Vous aimerez peut-être aussi
- Codigotrabalho 2003Document147 pagesCodigotrabalho 2003Paula FonsecaPas encore d'évaluation
- DEPARTAMENTALIZAÇÃO - Estudos de CasosDocument5 pagesDEPARTAMENTALIZAÇÃO - Estudos de Casosalessandraaju383Pas encore d'évaluation
- Rtos Para Medição De Co2 Com Base No Rtos Osa, Mikroc Pro E Pic18f4620D'EverandRtos Para Medição De Co2 Com Base No Rtos Osa, Mikroc Pro E Pic18f4620Pas encore d'évaluation
- Medindo O Valor De Pico Para Uma Medição De Co2 Programado No PicD'EverandMedindo O Valor De Pico Para Uma Medição De Co2 Programado No PicPas encore d'évaluation
- Acionamento De Jato-ventilador De Acordo Com A Medição De Co2 Programado No PicD'EverandAcionamento De Jato-ventilador De Acordo Com A Medição De Co2 Programado No PicPas encore d'évaluation
- Rotomoldagem RevisobibliogrficainiciDocument16 pagesRotomoldagem Revisobibliogrficainicijsk789Pas encore d'évaluation
- Monitorando Co2 No Pic Com Sintetizador De Voz Programado No Visual C#D'EverandMonitorando Co2 No Pic Com Sintetizador De Voz Programado No Visual C#Pas encore d'évaluation
- Artigo Sobre CaldeirariaDocument12 pagesArtigo Sobre CaldeirariaHilvanirPas encore d'évaluation
- Relação de Materiais SISTEMA DE AC - IGO - CANOAS-RS-R1Document12 pagesRelação de Materiais SISTEMA DE AC - IGO - CANOAS-RS-R1daniloluisbarcelosgoPas encore d'évaluation
- Monitorando Co2 No Pic Com Sintetizador De Voz Programado No Visual BasicD'EverandMonitorando Co2 No Pic Com Sintetizador De Voz Programado No Visual BasicPas encore d'évaluation
- Monitorando A Concentração De Co2 Com O Pic E Visual C#D'EverandMonitorando A Concentração De Co2 Com O Pic E Visual C#Pas encore d'évaluation
- Projetos Com Arm Programado Em Arduino Com Base No Modelo Stm32f103c8 Parte XxxivD'EverandProjetos Com Arm Programado Em Arduino Com Base No Modelo Stm32f103c8 Parte XxxivPas encore d'évaluation
- Modelo de Pcmat CompletoDocument51 pagesModelo de Pcmat CompletoPauloEduardo0% (1)
- Telemetria Com Envio De E-mail Para Medir Co2 Com Base No Esp8266 Programado Em ArduinoD'EverandTelemetria Com Envio De E-mail Para Medir Co2 Com Base No Esp8266 Programado Em ArduinoPas encore d'évaluation
- Monitorando A Concentração De Co2 Com O Pic E Android Programado No App InventorD'EverandMonitorando A Concentração De Co2 Com O Pic E Android Programado No App InventorPas encore d'évaluation
- NBR 10879 NB 1180 - Calc... Basicas para Projeto PDFDocument15 pagesNBR 10879 NB 1180 - Calc... Basicas para Projeto PDFtony_1973Pas encore d'évaluation
- Trabalho Protocolo Logistico ProntoDocument12 pagesTrabalho Protocolo Logistico ProntoAlex MartinsPas encore d'évaluation
- Instalacoes PrediaisDocument117 pagesInstalacoes PrediaisDaniel RamirezPas encore d'évaluation
- Acionamento De Jato-ventilador De Acordo Com A Medição De Co2 Programado No ArduinoD'EverandAcionamento De Jato-ventilador De Acordo Com A Medição De Co2 Programado No ArduinoPas encore d'évaluation
- NBR 11515 - 2007 - Seguranca Armazenamento DadosDocument9 pagesNBR 11515 - 2007 - Seguranca Armazenamento DadosembsbrPas encore d'évaluation
- Medindo O Valor De Pico Da Medição De Co2 Programado No ArduinoD'EverandMedindo O Valor De Pico Da Medição De Co2 Programado No ArduinoPas encore d'évaluation
