Académique Documents
Professionnel Documents
Culture Documents
Antologia Admon Mantto-Libre
Transféré par
tareasitp210 évaluation0% ont trouvé ce document utile (0 vote)
61 vues116 pagesTitre original
Antologia Admon Mantto-libre
Copyright
© © All Rights Reserved
Formats disponibles
PDF, TXT ou lisez en ligne sur Scribd
Partager ce document
Partager ou intégrer le document
Avez-vous trouvé ce document utile ?
Ce contenu est-il inapproprié ?
Signaler ce documentDroits d'auteur :
© All Rights Reserved
Formats disponibles
Téléchargez comme PDF, TXT ou lisez en ligne sur Scribd
0 évaluation0% ont trouvé ce document utile (0 vote)
61 vues116 pagesAntologia Admon Mantto-Libre
Transféré par
tareasitp21Droits d'auteur :
© All Rights Reserved
Formats disponibles
Téléchargez comme PDF, TXT ou lisez en ligne sur Scribd
Vous êtes sur la page 1sur 116
M.I.
LISSETH RIVERA AGUIRRE
1
ADMINISTRACIN DEL MANTENIMIENTO
UNIDAD I
INTRODUCCIN AL MANTENIMIENTO INDUSTRIAL Y
GENERALIDADES
1.1 Concepto e importancia del mantenimiento Industrial.
1.2 Principios de organizacin.
1.3 Funciones y responsabilidades del departamento de mantenimiento.
1.4. Papel del mantenimiento industrial
Competencia especfica a desarrollar;
Investigar y conocer el origen y la evolucin del mantenimiento industrial, as como
sus principios de organizacin.
Actividades de aprendizaje:
Realizar investigacin documental para conocer las etapas por las que pas
el mantenimiento hasta nuestros das.
Definir en forma general lo que es mantenimiento industrial.
Conocer y elaborar el organigrama del departamento de mantenimiento
para los diversos tamaos de empresas de su entorno.
Determinar y documentar las funciones y responsabilidades de los diversos
puestos de la organizacin del departamento de mantenimiento.
Conocer la importancia del mantenimiento en una organizacin como
departamento de servicio.
M.I.LISSETH RIVERA AGUIRRE
2
ADMINISTRACIN DEL MANTENIMIENTO
UNIDAD I
INTRODUCCIN AL MANTENIMIENTO INDUSTRIAL Y
GENERALIDADES
1.1 Concepto e importancia del mantenimiento Industrial.
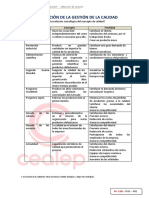
A lo largo de la historia el trmino calidad y mantenimiento ha sufrido numerosos cambios
que conviene identificarlos en cuanto su evolucin histrica, por lo que describiremos en
cada una de las etapas el concepto que se tena de la calidad y del mantenimiento y
cules eran los objetivos a perseguir.
Etapa Concepto Finalidad
Artesanal
Hacer las cosas bien independientemente
del costo o esfuerzo necesario para ello.
Satisfacer al cliente.
Satisfacer al artesano, por el
trabajo bien hecho.
Crear un producto nico.
Revolucin
Industrial
Hacer muchas cosas no importando que
sean de calidad
(Se identifica produccin con calidad).
Satisfacer una gran demanda
de bienes.
Obtener beneficios.
Segunda
Guerra
Mundial
Asegurar la eficacia del armamento sin
importar el costo, con la mayor y ms
rpida produccin (Eficacia + Plazo =
Calidad).
Garantizar la disponibilidad
de un armamento eficaz en la
cantidad y el momento
preciso.
Posguerra
(Japn)
Hacer las cosas bien a la primera.
Minimizar costos mediante la
Calidad.
Satisfacer al cliente.
Ser competitivo.
Postguerra
(Resto del
mundo)
Producir, cuanto ms mejor.
Satisfacer la gran demanda
de bienes causada por la
guerra.
