Vous aimerez peut-être aussi
- Electric Motors For RoboticsDocument16 pagesElectric Motors For RoboticsMunindar KumarPas encore d'évaluation
- Brushless DC Electric MotorDocument8 pagesBrushless DC Electric MotorAngel VelasquezPas encore d'évaluation
- AC Motor, Servo Motor and Stepper MotorDocument12 pagesAC Motor, Servo Motor and Stepper MotorAhmedSayedPas encore d'évaluation
- Stepper and Servo MotorDocument5 pagesStepper and Servo Motorகோகுல்நாத் ஸ்ரீ கிPas encore d'évaluation
- Course EWIS 00-113Document74 pagesCourse EWIS 00-113flytechlda1963100% (3)
- The Official Book For The Commodore 128Document230 pagesThe Official Book For The Commodore 128DustdragonPas encore d'évaluation
- What Is Servo Motor Servomotor: Rotary Actuator Linear ActuatorDocument11 pagesWhat Is Servo Motor Servomotor: Rotary Actuator Linear ActuatorThe-kiros HadushPas encore d'évaluation
- Interfacing of A Stepper Motor With An 8051 MicrocontrollerDocument33 pagesInterfacing of A Stepper Motor With An 8051 Microcontrolleryogender_kumar_aryaPas encore d'évaluation
- ActuatorDocument61 pagesActuatorforeverdieselPas encore d'évaluation
- 1 10 DM45spurhd Rev001Document10 pages1 10 DM45spurhd Rev001whmidi7331Pas encore d'évaluation
- DC MotorsDocument12 pagesDC MotorsJamie Ray DalisayPas encore d'évaluation
- Brushless DC MotorDocument3 pagesBrushless DC MotorAnsuman Sharma100% (1)
- Servo Motor - Types, Construction, Working, Controlling & ApplicationsDocument7 pagesServo Motor - Types, Construction, Working, Controlling & ApplicationsAHMED YOUSEFPas encore d'évaluation
- BLDC MotorDocument55 pagesBLDC MotorDr. Syed Abdul Rahman Kashif100% (1)
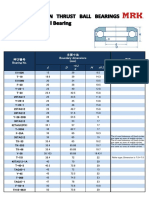
- King Pin Thrust Ball BearingsDocument3 pagesKing Pin Thrust Ball BearingsFernando Bautista100% (2)
- Industrial Motor ControlDocument12 pagesIndustrial Motor Controlganesh madhav kendrePas encore d'évaluation
- The Basic DC MotorDocument22 pagesThe Basic DC MotortamilselviPas encore d'évaluation
- DC MotorsDocument12 pagesDC Motorsmuletola7Pas encore d'évaluation
- Brushless DC Electric MotorDocument7 pagesBrushless DC Electric Motorايسر عليويPas encore d'évaluation
- Introduction To Motion Control Technology: EngineeringDocument4 pagesIntroduction To Motion Control Technology: EngineeringKhadija RvPas encore d'évaluation
- BDLC MotorDocument8 pagesBDLC MotorArun VijayPas encore d'évaluation
- Construction and Working of Brushless DC PDFDocument12 pagesConstruction and Working of Brushless DC PDFaswardi8756Pas encore d'évaluation
- Direct Current (DC) Motors: OperationDocument6 pagesDirect Current (DC) Motors: OperationckyprianouPas encore d'évaluation
- Types of MotorsDocument15 pagesTypes of Motorskbp qawaPas encore d'évaluation
- Brushed DC MotorDocument6 pagesBrushed DC MotorPrakhar AgrawalPas encore d'évaluation
- Robotic Sensors: Robot Actuators - Different TypesDocument4 pagesRobotic Sensors: Robot Actuators - Different Typesmohan_rapaka100% (1)
- BLDC Motor : Brush Less DC MotorDocument11 pagesBLDC Motor : Brush Less DC MotorVARSHAN MOHAN0% (1)
- Brushless DC MotorDocument22 pagesBrushless DC MotorPhilip I. Ay-AdPas encore d'évaluation
- Welcome To International Journal of Engineering Research and Development (IJERD)Document8 pagesWelcome To International Journal of Engineering Research and Development (IJERD)IJERDPas encore d'évaluation
- Block Diagram: Body of RobotDocument11 pagesBlock Diagram: Body of RobotAbraham Rohith RoyPas encore d'évaluation
- Servomotor: Servo MotorDocument4 pagesServomotor: Servo MotorAngel AventedorPas encore d'évaluation
- Special Types of Machines & Microprocessor Based FunctionalDocument20 pagesSpecial Types of Machines & Microprocessor Based FunctionalSintiya TarannumPas encore d'évaluation
