Vous aimerez peut-être aussi
- Saudi Aramco Inspection Checklist: Pre-Application Inspection of Castable & Brick Refractory SAIC-N-2024 15-Dec-09 MechDocument12 pagesSaudi Aramco Inspection Checklist: Pre-Application Inspection of Castable & Brick Refractory SAIC-N-2024 15-Dec-09 Mechaamirapi100% (1)
- AcousticEye G3 - User Manual - V6 PDFDocument93 pagesAcousticEye G3 - User Manual - V6 PDFDan-jones TudziPas encore d'évaluation
- Ect MAD 8D Calibration Procedure: Using The Vertical Volts MethodDocument7 pagesEct MAD 8D Calibration Procedure: Using The Vertical Volts MethodShanmukhaTeliPas encore d'évaluation
- Applied Surface ScienceDocument8 pagesApplied Surface ScienceMony GarciaPas encore d'évaluation
- EMCORE Fiber Optic Gyroscope 1550 NM Lithium Niobate Modulator ModuleDocument2 pagesEMCORE Fiber Optic Gyroscope 1550 NM Lithium Niobate Modulator ModuleParasaram SrinivasPas encore d'évaluation
- Wave Genetic and Torsion Fields - GariaevDocument15 pagesWave Genetic and Torsion Fields - Gariaevonæss100% (1)
- ACFM Applications1Document12 pagesACFM Applications1naoufel1706Pas encore d'évaluation
- Floormap3d MFL Tank Inspection PDFDocument4 pagesFloormap3d MFL Tank Inspection PDFassurendran0% (1)
- Tubing TestDocument16 pagesTubing Testbenergy84100% (1)
- Standard Practice For Measuring Thickness by Manual Ultrasonic Pulse-Echo Contact MethodDocument7 pagesStandard Practice For Measuring Thickness by Manual Ultrasonic Pulse-Echo Contact MethodMauricio FernándezPas encore d'évaluation
- Corrosion Mapping With Phased Array UltrasonicsDocument27 pagesCorrosion Mapping With Phased Array UltrasonicsIvan MauricioPas encore d'évaluation
- Silverwing B Scan ReportDocument46 pagesSilverwing B Scan ReportpjhollowPas encore d'évaluation
- Prxnrnant Testtng: Buane & Ii T P O'NeillDocument6 pagesPrxnrnant Testtng: Buane & Ii T P O'NeillAzeem ShaikhPas encore d'évaluation
- Final Draft en Iso Fdis 15548-2 - 2007Document39 pagesFinal Draft en Iso Fdis 15548-2 - 2007gorkembaytenPas encore d'évaluation
- MT Asme Sec V Article 7Document18 pagesMT Asme Sec V Article 7mohamedPas encore d'évaluation
- PA in Lieu of RT - CurtisDocument21 pagesPA in Lieu of RT - CurtisDennis ChaiPas encore d'évaluation
- High Temperature Ultrasonic TestingDocument3 pagesHigh Temperature Ultrasonic TestingCarlos Bustamante100% (1)
- Slofec™: Fast Corrosion Screening TechniqueDocument10 pagesSlofec™: Fast Corrosion Screening TechniqueshervinyPas encore d'évaluation
- Karl Kraft's 2014 Level III BrochureDocument2 pagesKarl Kraft's 2014 Level III Brochureviller_lpPas encore d'évaluation
- BPF-V-270 Test Separator-Cm-Pvir-Xxxxx-20Document32 pagesBPF-V-270 Test Separator-Cm-Pvir-Xxxxx-20Agung Prastyo WibowoPas encore d'évaluation
- Liquid Penetrant Testing ProcedureDocument2 pagesLiquid Penetrant Testing ProcedureManivannanMudhaliarPas encore d'évaluation
- High Temperature Ultrasonic ScanningDocument7 pagesHigh Temperature Ultrasonic ScanningscribdmustaphaPas encore d'évaluation
- Ost Specifications State A Requirement For Conducting This Check, But Do Not Provide A ProcedureDocument6 pagesOst Specifications State A Requirement For Conducting This Check, But Do Not Provide A ProcedureshifaPas encore d'évaluation
