Vous aimerez peut-être aussi
- Soldadura en el montaje de tuberías. FMEC0108D'EverandSoldadura en el montaje de tuberías. FMEC0108Évaluation : 3.5 sur 5 étoiles3.5/5 (3)
- UD6 - Tensiones, Deformaciones y Preparación de MaterialesDocument42 pagesUD6 - Tensiones, Deformaciones y Preparación de MaterialesAntonio GarciaPas encore d'évaluation
- Soldadura Por Proceso de Arco Sumergido.-1Document7 pagesSoldadura Por Proceso de Arco Sumergido.-1KLEVER ADRIANOPas encore d'évaluation
- Sustentacion de Aceros Aisi 410Document29 pagesSustentacion de Aceros Aisi 410Peter CabreraPas encore d'évaluation
- San3-Simbología, Normalización SoldaduraDocument24 pagesSan3-Simbología, Normalización SoldaduraJesús Luis100% (1)
- ProbetasDocument9 pagesProbetasTravis Moon100% (1)
- Proceso y Cuidados de Tig y Mig-MagDocument11 pagesProceso y Cuidados de Tig y Mig-MagLuis Nests HeirdernPas encore d'évaluation
- Cuestionario 2 Tecnologia de Union de MaterialesDocument3 pagesCuestionario 2 Tecnologia de Union de MaterialesTomas Da RifPas encore d'évaluation
- Informe 6 Mc112 PlanchaDocument32 pagesInforme 6 Mc112 Planchachristian mirandaPas encore d'évaluation
- Proceso FCAWDocument6 pagesProceso FCAWRous MąbPas encore d'évaluation
- Tipo de Juntas y Uniones, Posiciones de Soldadura para Estructuras Metálicas y SoldaduraDocument18 pagesTipo de Juntas y Uniones, Posiciones de Soldadura para Estructuras Metálicas y SoldaduraMarvin Raul Intriago ZambranoPas encore d'évaluation
- Ud7-Procesosos Saw - FcawDocument21 pagesUd7-Procesosos Saw - FcawAntonio GarciaPas encore d'évaluation
- EnderezadoDocument6 pagesEnderezadoDavid VidalPas encore d'évaluation
- Soldadura General (Terminologia)Document16 pagesSoldadura General (Terminologia)miguelon1450% (2)
- GlosarioDocument6 pagesGlosarioAlex RevillaPas encore d'évaluation
- Verd Sobre EnderezadoDocument20 pagesVerd Sobre Enderezadobarbadoblanco100% (5)
- Informe 4 - Afectaciones Metalograficas en Juntas SoldadasDocument18 pagesInforme 4 - Afectaciones Metalograficas en Juntas SoldadasPaul SebastianPas encore d'évaluation
- Uso de La PulidoraDocument2 pagesUso de La PulidoraFrancisco MiguelPas encore d'évaluation
- NMX B 182 1987Document12 pagesNMX B 182 1987DTA333Pas encore d'évaluation
- Castolin EutecticDocument12 pagesCastolin EutecticNegrito Rosarino100% (1)
- Informe de Tintas Penetrantes Fluorecentes UtaDocument38 pagesInforme de Tintas Penetrantes Fluorecentes UtaantonyPas encore d'évaluation
- Ultracore 81Ni1A75H EsDocument3 pagesUltracore 81Ni1A75H EsDaniel Lvqve GarciaPas encore d'évaluation
- Inspeccion Visual de SoldaduraDocument28 pagesInspeccion Visual de SoldaduradiegoPas encore d'évaluation
- El ABC de La Soldadura Por ArcoDocument3 pagesEl ABC de La Soldadura Por ArcoHugo Gualotuna AcostaPas encore d'évaluation
- Accesorios Roscados NPTDocument24 pagesAccesorios Roscados NPTsergiodylan74Pas encore d'évaluation
- Montaje y Desmontaje TornoDocument1 pageMontaje y Desmontaje Tornochristian rojas100% (1)
- Tungstenos para Soldadura TIG Definición Tipos y ReferenciasDocument3 pagesTungstenos para Soldadura TIG Definición Tipos y Referenciaselcid72Pas encore d'évaluation
- API 1107 - PresentarDocument40 pagesAPI 1107 - PresentarCarlos QuispePas encore d'évaluation
- Aplicación de La Norma Iso en Los Procesos de Soldadura1Document13 pagesAplicación de La Norma Iso en Los Procesos de Soldadura1yohayjoPas encore d'évaluation