- Monitorando A Concentração De Co2 Com O Pic E Visual BasicD'EverandMonitorando A Concentração De Co2 Com O Pic E Visual BasicPas encore d'évaluation
- Medindo O Valor De Pico De Um Co2 Programado Em Arduino No Stm8D'EverandMedindo O Valor De Pico De Um Co2 Programado Em Arduino No Stm8Pas encore d'évaluation
- Projetos Com Arm Programado Em C No Cubeide Com Base No Modelo Stm32f103c8 Parte XxivD'EverandProjetos Com Arm Programado Em C No Cubeide Com Base No Modelo Stm32f103c8 Parte XxivPas encore d'évaluation
- Pca - LaticinioDocument6 pagesPca - LaticinionyrahPas encore d'évaluation
- TCC Molas - FabrícioDocument28 pagesTCC Molas - FabrícioAntonioMoraesPas encore d'évaluation
- Projeto de Trelica Metalica Plana de Galpao IndustrialDocument31 pagesProjeto de Trelica Metalica Plana de Galpao Industrialfabio_lossPas encore d'évaluation
- Instalacoes Eletricas Prediais - EletricidadeDocument118 pagesInstalacoes Eletricas Prediais - EletricidadeGeovany Silva100% (2)
- Lista 3Document10 pagesLista 3rafaelapavoni1Pas encore d'évaluation
- Conectando O Esp8266 Ao Bd Sql Na Web Para Medir Co2 Programado Em ArduinoD'EverandConectando O Esp8266 Ao Bd Sql Na Web Para Medir Co2 Programado Em ArduinoPas encore d'évaluation
- Monitorando A Concentração De Co Com O Pic E Visual BasicD'EverandMonitorando A Concentração De Co Com O Pic E Visual BasicPas encore d'évaluation
- Cadastramento de Espaço ConfinadoDocument2 pagesCadastramento de Espaço ConfinadoBruney Seares89% (38)
- Usando Uma Impressora Térmica Para Registrar A Concentração De Co2 Programado No ArduinoD'EverandUsando Uma Impressora Térmica Para Registrar A Concentração De Co2 Programado No ArduinoPas encore d'évaluation
- Desenvolvendo Um Datalogger E Armazenando No Arquivo Formato Csv Para Medir Co2 Com PicD'EverandDesenvolvendo Um Datalogger E Armazenando No Arquivo Formato Csv Para Medir Co2 Com PicPas encore d'évaluation
- Desenvolvendo Um Supervisório Em Vc# Com Gráfico Scope Para Monitoramento De Co2 Programado No PicD'EverandDesenvolvendo Um Supervisório Em Vc# Com Gráfico Scope Para Monitoramento De Co2 Programado No PicPas encore d'évaluation
- TCC - Influência Do Dobramento A Frio Na Microestrutura e Microdureza de Um Aço Baixo Carbono Abntsae 1015Document67 pagesTCC - Influência Do Dobramento A Frio Na Microestrutura e Microdureza de Um Aço Baixo Carbono Abntsae 1015Yuichiro NakataPas encore d'évaluation
- Memorial Descritivo Pavimentação Blocos Sextavados - Rua Sebastião Mendes FirminoDocument15 pagesMemorial Descritivo Pavimentação Blocos Sextavados - Rua Sebastião Mendes FirminoIngo GonçalvesPas encore d'évaluation
- Monitorando Co2 No Pic Com Sintetizador De Voz Programado No PythonD'EverandMonitorando Co2 No Pic Com Sintetizador De Voz Programado No PythonPas encore d'évaluation
- Desenvolvendo Um Supervisório Em Vb Com Gauge Angular Para Monitoramento De Co2 Programado No PicD'EverandDesenvolvendo Um Supervisório Em Vb Com Gauge Angular Para Monitoramento De Co2 Programado No PicPas encore d'évaluation
- Trabalho Final Hysys Graficos Modificados Emp 11 08Document20 pagesTrabalho Final Hysys Graficos Modificados Emp 11 08acastillo1339Pas encore d'évaluation
- Desenvolvendo Um Supervisório Em Vc# Com Gauge Angular Para Monitoramento De Co2 Programado No PicD'EverandDesenvolvendo Um Supervisório Em Vc# Com Gauge Angular Para Monitoramento De Co2 Programado No PicPas encore d'évaluation