- Scope:: Area of Sample To Be Tested All Surfaces, Weld and Heat Affected Zone, Including Dimensions of HAZDocument2 pagesScope:: Area of Sample To Be Tested All Surfaces, Weld and Heat Affected Zone, Including Dimensions of HAZAnna PariniPas encore d'évaluation
- Visual Inspection PV FormDocument2 pagesVisual Inspection PV FormGibson FisherPas encore d'évaluation
- Ultrasonic ExaminationDocument14 pagesUltrasonic ExaminationLiliPas encore d'évaluation
- Besb Ect RD FPDocument8 pagesBesb Ect RD FPMohamad YusofPas encore d'évaluation
- Student Training Notes Floormap 3diDocument86 pagesStudent Training Notes Floormap 3diTechnical A-Star Testing & Inspection MalaysiaPas encore d'évaluation
- Omniscan Mx2 Training Program: Introduction To Phased Array Using The Omniscan Mx2Document49 pagesOmniscan Mx2 Training Program: Introduction To Phased Array Using The Omniscan Mx2Anonymous afPplXbcPas encore d'évaluation
- Procedure Setup and Calibrate IRISDocument17 pagesProcedure Setup and Calibrate IRISvikramPas encore d'évaluation
- Reviews of ACFMDocument7 pagesReviews of ACFMNILESHPas encore d'évaluation
- 243 Standard Practice For Electromagnetic (Eddy-Current) Examination of Copper and Copper-Alloy Tubes.Document7 pages243 Standard Practice For Electromagnetic (Eddy-Current) Examination of Copper and Copper-Alloy Tubes.Ali MohsinPas encore d'évaluation
- Corrosion Evaluation by RTDocument6 pagesCorrosion Evaluation by RTMassimo FumarolaPas encore d'évaluation
- UT of Pressure Vessel Construction WeldsDocument30 pagesUT of Pressure Vessel Construction WeldsKashif KaziPas encore d'évaluation
- Profile Radiography Article Estimationof CorrosionDocument10 pagesProfile Radiography Article Estimationof Corrosioncoolguy12345Pas encore d'évaluation
- HTHA High Temperature Hydrogen Attack Exposed SteelDocument2 pagesHTHA High Temperature Hydrogen Attack Exposed Steelaecf_13Pas encore d'évaluation
- Non-Destructive Testing (NDT) : Nur Syahroni, ST., MT., PHDDocument51 pagesNon-Destructive Testing (NDT) : Nur Syahroni, ST., MT., PHDLiya AmaliaPas encore d'évaluation
- UT Procedure PDFDocument14 pagesUT Procedure PDFAbhayPas encore d'évaluation
- D-p5-Bv-pd-015 - HT, Issue 01, Rev 00 - Hardness TestDocument11 pagesD-p5-Bv-pd-015 - HT, Issue 01, Rev 00 - Hardness TestThinh NguyenPas encore d'évaluation
- NDT 2019Document32 pagesNDT 2019Muhammad OsamaPas encore d'évaluation
- LRUT ProcedureDocument10 pagesLRUT ProcedurejeswinPas encore d'évaluation
- Corrosion MappingDocument17 pagesCorrosion MappingJuliog100% (1)
- NDT Technqiue Selection For TubesDocument14 pagesNDT Technqiue Selection For TubesTrung Tinh HoPas encore d'évaluation
- Lrut Special AplicationDocument20 pagesLrut Special AplicationAbdur Rahim100% (1)
- Non-Destructive Testing: Prof. Tarapada RoyDocument12 pagesNon-Destructive Testing: Prof. Tarapada RoySIVARAM PRASADPas encore d'évaluation
- Evaluation For Paut ASME 8 DIV 2Document3 pagesEvaluation For Paut ASME 8 DIV 2Woodrow Fox100% (1)
