Vous aimerez peut-être aussi
- Pilgrim NutDocument2 pagesPilgrim NutJitendra KumarPas encore d'évaluation
- Overall Arrangement: Description of The Salient PartsDocument6 pagesOverall Arrangement: Description of The Salient PartsJitendra KumarPas encore d'évaluation
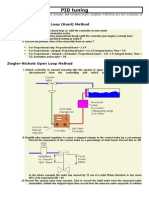
- PID TuningDocument4 pagesPID TuningJitendra Kumar100% (1)
- Oxygen AnalysersDocument2 pagesOxygen AnalysersJitendra KumarPas encore d'évaluation
- Oil WhirlDocument2 pagesOil WhirlJitendra KumarPas encore d'évaluation
- Increasing Propulsive EfficiencyDocument6 pagesIncreasing Propulsive EfficiencyJitendra KumarPas encore d'évaluation
- Motor Ship Steam Plan1Document3 pagesMotor Ship Steam Plan1Jitendra KumarPas encore d'évaluation
- Lifting Using Accessories: Calculation of LoadDocument2 pagesLifting Using Accessories: Calculation of LoadJitendra KumarPas encore d'évaluation
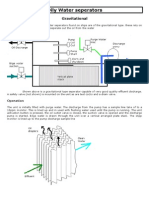
- Oily Water SeperatorsDocument2 pagesOily Water SeperatorsJitendra KumarPas encore d'évaluation
- Navigation LightingDocument1 pageNavigation LightingJitendra KumarPas encore d'évaluation
- Motor Ship Steam Plant ControlDocument1 pageMotor Ship Steam Plant ControlJitendra KumarPas encore d'évaluation
- Tooth Design: Forces Acting On Spur GearsDocument77 pagesTooth Design: Forces Acting On Spur GearsJitendra KumarPas encore d'évaluation
- Mechanical GovernorsDocument1 pageMechanical GovernorsJitendra KumarPas encore d'évaluation
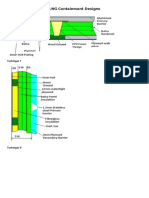
- LNG Containment DesignsDocument3 pagesLNG Containment DesignsJitendra KumarPas encore d'évaluation
- Liquified Gas CargoesDocument2 pagesLiquified Gas CargoesJitendra KumarPas encore d'évaluation
- LiftingDocument5 pagesLiftingJitendra KumarPas encore d'évaluation
- Jacket Water SystemDocument2 pagesJacket Water SystemJitendra KumarPas encore d'évaluation
- Hydraulic SystemsDocument4 pagesHydraulic SystemsJitendra KumarPas encore d'évaluation
- Halon 1301 Bromotrichlhoromethane CF3BrDocument2 pagesHalon 1301 Bromotrichlhoromethane CF3BrJitendra Kumar0% (1)
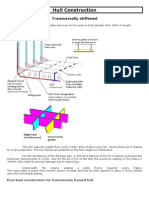
- Hull ConstructionDocument4 pagesHull ConstructionJitendra KumarPas encore d'évaluation
- Hydraulic GovernorsDocument6 pagesHydraulic GovernorsJitendra KumarPas encore d'évaluation
- Holding Down ArrangementsDocument3 pagesHolding Down ArrangementsJitendra KumarPas encore d'évaluation
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5795)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- Techo International Airport Ancillary Building Progress Meeting #045Document24 pagesTecho International Airport Ancillary Building Progress Meeting #04536. Tengkea OuPas encore d'évaluation
- Construction of 150 Bedded Hospital-TechnicalSpecs PDFDocument439 pagesConstruction of 150 Bedded Hospital-TechnicalSpecs PDFElvis GrayPas encore d'évaluation
- Dental Casting Procedures: Snegha S 2Nd Yr BdsDocument32 pagesDental Casting Procedures: Snegha S 2Nd Yr BdsKeerthikaPas encore d'évaluation
- Rascoflex - Flexible Hose SprinklerDocument4 pagesRascoflex - Flexible Hose SprinklerPaulina CabreraPas encore d'évaluation
- Ipex CatalogueDocument96 pagesIpex Catalogueemilycr100% (5)
