
MOLECULAR
C1 0.40 16.01 6.404
C2 0.10 30.07 3.007
C3 0.15 44.09 6.613
C4 0.15 58.12 8.718
C5 0.10 72.15 7.215
C6 0.05 86.17 4.309
C7 0.05 131.00 6.550
1.00 42.816
De donde:
117
Densidad relativa de la mezcla = 4778 . 1
97 . 28
816 . 42 816 . 42
= =
a
M
Como la densidad relativa de la mezcla es mayor que 1, se utiliza la ecuacin 4-60
Como C1+C2+C3=40+10+15=65%
De la figura 4-20 , A=0.45
76 21 800 45 0
76 21
0233 0
057 0 45 0
686 0
1
686 0
1 2
1
. ) ( . ) (
.
.
. .
. .
+ = + =
=
+
=
C P A P
C
P
2
=65.90 lb/pg
2
abs que es la presin ptima en la segunda etapa.
4.12 BALANCE DE MATERIA EN UN PROCESO DE SEPARACIN GAS-ACEITE
El proceso de separacin del gas y el aceite es realizado por una serie de etapas de
separacin. Una etapa de separacin se define como la condicin a la cual el aceite y el gas
alcanzan el equilibrio, a la presin y temperatura existentes en el separador.
Para determinar las cantidades de gas y lquidos separados se llevan a cabo clculos de
balance de materia, estos se presentan a continuacin:
Haciendo un balance de materia global en una etapa de separacin, figura 4-21, se tiene
que:
Figura 4-21 Etapa de separacin.
118
F = V + L 4-64
De un balance global por componente, se determina:
F
zi
= V
yi
+ L
xi
4-65
Por otra parte la constante de equilibrio vapor-lquido se define como:
i
i
X
Y
K
1
= 4-66
Combinando las expresiones anteriores y considerando como unitario los moles alimentados,
se determina la siguiente expresin:
1 1
1
+
=
V K
Z
X
i
i
) (
4-67
Para todo sistema definido se tiene que:
1 =
i
i
X 4-68
1 =
i
i
Y 4-69
Dado que es factible conocer la composicin de alimentacin al sistema y las condiciones de
operacin, es posible determinar la constante de equilibrio fsico, K
i
. Esta es determinada de
diferentes formas, como son: correlaciones, grficas, tabulaciones y ecuaciones de estado.
Utilizar la ecuacin de estado de Peng-Robinson.
La solucin de la ecuacin 4-67 es de forma iterativa, se suponen diferentes valores de
moles en la fase vapor V y la solucin se encuentra cuando las composiciones en ambas
fases son iguales a la unidad. (Ecuaciones 4-68 y 4-69). Un sistema de separacin el cual
est formado por varias etapas, es simulado realizando clculos de balance de materia en
cada etapa. De estos balances se pueden obtener factores tales como: la relacin gas-
aceite, la gravedad API del aceite residual, etc.
Si F
1
son los moles alimentados al sistema, los moles alimentados a la segunda etapa son:
F
2
=L
1
=l
1
F
1
4-70
y a la tercera:
F
3
=L
2
=l
2
L
1
=l
2
l
1
F
1
4-71
Los moles retenidos en el tanque de almacenamiento son:
L
3
=l
3
L
2
=l
1
l
2
l
3
F
1
4-72
119
Cuando se tiene un nmero m de etapas se tiene que:
i l F F l l l l L
m
i
m m m
=
= =
1
1 1 1 2 1
.......... 4-73
Si F
1
=1.0 los moles en el tanque de almacenamiento por mol de alimentacin al sistema son:
i l n
m
i
t
=
=
1
4-74
De manera similar el nmero de moles de gas separado pueden ser calculadas; para la
primera etapa se tiene:
V
1
= V
1
F
1
4-75
para la segunda etapa:
V
2
= V
2
F
2
=V
2
l
1
F
2
4-76
para la tercera etapa:
V
3
= V
3
F
3
=V
3
l
2
l
1
F
1
4-77
El volumen de aceite en el tanque de almacenamiento puede ser calculado a partir de la
densidad y el peso molecular del aceite.
ot
t t
ot
PM n
V
=
4-78
El volumen de gas separado por etapa es calculado mediante los moles de gas liberado y el
volumen molar del gas a condiciones estndar es:
g i i
VM V VG = 4-79
La relacin gas-aceite definida como volumen de gas a volumen de lquidos, a condiciones
estndar, puede ser determinada por medio de la expresin.
t t
ot g
ot
t t
g
PM n
ViVM
PM n
ViVM
Vot
VGi
RGAt
= = = 4-80
El peso molecular del aceite en el tanque de almacenamiento es calculado mediante la
composicin de la fase lquida y el peso molecular de cada componente:
120
=
i
i i t
PM X PM 4-81
La relacin gas-aceite total es la sumatoria de las relaciones gas-aceite por etapa.
=
=
m
i
i t
RGA RGA
1
4-82
La densidad del aceite a condiciones del tanque,
ot
se determina a partir de la composicin
de la fase lquida en el tanque de almacenamiento y la densidad de cada componente
medido a condiciones estndar.
=
i
i i
i i
i
i
ot
PM X
PM X
4-83
Estas propiedades son una representacin del funcionamiento de un sistema de separacin
gas-aceite.
4.12.1 Ejemplo
En una batera (figura 4-22) en la que el aceite y el gas se separan en tres etapas, las
condiciones de operacin para cada etapa son las siguientes:
ETAPA PRESION
(lb/pg
2
)
TEMPERATURA
(F)
1
2
3
310.7
74.7
14.7
170.0
138.0
110.0
La composicin de la alimentacin al sistema que se utiliz es la siguiente:
Composicin Alimentacin
%Mol
H
2
S 0.530
CO
2
2.260
N
2
0.320
C
1
59.490
C
2
9.940
C
3
4.830
i
C
4
0.870
n
C
4
2.050
i
C
5
0.700
n
C
5
1.150
C
6
1.390
C
7
+
16.470
121
La determinacin de las propiedades se ilustra a continuacin:
PRIMERA ETAPA
SEGUNDA ETAPA
122
TERCERA ETAPA
El nmero de moles recuperados en la ltima etapa por mol de alimentacin se calcula con la
ecuacin. 4-74
aceite de mol l l l i l n
m
i
t
196799 . 0 ) 944313 . 0 )( 902977 . 0 )( 230797 . 0 (
3 2 1
1
= = = =
=
Las moles de gas liberadas por mol de alimentacin en cada etapa son:
aceite de mol l l l i l n
m
i
t
196799 . 0 ) 944313 . 0 )( 902977 . 0 )( 230797 . 0 (
3 2 1
1
= = = =
=
Las moles de gas liberadas por mol de alimentacin en cada etapa son:
gas de mol V V 769203 . 0 ) 1 (
1 1
= =
gas de mol l V F V V 02239 . 0 ) 1 (
1 2 2 2 2
= = =
gas de mol l l V F V V 011605 . 0 ) 230797 . 0 )( 902977 . 0 )( 055687 . 0 ( ) 1 (
1 2 3 3 3 3
= = = =
La densidad del aceite a las condiciones de almacenamiento, es obtenida con la ecuacin.
