Vous aimerez peut-être aussi
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- FMRI - Working PaperDocument4 pagesFMRI - Working PaperSukanth KannanPas encore d'évaluation
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- Indian Emission Regulation BookletDocument33 pagesIndian Emission Regulation BookletSukanth KannanPas encore d'évaluation
- Feed DrivesDocument13 pagesFeed DrivesSukanth Kannan100% (1)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Non-Destructive Testing 03Document111 pagesNon-Destructive Testing 03MahmoudRaafatPas encore d'évaluation
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- TQM Unit - 5Document11 pagesTQM Unit - 5Sukanth KannanPas encore d'évaluation
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- Rapid PrototypingDocument12 pagesRapid PrototypingSukanth KannanPas encore d'évaluation
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (399)
- Nokia C500 UG enDocument95 pagesNokia C500 UG enGurumurty JvsPas encore d'évaluation
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- Sruakg - Monthly Budget: S.no Particulars Projected AmountDocument12 pagesSruakg - Monthly Budget: S.no Particulars Projected AmountSukanth KannanPas encore d'évaluation
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- Anna University Non Autonomus College University Holers ListDocument409 pagesAnna University Non Autonomus College University Holers ListSenthatty Ganesh Kumar SethuramalingamPas encore d'évaluation
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- Medical CertificateDocument1 pageMedical CertificateSukanth KannanPas encore d'évaluation
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- T R C P: HE Esearch Onference ResentationDocument13 pagesT R C P: HE Esearch Onference ResentationSukanth KannanPas encore d'évaluation
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Tancet MESUBSECDocument51 pagesTancet MESUBSECSukanth KannanPas encore d'évaluation
- FMEA - A Guide For Continuous ImprovementDocument36 pagesFMEA - A Guide For Continuous Improvementvipin_chaudhary100% (1)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (73)
- Unit 1 QBDocument2 pagesUnit 1 QBSukanth KannanPas encore d'évaluation
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Grms CalcDocument6 pagesGrms CalcSukanth KannanPas encore d'évaluation
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- Center DuctDocument1 pageCenter DuctSukanth KannanPas encore d'évaluation
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- Butting BracketDocument60 pagesButting BracketSukanth KannanPas encore d'évaluation
- Data Base 2013Document24 pagesData Base 2013Sukanth KannanPas encore d'évaluation
- ME (CIM) - PART TIME-Curriculam and SyllabusDocument44 pagesME (CIM) - PART TIME-Curriculam and SyllabusSukanth KannanPas encore d'évaluation
- Computer-Integrated Manufacturing (CIM)Document46 pagesComputer-Integrated Manufacturing (CIM)Sukanth KannanPas encore d'évaluation
- Kim Walter LeeDocument31 pagesKim Walter LeeSukanth KannanPas encore d'évaluation
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- Chengalpattu - Tambaram Up - Week Days Chengalpattu - Tambaram Up - Week DaysDocument3 pagesChengalpattu - Tambaram Up - Week Days Chengalpattu - Tambaram Up - Week Daysrsrinisha215Pas encore d'évaluation
- CNC 2013Document22 pagesCNC 2013Sukanth KannanPas encore d'évaluation
- How To Get The Target Id of Your MachineDocument2 pagesHow To Get The Target Id of Your Machinesaputro123Pas encore d'évaluation
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- SerialDocument1 pageSerialSukanth KannanPas encore d'évaluation
- CookbookDocument11 pagesCookbookAnand BabuPas encore d'évaluation
- Car SpecificationsDocument7 pagesCar SpecificationsSukanth KannanPas encore d'évaluation
- Airport Guide enDocument14 pagesAirport Guide enmarped82Pas encore d'évaluation
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (120)
- Section I 2015Document33 pagesSection I 2015ferds2599Pas encore d'évaluation
- Cat ArielDocument107 pagesCat Arieljorge velasquezPas encore d'évaluation
- SEMIKRON Technical Explanation SEMITOP® Classic EN 2021-07-30 Rev-06Document20 pagesSEMIKRON Technical Explanation SEMITOP® Classic EN 2021-07-30 Rev-06carlosmitecPas encore d'évaluation
- Epofine 107 1:finehard 107 1Document2 pagesEpofine 107 1:finehard 107 1Karishma PrabhuPas encore d'évaluation
- Rocket Lab ReportDocument4 pagesRocket Lab Reportbishopclark98Pas encore d'évaluation
