Vous aimerez peut-être aussi
- Magnetic Particle Inspection - PresentationDocument37 pagesMagnetic Particle Inspection - PresentationzdenmanPas encore d'évaluation
- Doppler Shift Flow MetersDocument15 pagesDoppler Shift Flow MetersHonesto Raff IvanPas encore d'évaluation
- Level TypesDocument14 pagesLevel TypesVarsha Praburam100% (1)
- Product Data Sheet MPFM 2600 M Roxar en Us 170810 PDFDocument10 pagesProduct Data Sheet MPFM 2600 M Roxar en Us 170810 PDFglopessPas encore d'évaluation
- Hooke's Law and PressureDocument12 pagesHooke's Law and Pressurevivaan100% (1)
- Chemical AutosavedDocument20 pagesChemical AutosavedZhaye AnnPas encore d'évaluation
- Data ReductionDocument13 pagesData ReductionguillogpsPas encore d'évaluation
- Haemolytic Anemia: DR Dumitha Govindapala MBBS, MD (Col), MRCP (London), FRCPDocument53 pagesHaemolytic Anemia: DR Dumitha Govindapala MBBS, MD (Col), MRCP (London), FRCPLilaksha Hasaranga100% (1)
- H010920 MPFM PDFDocument2 pagesH010920 MPFM PDFFriday IjokgwungPas encore d'évaluation
- High-Pressure Union Pressure Transducer Performance Verification Procedu...Document11 pagesHigh-Pressure Union Pressure Transducer Performance Verification Procedu...LudwinPas encore d'évaluation
- Society of Petroleum GeophysicistsDocument57 pagesSociety of Petroleum Geophysicistsdinesh_hsenidPas encore d'évaluation
- Esmer MPFMDocument14 pagesEsmer MPFMahcenenPas encore d'évaluation
- Bourdon TubeDocument13 pagesBourdon TubeJamer Ian Mustapha100% (2)
- Magnetic Particle TestingDocument37 pagesMagnetic Particle Testingjiten100% (1)
- Brief History of The SIDocument2 pagesBrief History of The SItirutkkPas encore d'évaluation
- History of FlowmetersDocument3 pagesHistory of FlowmetersProteus Industries100% (1)
- Verifying Flowmeter Accuracy PDFDocument8 pagesVerifying Flowmeter Accuracy PDFAyman TermaniniPas encore d'évaluation
- A Comprehensive Approach To The Design of Advanced Well Completions PDFDocument174 pagesA Comprehensive Approach To The Design of Advanced Well Completions PDFanon_450586282Pas encore d'évaluation
- ESMER BrochureDocument5 pagesESMER BrochureFabricioPas encore d'évaluation
- Advanced Techniques For Acoustic Liquid Level DeterminationDocument14 pagesAdvanced Techniques For Acoustic Liquid Level Determinationmáté_galambosiPas encore d'évaluation
- Level Measurement: - Some of The Most Commonly Used Liquid-Level Measurement Methods AreDocument27 pagesLevel Measurement: - Some of The Most Commonly Used Liquid-Level Measurement Methods AredliyaxPas encore d'évaluation
- CSI AVW1-4 Vibrating Wire SensorsDocument2 pagesCSI AVW1-4 Vibrating Wire SensorsBrian McMorris100% (1)
- MEDENG Technologies BrochureDocument3 pagesMEDENG Technologies Brochurevanselmetti1969Pas encore d'évaluation
- TransducersDocument66 pagesTransducersAnanya SrivastavaPas encore d'évaluation
- Fiber Optic Sensor Technology: An OverviewDocument22 pagesFiber Optic Sensor Technology: An OverviewNadia F Mohammad Al-RoshdeePas encore d'évaluation
- 11 - Data Obtained During WTDocument18 pages11 - Data Obtained During WTAmin Amin100% (1)
- Level Measurement Using Gauge Glass TechniqueDocument3 pagesLevel Measurement Using Gauge Glass TechniqueYeabsira WorkagegnehuPas encore d'évaluation
- Testing A MosfetDocument3 pagesTesting A Mosfettenison100% (3)
- Coriolis White PaperDocument17 pagesCoriolis White PaperOscar Yazit Salah GarcíaPas encore d'évaluation
- Why Choose Intrinsic SafetyDocument4 pagesWhy Choose Intrinsic Safetysandystays100% (1)
- Understanding PH MeasurementDocument10 pagesUnderstanding PH MeasurementAnnisa Novita Putri SiregarPas encore d'évaluation
- Downhole LoggingDocument54 pagesDownhole LoggingMohammadFaisalQureshiPas encore d'évaluation
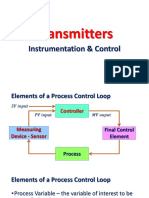
- TransmittersDocument40 pagesTransmittersSka dooshPas encore d'évaluation
- Coriolis PDFDocument11 pagesCoriolis PDFdanielaPas encore d'évaluation
