Vous aimerez peut-être aussi
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- IRJET Manuscript TemplateDocument3 pagesIRJET Manuscript Templatekiran_wakchaurePas encore d'évaluation
- CFD Course: Sanjivani College of Engineering, KoparagaonDocument2 pagesCFD Course: Sanjivani College of Engineering, Koparagaonkiran_wakchaurePas encore d'évaluation
- Tom-I Question Bank UpdatedDocument174 pagesTom-I Question Bank Updatedkiran_wakchaurePas encore d'évaluation
- Simulation of Slider Crank Mechanism Using Adams ViesDocument5 pagesSimulation of Slider Crank Mechanism Using Adams Vieskiran_wakchaurePas encore d'évaluation
- Fuzzy Logic and It's ApplicationsDocument21 pagesFuzzy Logic and It's Applicationskiran_wakchaurePas encore d'évaluation
- Fea Tips Tricks Post ProcessinDocument12 pagesFea Tips Tricks Post Processinkiran_wakchaurePas encore d'évaluation
- Introduction To Kinematics of MachinesDocument16 pagesIntroduction To Kinematics of MachinesHarsha PrasadPas encore d'évaluation
- Frudensteins EquationDocument9 pagesFrudensteins Equationkiran_wakchaurePas encore d'évaluation
- Mechanical Stepless DrivesDocument7 pagesMechanical Stepless Driveskiran_wakchaure50% (2)
- U030 enDocument28 pagesU030 enkiran_wakchaurePas encore d'évaluation
- AMD Prepainted GalvalumeDocument4 pagesAMD Prepainted Galvalumekiran_wakchaurePas encore d'évaluation
- 03 Te Tom-IiDocument3 pages03 Te Tom-Iikiran_wakchaurePas encore d'évaluation
- 16 Jaggery From SugarcaneDocument8 pages16 Jaggery From Sugarcanekiran_wakchaurePas encore d'évaluation
- Ansys Commands and AcronymsDocument3 pagesAnsys Commands and Acronymskiran_wakchaurePas encore d'évaluation
- Prepared By: Prof K N Wakchaure: A Frame Which Supports The Cam and Guides The FollowerDocument11 pagesPrepared By: Prof K N Wakchaure: A Frame Which Supports The Cam and Guides The Followerkiran_wakchaurePas encore d'évaluation
- Metal Casting Process - 3Document11 pagesMetal Casting Process - 3kiran_wakchaurePas encore d'évaluation
- 2D & 3D TrussDocument43 pages2D & 3D Trusskiran_wakchaurePas encore d'évaluation
- Young's Modulus (Modulus of Elasticity) - E - Ultimate Tensile Strength - S Yield Strength - SDocument6 pagesYoung's Modulus (Modulus of Elasticity) - E - Ultimate Tensile Strength - S Yield Strength - Skiran_wakchaurePas encore d'évaluation
- Government Schemes: Jaggery Powder Plant ManufacturerDocument6 pagesGovernment Schemes: Jaggery Powder Plant Manufacturerkiran_wakchaurePas encore d'évaluation
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (345)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- Citrix Xenserver ® 6.0.2 Emergency Network Reset: Published Wednesday, 29 February 2012 1.0 EditionDocument6 pagesCitrix Xenserver ® 6.0.2 Emergency Network Reset: Published Wednesday, 29 February 2012 1.0 EditionJuan CarlosPas encore d'évaluation
- ECE320 Chapter 3 PDFDocument23 pagesECE320 Chapter 3 PDFAhsan NisarPas encore d'évaluation
- Oracle Exadata Technical Series: Smart ScanDocument59 pagesOracle Exadata Technical Series: Smart ScanVishnusivathej PotukanumaPas encore d'évaluation
- CSG CMT CalculationsDocument5 pagesCSG CMT Calculationsfrancisryan4519Pas encore d'évaluation
- Use of Multimeter TextDocument76 pagesUse of Multimeter Textprueba1100% (2)
- Piping Handbook Hydrocarbon Processing 1968 PDFDocument140 pagesPiping Handbook Hydrocarbon Processing 1968 PDFbogdan_chivulescuPas encore d'évaluation
- M S 1 1 - M S E 1 1: Hydraulic MotorsDocument36 pagesM S 1 1 - M S E 1 1: Hydraulic MotorsmehmetPas encore d'évaluation
- Textile AssignmentDocument8 pagesTextile AssignmentMahmudul Hasan Khan40% (5)
- Technical InformationDocument8 pagesTechnical Informationmyusuf_engineerPas encore d'évaluation
- Cable TrenchDocument57 pagesCable TrenchHari Krishna AaryanPas encore d'évaluation
- Production ManagementDocument81 pagesProduction ManagementrrathorePas encore d'évaluation
- Advance Concrete PDFDocument33 pagesAdvance Concrete PDFUdom RithPas encore d'évaluation
- DFH00191 - RAUTHERM SPEED HKV P - TI - EN - LayoutDocument4 pagesDFH00191 - RAUTHERM SPEED HKV P - TI - EN - LayoutRENSO BirouClujPas encore d'évaluation
- VORON2.2 ManualDocument120 pagesVORON2.2 ManualSsZzliMmPas encore d'évaluation
- Extended End-Plate Stiffener PDFDocument2 pagesExtended End-Plate Stiffener PDFaams_sPas encore d'évaluation
- Sop For LP Pump (R1)Document6 pagesSop For LP Pump (R1)SonratPas encore d'évaluation
- An-And-1-106 Basic CAN Bit TimingDocument9 pagesAn-And-1-106 Basic CAN Bit TimingNavneet Singh Pathania100% (1)
- How To Fix - External Disk Drive Suddenly Became RAWDocument96 pagesHow To Fix - External Disk Drive Suddenly Became RAWAntonio Marcano0% (1)
- CSC 263Document108 pagesCSC 263osecaloPas encore d'évaluation
- Chrony Beta and GammaDocument36 pagesChrony Beta and GammaÁdám MajorPas encore d'évaluation
- Brickwork ApparatusDocument4 pagesBrickwork ApparatusRoslie AbdullahPas encore d'évaluation
- Commisionign HVAC ChecklistDocument10 pagesCommisionign HVAC ChecklistCarolina HernándezPas encore d'évaluation
- Grabi Al Jubail ProfileDocument130 pagesGrabi Al Jubail ProfileSlid ISO100% (1)
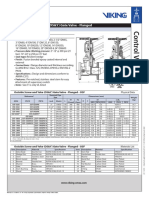
- Outside Screw and Yoke (OS&Y) Gate Valve - Flanged: Technical FeaturesDocument2 pagesOutside Screw and Yoke (OS&Y) Gate Valve - Flanged: Technical FeaturesMark Louie GuintoPas encore d'évaluation
- Master Thesis: Tasuku KanedaDocument77 pagesMaster Thesis: Tasuku Kanedamkali345Pas encore d'évaluation
- Deaton FE Slab DesignDocument57 pagesDeaton FE Slab DesignMohamed AliPas encore d'évaluation
- Ufgs 33 52 43.13Document40 pagesUfgs 33 52 43.13Tendai Felex MadukePas encore d'évaluation
- No35-Inclined Roof SystemDocument24 pagesNo35-Inclined Roof SystemKitanovic NenadPas encore d'évaluation
- Powerware 5110 UPS User's ManualDocument14 pagesPowerware 5110 UPS User's ManualjulbfuPas encore d'évaluation
- Operational Definition of TermsDocument2 pagesOperational Definition of TermsHazel Grace Tugado Torrecampo67% (3)