4-83, resultando:
=
i
i i
i i
i
i
ot
PM X
PM X
123
3
/ 7667 . 51
)..... 01 . 44 )( 00028 . 0 ( ) 076 . 34 )( 00049 . 0 (
)..... 01 . 44 )( 6 . 23 )( 00028 . 0 ( ) 076 . 34 )( 7 . 18 )( 00049 . 0 (
pie lb
ot
=
+ +
+ +
=
El peso molecular de las mezclas es obtenida por la expresin 4-81:
7978 . 186 ..... ) 01 . 44 )( 00028 . 0 ( ) 076 . 34 )( 00049 . 0 ( = + + = =
i
i i t
PM X PM
La relacin gas-aceite para cada etapa de separacin se determina con la ecuacin 4-80.
Los resultados para este ejemplo son:
RGA
1
=2315 pie
3
/bl
RGA
2
=67 pie
3
/bl
RGA
3
=35 pie
3
/bl
La densidad del gas se determina con la ecuacin de estado. Los valores obtenidos para
este ejemplo son los siguientes:
g,1
=1.0598 lb/pie
3
g,2
=0.3228 lb/pie
3
g,3
=0.0949 lb/pie
3
Las propiedades anteriores son importantes, ya que permiten determinar el funcionamiento
de un sistema de separacin gas-lquido.
124
Figura 4-22 Simulacin de un proceso de separacin
125
4.13 OPTIMIZACIN POR REQUERIMIENTOS DE POTENCIA PARA TRANSPORTAR EL
GAS SEPARADO
En general los costos para manejar el gas separado, resultan bastante significativos debido a
los siguientes factores:
Los volmenes de gas que se separan en la central de recoleccin (Batera de
Separacin), son con frecuencia elevados, siendo esto ms notable en las bateras
donde se maneja aceite voltil, el cual se caracteriza por tener relaciones gas aceite
mayores de 1000 pie
3
/bl
Es frecuente que la presin con la que debe llegar el gas a las plantas de tratamiento
es del orden de 1000 lb/pg
2
, por especificaciones del diseo de las propias plantas.
Generalmente las distancias entre las bateras de separacin y las plantas de
tratamiento son considerables, esto ocasiona la necesidad de cierta energa adicional
para transportar el gas a la planta.
Por lo tanto, las presiones de separacin de un sistema en etapas deben optimizarse a fin de
minimizar la potencia de compresin requerida para transportar el gas separado.
En la aplicacin del mtodo es necesario disponer previamente de los siguientes datos:
1. El numero de etapas de separacin
2. Las temperaturas de cada etapa
3. La composicin de la corriente que se alimenta al sistema.
4. La presin de envo a la planta de tratamiento del gas (Presin de descarga de las
compresoras).
El procedimiento utilizado es iterativo y en cada iteracin se asignan valores de presin a
cada una de las etapas intermedias, obtenindose el volumen de gas separado y la potencia
necesaria para comprimir el gas y poder enviarlo a la planta de tratamiento.
Las presiones en la primera y la ltima etapa por lo general, permanecen fijas, ya que la
presin en la primera etapa ser la de envo a la planta de tratamiento o a la que llegue la
corriente de hidrocarburos a la batera de separacin; para la ltima etapa la presin ser la
del tanque de almacenamiento, la cual equivale prcticamente a la especificada por las
condiciones estndar. El proceso se repite para todos los posibles valores de presin en
cada etapa, hasta encontrar aquellos con los que se obtenga la mnima potencia.
El gasto de gas liberado en la etapa j, se determina por la siguiente ecuacin:
6
10 /
o j qj
q RGA q = 4-84
Donde:
q
gj
, gasto de gas liberado en la etapa j, en millones de pie cbico por da a las c.s.
RGA
j
, relacin gas-aceite en la etapa j, pie
3
/bl
q
o
, gasto de aceite de alimentacin al sistema, en bl/da a las c.s.
126
La relacin gas aceite liberado en la etapa j (RGA
j
), se puede obtener por medio de clculos
de equilibrio vapor-lquido. Sin embargo, para fines ms prcticos se pueden utilizar
correlaciones tales como la de Vzquez, Standing, etc.
La potencia terica para incrementar la presin del gas separado en cada etapa, se calcula
mediante la siguiente expresin:
=
6
1
10 1
1 5 . 44
g
k
k
c c j
q
k
k
R N PT 4-85
Donde:
PT
j
, potencia terica, en caballos de fuerza (HP).
N
c
, nmero de pasos de compresin
R
c
, relacin de compresin, P
d
/P
s
k, relacin de calores especficos, C
p
/C
v
q
gj
gasto de gas liberado en la etapa j, en millones de pie cbico por da a las c.s.
La presin de descarga de las compresoras (P
d
) corresponde a la presin de envo, mientras
que la presin de succin (P
s
), corresponde a la de separacin. La relacin de compresin
(R
c
), que se define como la presin de descarga entre la de succin (P
d
/P
s
), se recomienda
que su valor sea menor de cuatro.
Esta limitacin es debida a que, al aumentar la relacin de compresin, disminuye la
eficiencia mecnica de las compresoras y se incrementan los esfuerzos a que se somete el
equipo. Cuando el valor de la relacin de compresin resulte mayor de cuatro, el proceso de
compresin debe realizarse en varios pasos o etapas. Para calcular el nmero de pasos de
compresin se utiliza la siguiente ecuacin:
c
N
s
d
c
P
P
R
1
= 4-86
Donde:
R
c
, relacin de compresin; debe ser menor que cuatro
P
d
, presin de envo a la planta de tratamiento, en lb/pg
2
absoluta.
P
s
, presin de separacin, lb/pg
2
, absoluta.
N
c
, nmero de pasos de compresin
La relacin de calores especficos (k), se ha determinado para hidrocarburos gaseosos de
diferentes pesos moleculares a la temperatura de 150F y se obtiene con la siguiente
expresin:
( ) [ ]
2 . 1164
31 . 1041 4 . 2328 2387983 31 . 1545
2
1
g
PM
K
= 4-87
127
Donde:
k, relacin de calores especficos medidos a 150 F
PM
g
, peso molecular del gas
La potencia real requerida por etapa, se calcula dividiendo la potencia terica (PT) entre la
eficiencia de compresin (Ec). Este ltimo valor se obtiene mediante una correlacin
emprica que esta en funcin de la relacin de compresin y es:
c
R
Ec
480065 . 0
969882 . 0 = 4-88
Donde:
E
c
, eficiencia de compresin
R
c
, relacin de compresin
Por lo tanto la potencia real de compresin es:
c j j
E PT PR / =
Donde:
PR
j
, potencia real en la etapa j, (HP)
PT
j
, potencia terica en la etapa j, (HP)
Una vez calculada la potencia real requerida para transportar el gas separado en cada etapa
del sistema se suman para obtener la potencia real total, la cual se grafica respecto a las
presiones asignadas a cada etapa.