- ABB-733-WPO Understanding Coriolis Mass FlowmeterDocument3 pagesABB-733-WPO Understanding Coriolis Mass FlowmetercarlosmandopintoPas encore d'évaluation
- Chapter 2 - Eddy Current PrinciplesDocument57 pagesChapter 2 - Eddy Current Principlesvibinkumars@gmail.com100% (1)
- Pressure SensorDocument21 pagesPressure SensorPhuong Nguyen Le100% (1)
- Float Level SensorDocument12 pagesFloat Level SensorAmira KormainPas encore d'évaluation
- Flow MetersDocument51 pagesFlow MetersMarc Emil CasilaoPas encore d'évaluation
- Gas Ratio Analysis in Hovsan Oil FieldDocument7 pagesGas Ratio Analysis in Hovsan Oil FieldRidwan ChandraPas encore d'évaluation
- Dipole Sonic Imager LOGDocument7 pagesDipole Sonic Imager LOGdtriamindo100% (1)
- Spe 171612 MS PDFDocument11 pagesSpe 171612 MS PDFsaeed65Pas encore d'évaluation
- Testing OverviewDocument30 pagesTesting Overviewashish7541Pas encore d'évaluation
- RPDIR-L06 Xray Production WEBDocument46 pagesRPDIR-L06 Xray Production WEBfahimabidPas encore d'évaluation
- 1 Well Logging - IntroductionDocument16 pages1 Well Logging - IntroductionMuhammad RaiesPas encore d'évaluation
- Customer Flow Computer Work SheetDocument2 pagesCustomer Flow Computer Work SheetBilly Isea DenaroPas encore d'évaluation
- PH Measurement BasicsDocument8 pagesPH Measurement Basicsviralshukla85Pas encore d'évaluation
- Spontaneous Potential (SP) LogDocument14 pagesSpontaneous Potential (SP) LogMuhammad NursalamPas encore d'évaluation
- Leak Detection Sales PresentationDocument20 pagesLeak Detection Sales PresentationsamehhaboubiPas encore d'évaluation
- Automatic Control System CompressDocument116 pagesAutomatic Control System Compressswapnil28.08 k100% (1)
- History of InstrumentationDocument18 pagesHistory of InstrumentationRaphael CuencaPas encore d'évaluation
- Time Domain Reflectometry Theory: Application NoteDocument16 pagesTime Domain Reflectometry Theory: Application NoteyadamyugandharPas encore d'évaluation
- Instruction - Resistance Heating Element ProjectDocument6 pagesInstruction - Resistance Heating Element Projectarg0nautPas encore d'évaluation
- Magnetic Particle InspectionDocument34 pagesMagnetic Particle InspectionSyed Tanveer100% (3)
- Day 2Document33 pagesDay 2Leonard PawanPas encore d'évaluation
- Magnetic Particle TestingDocument38 pagesMagnetic Particle Testingtbmari100% (2)
- Magneticparticleinspection 140603035336 Phpapp01Document33 pagesMagneticparticleinspection 140603035336 Phpapp01Prathamesh RathodPas encore d'évaluation
- Sub-Part Magnetic Particle TestingDocument36 pagesSub-Part Magnetic Particle TestingIris Garcia100% (2)
- Unit 1-2 Mag. Particle TestingDocument37 pagesUnit 1-2 Mag. Particle TestingMohammed Fakhruddin Hasan NizamiPas encore d'évaluation
- 097r68855 SynopsisDocument5 pages097r68855 SynopsisGanapathy VigneshPas encore d'évaluation
- Weldability of Materials - Copper and Copper Alloys - Job Knowledge 23Document3 pagesWeldability of Materials - Copper and Copper Alloys - Job Knowledge 23Ganapathy VigneshPas encore d'évaluation
- Astm D790-03Document11 pagesAstm D790-03breynnero100% (2)
- Nmims Mba Distance DetailsDocument9 pagesNmims Mba Distance DetailsGanapathy VigneshPas encore d'évaluation
- Flexible Manufacturing SystemDocument19 pagesFlexible Manufacturing SystemGanapathy VigneshPas encore d'évaluation
- Ans ExDocument19 pagesAns ExGanapathy VigneshPas encore d'évaluation
- 10 Best Ways To Destroy The EarthDocument8 pages10 Best Ways To Destroy The EarthGanapathy VigneshPas encore d'évaluation
- Resume PreparationDocument1 pageResume PreparationGanapathy VigneshPas encore d'évaluation
- Holistic MarketingDocument1 pageHolistic MarketingGanapathy VigneshPas encore d'évaluation
- CH 34Document40 pagesCH 34Ganapathy VigneshPas encore d'évaluation
- Robotic Friction Stir Welding: Submitted by S.SATHISH (13MEO16) M.SIVAGANESAN (13ME017) M.Suriya Prakash (13me018)Document1 pageRobotic Friction Stir Welding: Submitted by S.SATHISH (13MEO16) M.SIVAGANESAN (13ME017) M.Suriya Prakash (13me018)Ganapathy VigneshPas encore d'évaluation
