Vous aimerez peut-être aussi
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Constraint Satisfaction Problems: AIMA: Chapter 6Document64 pagesConstraint Satisfaction Problems: AIMA: Chapter 6Sunilkumar ReddyPas encore d'évaluation
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5795)
- 16 PDFDocument23 pages16 PDFSunilkumar ReddyPas encore d'évaluation
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- 16 PDFDocument23 pages16 PDFSunilkumar ReddyPas encore d'évaluation
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Transaxle OilDocument11 pagesTransaxle OilSunilkumar ReddyPas encore d'évaluation
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- Solutions ManualDocument117 pagesSolutions ManualSunilkumar ReddyPas encore d'évaluation
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- 00643Document9 pages00643Sunilkumar ReddyPas encore d'évaluation
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Vehicles Pass-By NoiseDocument2 pagesVehicles Pass-By NoiseSunilkumar ReddyPas encore d'évaluation
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- Simplification and Application of Model F'Document22 pagesSimplification and Application of Model F'Sunilkumar ReddyPas encore d'évaluation
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Conclusions: 7.1 ResultsDocument4 pagesConclusions: 7.1 ResultsSunilkumar ReddyPas encore d'évaluation
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- 09 Numeric ControlDocument3 pages09 Numeric ControlSunilkumar ReddyPas encore d'évaluation
- Developing An Induction Heating & Hardening System: Sulieman M.S. Zobly, Abdu I. OmerDocument9 pagesDeveloping An Induction Heating & Hardening System: Sulieman M.S. Zobly, Abdu I. OmerSunilkumar ReddyPas encore d'évaluation
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (345)
- S-N Curves For Welded, Non-Welded or Improved Welded Details of Marine StructuresDocument13 pagesS-N Curves For Welded, Non-Welded or Improved Welded Details of Marine StructuresSunilkumar ReddyPas encore d'évaluation
- Shaving MethodsDocument7 pagesShaving MethodsSunilkumar ReddyPas encore d'évaluation
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- Fatigue Test of Materials and Their Welded Joints Used in Vehicle ManufacturingDocument7 pagesFatigue Test of Materials and Their Welded Joints Used in Vehicle ManufacturingSunilkumar ReddyPas encore d'évaluation
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- Reamers: Number of Cutting EdgeDocument5 pagesReamers: Number of Cutting EdgeSunilkumar ReddyPas encore d'évaluation
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- TV 20 2013 4 655 658Document4 pagesTV 20 2013 4 655 658Sunilkumar ReddyPas encore d'évaluation
- Dissicusion 1Document3 pagesDissicusion 1Kalama Kitsao100% (1)
- ACI 549R-97: Reported by ACI Committee 549Document26 pagesACI 549R-97: Reported by ACI Committee 549curlyjockeyPas encore d'évaluation
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- HaskellDocument33 pagesHaskellanon_889114720Pas encore d'évaluation
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- An Empirical Investigation of Job StressDocument24 pagesAn Empirical Investigation of Job StressNafees Naseer100% (1)
- Chapter 3 - Measure of Location and DispersionDocument11 pagesChapter 3 - Measure of Location and DispersionNelly MalatjiPas encore d'évaluation
- KianDocument121 pagesKianKim Tracey LadagaPas encore d'évaluation
- Richardson 2007Document20 pagesRichardson 2007Badri VrsnprasadPas encore d'évaluation
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- Contemporary Business Mathematics Canadian 11th Edition Hummelbrunner Test Bank 1Document63 pagesContemporary Business Mathematics Canadian 11th Edition Hummelbrunner Test Bank 1jonathan100% (39)
- Data Mining With Weka: Ian H. WittenDocument33 pagesData Mining With Weka: Ian H. WittenQuân PhạmPas encore d'évaluation
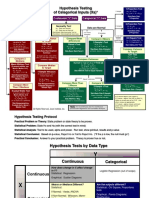
- Hypothesis Testing Roadmap PDFDocument2 pagesHypothesis Testing Roadmap PDFShajean Jaleel100% (1)
- Bunt Wall CalcualtionDocument2 pagesBunt Wall CalcualtionPowerand ControlPas encore d'évaluation
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- Remote Sensing Applications: Society and Environment: Teshome Talema, Binyam Tesfaw HailuDocument11 pagesRemote Sensing Applications: Society and Environment: Teshome Talema, Binyam Tesfaw HailuIoana VizireanuPas encore d'évaluation
- Chapter 11. Griffiths-Radiation-Dipole Radiation PDFDocument13 pagesChapter 11. Griffiths-Radiation-Dipole Radiation PDFPranveer Singh Parihar100% (1)
- Robot Toolbox MatlabDocument166 pagesRobot Toolbox Matlabbboby14100% (1)
- Computer Architecture Complexity and Correctness by Silvia M MuellerWolfgang J PDFDocument568 pagesComputer Architecture Complexity and Correctness by Silvia M MuellerWolfgang J PDFDaryl ScottPas encore d'évaluation
- Lesson 3 - Demand and SupplyDocument79 pagesLesson 3 - Demand and SupplyRounak TiwariPas encore d'évaluation
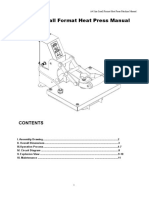
- A4 Heat Press Manual PDFDocument13 pagesA4 Heat Press Manual PDFmapache66Pas encore d'évaluation
- JddumpsDocument58 pagesJddumpsDeepa SureshPas encore d'évaluation
- Ngspice ManualDocument564 pagesNgspice ManualLalan JoshiPas encore d'évaluation
- 2 EEE - EPM412 Load CCs 2Document30 pages2 EEE - EPM412 Load CCs 2Mohamed CHINAPas encore d'évaluation
- Reasoning & Data SufficiencyDocument482 pagesReasoning & Data SufficiencyDr. Trilok Kumar Jain80% (5)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- DepressionnnDocument5 pagesDepressionnnMilkie MangaoilPas encore d'évaluation
- Data Analytics Kit 601Document2 pagesData Analytics Kit 601Mayank GuptaPas encore d'évaluation
- 2-Angle Pair Relationships PDFDocument4 pages2-Angle Pair Relationships PDFLeigh YahPas encore d'évaluation
- The Essentials of Machine Learning in Finance and AccountingDocument259 pagesThe Essentials of Machine Learning in Finance and Accountingernestdark11100% (1)
- Plate Element Stress - MX - My Vs Global Moment - Bentley - STAAD Products - Eng-TipsDocument2 pagesPlate Element Stress - MX - My Vs Global Moment - Bentley - STAAD Products - Eng-Tipssom_bs79100% (1)
- Sari, AliDocument13 pagesSari, AliMustafa ShabanPas encore d'évaluation
- San Jose Community CollegeDocument8 pagesSan Jose Community CollegeErica CanonPas encore d'évaluation
- Year 6Document53 pagesYear 6Baiat FinutzPas encore d'évaluation
- (Clifford) Advances in Engineering Software PDFDocument796 pages(Clifford) Advances in Engineering Software PDFNguyễn Tấn LậpPas encore d'évaluation