- Ensayo de Tracción de SoldaduraDocument5 pagesEnsayo de Tracción de Soldadurabeltran100% (2)
- Arco SumergidoDocument20 pagesArco SumergidoYupanqui RicardoPas encore d'évaluation
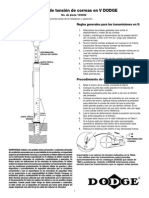
- Probador de Tension de Correas en VDocument2 pagesProbador de Tension de Correas en Vlnavajim0% (1)
- Velocidad de CorteDocument3 pagesVelocidad de CorteAnonymous DhCbvWxYrPas encore d'évaluation
- ASME B16.9 - 2018 (Tablas de Tolerancia)Document3 pagesASME B16.9 - 2018 (Tablas de Tolerancia)Josue Israel GallardoPas encore d'évaluation
- OxicorteDocument4 pagesOxicorteJimmy Jhonathan López Aquino100% (1)
- FCAWDocument10 pagesFCAWCarlos Cayo100% (1)
- Ensayo de ImplanteDocument10 pagesEnsayo de ImplanteLuis Enrique CarranzaPas encore d'évaluation
- Registro de Medición de Espesor de Pared: Descripción Del Area EvaluadaDocument1 pageRegistro de Medición de Espesor de Pared: Descripción Del Area EvaluadaEduardo Jose Tello del pinoPas encore d'évaluation
- Diseñoii 2Document26 pagesDiseñoii 2Luis ContrerasPas encore d'évaluation
- Muelas de EsmerilDocument4 pagesMuelas de EsmerillizPas encore d'évaluation
- Lincoln Precision Tig 225Document40 pagesLincoln Precision Tig 225Juank AlmeidaPas encore d'évaluation
- P m059 002 Procedimiento Soldadura de ClipsDocument5 pagesP m059 002 Procedimiento Soldadura de Clipsjhon jairo arango100% (1)
- Soldadura en Oleoductos y Gasoductos Parte 4 Produccion R5-13Document11 pagesSoldadura en Oleoductos y Gasoductos Parte 4 Produccion R5-13Nacho CajalPas encore d'évaluation
- Astm A514 GR BDocument6 pagesAstm A514 GR BelweldPas encore d'évaluation
- Procedimiento de Reparación Silo #10874142Document5 pagesProcedimiento de Reparación Silo #10874142palogitano1985Pas encore d'évaluation
- Soldadura (3F)Document3 pagesSoldadura (3F)Giovanni QC100% (1)
- Taller de AcoplesDocument7 pagesTaller de AcoplesCARLITOS VEGAPas encore d'évaluation
- s01 Informe Resumen de ChumacerasDocument6 pagess01 Informe Resumen de ChumacerasKidd Cornejo AlamoPas encore d'évaluation
- R-IN-05 Informe Final Horno 2 Virola y LlantaDocument17 pagesR-IN-05 Informe Final Horno 2 Virola y LlantaSandraPas encore d'évaluation
- Acero 2316Document8 pagesAcero 2316DanielJoseLancherosPas encore d'évaluation
- Registro Inspeccion Elementos Levantes y GruasDocument4 pagesRegistro Inspeccion Elementos Levantes y GruasM Alejandra Moya CàceresPas encore d'évaluation
- Falk Steelflex T31 T35 ES 428-311Document10 pagesFalk Steelflex T31 T35 ES 428-311pedro_hermiPas encore d'évaluation
- Normas de SoldaduraDocument31 pagesNormas de Soldadurajhonatan rivas0% (2)
- Tratamiento Termoquímico de Cementado A Un EngranajeDocument7 pagesTratamiento Termoquímico de Cementado A Un Engranajeluzclarita1981Pas encore d'évaluation
- Simbología de Soldadura AWSDocument9 pagesSimbología de Soldadura AWSIván GM100% (1)
- Presentación AWS D1.1 Curso 2018Document73 pagesPresentación AWS D1.1 Curso 2018darwin PotosiPas encore d'évaluation
- Ensayo JominyDocument22 pagesEnsayo JominyHebert Vizconde PoemapePas encore d'évaluation
- Métodos de EnsambleDocument39 pagesMétodos de EnsambleDart Suarez100% (1)
- Soldadura Blanda y DuraDocument30 pagesSoldadura Blanda y Duraosiris reyes0% (1)
- Soldadura Fuerte y Blanda.Document18 pagesSoldadura Fuerte y Blanda.papaiguezPas encore d'évaluation
- NTP ES 866 Eslingas de Cables AceroDocument8 pagesNTP ES 866 Eslingas de Cables AceroJohn Victor Hans Bances SantamariaPas encore d'évaluation
