Vous aimerez peut-être aussi
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (399)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- BRCDocument114 pagesBRClzzhang10Pas encore d'évaluation
- Guelph PrmeDocument3 pagesGuelph PrmeRK MEHTAPas encore d'évaluation
- Left Hand Console: Electrical System 313 and 313 GC ExcavatorDocument6 pagesLeft Hand Console: Electrical System 313 and 313 GC ExcavatorHenry Sergio HuayhuaPas encore d'évaluation
- Operation and Maintenance Manual: C7.1 Industrial EngineDocument100 pagesOperation and Maintenance Manual: C7.1 Industrial Engineivan50% (2)
- Unbrick Seagate HDDDocument58 pagesUnbrick Seagate HDDFly KuPas encore d'évaluation
- ChE 103 Syllabus PDFDocument2 pagesChE 103 Syllabus PDFnadimPas encore d'évaluation
- Cooling Tower ReportDocument11 pagesCooling Tower Reportbae zazPas encore d'évaluation
- Heat Gain Due To InfiltrationDocument18 pagesHeat Gain Due To InfiltrationNg Swee Loong Steven100% (2)
- SP 90 00Document78 pagesSP 90 00aminPas encore d'évaluation
- Development of Groundwater Monitoring Wells in Granular AquitmentsDocument16 pagesDevelopment of Groundwater Monitoring Wells in Granular AquitmentsJose Luis Nava HernandezPas encore d'évaluation
- 193 Gmaw Zug Asme (Andhika Rolando 3g) WPQDocument1 page193 Gmaw Zug Asme (Andhika Rolando 3g) WPQMuhammad Fitransyah Syamsuar PutraPas encore d'évaluation
- W7 Smith CapacitorsDocument31 pagesW7 Smith CapacitorsyjandePas encore d'évaluation
- Lab 1 Silicon Diode S21314Document5 pagesLab 1 Silicon Diode S21314Muhd RzwanPas encore d'évaluation
- Paint Coverage ConsumptionDocument2 pagesPaint Coverage ConsumptionSahilPas encore d'évaluation
- Aplikasi Teknologi Pengolahan Air Asin Desa Tarupa Kecamatan Taka Bonerate Kabupaten SelayarDocument15 pagesAplikasi Teknologi Pengolahan Air Asin Desa Tarupa Kecamatan Taka Bonerate Kabupaten SelayarChrist ManapaPas encore d'évaluation
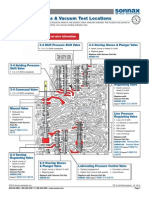
- 722 6 VacTestLocationsDocument4 pages722 6 VacTestLocationsUrszula WalczewskaPas encore d'évaluation
- PowerTech 4.5L &6.8L Diesel Engines - Level 12 Electronic Fuel System-Stanadyne DE10 Pump-CTM331Document550 pagesPowerTech 4.5L &6.8L Diesel Engines - Level 12 Electronic Fuel System-Stanadyne DE10 Pump-CTM331grand fir100% (39)
- Absolute LYFT Pulsed Eddy CurrentDocument2 pagesAbsolute LYFT Pulsed Eddy CurrentgulmuhrPas encore d'évaluation
- CE155 Estimating Lecture 3 PDFDocument71 pagesCE155 Estimating Lecture 3 PDFArly Tolentino100% (1)
- PC-Bedienungsanleitung Heater enDocument33 pagesPC-Bedienungsanleitung Heater enZoran Tanja JarakovićPas encore d'évaluation
- ME136P-2 Experiment 1.2 AporaDocument7 pagesME136P-2 Experiment 1.2 AporaErol Josef AporaPas encore d'évaluation
- Gu01 2009 Standard ReferenceDocument7 pagesGu01 2009 Standard ReferenceFrancis BoeyPas encore d'évaluation
- Compliance Options For UL 1446 BrochureDocument10 pagesCompliance Options For UL 1446 BrochureNeoZeruelPas encore d'évaluation
- CSWIP 3.1 New Book PDFDocument590 pagesCSWIP 3.1 New Book PDFAsim90% (10)
- Datasheet SKHI 22A PDFDocument12 pagesDatasheet SKHI 22A PDFGlauber GoncalvesPas encore d'évaluation
- Comitrol Processor Model 1700: Controlled Particle Size ReductionDocument2 pagesComitrol Processor Model 1700: Controlled Particle Size ReductionNguyễn Lê Anh KhoaPas encore d'évaluation
- Naphtha Catalytic Cracking For Propylene ProudctionDocument5 pagesNaphtha Catalytic Cracking For Propylene ProudctionWong Yee SunPas encore d'évaluation
- HSVC1 PP4-QA, QC Equipment Status Report - 20190828Document44 pagesHSVC1 PP4-QA, QC Equipment Status Report - 20190828nkvonPas encore d'évaluation
- M.tech Ise (2021-23) - List of Topics For PresentationDocument2 pagesM.tech Ise (2021-23) - List of Topics For PresentationAmarnath Reddy RagipindiPas encore d'évaluation
- MEGO AFEK Technical Manual 2013Document46 pagesMEGO AFEK Technical Manual 2013odraci2Pas encore d'évaluation