Cuando la potencia alcance su valor mnimo, las presiones en cada etapa sern las ptimas
para minimizar los costos por compresin del gas separado en el sistema. En la figura 4-23,
se muestra una grfica, de la potencia real total contra la presin de separacin en la
segunda etapa, para un sistema de tres etapas.
Por las caractersticas de los mtodos descritos para optimizar las presiones de operacin de
un sistema en etapas, ya sea por recuperacin de hidrocarburos lquidos o por
requerimientos de compresin, se puede observar que estos procedimientos tambin
permiten establecer el nmero ms adecuado de etapas de separacin realizando un anlisis
de tipo econmico.
128
Figura 4-23 Optimizacin por requerimientos de compresin
para un sistema de separacin en tres etapas
4.13.1 Ejemplo
Obtener la presin ptima por mnimos requerimientos de compresin sabiendo que:
Q
o
=1000 bpd @ 80 F
o
=35 API
R
p
=1100 bpd @ cs
g
=0.9 @ 80 F y 100 psia
P
d
=800 psia T
1
=170 F
P
2
=? psia T
2
=145 F
P
3
=14.7 psia T
3
=120 F
-Suponer una presin P
2
=750 psia, obtener la
g
con la correlacin de Vzquez y Beggs
+ =
114.7
P
log T 0.0000591 1
g
R API o g g
( )( ) 8401 0
114.7
100
log 460 80 35 0.0000591 1 9 0
g
. . =
+ + =
-Obtener la R
s
con la correlacin de Vzquez y Beggs
COEFICIENTES API<=30 API>30
C1 0.0362 0.0178
C2 1.0937 1.187
C3 25.7245 23.931
129
+
=
460
C
1
3 1 g 1 s
2
T
C P R
API
C
exp
/bl pie 57.802 1
460 170
35
931 23 401)(800) 0.0178(0.8
3 187 1
1 s
=
+
= . exp
.
R
-Obtener Q
g
o s p
Q R R Q ) ( =
g
da bl Q / . ) . ( 49 942197 1000 802 157 1100
1 g
= =
-Repetir el proceso para la P
2
y P
3
bl pie R / . . exp
. 3 187 1
1 s
198 154
460 145
35
931 23 401)(750) 0.0178(0.8 =
+
=
da bl Q / . ) . . ( 732 3382 1000 1984 154 802 157
1 g
= =
bl pie R / . . exp
. 3 187 1
1 s
5400 1
460 120
35
931 23 401)(14.7) 0.0178(0.8 =
+
=
da bl Q / . ) . . ( 82 152879 1000 5400 1 1984 154
1 g
= =
-Obtener R
c
para las 3 presiones
c
N
P
P
R
1
2
1
c
= 4
c
a menor ser debe R
1ra etapa N
c
=1 1
800
800
1
1
c
=
= R
2da etapa N
c
=1 066 1
750
800
1
1
c
. =
= R
130
3ra etapa N
c
=1 02104 51
7 14
750
1
1
c
.
.
=
= R , si N
c
=3 7089 3
c
. = R
-Obtener el PM
g
( ) ( ) 073 26 9 0 97 28 97 28
g
. . . . = = =
g
PM
-Obtener K
( ) [ ]
1939 1
2 1164
073 26 31 1041 4 2328 2387983 31 1545
2
1
.
.
. . . .
=
= K
-Obtener PT, Ec y PR para cada etapa
1era etapa Hp PT
j
0
10
49 942197
1 1939 1
1939 1
1 1 1 5 44
6
1939 1
1 1939 1
=
=
.
.
.
) ( .
.
.
48917 0
1
480065 0
969882 0 .
.
. = = Ec
Hp PR
j
0 48917 0 0 = = . /
2da etapa
Hp PT
j
00976 0
10
6732 3382
1 1939 1
1939 1
1 066 1 1 5 44
6
1939 1
1 1939 1
.
.
.
.
. ) ( .
.
.
=
=
5198 0
066 1
480065 0
969882 0 .
.
.
. = = Ec
Hp PR
j
01878 0 5198 0 00976 0 . . / . = =
3ra etapa
Hp PT
j
8135 29
10
82 152879
1 1939 1
1939 1
1 7089 3 3 5 44
6
1939 1
1 1939 1
.
.
.
.
. ) ( .
.
.
=
=
8404 0
7089 3
480065 0
969882 0 .
.
.
. = = Ec
Hp PR
j
4734 35 8404 0 8135 29 . . / . = =
131
-Obtener la PR
t
Hp PR
t
4921 35 4734 35 0187 0 0 . . . = + + =
-Ahora se repite todo el procedimiento desde las R
s
pero variando para diferentes la P
2
.
P
2
PR
total
750 35.4922538
650 19.2083557
550 15.6854415
450 13.0826019
350 11.5905455
250 12.5469781
-Graficando P
2
contra PR
total
Figura 4-24 Presin ptima de la segunda etapa.
Como se muestra en la figura 4-24 la presin ptima para la segunda etapa es de 350 psi
con un PR
total
de 11.59 Hp
132
CAPITULO 5
ESTABILIZACIN DEL ACEITE CRUDO
5.1 INTRODUCCIN
El gas disuelto en el aceite en la cabeza del pozo debe ser removido para estar en la tubera,
en almacenamiento o en tanque a las especificaciones de la presin de vapor Reid (PVR).
Cuando el aceite es esencialmente libre del gas natural disuelto o aceite muerto puede ser
almacenado en un tanque a condiciones atmosfricas, por supuesto, con emisiones
reguladas. La presencia de hidrocarburos voltiles (C1, C2, C3, etc.) incrementa
dramticamente la PVR. La remocin del gas natural disuelto en el aceite se conoce como
aceite crudo estabilizado.
La presin de vapor Reid es usualmente colocada en rangos de 10 - 12 psia, la cual
generalmente proporciona la presin de vapor verdadera (PVV) o presin de burbuja a 100F
de 13 a 15 psia. Las especificaciones del cido sulfhdrico estn usualmente dentro de los
rango de 10 a 60 ppm. Frecuentemente los hidrocarburos son usualmente valorados ms
como lquido, incluso cuando es gas asociado es usado para LNG o cuando el gas es
vendido y los condensados son extrados.
Un beneficio del aceite crudo con ligeros es el potencial para incrementar el precio debido al
incremento de la gravedad API. Este incremento es usualmente pequeo menos de un
grado API y el precio que se incrementa es tambin modesto.
Los crudo amargos contienen en general componentes sulfurosos y cido sulfhdrico, una
estabilizacin tiene que remover los componentes sulfurosos voltiles para ventas o
especificaciones de transporte. El objetivo econmico de la estabilizacin es maximizar la
recuperacin de aceite en el tanque mientras se encuentra en la presin de vapor y las
especificaciones del contenido de H
2
S, as como BS&W. Los butanos incrementa la presin
de vapor del aceite crudo considerablemente, desde la presin de vapor verdadera de i-C4 y
n-C4 son 72.6 y 52.1 psia, respectivamente. El control de los butanos satisface el control del
PVR y PVV.