M.I.LISSETH RIVERA AGUIRRE
3
Control de Calidad
Tcnicas de inspeccin en Produccin para
evitar la salida de bienes defectuosos.
Satisfacer las
necesidades tcnicas
del producto.
Aseguramiento de
la Calidad
Sistemas y Procedimientos de la
organizacin para evitar que se produzcan
bienes defectuosos.
Satisfacer al cliente.
Prevenir errores.
Reducir costes.
Ser competitivo.
Calidad Total
Teora de la administracin empresarial
centrada en la permanente satisfaccin de
las expectativas del cliente.
Satisfacer tanto al
cliente externo como
interno.
Ser altamente
competitivo.
Mejora Continua.
Tabla 1.1 Evolucin de la Calidad.
Tabla 1.2 Evolucin del mantenimiento.
Esta evolucin nos ayuda a comprender de dnde proviene la necesidad de ofrecer una
mayor calidad del producto o servicio que se proporciona al cliente y, en definitiva, a la
sociedad, y cmo poco a poco se ha ido involucrando toda la organizacin en la
consecucin de este fin. La calidad no se ha convertido nicamente en uno de los
requisitos esenciales del producto sino que hoy en da es un factor estratgico clave del
que dependen la mayor parte de las organizaciones, no slo para mantener su posicin
en el mercado sino incluso para asegurar su supervivencia.
M.I.LISSETH RIVERA AGUIRRE
4
El hacer mantenimiento con un concepto actual no implica reparar un equipo roto tan
pronto como se pueda; sino mantener el equipo en operacin a los niveles especificados.
En consecuencia, un buen mantenimiento no consiste en realizar el trabajo equivocado en
la forma mas eficiente; su primera prioridad es prevenir fallas y, de este modo reducir los
riesgos de paradas imprevistas.
Es el medio que tiene toda empresa para conservar operable con debido grado de
eficacia y eficiencia su activo fijo. Engloba al conjunto de actividades necesarias para:
Mantener una instalacin o equipo en funcionamiento.
Restablecer el funcionamiento del equipo en condiciones predeterminadas.
El mantenimiento incide, por lo tanto en la cantidad y calidad de la produccin que est
determinada por la capacidad instalada de produccin y por su disponibilidad
entendindose por tal al cociente del tiempo efectivo de produccin entre la suma de este
y el tiempo de parada por mantenimiento.
Figura 1.1 Relacin entre los objetivos de la organizacin, el proceso de produccin y el
mantenimiento.
M.I.LISSETH RIVERA AGUIRRE
5
Figura 1.2 Estrategias de mantenimiento.
Reemplazo Reparacin
general
Mantenimiento
preventivo
Modificacin
del diseo
Correctivo u
operacin
hasta que
falle
Direccin
de fallas
Mantenimiento de oportunidad
Con base en las
condiciones
Con base en la
estadstica y la
confiabilidad
Fuera de lnea En lnea
Con base en el
tiempo
Con base al uso
Estrategias de mantenimiento
M.I.LISSETH RIVERA AGUIRRE
6
Prioridades del trabajo de mantenimiento
Cdigo Nombre Marco de tiempo en que debe
comenzar el trabajo
Tipo de trabajo
1 Emergencia El trabajo debe comenzar
inmediatamente.
Trabajo que tiene un efecto inmediato
en la seguridad, el ambiente, la calidad
o que parara la operacin.
2 Urgente El trabajo debe comenzar dentro de
las prximas 24 horas,
Trabajo que probablemente tendr un
impacto en la seguridad, el ambiente, la
calidad o que podr parar la operacin.
3 Normal El trabajo debe comenzar dentro de
las prximas 24 horas.
Trabajo que probablemente tendr un
impacto en la produccin dentro de una
semana.
4 Programado Segn esta programado. Mantenimiento preventivo y de rutina
todo el trabajo programado.
5 Aplazable El trabajo debe comenzar cuando
se cuente con los recursos o en el
periodo de un paro.
Trabajo que no tiene un impacto
inmediato en la seguridad, la salud,
ambiente o las operaciones.