- Anexo XXIV - Memorial Descritivo Rede de Distribuicao de AguaDocument8 pagesAnexo XXIV - Memorial Descritivo Rede de Distribuicao de AguaEng Marcel Miguel AyoubPas encore d'évaluation
- Rtos Para Medição De Co Com Base No Rtos Osa, Mikroc Pro E Pic18f4620D'EverandRtos Para Medição De Co Com Base No Rtos Osa, Mikroc Pro E Pic18f4620Pas encore d'évaluation
- NBR 6673 PDFDocument10 pagesNBR 6673 PDFrodrigogroszPas encore d'évaluation
- Medindo O Valor De Pico De Um Co Programado Em Arduino No Stm8D'EverandMedindo O Valor De Pico De Um Co Programado Em Arduino No Stm8Pas encore d'évaluation
- Enviando A Medição De Co2 Para Monitoramento No Vc# Com A Stm8 Programada Em ArduinoD'EverandEnviando A Medição De Co2 Para Monitoramento No Vc# Com A Stm8 Programada Em ArduinoPas encore d'évaluation
- Reavaliação Dos Impactos Ambientais - Morro Do IpêDocument52 pagesReavaliação Dos Impactos Ambientais - Morro Do Ipêmayaramaira.rimaconsultoriaPas encore d'évaluation
- Desenvolvendo Um Web Server Na Rede Ethernet Com W5100 Para Monitorar Concentração De Co2 Programado No ArduinoD'EverandDesenvolvendo Um Web Server Na Rede Ethernet Com W5100 Para Monitorar Concentração De Co2 Programado No ArduinoPas encore d'évaluation
- Monitorando A Concentração De Co2 Através Do Telegram Com Esp32 Programado Em ArduinoD'EverandMonitorando A Concentração De Co2 Através Do Telegram Com Esp32 Programado Em ArduinoPas encore d'évaluation
- Projetos Com Arm Programado Em C No Cubeide Com Base No Modelo Stm32f103c8 Parte XxiiiD'EverandProjetos Com Arm Programado Em C No Cubeide Com Base No Modelo Stm32f103c8 Parte XxiiiPas encore d'évaluation
- Monitorando Através Do Visual Basic Co2 Com Esp32 Programado Em ArduinoD'EverandMonitorando Através Do Visual Basic Co2 Com Esp32 Programado Em ArduinoPas encore d'évaluation
- Custo de Produção GoiabaDocument4 pagesCusto de Produção GoiabaEric ViniciusPas encore d'évaluation
- Medindo O Valor De Pico Co2 Programado Em Arduino Esp32D'EverandMedindo O Valor De Pico Co2 Programado Em Arduino Esp32Pas encore d'évaluation
- Questões p2Document11 pagesQuestões p2Gabriel GutierrezPas encore d'évaluation
- Monitorando A Concentração De Co2 Através Do Telegram Com Esp8266 (nodemcu) Programado Em ArduinoD'EverandMonitorando A Concentração De Co2 Através Do Telegram Com Esp8266 (nodemcu) Programado Em ArduinoPas encore d'évaluation
- Implementando Um Web Server Com Firewall Na Rede Ethernet Com W5100 Para Monitorar Concentração De Co2 Programado No ArduinoD'EverandImplementando Um Web Server Com Firewall Na Rede Ethernet Com W5100 Para Monitorar Concentração De Co2 Programado No ArduinoPas encore d'évaluation
- Desenvolvendo Um Datalogger Para Medir Concentração De Co2 Com PicD'EverandDesenvolvendo Um Datalogger Para Medir Concentração De Co2 Com PicPas encore d'évaluation
- Descritivo CJ Fossa Bio GD VolDocument19 pagesDescritivo CJ Fossa Bio GD VolGilson MilaniPas encore d'évaluation
- LucasSO MONODocument77 pagesLucasSO MONOmariliaPas encore d'évaluation
- Aula 11 Carga AxialDocument31 pagesAula 11 Carga AxialMarcelo LiraPas encore d'évaluation
- Ácido SulfônicoDocument3 pagesÁcido SulfônicoAmanda100% (1)