- Method Statement For Near Field Test: DCSM Project 2019Document5 pagesMethod Statement For Near Field Test: DCSM Project 2019Thinh NguyenPas encore d'évaluation
- PCN UT Course in Trichy, PCN RTFI Training in Trichy, PCN PT, MT, Eddy Current Courses in Trichy - TIWDocument4 pagesPCN UT Course in Trichy, PCN RTFI Training in Trichy, PCN PT, MT, Eddy Current Courses in Trichy - TIWagniva datta100% (2)
- API 510 Corr Rate - Rem LifeDocument1 pageAPI 510 Corr Rate - Rem Lifewillypumphandle_5309Pas encore d'évaluation
- Lesson 3 - IsO 9712Document13 pagesLesson 3 - IsO 9712Abdelaziz AbdoPas encore d'évaluation
- Weld Scanning ProcedureDocument5 pagesWeld Scanning ProcedureLutfi IsmailPas encore d'évaluation
- Reviewed UT Procedure 10-12-2016Document18 pagesReviewed UT Procedure 10-12-2016Muhammad Maulana100% (1)
- Eddy Current Array Technology For The Inspection of Aircraft and EngineDocument37 pagesEddy Current Array Technology For The Inspection of Aircraft and EnginealadinsanePas encore d'évaluation
- Purpose of Seminar: Phased Arrays: Codes and ApplicationsDocument6 pagesPurpose of Seminar: Phased Arrays: Codes and ApplicationsLương Hồ VũPas encore d'évaluation
- PAUT SS Blind Zone CoverageDocument3 pagesPAUT SS Blind Zone Coveragesnndhk0% (1)
- Paut Calibration Summary Both-Single Side (CS & SS)Document20 pagesPaut Calibration Summary Both-Single Side (CS & SS)prabhu_trichyPas encore d'évaluation
- LPT Spe QB 2Document6 pagesLPT Spe QB 2Aruchamy SelvakumarPas encore d'évaluation
- LRUTDocument6 pagesLRUTimranajmiPas encore d'évaluation
- UT Procedure PDFDocument23 pagesUT Procedure PDFcentaury2013Pas encore d'évaluation
- Phased ArrayDocument8 pagesPhased Arraysankaran_muthukumarPas encore d'évaluation
- Industrial radiography A Complete Guide - 2019 EditionD'EverandIndustrial radiography A Complete Guide - 2019 EditionPas encore d'évaluation
- 5.sensors 20 05992 v2Document16 pages5.sensors 20 05992 v2ARSALAN AHMADPas encore d'évaluation
- Saudi Aramco Inspection ChecklistDocument2 pagesSaudi Aramco Inspection ChecklistaamirapiPas encore d'évaluation
- Saes N 140Document10 pagesSaes N 140aamirapiPas encore d'évaluation
- SATIP-X-400-01 Rev 5Document3 pagesSATIP-X-400-01 Rev 5aamirapiPas encore d'évaluation
- SAIC-X-3002 Rev 5Document3 pagesSAIC-X-3002 Rev 5aamirapiPas encore d'évaluation
- Refractory Dry-Out Procedure For SRU Train 5 (MC-P06) Rev-ADocument107 pagesRefractory Dry-Out Procedure For SRU Train 5 (MC-P06) Rev-Aaamirapi100% (2)
- Saic N 2037Document5 pagesSaic N 2037aamirapiPas encore d'évaluation
- Saudi Aramco Inspection Checklist: Storage & Preservation of Fireclay Bricks & Mortar SAIC-N-2038 15-Dec-09 MechDocument1 pageSaudi Aramco Inspection Checklist: Storage & Preservation of Fireclay Bricks & Mortar SAIC-N-2038 15-Dec-09 MechaamirapiPas encore d'évaluation
- Saic N 2028Document4 pagesSaic N 2028aamirapi100% (1)
- Saudi Aramco Inspection Checklist: Post-Application Inspection of Fireclay Brick Installation SAIC-N-2041 15-Dec-09 MechDocument5 pagesSaudi Aramco Inspection Checklist: Post-Application Inspection of Fireclay Brick Installation SAIC-N-2041 15-Dec-09 MechaamirapiPas encore d'évaluation