Tabla 1.3 Prioridades de los trabajos de mantenimiento.
Las actividades de mantenimiento cuando se realizan con un enfoque de calidad, se
realizan tomando como base el ciclo de Deming.
M.I.LISSETH RIVERA AGUIRRE
7
Figura 1.3 El ciclo de Deming enfocado a los trabajos de mantenimiento.
M.I.LISSETH RIVERA AGUIRRE
8
Figura 1.4 Relacin entre los objetivos de la organizacin, el proceso de produccin y el
mantenimiento
Para lograr el mejoramiento de la calidad se debe pasar por un proceso, para as poder
alcanzar niveles de mantenimiento sin precedentes.
Los pasos de este proceso pueden resumirse as:
1. Probar la necesidad de mejoramiento.
2. Identificar los proyectos concretos de mejoramiento.
3. Organizarse para la conduccin de los proyectos.
4. Prepararse para el diagnstico de las causas.
5. Diagnosticar las causas.
6. Proveer las soluciones.
7. Probar que la solucin es efectiva bajo condiciones de operacin.
8. Proveer un sistema de control para mantener lo ganado.
M.I.LISSETH RIVERA AGUIRRE
9
1.2 Principios de organizacin.
EMPRESA
Sistema complejo constituido por un proyecto, personas y tecnolgicas que es capaz de:
Producir riquezas (bienes y servicios) en mayor medida de las que consume para
satisfacer las necesidades individuales y colectivas de los consumidores al nivel
ms econmico.
Adaptarse al entorno competitivo que la rodea.
Sobrevivir y desarrollarse como entidad autnoma y responsable que tiene riesgos
y en consecuencia, posibilidades de desaparecer.
Su supervivencia depende de los ingresos que obtiene por la venta de sus productos y/o
servicios. En efecto, para obtener xito, la empresa debe ofrecer productos y/o servicios
que:
Respondan a una necesidad. Uso o propsito bien definido.
Satisfagan las expectativas de los consumidores.
Cumplan con normas y especificaciones aplicables.
Cumplan con requisitos reglamentarios y otros de la sociedad.
Estn disponibles a precios competitivos.
Sean suministrados a un costo que genere una ganancia.
GERENCIA
rgano que dirige las personas, los distintos departamentos dentro de ellas,
estableciendo metas y objetivos a travs de una ejecucin eficiente y econmica de sus
funciones.
DIRECCIN EJECUTIVA
Fuerza motivante que estimula y dirige a la organizacin para lograr satisfactoriamente los
objetivos a travs de una ejecucin eficiente y econmica de sus funciones.
FUNCIONES
Fases de un trabajo distinguido de las dems.
ESTRUCTURA
Relaciones entre grupos que combinan las distintas unidades de responsabilidad.
PRODUCCIN
Conjunto de actividades que consumen energa, tiempo y materia para transformar a esta
desde una forma a otra utilizando tecnologas e instalaciones aportadas sin afectar
negativamente al medio ambiente y terminando al menor costo un producto fsico o de
otro tipo, solicitando, demandando o necesitado por alguien.
M.I.LISSETH RIVERA AGUIRRE
10
MANTENIMIENTO
Comprenden todas aquellas actividades necesarias para mantener los equipos e
instalaciones en una condicin particular o volverlos a dicha condicin.
FINALIDAD DEL MANTENIMIENTO
Conservar la planta industrial con el equipo, los edificios, los servicios y las instalaciones
en condiciones de cumplir con la funcin para la cual fueron proyectadas con la capacidad
y la calidad especificadas, pudiendo ser utilizados en condiciones de seguridad y
economa de acuerdo aun nivel de ocupacin y a un programa de uso definidos por los
requerimientos de produccin.
EQUIPO
Elemento que constituye el todo o parte de una maquinaria o instalacin que, por sus
caractersticas, tienen datos, historial y programas de reparacin propios.
CRITICIDAD
La incidencia que tiene cada equipo o maquina dentro de la operacin de la empresa.
