Vous aimerez peut-être aussi
- Lean Six Sigma QuickStart Guide: The Simplified Beginner's Guide to Lean Six SigmaD'EverandLean Six Sigma QuickStart Guide: The Simplified Beginner's Guide to Lean Six SigmaÉvaluation : 4 sur 5 étoiles4/5 (1)
- The Integrating Role of Simulation in Modern Manufacturing Planning and SchedulingDocument15 pagesThe Integrating Role of Simulation in Modern Manufacturing Planning and SchedulingZoran MirovicPas encore d'évaluation
- Estimation of Optimum Genetic Control Parameters For Job Shop SchedulingDocument11 pagesEstimation of Optimum Genetic Control Parameters For Job Shop SchedulingAmrik SinghPas encore d'évaluation
- Optimization of The Master Production Scheduling in A Textile Industry Using Genetic AlgorithmDocument12 pagesOptimization of The Master Production Scheduling in A Textile Industry Using Genetic AlgorithmANH NGUYỄN ĐỨCPas encore d'évaluation
- Gev - Cor - 08 - 2004Document25 pagesGev - Cor - 08 - 2004Guilherme VieiraPas encore d'évaluation
- Prioritizing Production Planning Problems and Normalizing Percent Plan Complete Data Using Six Sigma - Beary and Abdelhamid - 2006Document11 pagesPrioritizing Production Planning Problems and Normalizing Percent Plan Complete Data Using Six Sigma - Beary and Abdelhamid - 2006Jhonny H. Franke OrellanaPas encore d'évaluation
- ResearchDocument8 pagesResearchKunal DhotrePas encore d'évaluation
- Summary of The Results: Scheduling FMS Using Heuristic and Search TechniquesDocument7 pagesSummary of The Results: Scheduling FMS Using Heuristic and Search TechniquesitzgayaPas encore d'évaluation
- R-April Et. Al. 2003Document11 pagesR-April Et. Al. 2003SHFARAPas encore d'évaluation
- Batch Process Simulation For The Pharmaceutical IndustryDocument12 pagesBatch Process Simulation For The Pharmaceutical IndustryCoolgk2Pas encore d'évaluation
- System Modeling and Simulation AssignmentDocument14 pagesSystem Modeling and Simulation Assignmentaws KyksPas encore d'évaluation
- Subscribe To Deepl Pro To Edit This DocumentDocument2 pagesSubscribe To Deepl Pro To Edit This DocumentCristian Reyes MendezPas encore d'évaluation
- Managing Supply Chain RiskDocument8 pagesManaging Supply Chain Riskwasim786nasirPas encore d'évaluation
- Improving Manufacturing Practices With Dynamic SimulationDocument4 pagesImproving Manufacturing Practices With Dynamic SimulationCreateASoftPas encore d'évaluation
- Modelling System RequirementsDocument8 pagesModelling System RequirementsJaya SinghaniaPas encore d'évaluation
- Unit 5Document34 pagesUnit 5ShrutiPas encore d'évaluation
- 2 Manufacturing and Production Information SystemsDocument3 pages2 Manufacturing and Production Information SystemsJai GaizinPas encore d'évaluation
- Knowledge Based Manufacturing System (KBMS) : Kesheng WangDocument8 pagesKnowledge Based Manufacturing System (KBMS) : Kesheng WangPedro BambergPas encore d'évaluation
- Proposing An Aggregate Production Planning Model by Goal Programming Approach, A Case StudyDocument13 pagesProposing An Aggregate Production Planning Model by Goal Programming Approach, A Case StudyANH PHẠM THỊ LANPas encore d'évaluation
- Utilizare Metedelor Taguchi in Calitatea Sistemelor InformaticeDocument9 pagesUtilizare Metedelor Taguchi in Calitatea Sistemelor Informaticebuligiu_ionPas encore d'évaluation
- Supply Chain Management Simulation ModelDocument10 pagesSupply Chain Management Simulation ModelAjayi AugustinePas encore d'évaluation
- Thesis On Production Planning and ControlDocument6 pagesThesis On Production Planning and Controldwtnpjyv100% (2)
- Research Paper On Flexible Manufacturing System PDFDocument7 pagesResearch Paper On Flexible Manufacturing System PDFafnhdqfvufitoaPas encore d'évaluation
- Process Discovery Driven Process Optimization A Case StudyDocument16 pagesProcess Discovery Driven Process Optimization A Case Studycarolina fuentesPas encore d'évaluation
- Sciencedirect: Decision Support System For Production Scheduling (DSSPS)Document9 pagesSciencedirect: Decision Support System For Production Scheduling (DSSPS)felipe29Pas encore d'évaluation