- Automatic Sun Tracking System - ASTSDocument15 pagesAutomatic Sun Tracking System - ASTSAkramPas encore d'évaluation
- Unit 4Document16 pagesUnit 4udayoleti21005a0406Pas encore d'évaluation
- Design of Electric Bicycle Controller: Computer and Information ScienceDocument5 pagesDesign of Electric Bicycle Controller: Computer and Information ScienceCABean1Pas encore d'évaluation
- EPS Tech Feature Single NODATADocument4 pagesEPS Tech Feature Single NODATARaja NesPas encore d'évaluation
- Stepper MotorDocument16 pagesStepper Motorpartha DasPas encore d'évaluation
- Brushless DC Electric Motor PDFDocument6 pagesBrushless DC Electric Motor PDFAsif MudgalPas encore d'évaluation
- Stepper Motor Basics: Applicationnote001Document13 pagesStepper Motor Basics: Applicationnote001shark seas100% (1)
- Automatic Sun Tracking System - ASTSDocument15 pagesAutomatic Sun Tracking System - ASTSAmit DebnathPas encore d'évaluation
- Overview of Industrial Motor Control SystemsDocument8 pagesOverview of Industrial Motor Control Systemsiwuo4797Pas encore d'évaluation
- Electronics Hub: Projects - Tutorials - Courses - KitsDocument13 pagesElectronics Hub: Projects - Tutorials - Courses - KitsanujPas encore d'évaluation
- Control Theory 31 PDFDocument44 pagesControl Theory 31 PDFAmit TiwaryPas encore d'évaluation
- Solar Tracking System With GSM Monitoring: Report On Stepper Motor DriverDocument30 pagesSolar Tracking System With GSM Monitoring: Report On Stepper Motor DriverRam PrasathPas encore d'évaluation
- BLDC MotorDocument8 pagesBLDC MotorMahlet MelessePas encore d'évaluation
- Stepper MotorDocument12 pagesStepper MotorToheebPas encore d'évaluation
- Robotic Trolley For Material HandlingDocument46 pagesRobotic Trolley For Material HandlingSaggy ChhataniPas encore d'évaluation
- Servo MoDocument10 pagesServo MonatiPas encore d'évaluation
- Brushless DC Electric MotorDocument8 pagesBrushless DC Electric MotorankitPas encore d'évaluation
- 1 - Stepper MotorDocument3 pages1 - Stepper MotorHARSHIT TOMARPas encore d'évaluation
- BLDC Motor: 4 Pole 2 Phase Motor OperationDocument10 pagesBLDC Motor: 4 Pole 2 Phase Motor OperationG.R.AzhaguvelSaranya Professor MechanicalPas encore d'évaluation
- Term Paper DC MotorsDocument14 pagesTerm Paper DC MotorsVivekPrakash100% (1)
- Technical Information: Product Finder Home PageDocument6 pagesTechnical Information: Product Finder Home PageawemetalPas encore d'évaluation
- "Stepper Motor Control Using Arduino": Minor ProjectDocument22 pages"Stepper Motor Control Using Arduino": Minor ProjectNâwãl KîšhôřPas encore d'évaluation
- Research Paper On DC Motor ControlDocument8 pagesResearch Paper On DC Motor Controlfvgjcq6aPas encore d'évaluation
- Servo Motor ThesisDocument4 pagesServo Motor Thesisafloattaxmxufr100% (1)
- Brushless DC Motor-Stepper Motor-ServomotorDocument5 pagesBrushless DC Motor-Stepper Motor-ServomotorMohd Faisal JalilPas encore d'évaluation
- Acknowledgment: Ranjeetkumar Singh For TheirDocument49 pagesAcknowledgment: Ranjeetkumar Singh For Theirsavani24Pas encore d'évaluation
- Brushless DC Motor Working Principle and ApplicationsDocument6 pagesBrushless DC Motor Working Principle and ApplicationsMd Samee MPas encore d'évaluation
- Rotary CNC Laser Engraver: InstructablesDocument11 pagesRotary CNC Laser Engraver: InstructablesMaxmore Karumamupiyo100% (1)
- Tamer Samir Mahmoud Abdul Majeed - 3 - CNC Hardware & Tooling BasicsDocument54 pagesTamer Samir Mahmoud Abdul Majeed - 3 - CNC Hardware & Tooling BasicsnenadPas encore d'évaluation
- Ac-Dc-Servomotor-Net NotesDocument9 pagesAc-Dc-Servomotor-Net NotesDINESHKUMAR SPas encore d'évaluation
- Ipblock For UbuntuDocument5 pagesIpblock For Ubuntuaqtu12fucPas encore d'évaluation
