Vous aimerez peut-être aussi
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- 8 - Chemical FloodingDocument76 pages8 - Chemical FloodingSyafrina Putri100% (3)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- Corrosion Control in Refining IndustryDocument8 pagesCorrosion Control in Refining IndustryKmt_Ae0% (1)
- Chapter 7 - Casting ProcessDocument34 pagesChapter 7 - Casting ProcessIjal HaizalPas encore d'évaluation
- Repair of Rails On Site by Welding XA00127720Document20 pagesRepair of Rails On Site by Welding XA00127720wpsssamsungPas encore d'évaluation
- 09.soil LimingDocument25 pages09.soil LimingGAMUCHIRAI MUGADZAPas encore d'évaluation
- 24UTP Railway GBDocument8 pages24UTP Railway GBwpsssamsungPas encore d'évaluation
- Method Statement: Long Carbon EuropeDocument4 pagesMethod Statement: Long Carbon EuropewpsssamsungPas encore d'évaluation
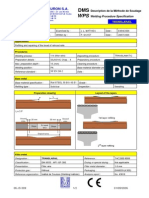
- WPS TranslarailDocument2 pagesWPS TranslarailwpsssamsungPas encore d'évaluation
- EN 1090 White Paper17 119019 PDFDocument24 pagesEN 1090 White Paper17 119019 PDFZaza PokumbaPas encore d'évaluation
- CastingDocument48 pagesCastingwpsssamsungPas encore d'évaluation
- Xii Cbse 3Document1 pageXii Cbse 3pradishkrishna22Pas encore d'évaluation
- 08 Chapter 12Document26 pages08 Chapter 12M Zia DogarPas encore d'évaluation
- Filox RDocument6 pagesFilox RMahmudul HasanPas encore d'évaluation
- Chapter-12 - Aldehydes-Ketones-and-Carboxylic-Acids Important QuestionDocument13 pagesChapter-12 - Aldehydes-Ketones-and-Carboxylic-Acids Important QuestionPonuPas encore d'évaluation
- Testing-LimestoneDocument22 pagesTesting-LimestoneJaphet Charles Japhet MunnahPas encore d'évaluation
- Flame TestsDocument12 pagesFlame TestsBella TyPas encore d'évaluation
- This Study Resource Was: Engineering Chemistry LaboratoryDocument7 pagesThis Study Resource Was: Engineering Chemistry Laboratoryapple bottom jeansPas encore d'évaluation
- The Chemical Accidents (Emergency Planning, Preparedness and Response) RULES, 1996'Document26 pagesThe Chemical Accidents (Emergency Planning, Preparedness and Response) RULES, 1996'Hemant KuralkarPas encore d'évaluation
- ω-Transaminases for the Production of Optically Pure Amines and Unnatural Amino AcidsDocument9 pagesω-Transaminases for the Production of Optically Pure Amines and Unnatural Amino AcidsChamula K MasPas encore d'évaluation
- Raspberry Seed Oil - Virgin - Lot# 1680816300317040417Document1 pageRaspberry Seed Oil - Virgin - Lot# 1680816300317040417WootPas encore d'évaluation
- UV-4024 MSDS (英文版)Document4 pagesUV-4024 MSDS (英文版)urbaezPas encore d'évaluation
- AP X-Super Lube Cj-4Document1 pageAP X-Super Lube Cj-4Sami KahtaniPas encore d'évaluation
- Assessment 6 (Concentration of Solution)Document2 pagesAssessment 6 (Concentration of Solution)shaneeeePas encore d'évaluation
- ATD and DSC Analyses of Nickel SuperalloysDocument4 pagesATD and DSC Analyses of Nickel SuperalloysEnary SalernoPas encore d'évaluation
- Thermochemical Characteristics of Dimethyl Ether - Alternative FuelDocument13 pagesThermochemical Characteristics of Dimethyl Ether - Alternative FuelAlvaro BenattiPas encore d'évaluation
- Lecture 5-6-Grossman and Jominy HardenabilityDocument58 pagesLecture 5-6-Grossman and Jominy Hardenabilitychristofer kevinPas encore d'évaluation
- Hair OilDocument5 pagesHair OilSairam KogantiPas encore d'évaluation
- Clariant Exolit Flame Retardants For E-MobilityDocument17 pagesClariant Exolit Flame Retardants For E-MobilityomlPas encore d'évaluation
- Basics of Petroleum Geology and Formation Evaluation: Jack HorkowitzDocument37 pagesBasics of Petroleum Geology and Formation Evaluation: Jack HorkowitzMarcos SerrãoPas encore d'évaluation
- Chemistry Notes 6.4 - 6.9Document4 pagesChemistry Notes 6.4 - 6.9Grace LeePas encore d'évaluation
- Class Assessment Result For Grades 1-10 Learning Area: - (English/Filipino/Mtb/Ap/Esp)Document18 pagesClass Assessment Result For Grades 1-10 Learning Area: - (English/Filipino/Mtb/Ap/Esp)Joe TitularPas encore d'évaluation
- Hess's Law Bond Enthalpies 5.3 (22 Marks) : 1a. (1 Mark)Document6 pagesHess's Law Bond Enthalpies 5.3 (22 Marks) : 1a. (1 Mark)sennaPas encore d'évaluation
- PBC® Battery OverviewDocument2 pagesPBC® Battery OverviewNikša StanojevićPas encore d'évaluation
- Membrane Separations 3Document29 pagesMembrane Separations 3NandhanPas encore d'évaluation
- Us GHG Inventory 2020 Annex 2 Emissions Fossil Fuel CombustionDocument108 pagesUs GHG Inventory 2020 Annex 2 Emissions Fossil Fuel CombustionOscar SilvánPas encore d'évaluation
- r05311803 Heat Treatment TechnologyDocument8 pagesr05311803 Heat Treatment TechnologySrinivasa Rao GPas encore d'évaluation