- TR 200904text24Document12 pagesTR 200904text24SpeedSrlPas encore d'évaluation
- Cost Estimation System of Dies ManufacturingDocument10 pagesCost Estimation System of Dies ManufacturingkillerbapPas encore d'évaluation
- CHAPTER 3 (B)Document38 pagesCHAPTER 3 (B)daneshnedaiePas encore d'évaluation
- 2836-Article Text-5471-1-10-20201213Document7 pages2836-Article Text-5471-1-10-20201213Mahamat DorsoumaPas encore d'évaluation
- Enterprise Resource PlanningDocument4 pagesEnterprise Resource PlanningMuhammad UmairPas encore d'évaluation
- BPM (E-Woks) SystemDocument3 pagesBPM (E-Woks) SystemshrimankarPas encore d'évaluation
- Using SimulationDocument18 pagesUsing Simulationdr_hsn57Pas encore d'évaluation
- PCX - ReportDocument4 pagesPCX - ReportespantocdPas encore d'évaluation
- Research Paper On Production Planning and ControlDocument8 pagesResearch Paper On Production Planning and Controlh03318kj100% (1)
- Ai For ManagementDocument8 pagesAi For ManagementmelbaylonPas encore d'évaluation
- Sales Analysis and Forecasting in Shopping Mart: Amit Kumar, Kartik Sharma, Anup Singh, Dravid KumarDocument4 pagesSales Analysis and Forecasting in Shopping Mart: Amit Kumar, Kartik Sharma, Anup Singh, Dravid KumarKartik SharmaPas encore d'évaluation
- BUS 5110 Writing Assignment Unit 2 (1) COSTING METHODSDocument5 pagesBUS 5110 Writing Assignment Unit 2 (1) COSTING METHODSKonanRogerKouakouPas encore d'évaluation
- Implementation of Inventory Management System in A Furniture Company: A Real Case StudyDocument18 pagesImplementation of Inventory Management System in A Furniture Company: A Real Case StudyHasyaCacaPas encore d'évaluation
- Building Rating and Data Analysis Module For The Distributor and Seller Product HandlingDocument20 pagesBuilding Rating and Data Analysis Module For The Distributor and Seller Product Handlinggattus123Pas encore d'évaluation
- Quality Circles and Its Importance and Aid of CAD and CIM in Reducing To Market TimeDocument18 pagesQuality Circles and Its Importance and Aid of CAD and CIM in Reducing To Market TimeHina KhanPas encore d'évaluation
- Operation Research..Few PointsDocument4 pagesOperation Research..Few PointsKuldeep JangidPas encore d'évaluation
- Principles of Six Sigma PDFDocument10 pagesPrinciples of Six Sigma PDFFerigrina ChanPas encore d'évaluation
- Advances in Engineering Software: Orlando DuránDocument3 pagesAdvances in Engineering Software: Orlando DuránSreekumar RajendrababuPas encore d'évaluation
- A Framework For The Engineering of Reliable Distributed SystemsDocument8 pagesA Framework For The Engineering of Reliable Distributed Systemssurendiran123Pas encore d'évaluation
- Business Process DiscoveryDocument7 pagesBusiness Process Discoveryolivia523Pas encore d'évaluation
- Computer Aided Process Planning Approach For Cost Reduction and Increase in ThroughputDocument13 pagesComputer Aided Process Planning Approach For Cost Reduction and Increase in ThroughputMohit TailorPas encore d'évaluation
- Research Article Supply Chain Management System For Automobile Manufacturing Enterprises Based On SAPDocument11 pagesResearch Article Supply Chain Management System For Automobile Manufacturing Enterprises Based On SAPKase Hija IndiaPas encore d'évaluation
- Pareto OptimizationDocument7 pagesPareto OptimizationeandreimariusPas encore d'évaluation
- Research Paper On Software Cost EstimationDocument5 pagesResearch Paper On Software Cost Estimationmzgxwevkg100% (1)
- Design Optimization - Past, Present, and FutureDocument11 pagesDesign Optimization - Past, Present, and Futurejwpaprk1Pas encore d'évaluation
- Man Simulation 1Document13 pagesMan Simulation 1kushkimPas encore d'évaluation
- Research Paper On Genetic Based Workflow Scheduling Algorithm in Cloud ComputingDocument6 pagesResearch Paper On Genetic Based Workflow Scheduling Algorithm in Cloud ComputingSebastian GuerraPas encore d'évaluation
