Vous aimerez peut-être aussi
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- 172Document5 pages172Rman HdrPas encore d'évaluation
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- Model YBK1-6-HY Pressure-Actuated Vent Firing Head InstructionDocument5 pagesModel YBK1-6-HY Pressure-Actuated Vent Firing Head InstructionRman HdrPas encore d'évaluation
- Asmary Cables Table 22 July 2018 PDFDocument1 pageAsmary Cables Table 22 July 2018 PDFRman HdrPas encore d'évaluation
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Camesa H2S Proof PDFDocument1 pageCamesa H2S Proof PDFRman HdrPas encore d'évaluation
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- BlocksDrilling Line Rev-Peview PDFDocument11 pagesBlocksDrilling Line Rev-Peview PDFLa Ode Hadi AugustmanPas encore d'évaluation
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- ChineseDocument1 pageChineseRman HdrPas encore d'évaluation
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (399)
- Shortage Occupation List April 14Document14 pagesShortage Occupation List April 14balajisugunaPas encore d'évaluation
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- Personal Information: Name and Family Gender Data of Birth Marital Status Military Service City of ResidenceDocument1 pagePersonal Information: Name and Family Gender Data of Birth Marital Status Military Service City of ResidenceRman HdrPas encore d'évaluation
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- 7/32" (5.69 MM) Monoconductor 1K22: January 2016 Camesa - A Wireco Worldgroup BrandDocument1 page7/32" (5.69 MM) Monoconductor 1K22: January 2016 Camesa - A Wireco Worldgroup BrandRman HdrPas encore d'évaluation
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- A. HeidariDocument2 pagesA. HeidariRman HdrPas encore d'évaluation
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- 002-Apicasingdrift Tabla de ProducionDocument0 page002-Apicasingdrift Tabla de Producionpelon_90Pas encore d'évaluation
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- General License Conditions: Article 1 - DefinitionsDocument7 pagesGeneral License Conditions: Article 1 - DefinitionsRman HdrPas encore d'évaluation
- 172Document5 pages172Rman HdrPas encore d'évaluation
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (73)
- Asmary InternetDocument1 pageAsmary InternetRman HdrPas encore d'évaluation
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- A00 - Table of Contents: GeneralDocument2 pagesA00 - Table of Contents: GeneralRman HdrPas encore d'évaluation
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- Backing Off ProceduresDocument1 pageBacking Off ProceduresRman HdrPas encore d'évaluation
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- North Seeking Gyro - Common Tools DescriptionDocument5 pagesNorth Seeking Gyro - Common Tools DescriptionRman HdrPas encore d'évaluation
- 2-3/4" Dual Receiver Bond Tool: PART NUMBER 050-CB275-1350Document1 page2-3/4" Dual Receiver Bond Tool: PART NUMBER 050-CB275-1350Rman HdrPas encore d'évaluation
- Dual Receiver Cement Bond Tool (1 11.16)Document1 pageDual Receiver Cement Bond Tool (1 11.16)Rman HdrPas encore d'évaluation
- A. HeidariDocument3 pagesA. HeidariRman Hdr100% (1)
- How To Use This Manual - A01-1Document2 pagesHow To Use This Manual - A01-1Rman HdrPas encore d'évaluation
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- SampleReport WD97Document6 pagesSampleReport WD97Rman HdrPas encore d'évaluation
- Fluid Flow FundamentalsDocument4 pagesFluid Flow Fundamentalsleyton315Pas encore d'évaluation
- RS#64 PL InterpretationDocument8 pagesRS#64 PL InterpretationRman HdrPas encore d'évaluation
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- CBL Check ListDocument2 pagesCBL Check ListRman HdrPas encore d'évaluation
- FPIT/Back Off Check List: Job Number Job Description Field Well# Rig#Document2 pagesFPIT/Back Off Check List: Job Number Job Description Field Well# Rig#Rman HdrPas encore d'évaluation
- MN#130 HeaderDocument1 pageMN#130 HeaderRman HdrPas encore d'évaluation
- AasdafDocument1 pageAasdafRman HdrPas encore d'évaluation
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (120)
- Probe Radii™ Dual Receiver CBT +temp 275Document1 pageProbe Radii™ Dual Receiver CBT +temp 275Rman HdrPas encore d'évaluation
- Circuits WorksheetDocument4 pagesCircuits WorksheetDrexel DalaygonPas encore d'évaluation
- Instructions:: Answer All The Questions Students Who Fail To Obtain A Minimum Number of Points On Questions ThatDocument3 pagesInstructions:: Answer All The Questions Students Who Fail To Obtain A Minimum Number of Points On Questions ThatONNDWELA RAMALAMULAPas encore d'évaluation
- MA1511 Chapter 4Document18 pagesMA1511 Chapter 4Kang Le LimPas encore d'évaluation
- How Do Satellites WorkDocument12 pagesHow Do Satellites Workizaias jrPas encore d'évaluation