- NC, CNC and DNCDocument7 pagesNC, CNC and DNCaqtu12fuc67% (3)
- CF - How To Reach NiecDocument3 pagesCF - How To Reach Niecaqtu12fucPas encore d'évaluation
- Computer Aided Process PlanningDocument6 pagesComputer Aided Process Planningaqtu12fucPas encore d'évaluation
- CNC Design FeaturesDocument10 pagesCNC Design Featuresaqtu12fuc100% (1)
- Ggsipu Holiday List 2008Document2 pagesGgsipu Holiday List 2008aqtu12fucPas encore d'évaluation
- Classification of CNC MachineDocument11 pagesClassification of CNC Machineaqtu12fuc81% (16)
- TD 14M Extra LGP Specifications in EnglishDocument6 pagesTD 14M Extra LGP Specifications in EnglishJoshwa SimamoraPas encore d'évaluation
- VESDA-LCD-Programmer - TDS 2019 ©Document2 pagesVESDA-LCD-Programmer - TDS 2019 ©Freddy BelizarioPas encore d'évaluation
- Tutorial UnifiDocument5 pagesTutorial UnifiDanielTylerPas encore d'évaluation
- 135ccoz 2Document109 pages135ccoz 2mujakesedzijaPas encore d'évaluation
- Suggested Tightening Torque1 Values To Produce Corresponding Bolt Clamping Loads PDFDocument1 pageSuggested Tightening Torque1 Values To Produce Corresponding Bolt Clamping Loads PDFdesc82Pas encore d'évaluation
- Hino AlternadorDocument14 pagesHino AlternadorYeam_90Pas encore d'évaluation
- 750to850 Retrofit-A2Document38 pages750to850 Retrofit-A2이성종Pas encore d'évaluation
- E560 23ba23 DSDocument4 pagesE560 23ba23 DSSalvador FayssalPas encore d'évaluation
- En Manual GA 4 - 01 Rev1 - 00Document15 pagesEn Manual GA 4 - 01 Rev1 - 00Trajko GorgievskiPas encore d'évaluation
- Installation and Operation Manual For Esareka Aluminum Stop LogDocument1 pageInstallation and Operation Manual For Esareka Aluminum Stop LogWarren YongPas encore d'évaluation
- сервис мануал на английском Samsung PN43D450A2DXZA шасси F81A 02 PDFDocument7 pagesсервис мануал на английском Samsung PN43D450A2DXZA шасси F81A 02 PDFMaurílio DiasPas encore d'évaluation
- Keithley 2460 High Current SourceMeter SMU DatasheetDocument15 pagesKeithley 2460 High Current SourceMeter SMU DatasheetJohn CorralesPas encore d'évaluation
- MPMC Unit 3Document31 pagesMPMC Unit 3Arvee JiPas encore d'évaluation
- DC Motors Practical ReportDocument10 pagesDC Motors Practical ReportBit CoinPas encore d'évaluation
- KOHLERDocument3 pagesKOHLER91101 CAPas encore d'évaluation
- NTE572 Silicon Rectifier General Purpose, Fast Recovery: FeaturesDocument1 pageNTE572 Silicon Rectifier General Purpose, Fast Recovery: FeaturesElectronicos CaldasPas encore d'évaluation
- Appendix: - Optional FunctionDocument11 pagesAppendix: - Optional FunctionArvin ArmojallasPas encore d'évaluation
- Manual Clack TCDocument16 pagesManual Clack TCraul morenoPas encore d'évaluation
- COA Lab FileDocument25 pagesCOA Lab FileChetan MittalPas encore d'évaluation
- ABB Review 2-2010 - 72dpi PDFDocument4 pagesABB Review 2-2010 - 72dpi PDFNguyễn Văn HưngPas encore d'évaluation
- Akrapovic Slip On Exhaust Ducati8991199 PanigaleDocument18 pagesAkrapovic Slip On Exhaust Ducati8991199 PanigaleDeSmO ManUPas encore d'évaluation
- Necessary Materials For Connecting CCTV Camera With DVR AssignmentDocument10 pagesNecessary Materials For Connecting CCTV Camera With DVR AssignmentSanjeevi KandasamyPas encore d'évaluation
- Alat Uji Emsi Solar CosberDocument2 pagesAlat Uji Emsi Solar CosberJuliansyahPas encore d'évaluation
- HVAC Product Brochure Ilovepdf CompressedDocument79 pagesHVAC Product Brochure Ilovepdf CompressedSameera Sri VidurangaPas encore d'évaluation
- Honda JAZZ Transmission Oil Fluid CheckDocument5 pagesHonda JAZZ Transmission Oil Fluid CheckGaborJPas encore d'évaluation
- 5.0 Trouble-Shooting Eclipse Information Guide: CautionDocument8 pages5.0 Trouble-Shooting Eclipse Information Guide: CautionAlberto Ontiveros LimonPas encore d'évaluation