- Blower Air Room HeaterDocument18 pagesBlower Air Room HeaterPrashant SrivastavaPas encore d'évaluation
- Laboratory Manual For HardnesstestDocument12 pagesLaboratory Manual For Hardnesstest15 Saad HassanPas encore d'évaluation
- Is-10810 - 5 Methods of Test For Cables ResistanceDocument3 pagesIs-10810 - 5 Methods of Test For Cables ResistancepankajnbiPas encore d'évaluation
- Control of Decarburization of Steel PDFDocument5 pagesControl of Decarburization of Steel PDFBhushan VermaPas encore d'évaluation
- Flat Rack Loading Guidelines 5-28 (NCB Revised Mod 2)Document25 pagesFlat Rack Loading Guidelines 5-28 (NCB Revised Mod 2)Shane Anderson100% (1)
- Company Profile CBP-2019Document17 pagesCompany Profile CBP-2019sunanPas encore d'évaluation
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- Department of Mechanical Engineering: List of Experiments Hvac LabDocument3 pagesDepartment of Mechanical Engineering: List of Experiments Hvac LabHamid MasoodPas encore d'évaluation
- Curing 4Document588 pagesCuring 4santoruno lupinottiPas encore d'évaluation
- Attachment 2 Color Codes Table of ContentsDocument18 pagesAttachment 2 Color Codes Table of ContentsLy Thanh HaPas encore d'évaluation
- falchemspecFALCOOL2k PDFDocument2 pagesfalchemspecFALCOOL2k PDFandhito yanaPas encore d'évaluation
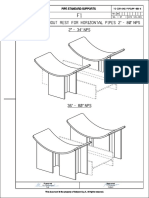
- Axial Stop Without Rest For Horizontal Pipes 2" - 80" NPS: Pipe Standard SupportsDocument4 pagesAxial Stop Without Rest For Horizontal Pipes 2" - 80" NPS: Pipe Standard SupportsMainuddin AliPas encore d'évaluation
- Wind Turbine Installation-ManualDocument23 pagesWind Turbine Installation-Manualויליאם סן מרמיגיוסPas encore d'évaluation
- FIR and APPENDICES PHMSA WUTC Williams Plymouth 2016 04 28 REDACTEDDocument39 pagesFIR and APPENDICES PHMSA WUTC Williams Plymouth 2016 04 28 REDACTEDrty2Pas encore d'évaluation
- Vultac-5: Mixture of Poly-Tert-Amylphenoldisulfide and Silica GelDocument1 pageVultac-5: Mixture of Poly-Tert-Amylphenoldisulfide and Silica Geljulius hasan33Pas encore d'évaluation
- Valvula Asiento Inclinado Buschjost 84510Document2 pagesValvula Asiento Inclinado Buschjost 84510Base SistemasPas encore d'évaluation
- Design Engineering and Selection of MaterialsDocument58 pagesDesign Engineering and Selection of MaterialsYusuf SahinPas encore d'évaluation
- District ScheduleDocument407 pagesDistrict ScheduleHAZRAT NABI XI JINPINGPas encore d'évaluation
- Hyundai Steel Products GuideDocument40 pagesHyundai Steel Products GuidecarloPas encore d'évaluation
- Gear RatiosDocument10 pagesGear RatiosYouMinePas encore d'évaluation
- MAAGGear OpenGearingDocument4 pagesMAAGGear OpenGearingMuhammadPas encore d'évaluation
- Oi-Andritz Centrifugal Pumps Portfolio enDocument8 pagesOi-Andritz Centrifugal Pumps Portfolio enRangwane MallexPas encore d'évaluation
- 20d-Stepped Masonry Retaining Wall-Stability CheckDocument6 pages20d-Stepped Masonry Retaining Wall-Stability CheckParthiban Arivazhagan100% (1)
- DSMTS-0095.3 NiCrAlMo CompositeDocument3 pagesDSMTS-0095.3 NiCrAlMo Compositeivanis_davorPas encore d'évaluation
- CO2 FloodingDocument15 pagesCO2 FloodingUzumaki28Pas encore d'évaluation
- Green Roofs, Facades, and Vegetative Systems: Safety Aspects in the StandardsD'EverandGreen Roofs, Facades, and Vegetative Systems: Safety Aspects in the StandardsPas encore d'évaluation
- Advanced Modelling Techniques in Structural DesignD'EverandAdvanced Modelling Techniques in Structural DesignÉvaluation : 5 sur 5 étoiles5/5 (3)
- Carpentry Made Easy - The Science and Art of Framing - With Specific Instructions for Building Balloon Frames, Barn Frames, Mill Frames, Warehouses, Church SpiresD'EverandCarpentry Made Easy - The Science and Art of Framing - With Specific Instructions for Building Balloon Frames, Barn Frames, Mill Frames, Warehouses, Church SpiresÉvaluation : 1 sur 5 étoiles1/5 (2)
- Marine Structural Design CalculationsD'EverandMarine Structural Design CalculationsÉvaluation : 4.5 sur 5 étoiles4.5/5 (13)
- To Engineer Is Human: The Role of Failure in Successful DesignD'EverandTo Engineer Is Human: The Role of Failure in Successful DesignÉvaluation : 4 sur 5 étoiles4/5 (137)
- Pile Design and Construction Rules of ThumbD'EverandPile Design and Construction Rules of ThumbÉvaluation : 4.5 sur 5 étoiles4.5/5 (15)
- Structural Cross Sections: Analysis and DesignD'EverandStructural Cross Sections: Analysis and DesignÉvaluation : 4.5 sur 5 étoiles4.5/5 (19)