- Saic N 2036Document6 pagesSaic N 2036aamirapiPas encore d'évaluation
- Saic N 2034Document4 pagesSaic N 2034aamirapiPas encore d'évaluation
- Saic N 2034Document4 pagesSaic N 2034aamirapiPas encore d'évaluation
- Saic N 2033Document5 pagesSaic N 2033aamirapiPas encore d'évaluation
- Saic N 2031Document4 pagesSaic N 2031aamirapi100% (1)
- Saudi Aramco Inspection ChecklistDocument6 pagesSaudi Aramco Inspection Checklistaamirapi100% (1)
- Saudi Aramco Inspection ChecklistDocument5 pagesSaudi Aramco Inspection Checklistaamirapi100% (1)
- Saic N 2029Document6 pagesSaic N 2029aamirapi100% (1)
- Saudi Aramco Inspection ChecklistDocument4 pagesSaudi Aramco Inspection Checklistaamirapi100% (2)
- Saudi Aramco Inspection ChecklistDocument5 pagesSaudi Aramco Inspection Checklistaamirapi100% (1)
- Test - SHEM - 07.05 (ANSWER SHEET.) : Employ Name ID# Department SignDocument1 pageTest - SHEM - 07.05 (ANSWER SHEET.) : Employ Name ID# Department SignaamirapiPas encore d'évaluation
- MD4 203 D 7150 340 9003 009 - AwcDocument1 pageMD4 203 D 7150 340 9003 009 - AwcaamirapiPas encore d'évaluation
- Saes N 120Document13 pagesSaes N 120aamirapi100% (1)
- Saudi Aramco Inspection ChecklistDocument1 pageSaudi Aramco Inspection Checklistaamirapi100% (1)
- Saudi Aramco Inspection ChecklistDocument7 pagesSaudi Aramco Inspection ChecklistaamirapiPas encore d'évaluation
- Plateform Deleted Hence This Gate Also Not RequiredDocument1 pagePlateform Deleted Hence This Gate Also Not RequiredaamirapiPas encore d'évaluation
- Saes N 100Document16 pagesSaes N 100aamirapiPas encore d'évaluation
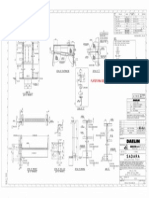
- Daelim: General NotesDocument1 pageDaelim: General NotesaamirapiPas encore d'évaluation
- Saes N 110Document17 pagesSaes N 110aamirapi100% (1)
- Author: Ani Ohanyan Title: Exiled Writer in Migrant LiteratureDocument10 pagesAuthor: Ani Ohanyan Title: Exiled Writer in Migrant LiteratureMarina MargaryanPas encore d'évaluation
- Comparative Between (LiNbO3) and (LiTaO3) in Detecting Acoustics Microwaves Using ClassificationDocument11 pagesComparative Between (LiNbO3) and (LiTaO3) in Detecting Acoustics Microwaves Using ClassificationIAES IJAIPas encore d'évaluation
- Nonstoichiometry and Crystal Growth of Lithium Niobate: 14.139.220.33 On: Wed, 01 Jul 2015 14:34:49Document7 pagesNonstoichiometry and Crystal Growth of Lithium Niobate: 14.139.220.33 On: Wed, 01 Jul 2015 14:34:49SoumitraHazraPas encore d'évaluation
- Sapace and PhotonicsDocument229 pagesSapace and PhotonicsNorbert PiechowiakPas encore d'évaluation
- 2018 PHD Thesis - Mohammad Amin Baghban (KTH) - Integrated Nanophotonic Devices in Lithium NiobateDocument114 pages2018 PHD Thesis - Mohammad Amin Baghban (KTH) - Integrated Nanophotonic Devices in Lithium NiobatealiflailasurumiPas encore d'évaluation
- CH 8-Electrooptic Devices PDFDocument34 pagesCH 8-Electrooptic Devices PDFMohit SinghPas encore d'évaluation
- Photoacoustic Spectroscopy in Trace Gas MonitoringDocument25 pagesPhotoacoustic Spectroscopy in Trace Gas MonitoringRIzwanaPas encore d'évaluation