El objetivo tcnico de la estabilizacin es remover el C1, C2 y C3 tanto como sea posible
mientras se permite la maximizacin de las cantidades de C4, C5 y pesados en el aceite
crudo. El aceite crudo puede ser estabilizado al pasar a travs de una serie de bateras flash
(instantnea) o separadores de vapor-lquido a presiones bajas sucesivamente, las torres
con calentador, alternativamente o en conjunto.
La estabilizacin tambin puede endulzar el crudo porque el principal contaminante son los
sulfuros o amargos, H
2
S, teniendo un punto de burbuja a los -76 F, a un nivel intermedio
entre el etano y propano. El gas radon disuelto es tambin removido con los hidrocarburos
ligeros, su punto de burbuja est a los -79 F. La radiactividad del radon debe ser
considerada con mucho cuidado.
133
5.2 SEPARACIN MULTIETAPAS
Hay dos casos interesantes, a saber, produccin mxima de lquido y mnimos
requerimientos de compresin, cada uno es discutido.
5.2.1 Mxima produccin de lquidos
El mtodo ms comn de remocin del gas disuelto en el aceite crudo es por una serie de
separacin con bateras flash (instantnea) o separadores de vapor-lquido a presiones bajas
(o separacin multietapas, MSS). La figura 5-1 muestra un tren de separacin tpico de tres
etapas. Note la presin del ultimo separador es puesto a condiciones atmosfricas. La
presin de 1,005 psia en el separador de alta presin est asignada por la presin de
formacin o por la inyeccin de gas en el ducto a una presin razonablemente alta. El aceite
estabilizado tiene una gravedad API de 41.4 y una RGA total de aproximadamente 500
pie
3
/bl.
Figura 5-1 Esquema de separacin multietapa bsico
5.2.2 Mnimos requerimientos de compresin
El gas producido es quemado o ventilado cuando no hay subsidios para la recomprensin del
gas. Los precios de la corriente de gas y / o conservacin de la energa y las regulaciones del
medio ambiente usualmente prohben la eliminacin del gas asociado o separado. En este
caso, el gas debe ser comprimido y enviado a un gasoducto o reinyectarlo dentro de la
formacin. Cuando producimos gas debe ser comprimido a las presiones del ducto,
minimizando los requerimientos de compresin, se puede optar por la opcin ms
econmica, Penick y Thrasher sealan que minimizar los requerimientos de compresin o
caballos de fuerza significa que bajan el peso para las plataformas.
Hay dos problemas potenciales, la formacin de condensados y altas relaciones de
compresin. Los lquidos no pueden entrar en el compresor sin causar daos severos, de
manera que los condensados formados deben ser removidos antes de llegar al compresor. Si
algn condensado se presenta debe de ser separado en la succin del compresor, en el
eliminador.
134
Una relacin de compresin muy grande en un compresor reciprocante puede resultar altas
temperaturas en las descargas de gas y/o una carga excesiva en la carrera del pistn. El gas
liberado tiene una temperatura alta y puede causar coque. La adicin de un calentador antes
de entrar al ltimo separador podra proporcionar una aceptable PVV. Un enfriador puede ser
entonces necesario para la estabilizacin del crudo. Los mnimos requerimientos de
compresin son calculados para maximizar el lquido recuperado.
5.3 ESTABILIZACIN MEDIANTE LA REDUCCIN DE LA PRESIN DE SEPARACION
5.3.1 Separacin multietapa en el tanque de almacenamiento
Es el mtodo habitual usado en la mayora de las instalaciones de produccin, este proceso
es sencillo, fcil de operar y de bajo costo. La figura 5-2 muestra esquemticamente el
proceso, el cual consiste en hacer llegar la produccin de la mezcla de gas y lquido desde
los pozos a la batera de separacin a travs de ductos, hacerla pasar por una primera etapa
de separacin en alta presin (AP), esta etapa de separacin ser manejada la produccin
de los pozos que cuenten con energa suficiente para que logre entrar sin problemas. El gas
separado de la etapa de alta presin, generalmente es enviado directamente a la planta
petroqumica para su procesamiento y el lquido separado ingresa al separador de presin
intermedia (SPI) conjuntamente con la produccin de los pozos que cuentan con energa
para que los fluidos entre a esta etapa, el gas es enviado a un sistema de compresin,
mismo que le incrementa la presin para poderlo incorporar a la corriente de gas de alta
presin, el lquido separado entra a la etapa de separacin de baja presin junto con la
produccin de los pozos que no cuentan con la energa suficiente. El gas de este separador
se comprime hasta alcanzar un valor de presin ligeramente superior al de la corriente de
gas de alta presin, para incorporarlo y enviarlo a la planta petroqumica; el crudo separado
de la tercera etapa de separacin, es transportado al tanque que almacenamiento, el cual
funciona como la ltima etapa de separacin, debido a que el crudo an cuenta con una
cantidad pequea de gas disuelto mismo que por la reduccin de presin se libera a la
atmsfera, esto no deja de ser significativa tanto econmicamente, como en materia de
seguridad y de proteccin al medio ambiente.
135
Figura 5-2 Esquema de la separacin multietapa de los hidrocarburos,
considerando al tanque de almacenamiento como la ultima etapa de separacin.
5.3.2 Separacin multietapa con estabilizacin de crudo en separador elevado
Este mtodo tiene la finalidad de reducir las emisiones de gas al medio ambiente y la de
contar con una mayor recuperacin de hidrocarburos licuables de gas, consiste en la
separacin multietapa anteriormente descrita, con la variante de que la produccin de
hidrocarburos lquidos que es descargada por la etapa de separacin a baja presin (SBP),
entra a un separador elevado, donde se permite una mayor liberacin y recuperacin de
vapores del crudo, antes de pasar al tanque de almacenamiento, permitiendo una mayor
recuperacin de gas rico en licuables (propano, butano y pentano), adems de reducir la
liberacin de gas a la atmsfera en los tanques de almacenamiento o en los buques tanques
de transporte.
En la figura 5-3 se muestra el esquema del proceso, se observa que el lquido descargado
por el separador de baja presin, entra al separador elevado de baja presin con el fin de
lograr una separacin a un nivel de presin inferior muy cercano a la atmosfrica, para
reducir la presin de vapor del lquido del nivel de presin de baja presin (6 a 4 Kg/cm
2
normalmente) a 1.2 Kg/cm
2
depende por una parte de la altura del separador elevado para
proporcionar la carga hidrosttica necesaria para que pueda ingresar al tanque de
almacenamiento o que cuenta con la carga neta positiva de succin mnima necesaria, para
evitar problemas en el bombeo (cavitacin) y por otra parte de la presin de succin mnima
necesaria para el equipo de compresin pueda succionar la totalidad del gas liberado, lo cual
136
se considera un problema de tipo operacional (regularmente no se cuenta con el equipo con
la capacidad necesaria para operar a condiciones de presin menor, lo cual seria resuelto
mediante la adicin de equipo de compresin).
An cuando se logre reducir la presin a la atmosfrica, no seria posible estabilizar
adecuadamente el crudo, debido a que se tiene una cantidad adicional de gas disuelto en el
aceite, que ser liberada mientras se enfra en el tanque de almacenamiento o el que sera
liberado cuando sufra cualquier agitacin durante el bombeo, almacenamiento y transporte.