- Examen de Construciones MetalicasDocument3 pagesExamen de Construciones MetalicasErick Kcire RasecPas encore d'évaluation
- Durómetro Analógico NT PDFDocument2 pagesDurómetro Analógico NT PDFRepresentaciones y Distribuciones FALPas encore d'évaluation
- Aa 1.3 PF - Elizabeth-Agustin-galvanDocument16 pagesAa 1.3 PF - Elizabeth-Agustin-galvanAGUSTIN G. ELIZABETHPas encore d'évaluation
- Fursys Paneles Móviles-Opción 01 PDFDocument2 pagesFursys Paneles Móviles-Opción 01 PDFluiscelis01Pas encore d'évaluation
- Brochure - Tipos de MonturasDocument4 pagesBrochure - Tipos de MonturasSheila Salazar NimaPas encore d'évaluation
- Aldehidos y Cetonas.Document7 pagesAldehidos y Cetonas.Viviana Tróchez100% (1)
- Apuntes Materiales Aceros SabimetDocument4 pagesApuntes Materiales Aceros SabimetwerkobringPas encore d'évaluation
- Balance Térmico Alto HornoDocument9 pagesBalance Térmico Alto HornoFernando Nicolas Ureta GodoyPas encore d'évaluation
- Lab 6Document16 pagesLab 6Harold Farfan ParedesPas encore d'évaluation
- Teoria AcerosDocument31 pagesTeoria Aceroskikin312012Pas encore d'évaluation
- Fallas en Gasoductos, Oleoductos y PoliductosDocument18 pagesFallas en Gasoductos, Oleoductos y PoliductosMayra MymPas encore d'évaluation
- Catalogo Cebra - Accesorios de PinturaDocument59 pagesCatalogo Cebra - Accesorios de PinturaEvert AntoniazziPas encore d'évaluation
- Sierra Cinta MetallitografiaDocument24 pagesSierra Cinta MetallitografiaDaniel Vega MartinezPas encore d'évaluation
- INEN 2145-2000 Primera EdiciónDocument24 pagesINEN 2145-2000 Primera EdiciónROBINPas encore d'évaluation
- Diccionario Tesauro CerámicosDocument144 pagesDiccionario Tesauro CerámicosClaudia Vega MillicanPas encore d'évaluation
- Procedimiento Instalacion de Pararrayos Compressed PDFDocument7 pagesProcedimiento Instalacion de Pararrayos Compressed PDFDaniela Angelica Ali BellidoPas encore d'évaluation
- Máquinas-Herramientas Convencionales PDFDocument89 pagesMáquinas-Herramientas Convencionales PDFJaimePas encore d'évaluation
- Cuchillo Proceso de FabricaciónDocument7 pagesCuchillo Proceso de FabricaciónRonald Gomez OrellanaPas encore d'évaluation
- Remaches ..Document28 pagesRemaches ..Jeancarlos Mendoza QuispePas encore d'évaluation
- Maquinas y Accesorios-Punzonadoras Hidraulicas-AlfraDocument7 pagesMaquinas y Accesorios-Punzonadoras Hidraulicas-AlfraJose CaballeroPas encore d'évaluation
- ANEXO 06 Checklist de Trabajo en CalienteDocument1 pageANEXO 06 Checklist de Trabajo en CalienteCarlos GonzalesPas encore d'évaluation
- Historia Del AceroDocument7 pagesHistoria Del AceroRonaldo CjPas encore d'évaluation
- Metal de Transicion ManganesoDocument8 pagesMetal de Transicion ManganesoAngel Miguel DelgadoPas encore d'évaluation
- Instructivo Produccion TorreDocument7 pagesInstructivo Produccion Torrestereo77Pas encore d'évaluation
- Astm A193Document2 pagesAstm A193wili_ab8040100% (2)
- METODOLOGÍASDocument5 pagesMETODOLOGÍASJorge Andrés Castaño ValenciaPas encore d'évaluation
- Informe Sobre La Soldadura Electrica.Document9 pagesInforme Sobre La Soldadura Electrica.Oscar CollaguasoPas encore d'évaluation
- Obtencion de AluminioDocument16 pagesObtencion de AluminioXcaretCardenasPas encore d'évaluation
- Mecanismo Acción de Compuertas Verticales PlanasDocument4 pagesMecanismo Acción de Compuertas Verticales PlanasFranciscoBarrancoLopezPas encore d'évaluation