- Decarburization Kinetics During Annealingil.44.618Document5 pagesDecarburization Kinetics During Annealingil.44.618Suvro ChakrabortyPas encore d'évaluation
- SCORE300 Test Series-2024 - T02 (Code-A) - SolutionDocument17 pagesSCORE300 Test Series-2024 - T02 (Code-A) - Solutiondummymail6383Pas encore d'évaluation
- Moving Charge in A Magnetic FieldDocument3 pagesMoving Charge in A Magnetic FieldEntertainmentPas encore d'évaluation
- Lecture 14Document14 pagesLecture 14Adam SurtiPas encore d'évaluation
- Fluid Mechanics II (MEng 3306)Document2 pagesFluid Mechanics II (MEng 3306)Addisu DagnePas encore d'évaluation
- Mock XM CPC Science Paper 1Document17 pagesMock XM CPC Science Paper 1nurPas encore d'évaluation
- AHU SpecificationsDocument6 pagesAHU SpecificationsreddyrioPas encore d'évaluation
- Nano TPFDocument3 pagesNano TPFnithyanrajPas encore d'évaluation
- Astm A 829 - SAE 4140 / SAE 4142: CR Mo-Alloyed Vacuum Degassed SteelsDocument3 pagesAstm A 829 - SAE 4140 / SAE 4142: CR Mo-Alloyed Vacuum Degassed Steelsssip officePas encore d'évaluation
- Reaction Rates Worksheet-1452167356Document6 pagesReaction Rates Worksheet-1452167356feta cumaniPas encore d'évaluation
- BE Auto SyllabusDocument91 pagesBE Auto SyllabusMan mPas encore d'évaluation
- Casting Process and Different Types of CastingsDocument31 pagesCasting Process and Different Types of CastingsTejas KumarPas encore d'évaluation
- Water TankDocument89 pagesWater TankDenishmakvanaPas encore d'évaluation
- Head Loss Calculator by Fadi YasinDocument8 pagesHead Loss Calculator by Fadi YasinYasser ShehataPas encore d'évaluation
- (W Ni Fe) Re CoDocument9 pages(W Ni Fe) Re CoSiddharthPas encore d'évaluation
- 23 Condensers & EvaporatorsDocument26 pages23 Condensers & EvaporatorsPRASAD326100% (5)
- Desalter PresentationDocument17 pagesDesalter PresentationGeorge J Alukkal100% (3)
- Spring Diameter of Spring Coil/cm Elastic Limit/n Spring Constant/nm-1 MaterialDocument4 pagesSpring Diameter of Spring Coil/cm Elastic Limit/n Spring Constant/nm-1 MaterialZahari Bin BakriPas encore d'évaluation
- Heat Ad Mass Transfer in A Cooling Tower With Special Attention To The Tower Characteristic RatioDocument5 pagesHeat Ad Mass Transfer in A Cooling Tower With Special Attention To The Tower Characteristic RatioAathithyayanSoundararajanPas encore d'évaluation
- Ansaldo Thomassen - Spare Parts (2014)Document4 pagesAnsaldo Thomassen - Spare Parts (2014)guerrezPas encore d'évaluation
- Space Heating Handbook (Reznor)Document76 pagesSpace Heating Handbook (Reznor)txagusPas encore d'évaluation
- Viscous Flow and Boundary LayerDocument72 pagesViscous Flow and Boundary LayerBilal UsmaniPas encore d'évaluation
- Deformation MCQ+MSDocument13 pagesDeformation MCQ+MSRifat AminPas encore d'évaluation
- 9 Electrostatics PDFDocument4 pages9 Electrostatics PDFShah RukhPas encore d'évaluation
- WPQ Is 2062 Haresh Shah W1Document1 pageWPQ Is 2062 Haresh Shah W1Anand KesarkarPas encore d'évaluation
- Kodak Professional T-Max Films: Technical Data / Black-And-White FilmDocument30 pagesKodak Professional T-Max Films: Technical Data / Black-And-White Filmc64thorgalPas encore d'évaluation
- El Nino Is A Weather Phenomenon Caused When Warm Water From The Western Pacific Ocean Flows EastwardDocument2 pagesEl Nino Is A Weather Phenomenon Caused When Warm Water From The Western Pacific Ocean Flows Eastwardabirami sPas encore d'évaluation
- Alloys, Melting PointDocument2 pagesAlloys, Melting PointkieunkimPas encore d'évaluation
- Testing of The Mechanical Properties For 15mo3 SteelDocument2 pagesTesting of The Mechanical Properties For 15mo3 SteelavenclPas encore d'évaluation
- HOW TO DESIGN AMMONIA REFRIGERATION PLANT USING AAR STANDARD 1 2016 by Ramesh ParanjpeyDocument7 pagesHOW TO DESIGN AMMONIA REFRIGERATION PLANT USING AAR STANDARD 1 2016 by Ramesh ParanjpeyMark Anthony CentenoPas encore d'évaluation