En los procesos descritos anteriormente son de mayor uso en Mxico actualmente y no se
cuenta con un sistema de manejo y tratamiento del gas y condensados procedentes del
tanque de almacenamiento y/o del separador elevador, lo cual implica que el gas licuado al
pasar por cualquier tanque de almacenamiento, ser liberado a la atmsfera.
Figura 5-3 Esquema de la estabilizacin de crudo mediante
la separacin multietapa con separador elevado.
5.3.3 Separacin multietapa con estabilizacin de crudo con vaci.
Este mtodo ha sido analizado en mltiples ocasiones para su aplicacin en nuestro pas,
obtenindose los resultados mas satisfactorios tanto tcnica como econmicamente, consiste
en la separacin multietapa de la produccin para que despus sea separada en un
separador elevado, el cual opera a condiciones de vaci (presin de operacin menor que la
presin atmosfrica), siempre y cuando se cuente con un dispositivo en la descarga del gas
del separador elevado, mismo que genere el vaci en dicho recipiente, al succionar el gas a
gran velocidad como se muestra en la figura 5-4.
137
Figura 5-4 Esquema de la estabilizacin de crudo mediante
la separacin multietapa con separador elevado operando a vaci.
El vaci puede ser generado en esta aplicacin por tres tipo de dispositivos: eyectores,
sopladores y por bombas de vaci de anillo lquido.
5.4 ESTABILIZACION MEDIANTE EL INCREMENTO DE LA TEMPERATURA
5.4.1 Separacin multietapa con calentamiento de crudo y estabilizacin en separador
elevado
Este mtodo es similar al anterior, pero cambiando fundamentalmente en que a la corriente
de crudo proveniente de la separacin multietapa debe ser precalentada mediante una serie
de intercambiadores de calor en contra corriente con el crudo caliente proveniente del
separador elevado, para que posteriormente sea calentado hasta la temperatura deseada
mediante un sistema de calentamiento en circuito cerrado compuesto de un sistema de
bombeo, un horno de calentamiento a fuego directo, aceite trmico mineral y una serie de
intercambiadores de calor donde se lleva a cabo la trasferencia de calor del aceite trmico al
aceite crudo, lo cual se puede apreciar en el diagrama mostrado en la figura 5-5. Despus de
haber sido calentado el crudo, entra al separador elevado donde se lleva a cabo la
separacin de los componentes voltiles y del H
2
S, para poder obtener un crudo de acuerdo
con las especificaciones contratadas para su comercializacin.
138
Figura 5-5 Esquema de la estabilizacin de crudo mediante
el calentamiento del crudo y la separacin elevada.
Normalmente para estabilizar el aceite crudo se logra cuando se obtiene una presin de
vapor menor o igual a 11.0 lb/pg
2
abs. @ 60 F, la temperatura requerida no es tan alta como
la que se necesita para lograr la especificacin de concentracin de H
2
S menor a las 70 ppm.
El calentamiento excesivo del aceite crudo (de acuerdo con mltiples simulaciones de los
procesos que se han realizado), provoca un fenmeno de arrastre de componente del
aceite crudo (no solo los componentes voltiles) que incrementan el flujo volumtrico de la
corriente gaseosa separada (componentes voltiles y no voltiles), lo cual a su vez
incrementa sustancialmente los requerimientos de compresin de gas y por consiguiente los
costos de inversin, operacin y mantenimiento.
Para ambos mtodos de estabilizacin y reduccin de la concentracin de H
2
S, se requiere
de un proceso complementario para la recuperacin y procesamiento de condensados, el
cual consiste en la compresin de gas, su enfriamiento por medio de cambiadores de calor y
de un paquete de refrigeracin para estabilizar las condiciones de transporte de gas, la
separacin de los condensados del gas, la separacin del agua en el condensados, la
estabilizacin del condensado en una torre, el bombeo de condensado a las plantas
petroqumicas y la incorporacin de los fondo en la torre como crudo estabilizado a la
corriente de crudo estabilizado. Este proceso se muestra en la figura 5-6, en la cual se puede
observar las condiciones de operacin tpicas en el manejo y tratamiento de condensado.
139
Figura 5-6 Esquema del proceso para el manejo y acondicionamiento
del gas y condensado generado en el proceso de estabilizacin de crudo
Es importante resaltar que la inversin y los costos de operacin para el proceso de manejo y
tratamiento del gas y condensados, no son comparables con los requeridos en la alternativa
de estabilizacin de crudo usando un estabilizador tipo torre, ya que generalmente el
volumen de condensado manejado es inferior al 5% del volumen total de crudo manejado,
adems de que con este proceso complementando a los dos anteriores, es posible obtener
de la totalidad de la masa de la mezcla de entrada al sistema, todo lo que corresponde de
ella a crudo estabilizado, condensado y gas estabilizado, redituando en condiciones de
operacin optimas tcnicamente.
5.4.2 Separacin multietapa con estabilizador tipo torre
El crudo proveniente de la ltima etapa de separacin multietapa es succionado por un
sistema de bombeo, para lo cual se requiere que el equipo de separacin este ubicado en
una estructura elevada, de tal manera que proporcione la carga neta positiva de succin al
equipo de bombeo para su adecuada operacin. Del sistema de bombeo, el crudo debe
pasar por un sistema de deshidratacin electrosttica a presin, con la finalidad de eliminar el
agua contenida en el aceite crudo y evitar as las incrustaciones de sales y de carbonato de
calcio (CaCO
3
) en el interior de los intercambiadores de calor y del estabilizador tipo torre.
Despus de haber sido deshidratado el aceite crudo, este pasa por un intercambiador de
calor donde se le incrementa la temperatura, para entrar a la torre estabilizadora; el gas
liberado del crudo por el efecto de calentamiento se conducir hacia el domo de la torre
pasando por los capuchones de burbujeo de los platos y el lquido se conducir hacia el
fondo de la torre por los vertederos de los platos. El lquido en el fondo de la torre es
calentado por medio de un sistema de calentamiento hasta la temperatura requerida y
140
posteriormente reflujado hasta unos platos por arriba del fondo, lo cual genera un burbujeo
del lquido, liberando los componentes voltiles y el H
2
S del crudo, de tal forma que se logre
obtener un producto que cumpla con las especificaciones en la salida por el fondo de la torre.
Debido a que el crudo que sale por el fondo de la torre mantiene una temperatura muy
elevada, la capacidad calorfica es aprovechada para incrementar la temperatura del crudo
que apenas va a entrar a la torre, al hacerlo pasar en contracorriente en un intercambiador
de calor, logrndose tambin la reduccin de la temperatura del crudo ya estabilizado. Sin
embargo, despus de haber reducido su temperatura, en algunos casos ser requerido un
enfriamiento adicional del crudo para poder incorporarlo al tanque de almacenamiento.