- Femtosecond Pulsed Laser DepositionDocument15 pagesFemtosecond Pulsed Laser DepositionwuasamomPas encore d'évaluation
- Full PDF Krzysztof Iwaszczuk Thesis PDFDocument163 pagesFull PDF Krzysztof Iwaszczuk Thesis PDFRashid BhattiPas encore d'évaluation
- 2018 PHD Thesis - Martin Volk (Universität Der Bundeswehr Hamburg) - Optical Ridge Waveguides in Lithium Niobate and Potassium Titanyl PDocument130 pages2018 PHD Thesis - Martin Volk (Universität Der Bundeswehr Hamburg) - Optical Ridge Waveguides in Lithium Niobate and Potassium Titanyl PaliflailasurumiPas encore d'évaluation
- Iec TS 61994-4-4-2005Document18 pagesIec TS 61994-4-4-2005Francisco Ayancan AyancanPas encore d'évaluation
- Photonic Switching in SpaceDocument42 pagesPhotonic Switching in Spacemcclaink06Pas encore d'évaluation
- Wavelength Dispersion of Ti Induced Refractive Index Change in LiNbO3as A Function of Diffusion ParametersDocument9 pagesWavelength Dispersion of Ti Induced Refractive Index Change in LiNbO3as A Function of Diffusion ParametersYingPin TsaiPas encore d'évaluation
- Magneto-Optics: Presented By: ARIF Lubna ANIK IstiaqDocument27 pagesMagneto-Optics: Presented By: ARIF Lubna ANIK IstiaqIstiaq Ahmed AnikPas encore d'évaluation
- CH 12 Non Linear OpticsDocument26 pagesCH 12 Non Linear OpticsSudipta Romen BiswasPas encore d'évaluation
- Systems Engineering - Concepts, Tools and Applications PDFDocument149 pagesSystems Engineering - Concepts, Tools and Applications PDFBiteMe76Pas encore d'évaluation
- Crystals: Polaron Trapping and Migration in Iron-Doped Lithium NiobateDocument14 pagesCrystals: Polaron Trapping and Migration in Iron-Doped Lithium NiobateMony GarciaPas encore d'évaluation
- Polarization Independent, Tunable Waveguide Bragg Gratings in Lithium Niobate by Femtosecond Laser MicromachiningDocument2 pagesPolarization Independent, Tunable Waveguide Bragg Gratings in Lithium Niobate by Femtosecond Laser MicromachiningjohnPas encore d'évaluation
- Surface Contamination and Cleaning PDFDocument373 pagesSurface Contamination and Cleaning PDFherdiwan100% (7)
- Arthur 1995Document11 pagesArthur 1995Aung ThuraPas encore d'évaluation
- Displacement, Velocity & Acceleration SensorsDocument103 pagesDisplacement, Velocity & Acceleration SensorsMarey Morsy100% (2)
- Efficient Resonantly Enhanced Mach-Zehnder Optical Modulators On Lithium NiobateDocument185 pagesEfficient Resonantly Enhanced Mach-Zehnder Optical Modulators On Lithium NiobateDr-Mandeep SinghPas encore d'évaluation
- Models - Woptics.mach Zehnder ModulatorDocument58 pagesModels - Woptics.mach Zehnder ModulatorLeão AmaruPas encore d'évaluation
- Efek Pockel p5451 - e PDFDocument4 pagesEfek Pockel p5451 - e PDFBayuPermanagagPas encore d'évaluation
- Ultrahigh Strain and Piezoelectric Behavior in Relaxor Based Ferroelectric Single CrystalsDocument9 pagesUltrahigh Strain and Piezoelectric Behavior in Relaxor Based Ferroelectric Single CrystalsgeansoPas encore d'évaluation
- Novel Inorganic SolidsDocument78 pagesNovel Inorganic SolidsVigyan Pravaha100% (2)
- OSA - Search ResultsDocument4 pagesOSA - Search ResultsKrish PandiyanPas encore d'évaluation