- Exercicios Resolvidos - Maquinas Elétricas - FitzgeraldDocument6 pagesExercicios Resolvidos - Maquinas Elétricas - FitzgeraldFelipe OrfanóPas encore d'évaluation
- Peroxido de Hidroganio-IodometriaDocument4 pagesPeroxido de Hidroganio-IodometriaFrancisca MacelmaPas encore d'évaluation
- Relatório Invertase - Cinética e InibiçãoDocument16 pagesRelatório Invertase - Cinética e InibiçãoLetícia M. Sgobi100% (1)
- Postes de Concreto - EspecificaçõesDocument19 pagesPostes de Concreto - EspecificaçõesmjmendoncaPas encore d'évaluation
- Apostila de Análise Estrutural I - Vigas Isostáticas Part. 2Document6 pagesApostila de Análise Estrutural I - Vigas Isostáticas Part. 2CaykeLuisPas encore d'évaluation
- Dnit128 2010 emDocument5 pagesDnit128 2010 emFranz Richard Sardinas MallcoPas encore d'évaluation
- Vidrarias de LaboratorioDocument8 pagesVidrarias de LaboratoriomarcoswbarrosPas encore d'évaluation
- Manual JuntasDocument19 pagesManual JuntasjpgodoyvelascoPas encore d'évaluation
- Junta EvazoteDocument2 pagesJunta EvazoteAlex CrispimPas encore d'évaluation
- Ficha Técnica ASS39SCDocument2 pagesFicha Técnica ASS39SCViDuarte33Pas encore d'évaluation
- Cabos para Uso MovelDocument3 pagesCabos para Uso MovelpctelecombrPas encore d'évaluation
- Física I INTESP 5 Lista de Exercícios vs97Document2 pagesFísica I INTESP 5 Lista de Exercícios vs97lilian_80Pas encore d'évaluation
- NBR 12660 - Arruelas Lisas Chanfradas - Serie Normal - Dureza Classe 300 HV - Produto Grau A PDFDocument3 pagesNBR 12660 - Arruelas Lisas Chanfradas - Serie Normal - Dureza Classe 300 HV - Produto Grau A PDFstalker0xPas encore d'évaluation
- IV Relatório Preparo de Soluções PDFDocument8 pagesIV Relatório Preparo de Soluções PDFismaPas encore d'évaluation
- Qumica 10ºanoDocument3 pagesQumica 10ºanosab_scpPas encore d'évaluation
- Manutenção GC Ms (PT-BR)Document316 pagesManutenção GC Ms (PT-BR)rogerio souzaPas encore d'évaluation
- Resultados Mestrado Profissional Ciência Sem FronteirasDocument25 pagesResultados Mestrado Profissional Ciência Sem FronteirasRafael CamposPas encore d'évaluation
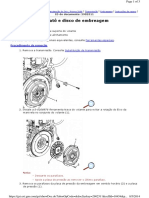
- Substituição Do Cilindro Atuador Da EmbreagemDocument3 pagesSubstituição Do Cilindro Atuador Da EmbreagemEduardo WagnerPas encore d'évaluation
- NBR 8094 Material Metálico Revestido e Não Revestido - Corrosão Por Exposição À Névoa SalinaDocument3 pagesNBR 8094 Material Metálico Revestido e Não Revestido - Corrosão Por Exposição À Névoa SalinaMarcio NovoPas encore d'évaluation
- Aula - Pontes de Concreto - Carga PermanenteDocument25 pagesAula - Pontes de Concreto - Carga PermanenteMarcelo CoimbraPas encore d'évaluation
- NBR 9575 98Document5 pagesNBR 9575 98MelMorenaVarjão100% (1)
- Soluções - Colóides - 12 QuestõesDocument6 pagesSoluções - Colóides - 12 QuestõesProfAlexandreOliveiraIIPas encore d'évaluation
- 10 - Representações Da Protensão PDFDocument16 pages10 - Representações Da Protensão PDFLuciano GuttierrezPas encore d'évaluation
- NBR 15575-4 (Projeto)Document75 pagesNBR 15575-4 (Projeto)ricaneliPas encore d'évaluation
- Lista 1Document2 pagesLista 1Is BritoPas encore d'évaluation
- Aula 6 Volumetria de Precipitação Alunos 2011.1Document28 pagesAula 6 Volumetria de Precipitação Alunos 2011.1Kátia Roberta0% (1)
- Manual Tecnico LubrificantesDocument105 pagesManual Tecnico LubrificantesVictor MarrafonPas encore d'évaluation