- A Time-Based Quantitative Approach For Selecting Lean Strategies For Manufacturing OrganisationsDocument23 pagesA Time-Based Quantitative Approach For Selecting Lean Strategies For Manufacturing OrganisationsIlse Guadalupe EncinasPas encore d'évaluation
- Research Article at ForecastingDocument16 pagesResearch Article at ForecastingamirPas encore d'évaluation
- Ase 1Document8 pagesAse 1Ruthwell MugataPas encore d'évaluation
- Building and Managing SystemDocument5 pagesBuilding and Managing SystemDhivena JeonPas encore d'évaluation
- Unit 5 Implementing and Maintaining A Data Warehouse EnvironmentDocument23 pagesUnit 5 Implementing and Maintaining A Data Warehouse EnvironmentgaardiPas encore d'évaluation
- Gym Management System: G. S. College of Commerce & Economics, Nagpur (Autonomous) (Computer Application) Final YearDocument129 pagesGym Management System: G. S. College of Commerce & Economics, Nagpur (Autonomous) (Computer Application) Final YearS Mohamed AsifPas encore d'évaluation
- Gqmonrm PDFDocument12 pagesGqmonrm PDFleoazzolaPas encore d'évaluation
- 6 Slides-Ggplot2 Part1Document27 pages6 Slides-Ggplot2 Part1Ashwani KumarPas encore d'évaluation
- Material Handeling OCPDocument1 pageMaterial Handeling OCPAshwani KumarPas encore d'évaluation
- SAS Overview CL - 1Document7 pagesSAS Overview CL - 1Ashwani KumarPas encore d'évaluation
- Auto IndustryDocument2 pagesAuto IndustryAshwani KumarPas encore d'évaluation
- Six Sigma Green Belt New PDFDocument9 pagesSix Sigma Green Belt New PDFAshwani KumarPas encore d'évaluation
- Define Phase - SudhirDocument43 pagesDefine Phase - SudhirAshwani KumarPas encore d'évaluation
- MeasureDocument51 pagesMeasureAshwani KumarPas encore d'évaluation
- Bloomberg ManualDocument4 pagesBloomberg ManualAshwani KumarPas encore d'évaluation
- Corning, Inc CaseDocument2 pagesCorning, Inc CaseAshwani KumarPas encore d'évaluation
- Prowess User ManualDocument33 pagesProwess User ManualAshwani KumarPas encore d'évaluation
- Seventy First Annual Report 2006 2007Document63 pagesSeventy First Annual Report 2006 2007Ashwani KumarPas encore d'évaluation
- Financing New Venture: Stephanie Marrus Naeem ZafarDocument6 pagesFinancing New Venture: Stephanie Marrus Naeem ZafarAshwani KumarPas encore d'évaluation
- European UnionDocument47 pagesEuropean UnionAshwani KumarPas encore d'évaluation
- Trailblaze CaseDocument4 pagesTrailblaze CaseAshwani KumarPas encore d'évaluation
- Fundamentals of Project ManagementDocument46 pagesFundamentals of Project ManagementAshwani KumarPas encore d'évaluation
- Building Blocks: For The Global EconomyDocument88 pagesBuilding Blocks: For The Global EconomyAshwani KumarPas encore d'évaluation
- Hero HondaDocument17 pagesHero HondaAshwani KumarPas encore d'évaluation
- Cake Talk Probability ForecastingDocument46 pagesCake Talk Probability ForecastingAshwani KumarPas encore d'évaluation
- Information Systems and Its Impact in Organization and PeopleDocument3 pagesInformation Systems and Its Impact in Organization and PeopleAshwani KumarPas encore d'évaluation
- Impact of Pantawid Pamilyang Pilipino Program On EducationDocument10 pagesImpact of Pantawid Pamilyang Pilipino Program On EducationEllyssa Erika MabayagPas encore d'évaluation
- Bullshit System v0.5Document40 pagesBullshit System v0.5ZolaniusPas encore d'évaluation
- Amount of Casien in Diff Samples of Milk (U)Document15 pagesAmount of Casien in Diff Samples of Milk (U)VijayPas encore d'évaluation
- Design of Penstock: Reference Code:IS 11639 (Part 2)Document4 pagesDesign of Penstock: Reference Code:IS 11639 (Part 2)sunchitk100% (3)
- rp10 PDFDocument77 pagesrp10 PDFRobson DiasPas encore d'évaluation
- Disassembly Procedures: 1 DELL U2422HB - U2422HXBDocument6 pagesDisassembly Procedures: 1 DELL U2422HB - U2422HXBIonela CristinaPas encore d'évaluation
- Sakui, K., & Cowie, N. (2012) - The Dark Side of Motivation - Teachers' Perspectives On 'Unmotivation'. ELTJ, 66 (2), 205-213.Document9 pagesSakui, K., & Cowie, N. (2012) - The Dark Side of Motivation - Teachers' Perspectives On 'Unmotivation'. ELTJ, 66 (2), 205-213.Robert HutchinsonPas encore d'évaluation