El gas que sale del domo, requiere ser enfriado y posteriormente separarle los componente
que se condensaron (gas licuado), lo que ser bombeado para enviarlo a la planta
petroqumica, enviando parcialmente una parte de estos condensados al domo de la torre
como reflujo, para incrementar la eficiencia del proceso. El gas descargado por el separador,
ser un gas que al ser transportado por el gasoducto hasta la planta petroqumica o puntos
de entrega no se condensar lo cual beneficia a las condiciones de transporte y reduce la
corrosin del ducto, incrementando su vida til, mostrado en la figura 5-6.
Este mtodo de estabilizacin de crudo se ha considerado como uno de los menos
ineficientes debido a los altos requerimientos de energa calorfica, mismo que incrementan
cuantiosamente los costos de operacin. As mismo, los requerimientos de equipo para la
deshidratacin electrosttica del crudo hacen que despus de efectuar un anlisis de costos,
estos sean los mas altos de todos los mtodos, en la figura 5-7 se muestra el proceso de
estabilizacin de crudo que considera al estabilizador tipo torre antes descrito.
Figura 5-7 Esquema de la estabilizacin de crudo
mediante el uso de un estabilizador tipo torre.
141
5.4.3 Separacin multietapa con estabilizacin elevada por ultrasonido.
Actualmente, existen prdidas sustanciales de hidrocarburos por vaporizacin durante su
almacenamiento, al ser manejados superficialmente en refineras, al cargar los buques-
tanque para su exportacin y durante su transporte a los lugares de destino. Para evitar
estas prdidas, es necesario estabilizar el crudo previamente, ajustando si presin de vapor,
de modo que esta sea menor que la presin atmosfrica a la temperatura local mxima
esperada.
Este mtodo de estabilizacin es similar al de estabilizacin con separador elevado,
distinguindose en que al crudo con gas disuelto provenientes de la etapa de separacin de
baja presin es excitado mediante un transductor ultrasnico, el cual promueve la liberacin
del gas disuelto.
Este mtodo fue propuesto y desarrollado experimentalmente por investigadores del Instituto
Mexicano del Petrleo pertenecientes a la Gerencia de Geofsica de Explotacin, sin
embargo se encuentra en etapa de experimentacin y prototipo. Por razones confidencialidad
y oportunidad, no se expondr este teme detalladamente.
En la figura 5-8 se muestra el diagrama esquemtico para la estabilizacin de crudo
mediante la aplicacin del ultrasonido.
Figura 5-8 Esquema de la estabilizacin de crudo mediante
la aplicacin de ultrasonido.
142
CONCLUSIONES
La tesis busca mostrar las bases y conocimientos indispensables para
disear las instalaciones superficiales primordiales donde se comienza a
tratar el hidrocarburo de forma directa, ya que en los separadores es donde
el proceso debe ser de forma ms eficaz y eficiente para minimizar costos y
mejorar procesos, como la utilizacin de la misma energa del fluido.
El conocer el fluido, su comportamiento (Bo, RGA, densidad, etc.) como su
composicin, es necesario para realizar cualquier clculo y es primordial
para el proyecto de cualquier instalacin.
Se muestra diferentes mtodos tanto para diseo de separadores, como
para decidir las presiones optimas para diferentes etapas, entre otros, siendo
bases para la planeacin y mejora de las instalaciones. Tambin debemos
entender que todos los procesos estn bajo normas de diseo y
ambientales.
Despus del proceso en campo, el aceite crudo no puede ser usado
directamente; debe ser procesado en una refinera para producir fracciones
que por si mismas son utilizables o pueden ser utilizadas al ser combinadas
con compuestos qumicos o sometidas a procesos qumicos.
La estabilizacin es un parmetro muy importante, pues es el resultado de la
calidad de nuestro producto para su transporte y venta, as que es necesario
conocer a nuestro fluido para decidir el mejor proceso y ajustar la
concentracin de H
2
S a un valor mximo permisible.
Para un buen diseo de las instalaciones superficiales es necesario conocer
las caractersticas del yacimiento desde el mecanismo de empuje hasta sus
cambios de RGA, Bo, etc. se puede realizar en cualquier etapa de la vida del
yacimiento, esto se puede hacer con ayuda de las ecuaciones de estado o
con pruebas PVT para conocer el fluido a diferentes condiciones de presin
y temperatura, as como tambin tomar en cuenta las instalaciones y equipos
para eliminar agua, H
2
S, arenas, etc.
Tambin se debe de tomar en cuenta todas las medidas y recomendaciones
de normas y cuestiones ambientales para disear de forma segura las
instalaciones.
Este trabajo muestra los diferentes mtodos empleados por ingenieros de
produccin en cual se ha observado con el trascurso del tiempo de ser
eficientes.
143
BIBLIOGRAFA
1. S. Manning Francis, et al, Oilfield Processing, Volume Two: Crude Oil,
Penn Well, 1995.
2. Gmez Cabrera J os ngel, Manejo de la produccin en la superficie,
Faculta de Ingeniera, UNAM 1984.
3. API (American Petroleum Institute), Specification for Oil and Gas
Separators, API Specification 12J (SPEC 12J ), Sptima edicin, Octubre
1989
4. Ken Arnold, Designing oil and gas production systems (how to size and
select two-phase separators, World Oil, Noviembre 1984.
5. Ken Arnold, Designing oil and gas production systems (how to size and
select three-phase separators, World Oil, Diciembre 1984.
6. Clavel Lpez J uan de la Cruz, Anlisis metodolgico de alternativas Tcnico
Econmicas para la estabilizacin del petrleo crudo en Mxico, Facultad de
Ingeniera, UNAM 2002.
7. Pea Chaparro J os Luis y Pea Chaparro J uan Carlos, Optimizacin de
las instalaciones para la estabilizacin del crudo ligero en una central de
proceso y distribucin, Facultad de Ingeniera, UNAM 1998.
