Vous aimerez peut-être aussi
- Prevention of Valve Fugitive Emissions in the Oil and Gas IndustryD'EverandPrevention of Valve Fugitive Emissions in the Oil and Gas IndustryPas encore d'évaluation
- Prevention of Actuator Emissions in the Oil and Gas IndustryD'EverandPrevention of Actuator Emissions in the Oil and Gas IndustryPas encore d'évaluation
- Valve Leakage ClassificationDocument2 pagesValve Leakage ClassificationFacundo Argüello100% (1)
- Control Valve Test ProcedureDocument5 pagesControl Valve Test ProcedureMark Haizlip100% (2)
- Api 598Document13 pagesApi 598SurachaiAumongkolPas encore d'évaluation
- Ansi Valve Leakage StandardsDocument1 pageAnsi Valve Leakage StandardsSHAHgan1Pas encore d'évaluation
- Control Valve Inspection RequirementDocument1 pageControl Valve Inspection RequirementGeekyard Geeks GPas encore d'évaluation
- Api-598-En-12266-1 Seat LeakDocument2 pagesApi-598-En-12266-1 Seat Leakelumalai24100% (10)
- QCP-12 Valve Leak Test Procedure PDFDocument21 pagesQCP-12 Valve Leak Test Procedure PDFIbrahim100% (3)
- API 598, EN 12266-1 Leakage RatesDocument2 pagesAPI 598, EN 12266-1 Leakage RatesjshadwanPas encore d'évaluation
- Valve Training Presentation (Trim Revised)Document40 pagesValve Training Presentation (Trim Revised)p2pcreep100% (1)
- PIP PLSC0021 Pressure Testing of ASME B31.8 Metallic PipingDocument15 pagesPIP PLSC0021 Pressure Testing of ASME B31.8 Metallic Pipingivanov5559100% (1)
- Piping B31.3Document30 pagesPiping B31.3Tito Fernandez100% (2)
- Control and On-Off Valves GuideDocument87 pagesControl and On-Off Valves Guidebaishakhi_b90100% (3)
- Temp Pipe WorksDocument18 pagesTemp Pipe WorksnestorPas encore d'évaluation
- Valves and LeakagesDocument15 pagesValves and LeakagesCesare Daldossi100% (2)
- Flange Management ProcedureDocument22 pagesFlange Management ProcedureDarrel Espino AranasPas encore d'évaluation
- MST Valve TestingDocument7 pagesMST Valve TestingSiva RamPas encore d'évaluation
- Leak Rate ThresholdDocument1 pageLeak Rate ThresholdnumanfawzalPas encore d'évaluation
- Team Hot Tap BrochureDocument16 pagesTeam Hot Tap Brochurecloud23100% (2)
- Procedure For Inspection Recalibration and Testing of Pressure Safety ValvesDocument27 pagesProcedure For Inspection Recalibration and Testing of Pressure Safety ValvesNwokedi Okezie86% (7)
- Installation, Assembly and Test Procedure: Kamos Patented Kammprofil GasketDocument16 pagesInstallation, Assembly and Test Procedure: Kamos Patented Kammprofil Gasketjayhuacat7743Pas encore d'évaluation
- Control Valves &safety ValvesDocument83 pagesControl Valves &safety ValvesGopi Krish100% (2)
- Acceptance Tests of Centrifugal PumpsDocument20 pagesAcceptance Tests of Centrifugal PumpsAndrés Barón100% (1)
- Selection of Bonnets, Flanges, Bolting, Packing and Guides for Globe ValvesDocument15 pagesSelection of Bonnets, Flanges, Bolting, Packing and Guides for Globe Valvesfaisal84in100% (1)
- Valve Testing CameronDocument33 pagesValve Testing CameronKamlesh DalavadiPas encore d'évaluation
- ValvesDocument87 pagesValvesbaishakhi_b90100% (1)
- EI Integrity Bolted JointsDocument54 pagesEI Integrity Bolted JointsStephen LeighPas encore d'évaluation
- Control Valves ExplainedDocument58 pagesControl Valves ExplainedNIKHIL SHINDEPas encore d'évaluation
- Pages From NSH-SAOMPP-QCP-PI-021 Hydratight Procedure For Flange Hydraulic Torque TighteningDocument2 pagesPages From NSH-SAOMPP-QCP-PI-021 Hydratight Procedure For Flange Hydraulic Torque TighteningRajis Rahim100% (1)