- Product Guide: WWW - Powerquip.co - KRDocument13 pagesProduct Guide: WWW - Powerquip.co - KRuyvukd3Pas encore d'évaluation
- CPVC BrochureDocument8 pagesCPVC BrochureMina MagdyPas encore d'évaluation
- CementDocument52 pagesCementSugumar BalasubramaniamPas encore d'évaluation
- 14.gi Conduit BecDocument4 pages14.gi Conduit BeckailasamvvPas encore d'évaluation
- Reinforced Concrete Sections Under Moment and Axial LoadDocument5 pagesReinforced Concrete Sections Under Moment and Axial LoadAlberto CaínPas encore d'évaluation
- (New) Retrofitting of Reinforced Concrete Beams Using Rubberized Coir Fibre SheetsDocument8 pages(New) Retrofitting of Reinforced Concrete Beams Using Rubberized Coir Fibre SheetsPrakumarPas encore d'évaluation
- Basic Die MakingDocument2 pagesBasic Die Makingabdul khalimPas encore d'évaluation
- Ex. 3 - Aeroelastic Static Stability 16-19/10/2018: Ex. 3a - Divergence Analysis With 1 DOFDocument2 pagesEx. 3 - Aeroelastic Static Stability 16-19/10/2018: Ex. 3a - Divergence Analysis With 1 DOFjacazio.brischettoPas encore d'évaluation
- GrillageDocument6 pagesGrillagevasanthk81Pas encore d'évaluation
- Fire Protection System: Unit-I Building Utility & ServicesDocument109 pagesFire Protection System: Unit-I Building Utility & ServicesRohit KhannaPas encore d'évaluation
- Griesser Doku Produktgruppe Terassendaecher enDocument12 pagesGriesser Doku Produktgruppe Terassendaecher enaidinPas encore d'évaluation
- 3) Pier Design FinalDocument13 pages3) Pier Design Finalkitti kothapalliPas encore d'évaluation
- AS1288-2006 - Industry GuideDocument28 pagesAS1288-2006 - Industry Guidewey5316100% (1)
- Itp For Painting WorksDocument28 pagesItp For Painting WorksAhmed saberPas encore d'évaluation
- Casting Supplier - Malnad - Presentation - As - On - 10062018 PDFDocument54 pagesCasting Supplier - Malnad - Presentation - As - On - 10062018 PDFAnil Kumar H CPas encore d'évaluation
- Bosch ASD DesignDocument2 pagesBosch ASD DesignChowKC03Pas encore d'évaluation
- 2565-2 Sec004 23 สารัช HW01Document3 pages2565-2 Sec004 23 สารัช HW01Sarat BOOMBAMROEPas encore d'évaluation
- CIE IGCSE Forces Hookes Law OnlyDocument22 pagesCIE IGCSE Forces Hookes Law Onlyh aPas encore d'évaluation
- Design Ofcombined Footing - Pad TypeDocument75 pagesDesign Ofcombined Footing - Pad TypeChinmoy PalPas encore d'évaluation
- (2022) Causes and Treatment Measures of Large Deformation and FailureDocument16 pages(2022) Causes and Treatment Measures of Large Deformation and FailureRajesh WanwadePas encore d'évaluation
- Studies of Some Thermoplastic Resins Note - DR Akinsiku PDFDocument12 pagesStudies of Some Thermoplastic Resins Note - DR Akinsiku PDFGlory Usoro100% (1)
- IAEE Non Engineered Manual PDFDocument145 pagesIAEE Non Engineered Manual PDFSumanthPas encore d'évaluation
- MASE18 Final Programme PDFDocument8 pagesMASE18 Final Programme PDFDarx MiladinoskiPas encore d'évaluation
- NCSEA - Seismic Design of Large Wood Panelized Roof Diaphragms in Heavy Wall Buildings (John Lawson) 6-15-17Document150 pagesNCSEA - Seismic Design of Large Wood Panelized Roof Diaphragms in Heavy Wall Buildings (John Lawson) 6-15-17leandro_pimenta_240% (1)
- Autopulse z10 Part12Document1 pageAutopulse z10 Part12Mohammed HeshamPas encore d'évaluation