PEDIDO DE TRABAJO
Es la solicitud verbal escrita de una tarea a ser ejecutada por mantenimiento requerida por
produccin, por calidad o, por el propio mantenimiento y que es ingresada al sistema para
su concertacin posterior.
ORDEN DE TRABAJO
Es el instructivo por el cual se indica a los sectores operativos de mantenimiento ejecutar
una tarea.
DATOS TCNICOS
Es la suma de informacin referida a los datos de fabricacin, operacin, repuestos o
planos de cada equipo y/o instalacin de la planta.
RUBROS
Son los temas en que es posible dividir la ficha tcnica de cada equipo para facilitar su
consulta.
TALLERES
Son los sectores internos o externos de la empresa que efectan mantenimiento.
TIPO DE CARGO
Es la imputacin que tiene cada gasto efectuado. Por lo general son cinco a saber; mano
de obra propia, mano de obra contratada, existencia de materiales en almacenes, otros
cargos y ajustes.
ZONAS
Son los sectores de produccin de la empresa en donde la incidencia de un desperfecto
afecta significativamente en volumen y en calidad de la misma produccin.
PLANIFICACIN Y CONTROL
Es el sector interno que recibe, procesa y emite informacin relativa a datos tcnicos,
fallas, solicitudes y rdenes de trabajo, mano de obra ocupada y materiales utilizados en
las tareas de mantenimiento y eventualmente de corresponder en los servicios de
Produccin.
M.I.LISSETH RIVERA AGUIRRE
11
AUDITORA
Es una actividad documentada que se realiza para determinar mediante investigacin,
examen y evaluacin de evidencias objetivas el cumplimiento de procesos establecidos,
instrucciones, especificaciones, cdigos, normas, programas operativos o administrativos
y otros documentos aplicables, as como la efectividad de su implementacin.
ORGANIGRAMA DEL DEPARTAMENTO DE MANTENIMIENTO
Depende de mltiples factores. Los ms importantes son tamao, Numero de plantas y su
ubicacin fsica, productos y procesos, desarrollo tecnolgico disponibilidad de recursos,
etc. Si bien no existe un modelo nico de organizacin que sirva todas las empresas,
obliga a cada una a desarrollar su propia organizacin, la cual debe permitir el
cumplimiento de los objetivos fijados por la alta gerencia.
En empresas pequeas, las distintas funciones pueden incluso, recaer en una persona
pero, en empresas medianas y grandes es indispensable contar con un organigrama en el
que todas las gerencias se encuentran a un mismo nivel de autoridad y jerarqua. En
consecuencia, en caso de desacuerdo entre dos o ms gerentes, estos pueden dirigirse a
su superior inmediato para resolver la disputa y tomar la decisin ms conveniente.
Si bien en empresas pequeas el organigrama puede ser muy sencillo, deber respetarse
siempre el que mantenimiento est en pie de igualdad con produccin y con calidad, por
cuanto esa estructura es la que permitir un desarrollo ms eficiente de los procesos con
un mnimo de costos y rechazos. Esto es consecuencia de que el mantenimiento no es
mas la funcin que repara el equipo roto lo mas rpido posible; ahora trata de mantener
los equipos en operacin y que estos produzcan con la calidad especificada.
Figura 1.5 Ejemplo de estructura organizacional de una empresa.
M.I.LISSETH RIVERA AGUIRRE
12
Es muy comn que dentro de la gestin de mantenimiento se incluyan, adems de las
actividades tendientes a asegurar la disponibilidad mxima planificada de los equipos al
menor costo dentro de los requisitos de seguridad, la atencin de los servicios al
establecimiento. Como tales, se entienden los servicios requeridos para disponer de la
energa elctrica, calrica bajo sus distintas formas (vapor, agua caliente, tibia), agua (en
la industria alimenticia potable), aire comprimido, refrigeracin, vaco, etc., en las
cantidades y calidades solicitadas por la actividad de la empresa y, tambin de la colecta,
tratamiento y disposicin de los residuos slidos, lquidos y gaseosos que se generan en
ella.