- Ball Valve Design FeatureDocument6 pagesBall Valve Design FeaturebbmokshPas encore d'évaluation
- Oliver DBB ValvesDocument18 pagesOliver DBB ValvesFilip0% (1)
- Valve MaintenanceDocument28 pagesValve MaintenanceAdrianne Cook50% (2)
- Valve Testing ProceduresDocument9 pagesValve Testing ProceduresFaiz Zainudin83% (6)
- Tank Inspectiom ChecksheetDocument3 pagesTank Inspectiom Checksheetyskushwah16100% (1)
- Bolt Torque ProcedureDocument5 pagesBolt Torque Procedurezeids100% (5)
- SAEP-351 - Bolted Flange Joints AssemblyDocument24 pagesSAEP-351 - Bolted Flange Joints AssemblyMd Sahabul Islam100% (3)
- CES-1001-K Hydrostatic TestingDocument61 pagesCES-1001-K Hydrostatic TestingAlfredo Santana100% (1)
- Gom Region Hot Bolting Safe Work Practice (SWP) : Document Number: CD # Ups-Us-Sw-Gom-Hse-Doc-00112-2Document5 pagesGom Region Hot Bolting Safe Work Practice (SWP) : Document Number: CD # Ups-Us-Sw-Gom-Hse-Doc-00112-2Bebin Mathew100% (2)
- Valve Test ReportDocument1 pageValve Test ReportgoguluPas encore d'évaluation
- Flange Management Procedure FixDocument13 pagesFlange Management Procedure FixNaza Gavaputri100% (1)
- Pressure - Vacuum Relief Valve - Part 1Document10 pagesPressure - Vacuum Relief Valve - Part 1winarnobPas encore d'évaluation
- Pressure Safety Valve & Rupture Disk GuideDocument6 pagesPressure Safety Valve & Rupture Disk GuideRaju JadavPas encore d'évaluation
- Partial Valve Stroke TestingDocument0 pagePartial Valve Stroke TestingpiolinwallsPas encore d'évaluation
- Pressure Safety ValvesDocument15 pagesPressure Safety Valvesh_abdullah100% (2)
- Bolt Tensioning WEBDocument8 pagesBolt Tensioning WEBnetatrainingPas encore d'évaluation
- Butterfly Valve Info PDFDocument14 pagesButterfly Valve Info PDFCS100% (1)
- MS-HKSS-Pigging Testing Drying Rev A - YNB 16''Document64 pagesMS-HKSS-Pigging Testing Drying Rev A - YNB 16''AAISATPas encore d'évaluation
- ASME PCC-1 - PresentationDocument15 pagesASME PCC-1 - PresentationAjmi Hmida100% (1)
- Specification For Inspection, Flushing and Testing of Piping System (HydroTesting)Document9 pagesSpecification For Inspection, Flushing and Testing of Piping System (HydroTesting)SrinivasPas encore d'évaluation
- General Specification: FGS 4L5Document21 pagesGeneral Specification: FGS 4L5Adeel Qaiser67% (3)
- ASME Temporary Repairs 101410-1Document41 pagesASME Temporary Repairs 101410-1khanz88_rulz1039Pas encore d'évaluation
- Asset Integrity Management A Complete Guide - 2020 EditionD'EverandAsset Integrity Management A Complete Guide - 2020 EditionPas encore d'évaluation
- The Safety Relief Valve Handbook: Design and Use of Process Safety Valves to ASME and International Codes and StandardsD'EverandThe Safety Relief Valve Handbook: Design and Use of Process Safety Valves to ASME and International Codes and StandardsÉvaluation : 3.5 sur 5 étoiles3.5/5 (14)
- Valve Leakage: Home Glossary ResourcesDocument3 pagesValve Leakage: Home Glossary Resourcesarkan1976Pas encore d'évaluation
- Valve InspectionDocument6 pagesValve Inspectionrosid_alhusnaPas encore d'évaluation
- Testing StandardDocument7 pagesTesting StandardDiego Fernando Pedroza UribePas encore d'évaluation
- Ansi Valve Leakage Standards Gemco ValveDocument1 pageAnsi Valve Leakage Standards Gemco ValvenithyaPas encore d'évaluation
- Leakage of Valves - Testing API 598, ANSI FCI 70-2, MSS-SP-61 and ISO Standard 5208Document14 pagesLeakage of Valves - Testing API 598, ANSI FCI 70-2, MSS-SP-61 and ISO Standard 5208anon_9896895680% (1)