Vous aimerez peut-être aussi
- Troubleshooting en Operaciones de Crudo y Gas, Volumen 1. Solución de Problemas en el Área de ProducciónD'EverandTroubleshooting en Operaciones de Crudo y Gas, Volumen 1. Solución de Problemas en el Área de ProducciónPas encore d'évaluation
- Grupo 2 Procesos de Compreson de GasDocument11 pagesGrupo 2 Procesos de Compreson de GasMiguel Angel Carrasco PintoPas encore d'évaluation
- Facilidades PelayoDocument400 pagesFacilidades PelayoLEYDY CAROLINA GARCIA SANDOVAL100% (1)
- Sistemas de Producción 8 - Problemas de PozosDocument69 pagesSistemas de Producción 8 - Problemas de PozosLuis Vallejo EstrellaPas encore d'évaluation
- Clase 10. Deshidratacion Del GnaturalDocument143 pagesClase 10. Deshidratacion Del GnaturalMartha Patricia Medina Casas50% (2)
- Deshidratación y DesaladoDocument21 pagesDeshidratación y DesaladoEnrique JB100% (1)
- Reporte PVTDocument2 pagesReporte PVTRousvelt Cerino Madrigal100% (1)
- Tema 2 - Diseño de SeparadoresDocument41 pagesTema 2 - Diseño de Separadoresmelany VallejosPas encore d'évaluation
- Recuperación secundaria de hidrocarburos: conceptos básicosDocument194 pagesRecuperación secundaria de hidrocarburos: conceptos básicosedison changoPas encore d'évaluation
- Apuntes de CalderasDocument22 pagesApuntes de Calderasguanas541Pas encore d'évaluation
- Sistema de Recepción - SeparadoresDocument21 pagesSistema de Recepción - SeparadoresSergio PedrazaPas encore d'évaluation
- Anexo 2. HOJAS DE SEGURIDAD PDFDocument19 pagesAnexo 2. HOJAS DE SEGURIDAD PDFYeison MartinezPas encore d'évaluation
- Patrones de flujo bifásico en tuberíasDocument3 pagesPatrones de flujo bifásico en tuberíasZenón GuzmánPas encore d'évaluation
- Tema 2 - Diseño de SeparadoresDocument41 pagesTema 2 - Diseño de Separadoresjimmy100% (1)
- 4 Formulacion en Quimica InorganicaDocument62 pages4 Formulacion en Quimica InorganicaTitabella :3Pas encore d'évaluation
- Guia Diseño de Separadores Capitulo IDocument11 pagesGuia Diseño de Separadores Capitulo IAlexandra Guamann MendozaPas encore d'évaluation
- Cap1-Procesos de Produccion y Manejo de HidrocarburosDocument44 pagesCap1-Procesos de Produccion y Manejo de HidrocarburosJulio César Sastré de DiosPas encore d'évaluation
- Calculo Camara FrigorificaDocument148 pagesCalculo Camara FrigorificaJose Luis Martin Villa100% (1)
- Eliminación de Nitrógeno del Gas NaturalDocument13 pagesEliminación de Nitrógeno del Gas NaturalCristian Avila100% (3)
- Dimensionamiento de Separador Trifásico (TESIS)Document185 pagesDimensionamiento de Separador Trifásico (TESIS)nolispe6Pas encore d'évaluation
- AsfaltenosDocument8 pagesAsfaltenosChris Alfa PalaPas encore d'évaluation
- Diseño slug catcherDocument48 pagesDiseño slug catcherJavi Pedraza50% (2)
- Scrubber elimina suciedadDocument2 pagesScrubber elimina suciedadArturo MolinaPas encore d'évaluation
- Practico 1 Gas IIDocument34 pagesPractico 1 Gas IIfernando ortiz cuellarPas encore d'évaluation
- Rectificadores de gas: separan hidrocarburos líquidosDocument6 pagesRectificadores de gas: separan hidrocarburos líquidosJuan Andres Perales LecterPas encore d'évaluation
- Fluidos Base EspumaDocument5 pagesFluidos Base EspumaCristhianPas encore d'évaluation
- 2 Captacion, Separacion y Compresion 2009Document66 pages2 Captacion, Separacion y Compresion 2009David Knutti VidaurrePas encore d'évaluation
- Tipos de ArregloDocument7 pagesTipos de ArregloJeyson GonzalezPas encore d'évaluation
- Acondicionamiento de Gas CombustibleDocument2 pagesAcondicionamiento de Gas CombustibleArdenago Enrique Chirino EchetoPas encore d'évaluation
- Parámetros Requeridos en El Diseño de Separadores para Manejar Mezclas Gas-LíquidoDocument6 pagesParámetros Requeridos en El Diseño de Separadores para Manejar Mezclas Gas-LíquidoJose Alberto Gonzalez Perez100% (1)
- Teoria SeparadoresDocument231 pagesTeoria Separadoresjose miguel gonzalez mogollonPas encore d'évaluation
- Separadores HorizontalesDocument3 pagesSeparadores HorizontalesArmando RomayPas encore d'évaluation
- Composición gas naturalDocument68 pagesComposición gas naturalAlex CondoriPas encore d'évaluation
- Tipos de TanquesDocument12 pagesTipos de TanquesJuan Sebastian Ruiz Ruiz0% (1)
- Importancia Del Proceso de Compresión Del Gas NaturalDocument6 pagesImportancia Del Proceso de Compresión Del Gas NaturalMarcela LopezPas encore d'évaluation
- Cementacion de Pozos PetrolerosDocument122 pagesCementacion de Pozos PetrolerosOM EspPas encore d'évaluation
- Recobro de hidrocarburos líquidos mediante procesamiento de gas naturalDocument26 pagesRecobro de hidrocarburos líquidos mediante procesamiento de gas naturalJuan Pablo Rodas BarjaPas encore d'évaluation
- Funcionamiento Del Separador Vertical BifasicoDocument8 pagesFuncionamiento Del Separador Vertical Bifasicodieguito_capitoPas encore d'évaluation
- Expo Facilidades Teas TmaDocument29 pagesExpo Facilidades Teas TmaEmmanuel RoblesPas encore d'évaluation
- Tp1 de Produ3Document12 pagesTp1 de Produ3Wilson LopezPas encore d'évaluation
- Tema 2 Deshidratacion Del Gas NaturalDocument55 pagesTema 2 Deshidratacion Del Gas NaturalMotor GonzalesPas encore d'évaluation
- Fundamentos del fraccionamientoDocument38 pagesFundamentos del fraccionamientoFabiolaVincentiPas encore d'évaluation
- Cómo crear una página web para tu negocioDocument82 pagesCómo crear una página web para tu negocioDavid BorborPas encore d'évaluation
- Endulzamiento Del Gas Natural MapaDocument1 pageEndulzamiento Del Gas Natural MapaNilton Alcon75% (4)
- Tipos de Bombas Oleoductos y Poliductos.Document19 pagesTipos de Bombas Oleoductos y Poliductos.JORGEPas encore d'évaluation
- Muestreo y Calidad Del Crudo - 2014Document40 pagesMuestreo y Calidad Del Crudo - 2014teresita acopaPas encore d'évaluation
- Deshidratacion Del Gas NaturalDocument21 pagesDeshidratacion Del Gas NaturalGiorgina RamirezPas encore d'évaluation
- Swab o PistoneoDocument4 pagesSwab o PistoneocamilajostinPas encore d'évaluation
- Curso Gas Lift 2Document12 pagesCurso Gas Lift 2Vanessa Sandoval AguileraPas encore d'évaluation
- DeshidratacionDocument65 pagesDeshidratacionCamilo Moreno100% (2)