Incluso en algunas plantas, mantenimiento tambin es responsable de las tareas de
limpieza, higiene y sanitizacin del establecimiento. En consecuencia la organizacin del
mantenimiento deber contemplar la totalidad de las actividades bajo su responsabilidad
buscando su desempeo eficiente, eficaz y al menor costo. Paralelamente debe tenerse
presente que dentro de este concepto amplio de la funcin de mantenimiento coexisten
elementos de gestin (supervisin y control) y operativos (atencin de los servicios,
ejecucin de las intervenciones, etc.).
A semejanza de lo ya expresado al analizar la organizacin de la empresa, tampoco
existe a nivel de mantenimiento un organigrama tipo de aplicacin general, cada empresa
deber crear el organigrama ms conveniente y que mejor se adapte a sus caractersticas
propias.
Es muy difcil lograr que en mantenimiento una sola persona pueda realizar
satisfactoriamente todas las funciones propias del rea, salvo que la empresa sea muy
pequea y que su responsable tenga condiciones excepcionales.
Para disear una estructura organizativa en mantenimiento se debe:
Determinar la responsabilidad, autoridad y el rol de cada persona involucrada en el
rea de mantenimiento.
Establecer las relaciones verticales y horizontales entre todas las personas.
Asegurar que el objetivo de mantenimiento ha sido interpretado y entendido por
todos.
Establecer sistemas efectivos de coordinacin y comunicacin entre las personas.
M.I.LISSETH RIVERA AGUIRRE
13
Figura 1.6 Ejemplos de organizacin en los Departamentos de Mantenimiento.
1.3 Funciones y responsabilidades del departamento de mantenimiento.
a) MANTENIMIENTO CORRECTIVO
Comprende el que se llevar a cabo con el fin de corregir (reparar) una falla en el equipo.
Se clasifica en:
No planificado:
Es el mantenimiento de una emergencia (reparacin de roturas). Debe efectuarse cuando
se presente una emergencia ya sea imprevista y que se debe reparar lo mas pronto
posible o por una condicin que hay que satisfacer (problemas de seguridad, de
contaminacin, de aplicacin de normas legales, etc.).
M.I.LISSETH RIVERA AGUIRRE
14
Planificado:
Se sabe con antelacin qu es lo que debe hacerse de modo que cuando se pare el
equipo para efectuar la reparacin, se disponga del personal, repuesto y documentos
tcnicos necesarios para realizarla correctamente.
b) MANTENIMIENTO PREVENTIVO
Cubre todo el mantenimiento programado que se realiza con el fin de:
Prevenir la ocurrencia de fallas. Se conoce como mantenimiento preventivo
directo o peridico. FTM (Fixed Time Maintenance) por cuanto sus actividades
estn controladas por el tiempo. Se basa en la confiabilidad de los equipos sin
considerar las peculiaridades de una instalacin dada, Ejemplos: limpieza,
lubricacin, recambio programados.
Detectar las fallas antes de que se desarrollen en una rotura u otras interferencias
en produccin. Est basado en inspecciones, medidas y control del nivel de
condiciones de los equipos. Tambin conocido como mantenimiento predictivo,
preventivo directo o mantenimiento por condicin. A diferencia del mantenimiento
predictivo directo, que asume que los equipos e instalaciones siguen cierta clase
de comportamiento estadstico, el mantenimiento predictivo verifica muy de cerca
la operacin de cada mquina operando en su entorno real. Sus beneficios son
difciles de cuantificar ya que no se dispone de mtodos tipo para el clculo de los
beneficios o del valor derivado de su aplicacin. Por ello muchas empresas usan
sistemas informales basados en los costos evitados indicndose que por cada
dlar gastado en su empleo, se economizaron 10 dlares en costos de
mantenimiento.