- Din 24255 Curves - 13Document1 pageDin 24255 Curves - 13Muhammed Mudafi ElhaqPas encore d'évaluation
- OneSteel Pipe Fittings Final LoResDocument49 pagesOneSteel Pipe Fittings Final LoResAnonymous P0yIxVQtPas encore d'évaluation
- CE203 Fluid Mechanics I PDFDocument3 pagesCE203 Fluid Mechanics I PDFBalagopal VPas encore d'évaluation
- Non-Electrical Auto-Purger (NEAP) : Operator Installation & Instruction ManualDocument8 pagesNon-Electrical Auto-Purger (NEAP) : Operator Installation & Instruction ManualfriguzPas encore d'évaluation
- Air Flow Measurements Using Pitot Static TubesDocument19 pagesAir Flow Measurements Using Pitot Static TubesDianita Citra Dewi0% (1)
- 2.1 Basic Hydraulic ComponentsDocument15 pages2.1 Basic Hydraulic ComponentsEng-AhmedRashadPas encore d'évaluation
- Hydraulic SystemDocument40 pagesHydraulic SystemIbrain Moran100% (1)
- Line Sizing Calculation - Pump DischargeDocument2 pagesLine Sizing Calculation - Pump DischargeArdian20Pas encore d'évaluation
- Orifice Vs Weir FlowDocument1 pageOrifice Vs Weir FlowImad HabeebPas encore d'évaluation
- Nozzle THKDocument6 pagesNozzle THKabhishek198327Pas encore d'évaluation
- Nenutec - NVCB 92065Document4 pagesNenutec - NVCB 92065Oanh NguyenPas encore d'évaluation
- Surge Control PDFDocument14 pagesSurge Control PDFMohamed Guezguez100% (1)
- Group 14 : Strainers, Traps, Fine-Mesh Filters Filling Device For Methanol Drain DeviceDocument3 pagesGroup 14 : Strainers, Traps, Fine-Mesh Filters Filling Device For Methanol Drain DeviceLPG Equipment Consulting and ServicesPas encore d'évaluation
- Baldwin-Hydraulic-Heads CABEÇOTE DE FILTRODocument2 pagesBaldwin-Hydraulic-Heads CABEÇOTE DE FILTROEduardo CramerPas encore d'évaluation
- Piping Class CPF PDFDocument145 pagesPiping Class CPF PDFRodrigo CxPas encore d'évaluation
- Pipe Branch Connection CalculationDocument3 pagesPipe Branch Connection Calculationsaravoot_jPas encore d'évaluation
- Ball Valve White PaperDocument2 pagesBall Valve White Paperhamid vahedil larijaniPas encore d'évaluation
- Kompendium TurbDocument49 pagesKompendium TurbSantiago Del Rio OliveiraPas encore d'évaluation
- Unit 5 P ID SymbolsDocument32 pagesUnit 5 P ID Symbolsravi00098Pas encore d'évaluation
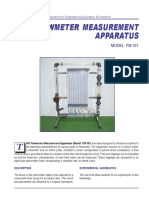
- FM101 (A4)Document2 pagesFM101 (A4)Zulfikri ZulkifliPas encore d'évaluation
- Ambato Psv-13 High Performance Series Rev1-40cDocument8 pagesAmbato Psv-13 High Performance Series Rev1-40cAlfredo OrellanaPas encore d'évaluation
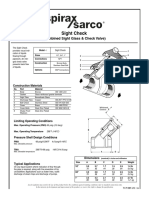
- Combined Sight Glass & Check ValveDocument2 pagesCombined Sight Glass & Check ValveLINA MARIA GARCIA CRUZPas encore d'évaluation
- PPEC Fire Fighting System DesignDocument67 pagesPPEC Fire Fighting System DesignRadoNoun100% (7)
- Rab Chiller Reformat - Edited - 2.5.2018 New Rev. 160518Document26 pagesRab Chiller Reformat - Edited - 2.5.2018 New Rev. 160518rianPas encore d'évaluation
- Piping FundamentalsDocument54 pagesPiping FundamentalsAveen100% (1)
- API Plan 53-Accumulator Bladder ChargingDocument11 pagesAPI Plan 53-Accumulator Bladder Chargingsumantabal_ucePas encore d'évaluation
- LdoDocument12 pagesLdoAnonymous YcAZv5qF67Pas encore d'évaluation
- Five-Offset Butterfly ValvesDocument13 pagesFive-Offset Butterfly Valvesabdelkader benabdallahPas encore d'évaluation
- Hawe Proportional Directional Spool Valves Type PSL and PSVDocument6 pagesHawe Proportional Directional Spool Valves Type PSL and PSVY.Ebadi100% (1)