- Linear Algebra: Concepts and Methods Solutions To ProblemsDocument155 pagesLinear Algebra: Concepts and Methods Solutions To ProblemsEriselda GogaPas encore d'évaluation
- Service Manual: MVC-FD85/FD90Document112 pagesService Manual: MVC-FD85/FD90Anonymous Lfgk6vygPas encore d'évaluation
- BTech Alloy Weld On Instructions WebDocument1 pageBTech Alloy Weld On Instructions Webwalid mahmoudPas encore d'évaluation
- Carnot's Theorem PDFDocument17 pagesCarnot's Theorem PDFAsif Mahmoud100% (1)
- Optical Emission Spectrometric Analysis of Aluminum and Aluminum Alloys by The Point-to-Plane TechniqueDocument8 pagesOptical Emission Spectrometric Analysis of Aluminum and Aluminum Alloys by The Point-to-Plane TechniquePYDPas encore d'évaluation
- Sound: Teacher Notes and Answers 12 SoundDocument3 pagesSound: Teacher Notes and Answers 12 SoundfgdhPas encore d'évaluation
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- Academic Reading 1Document11 pagesAcademic Reading 1Muzami ThahirPas encore d'évaluation
- BeltDocument3 pagesBeltBenjie flor CalayegPas encore d'évaluation
- LSI Bollard Series Spec Sheet 11-84Document2 pagesLSI Bollard Series Spec Sheet 11-84Alan MastersPas encore d'évaluation
- EKC 202ABC ManualDocument16 pagesEKC 202ABC ManualJose CencičPas encore d'évaluation
- Plasticity: Monotonic Stress / Strain Diagram For Elastic-Plastic BehaviourDocument15 pagesPlasticity: Monotonic Stress / Strain Diagram For Elastic-Plastic Behaviourkarrar333 ALIYAHIAPas encore d'évaluation
- Lifting Magnet Controllers 4292: Specification/Price Sheet - August 2008 - Replaces Jan 2008Document2 pagesLifting Magnet Controllers 4292: Specification/Price Sheet - August 2008 - Replaces Jan 2008jeffrey pelletierPas encore d'évaluation
- Soil Mechanics and Foundations - (Chapter 10 Shear Strength of Soils) PDFDocument63 pagesSoil Mechanics and Foundations - (Chapter 10 Shear Strength of Soils) PDFFrancisco Reyes0% (1)
- Skoian: Analysis ModesDocument1 pageSkoian: Analysis ModesKermitPas encore d'évaluation
- Relationships Between Undrained Shear Strength, Liquidity Index, and Water Content Ratio of ClaysDocument12 pagesRelationships Between Undrained Shear Strength, Liquidity Index, and Water Content Ratio of ClaysArham SheikhPas encore d'évaluation
- Literature Review On Microstrip AntennaDocument8 pagesLiterature Review On Microstrip Antennafahynavakel2100% (1)
- Relays and Optocouplers: Application OverviewDocument36 pagesRelays and Optocouplers: Application OverviewMateus Manoel CarvalhoPas encore d'évaluation
- SIZE EFFECT ON FLEXURAL RESISTANCE DUE TO BENDING SPAN OF CONCRETE BEAMS Koide Etal 1998Document9 pagesSIZE EFFECT ON FLEXURAL RESISTANCE DUE TO BENDING SPAN OF CONCRETE BEAMS Koide Etal 1998單體龍Pas encore d'évaluation
- Lesson Plan - Balance PhysicsDocument8 pagesLesson Plan - Balance PhysicsCzarina Amor CabilletePas encore d'évaluation
- 02disconnector Catalogue 2015 CompressedDocument12 pages02disconnector Catalogue 2015 CompressedBachtiar RamadhanPas encore d'évaluation
- Lkpnn235a01-A03-Phase-Ii-Adv-1 (19.11.2023) (PSSH, CKKS, MSNB)Document14 pagesLkpnn235a01-A03-Phase-Ii-Adv-1 (19.11.2023) (PSSH, CKKS, MSNB)Zenith xPas encore d'évaluation
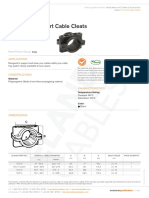
- Two Part Cable CleatsDocument1 pageTwo Part Cable Cleatssaghaee.rezaPas encore d'évaluation
- Akson College of Pharmacy: Subject Quality Management Topic Submitted by Roll No Submitted To Submission DateDocument14 pagesAkson College of Pharmacy: Subject Quality Management Topic Submitted by Roll No Submitted To Submission DateJaved IqbalPas encore d'évaluation
- Effect of Formations Anisotropy On Directional Tendencies of Drilling SystemsDocument10 pagesEffect of Formations Anisotropy On Directional Tendencies of Drilling SystemsMejbahul SarkerPas encore d'évaluation
- Mechanical and Electrical SystemsDocument272 pagesMechanical and Electrical SystemsWyncie CariñoPas encore d'évaluation
- Esr 0557-Overhaul of Eddy Current Clutch & Gear BoxDocument13 pagesEsr 0557-Overhaul of Eddy Current Clutch & Gear BoxMahnooshPas encore d'évaluation
- Water-Based Paint Formulations, Vol. 3D'EverandWater-Based Paint Formulations, Vol. 3Évaluation : 4.5 sur 5 étoiles4.5/5 (6)
- Process Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersD'EverandProcess Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersPas encore d'évaluation
- Nuclear Energy in the 21st Century: World Nuclear University PressD'EverandNuclear Energy in the 21st Century: World Nuclear University PressÉvaluation : 4.5 sur 5 étoiles4.5/5 (3)
- Process Plant Equipment: Operation, Control, and ReliabilityD'EverandProcess Plant Equipment: Operation, Control, and ReliabilityÉvaluation : 5 sur 5 étoiles5/5 (1)
- Sodium Bicarbonate: Nature's Unique First Aid RemedyD'EverandSodium Bicarbonate: Nature's Unique First Aid RemedyÉvaluation : 5 sur 5 étoiles5/5 (21)