- Procesos Industriales en Los Complejos Procesadores de GasDocument5 pagesProcesos Industriales en Los Complejos Procesadores de GasEnriqueSGPas encore d'évaluation
- Flujo de Gas A Través de Medios PorososDocument20 pagesFlujo de Gas A Través de Medios PorososJavier Cuervo100% (1)
- Separador de PruebasDocument6 pagesSeparador de PruebasFernando UntuñaPas encore d'évaluation
- Flujo Multifacico en Tuberias HorzontalesDocument36 pagesFlujo Multifacico en Tuberias HorzontalesFrancisco Vargas IvanPas encore d'évaluation
- Separadores de HidrocarburosDocument16 pagesSeparadores de HidrocarburosKenyi Lizana FacundoPas encore d'évaluation
- Reservorios Ii Propiedades PVT en LaboratorioDocument28 pagesReservorios Ii Propiedades PVT en LaboratorioCristhian GisbertPas encore d'évaluation
- Identificacion en Baterias, Produccion Bruto Neta, Bombeo ContinuoDocument82 pagesIdentificacion en Baterias, Produccion Bruto Neta, Bombeo ContinuoRodrigo Avila Silva100% (1)
- Sistema producción pozos petrolerosDocument4 pagesSistema producción pozos petrolerosGermanPas encore d'évaluation
- 2013-COMPLETO-Destilador Rural SI PDFDocument284 pages2013-COMPLETO-Destilador Rural SI PDFMauri RangelPas encore d'évaluation
- Informe Pasantias ValeriaDocument106 pagesInforme Pasantias ValeriaVale Řocha100% (2)
- Diseño Y Construccion de Un Equipo Enfriador de Agua Tratada de Una Capacidad de 50 GalonesDocument167 pagesDiseño Y Construccion de Un Equipo Enfriador de Agua Tratada de Una Capacidad de 50 Galonesemye2376270% (1)
- Diseño Del Proceso de Produccion de Lubricantes para La Empresa Multifiltros LimitadaDocument267 pagesDiseño Del Proceso de Produccion de Lubricantes para La Empresa Multifiltros LimitadaElbiaColqueFuentesPas encore d'évaluation
- PFC David Torres Cicuendez 2014Document147 pagesPFC David Torres Cicuendez 2014Cesar Caballero OliveraPas encore d'évaluation
- Plano HokchiDocument1 pagePlano HokchiJuan LopezPas encore d'évaluation
- 18.aguas ProfundasDocument40 pages18.aguas ProfundaservinantonioPas encore d'évaluation
- Indice de ProductividadDocument22 pagesIndice de ProductividadJuan LopezPas encore d'évaluation
- Deshidratacion de CrudoDocument37 pagesDeshidratacion de CrudoInoval RondonPas encore d'évaluation
- Perforacion en Aguas Profundas Aplicando Metodos Con Sistemas de RisersDocument119 pagesPerforacion en Aguas Profundas Aplicando Metodos Con Sistemas de RisersJuan Lopez75% (4)
- GARAICOCHEA - Transporte de HidrocarburosDocument230 pagesGARAICOCHEA - Transporte de Hidrocarburosjaimegamboa71Pas encore d'évaluation
- Conceptos de Diseño de Risers en Aguas Profundas: ApituloDocument18 pagesConceptos de Diseño de Risers en Aguas Profundas: ApituloJuan LopezPas encore d'évaluation
- Capitulo IIDocument9 pagesCapitulo IIJuan LopezPas encore d'évaluation
- Capitulo IDocument14 pagesCapitulo IYeison Zuleta PeñaPas encore d'évaluation
- El Refino Del Petroleo Vol 1 WauquierDocument471 pagesEl Refino Del Petroleo Vol 1 Wauquiersotomo100% (32)
- Administracion 0Document56 pagesAdministracion 0Oscar CastañedaPas encore d'évaluation
- Fundamentos de La Nutrición MicrobianaDocument11 pagesFundamentos de La Nutrición MicrobianaCatalinaPas encore d'évaluation
- HDS Detia GasDocument8 pagesHDS Detia GasNatalia Tibaduiza JimenezPas encore d'évaluation
- Curso Cero de BiologíaDocument57 pagesCurso Cero de BiologíaJaviergvPas encore d'évaluation
- Reacciones REDOXDocument8 pagesReacciones REDOXAgui LisseePas encore d'évaluation
- Control y transporte del gas naturalDocument51 pagesControl y transporte del gas naturalandriPas encore d'évaluation
- Resolución TP Hidrógeno CompletoDocument21 pagesResolución TP Hidrógeno CompletoMay VacaPas encore d'évaluation
- Metodos Analiticos para La Determiancion de LaDocument19 pagesMetodos Analiticos para La Determiancion de LaMichael Leptman D'veckPas encore d'évaluation
- Prejuicios y Verdades Sobre GrasasDocument45 pagesPrejuicios y Verdades Sobre GrasasAnca MorosanPas encore d'évaluation
- Hoja de Seguridad - SanikleenTabsDocument6 pagesHoja de Seguridad - SanikleenTabsmariapaniagua83100% (1)
- Tarea de Quimica 1Document7 pagesTarea de Quimica 1Jhim RodriguezPas encore d'évaluation
- Expo Teorias Sobre El Origen Del PetroleoDocument32 pagesExpo Teorias Sobre El Origen Del PetroleoSerafin Hernandez Torres100% (1)
- Ejercicios Propuestos de Quimica Formulacion y Nomenclatura PauDocument71 pagesEjercicios Propuestos de Quimica Formulacion y Nomenclatura PauXochitlMezaPas encore d'évaluation
- Ejercitación AdicionalDocument2 pagesEjercitación AdicionalVicky HormaizteguiPas encore d'évaluation
- QuímicaDocument3 pagesQuímicaLenin BenavidesPas encore d'évaluation
- Conceptos Básicos Cuántica PDFDocument96 pagesConceptos Básicos Cuántica PDFjuan davidPas encore d'évaluation
- Ejercicios Tema 2Document8 pagesEjercicios Tema 2Jose Manuel Castro VaqueroPas encore d'évaluation
- Ficha-Miercoles 22 - Cyt-El Agua Favorece El Cuidado de La SaludDocument3 pagesFicha-Miercoles 22 - Cyt-El Agua Favorece El Cuidado de La SaludFátima Marianela Bendezú VallePas encore d'évaluation
- Guía de Química sobre Compuestos Orgánicos e InorgánicosDocument3 pagesGuía de Química sobre Compuestos Orgánicos e InorgánicosChrisxX00Pas encore d'évaluation
- Enlace por puente de hidrógenoDocument7 pagesEnlace por puente de hidrógenoRey SánchezPas encore d'évaluation
- Acido Clorhidrico Arg.Document5 pagesAcido Clorhidrico Arg.mauro giuffridaPas encore d'évaluation
- Formulación y nomenclatura química inorgánicaDocument49 pagesFormulación y nomenclatura química inorgánicaSergio LópezPas encore d'évaluation
- Biologa Cuarto AoDocument130 pagesBiologa Cuarto AoseemmartPas encore d'évaluation
- Quimica Inogánica - HidrógenoDocument3 pagesQuimica Inogánica - HidrógenoJoyce Viana SilvaPas encore d'évaluation
- Portada Contraportada Proyecto Alvaro 2Document13 pagesPortada Contraportada Proyecto Alvaro 2adriannys01Pas encore d'évaluation
- LaboratorioDocument8 pagesLaboratorioCristianPas encore d'évaluation
- Origen de La Vida en La TierraDocument49 pagesOrigen de La Vida en La TierraMario Herrera100% (1)
- Evaluacion Energetica Central Termica de CarbomDocument287 pagesEvaluacion Energetica Central Termica de CarbomLuis Charley Cabrera RamirezPas encore d'évaluation