Vous aimerez peut-être aussi
- Behavioral Characteristics of Photovoltaic Cell With Different Irradiation in Matlab/Simuling/Simscape EnvironmentDocument11 pagesBehavioral Characteristics of Photovoltaic Cell With Different Irradiation in Matlab/Simuling/Simscape EnvironmentronbinyePas encore d'évaluation
- MT (28) 276Document4 pagesMT (28) 276ronbinyePas encore d'évaluation
- MT (28) 276Document4 pagesMT (28) 276ronbinyePas encore d'évaluation
- 15 SimscapeDocument7 pages15 SimscaperonbinyePas encore d'évaluation
- Symposium RDocument27 pagesSymposium RronbinyePas encore d'évaluation
- Wevj3 2400449Document10 pagesWevj3 2400449ronbinyePas encore d'évaluation
- OJMSi 2014041117585691Document13 pagesOJMSi 2014041117585691ronbinyePas encore d'évaluation
- Multiplatform Dynamic System Simulation of A DC-DC ConverterDocument63 pagesMultiplatform Dynamic System Simulation of A DC-DC ConverterronbinyePas encore d'évaluation
- Multiplatform Dynamic System Simulation of A DC-DC ConverterDocument63 pagesMultiplatform Dynamic System Simulation of A DC-DC ConverterronbinyePas encore d'évaluation
- 2.8.2 Poizot Public 2011Document19 pages2.8.2 Poizot Public 2011ronbinyePas encore d'évaluation
- Hamide ThesisDocument123 pagesHamide ThesisronbinyePas encore d'évaluation
- MT (28) 276Document4 pagesMT (28) 276ronbinyePas encore d'évaluation
- MT (28) 276Document4 pagesMT (28) 276ronbinyePas encore d'évaluation
- IJETAEDocument9 pagesIJETAEDrVikas Singh BhadoriaPas encore d'évaluation
- Efficient Design of Micro-Scale Energy Harvesting SystemsDocument13 pagesEfficient Design of Micro-Scale Energy Harvesting SystemsronbinyePas encore d'évaluation
- Diodes For Optical RectennaDocument203 pagesDiodes For Optical RectennaronbinyePas encore d'évaluation
- 2.8.2 Poizot Public 2011Document19 pages2.8.2 Poizot Public 2011ronbinyePas encore d'évaluation
- Flexible Hybrid Energy Cell For Simultaneously Harvesting Thermal, Mechanical, and Solar EnergiesDocument6 pagesFlexible Hybrid Energy Cell For Simultaneously Harvesting Thermal, Mechanical, and Solar EnergiesronbinyePas encore d'évaluation
- Solar EnergyDocument19 pagesSolar EnergyronbinyePas encore d'évaluation
- 2013M020113098 S1Ver2Document0 page2013M020113098 S1Ver2ronbinyePas encore d'évaluation
- 2.8.2 Poizot Public 2011Document19 pages2.8.2 Poizot Public 2011ronbinyePas encore d'évaluation
- Akitoshi HayashiDocument22 pagesAkitoshi HayashironbinyePas encore d'évaluation
- EAS Report v28Document84 pagesEAS Report v28ronbinyePas encore d'évaluation
- Adma 201101115 SM SupplDocument6 pagesAdma 201101115 SM SupplronbinyePas encore d'évaluation
- Choosing the Right Transparent ConductorDocument6 pagesChoosing the Right Transparent ConductorronbinyePas encore d'évaluation
- N2 SpectrumDocument6 pagesN2 SpectrumronbinyePas encore d'évaluation
- Cymbet EH Powering For WSN Symposia Sensors Expo 2013Document54 pagesCymbet EH Powering For WSN Symposia Sensors Expo 2013ronbinyePas encore d'évaluation
- Wireless Energy Transfer: Chandana - Ks & Harish E & C Department Govt - SKSJTI, Bangaluru-01Document24 pagesWireless Energy Transfer: Chandana - Ks & Harish E & C Department Govt - SKSJTI, Bangaluru-01Chandana Kumar100% (1)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5783)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (587)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (72)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (265)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (119)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- Differential CaseDocument5 pagesDifferential CaseOmar Jayson Siao VallejeraPas encore d'évaluation