- Miniature Daisy: Crochet Pattern & InstructionsDocument8 pagesMiniature Daisy: Crochet Pattern & Instructionscaitlyn g100% (1)
- Fundamentals of Public Health ManagementDocument3 pagesFundamentals of Public Health ManagementHPMA globalPas encore d'évaluation
- FuzzingBluetooth Paul ShenDocument8 pagesFuzzingBluetooth Paul Shen许昆Pas encore d'évaluation
- SweetenersDocument23 pagesSweetenersNur AfifahPas encore d'évaluation
- Department of Education: Republic of The PhilippinesDocument1 pageDepartment of Education: Republic of The PhilippinesJonathan CayatPas encore d'évaluation
- John L. Selzer - Merit and Degree in Webster's - The Duchess of MalfiDocument12 pagesJohn L. Selzer - Merit and Degree in Webster's - The Duchess of MalfiDivya AggarwalPas encore d'évaluation
- ML Ass 2Document6 pagesML Ass 2Santhosh Kumar PPas encore d'évaluation
- BrochureDocument3 pagesBrochureapi-400730798Pas encore d'évaluation
- Sample Resume For Supply Chain Logistics PersonDocument2 pagesSample Resume For Supply Chain Logistics PersonAmmar AbbasPas encore d'évaluation
- Antena TelnetDocument4 pagesAntena TelnetMarco PiambaPas encore d'évaluation
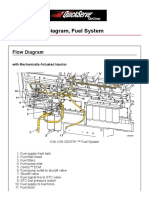
- Cummin C1100 Fuel System Flow DiagramDocument8 pagesCummin C1100 Fuel System Flow DiagramDaniel KrismantoroPas encore d'évaluation
- Lecture 14 Direct Digital ManufacturingDocument27 pagesLecture 14 Direct Digital Manufacturingshanur begulaji0% (1)
- Week-3-Q1-Gen Chem-Sep-11-15-DllDocument12 pagesWeek-3-Q1-Gen Chem-Sep-11-15-DllJennette BelliotPas encore d'évaluation
- Chapter - I Introduction and Design of The StudyDocument72 pagesChapter - I Introduction and Design of The StudyramPas encore d'évaluation
- Z-Purlins: Technical DocumentationDocument11 pagesZ-Purlins: Technical Documentationardit bedhiaPas encore d'évaluation
- Business Plan in BDDocument48 pagesBusiness Plan in BDNasir Hossen100% (1)
- Chhay Chihour - SS402 Mid-Term 2020 - E4.2Document8 pagesChhay Chihour - SS402 Mid-Term 2020 - E4.2Chi Hour100% (1)
- CL57T V4.0Document14 pagesCL57T V4.0dimitriPas encore d'évaluation
- Neonatal Mortality - A Community ApproachDocument13 pagesNeonatal Mortality - A Community ApproachJalam Singh RathorePas encore d'évaluation
- postedcontentadminuploadsFAQs20for20Organization PDFDocument10 pagespostedcontentadminuploadsFAQs20for20Organization PDFMohd Adil AliPas encore d'évaluation
- Congenital Cardiac Disease: A Guide To Evaluation, Treatment and Anesthetic ManagementDocument87 pagesCongenital Cardiac Disease: A Guide To Evaluation, Treatment and Anesthetic ManagementJZPas encore d'évaluation
- Leadership Styles-Mckinsey EdDocument14 pagesLeadership Styles-Mckinsey EdcrimsengreenPas encore d'évaluation
- Wholesale Terminal Markets - Relocation and RedevelopmentDocument30 pagesWholesale Terminal Markets - Relocation and RedevelopmentNeha Bhusri100% (1)
- Certified Solidworks Professional Advanced Weldments Exam PreparationD'EverandCertified Solidworks Professional Advanced Weldments Exam PreparationÉvaluation : 5 sur 5 étoiles5/5 (1)
- Beginning AutoCAD® 2022 Exercise Workbook: For Windows®D'EverandBeginning AutoCAD® 2022 Exercise Workbook: For Windows®Pas encore d'évaluation
- CATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchD'EverandCATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchÉvaluation : 4 sur 5 étoiles4/5 (10)
- AutoCAD 2010 Tutorial Series: Drawing Dimensions, Elevations and SectionsD'EverandAutoCAD 2010 Tutorial Series: Drawing Dimensions, Elevations and SectionsPas encore d'évaluation
- Product Manufacturing and Cost Estimating using CAD/CAE: The Computer Aided Engineering Design SeriesD'EverandProduct Manufacturing and Cost Estimating using CAD/CAE: The Computer Aided Engineering Design SeriesÉvaluation : 4 sur 5 étoiles4/5 (4)
- SolidWorks 2015 Learn by doing-Part 1D'EverandSolidWorks 2015 Learn by doing-Part 1Évaluation : 4.5 sur 5 étoiles4.5/5 (11)