- 2DXL Super Loader BrochureDocument8 pages2DXL Super Loader BrochureJayant Kushwaha0% (1)
- Course On LNG Business-Session12Document31 pagesCourse On LNG Business-Session12Rahul Atodaria100% (1)
- UploadedFile 130150889032970873Document175 pagesUploadedFile 130150889032970873Sorescu Radu VasilePas encore d'évaluation
- MSGP Permit Section1Document19 pagesMSGP Permit Section1api-3733731Pas encore d'évaluation
- Bill of QuantityDocument20 pagesBill of QuantityBerry MarshalPas encore d'évaluation
- F1 CARS ChassisDocument27 pagesF1 CARS ChassisNikhil Goyal100% (1)
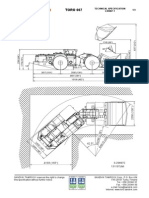
- TORO 007 Technical SpecificationDocument3 pagesTORO 007 Technical SpecificationArutnev EduardoPas encore d'évaluation
- Bostik Seal N Flex FC Rev1 PDFDocument3 pagesBostik Seal N Flex FC Rev1 PDFpaolo maliksiPas encore d'évaluation
- Shell & Tube Gas Heater Data SheetDocument3 pagesShell & Tube Gas Heater Data SheetRobles DreschPas encore d'évaluation
- Rab Venturi Wet Scrubber 00Document2 pagesRab Venturi Wet Scrubber 00rudiawanPas encore d'évaluation
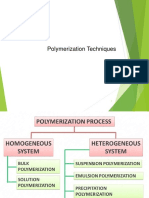
- Polymerisation Practice TEPEDocument39 pagesPolymerisation Practice TEPEDr. Dure Najaf Iqbal100% (3)
- Intelligent Design and Optimization of Machining FixturesDocument10 pagesIntelligent Design and Optimization of Machining FixturesKabalksPas encore d'évaluation
- E-Beam, Pulsed Laser and Ion Beam EvaporatonDocument3 pagesE-Beam, Pulsed Laser and Ion Beam EvaporatonTushar RohillaPas encore d'évaluation
- ISO Standards Handbook Paints 2Document3 pagesISO Standards Handbook Paints 2Luis Gustavo Pacheco0% (1)
- Sand Casting Guide: Gating Systems & RisersDocument31 pagesSand Casting Guide: Gating Systems & RisersAmruta Rane100% (1)
- Multiple Reaction System-1Document35 pagesMultiple Reaction System-1ANZWAYNEPas encore d'évaluation
- The Fundamentals of Fire ExtinguishmentDocument0 pageThe Fundamentals of Fire ExtinguishmentjohnzepolPas encore d'évaluation
- Refresher Module 01 (M14) - Quantity SurveyingDocument2 pagesRefresher Module 01 (M14) - Quantity SurveyingFely Joy RelatoresPas encore d'évaluation
- Bs 7671 2001Document6 pagesBs 7671 2001jelenapopovic81100% (2)
- 3501Document15 pages3501Norisk NanungPas encore d'évaluation
- PQ Formulary PDFDocument16 pagesPQ Formulary PDFjcriveroPas encore d'évaluation
- Vacuum Breaker 15kvDocument52 pagesVacuum Breaker 15kvMarilou Garal0% (1)
- Insulation QAPDocument2 pagesInsulation QAPPavul RajPas encore d'évaluation
- SECURITY GLAZINGDocument11 pagesSECURITY GLAZINGjack.simpson.changPas encore d'évaluation
- 6-General Miling InfoDocument5 pages6-General Miling InfoSakthi VelPas encore d'évaluation
- WASHER-DRYER INSTRUCTIONSDocument12 pagesWASHER-DRYER INSTRUCTIONSmitkopip979250% (2)
- Multi-Directional Reach Truck UFW: SupportDocument12 pagesMulti-Directional Reach Truck UFW: SupportJohn SlorPas encore d'évaluation
- CFD Simulation of MSW Combustion and SNCR in A Commercial IncineratorDocument10 pagesCFD Simulation of MSW Combustion and SNCR in A Commercial Incineratorvitor_alberto_7Pas encore d'évaluation