c) CONTROL DE CONDICIN
Es la medida de interpretar peridicamente o continua de un componente para determinar
las condiciones de funcionamiento y la necesidad de mantenimiento de los equipos. El
control del nivel de condicin de los equipos puede ser subjetivo (basado en los sentidos)
y objetivo (mediante medidas peridicas o continuas de uno o varios parmetros). Entre
estas ultimas, se destacan anlisis vibracional (equipos rotatorios). Anlisis de aceites
deteccin de partculas metlicas residuales). Medidas de pulsos de choque
(rodamientos), termografa (deteccin de zonas calientes en planta), y varias tcnicas de
ensayos no destructivos (ultrasonido, rayos x) para ubicar fisuras o fallas.
d) MANTENIMIENTO DE MEJORA
Consiste en modificaciones o agregados que se pueden hacer a los equipos, si ello
constituye una ventaja tcnica y/o econmica y si permiten reducir, simplificar o eliminar
operaciones de mantenimiento.
e) MANTENIMIENTO DE OPORTUNIDAD
Aprovechando la parada de los equipos por otros motivos y segn la oportunidad
calculada sobre bases estadsticas, tcnicas y econmicas, se procede a un
mantenimiento programado de algunos componentes predeterminados de aquellos.
f) CONFIABILIDAD
Caractersticas de un equipo, instalacin o lnea de fabricacin que se mide por el tiempo
promedio en que puede operar entre faltas consecutivas.
M.I.LISSETH RIVERA AGUIRRE
15
g) MANTENIBILIDAD
Es el tiempo promedio requerido para reparar la falla ocurrida, est influencia por el
diseo del equipo y el modo en que se encuentre instalado.
h) EFICIENCIA DE LA ORGANIZACIN DE MANTENIMIENTO
Es el tiempo promedio que se espera por la llegada de los recursos de mantenimiento
cuando ocurre una parada. Est influenciada por la organizacin y estrategias usadas por
produccin y mantenimiento.
i) DISPONIBILIDAD
Es el tiempo de un equipo, instalacin, lnea de fabricacin que expresa su habilidad para
operar sus problemas. Depende de los atributos del sistema tcnico y de la eficiencia de
la gestin de mantenimiento
1.4. Papel del mantenimiento industrial.
La organizacin de mantenimiento de hoy, como muchos departamentos, est bajo una
presin continua para recortar costos, mostrar resultados, y apoyar la misin de la
organizacin. Despus de todo, son expectativas lgicas desde el punto de vista del
negocio.
La operacin evolutiva del mantenimiento ha recibido la responsabilidad de apoyar los
esfuerzos ms amplios de la Manufactura de Clase Mundial, tales como Seis Sigma,
Manufactura Esbelta y otras grandes iniciativas de calidad. La habilidad de ser exitoso en
esta responsabilidad est dentro de las prcticas y sistemas que constituyen la funcin de
mantenimiento. Nos es solo lo que hacemos, es qu tan bien lo hacemos.
De hecho, sin importar quin realice el mantenimiento, ya sea un tcnico especializado o
con mltiples habilidades, o un altamente entrenado operador/mecnico, las prcticas
slidas de mantenimiento son el pilar principal para el Mantenimiento de Clase Mundial,
que conduce a las Operaciones de Clase Mundial.
De acuerdo a Paul Thomlingson, en "Mantenimiento de Efectividad", los objetivos de una
buena funcin de mantenimiento son:
Apoyar las operaciones manteniendo el equipo de produccin en buena condicin
para que las metas de produccin puedan ser alcanzadas.
Mantener las instalaciones de la planta conservando el sitio de la planta y sus
edificios, servicios, y pisos en un estado atractivo y funcional.
Dirigir proyectos de ingeniera como modificacin de equipos, construccin,
instalacin y reubicacin.
Desarrollar un programa para llevar a cabo sus servicios.
Organizarse a s misma para apoyar las necesidades de mantenimiento de equipo
de produccin mientras se conducen proyectos de ingeniera esenciales.
Ejecutar sus programas mientras utiliza sus recursos productivamente.
Desempear trabajo de calidad.
Anticipar y prepararse para trabajo futuro.
Alcanzar mejora continua por medio de evaluar desempeo, tomar acciones
correctivas y medir el progreso.
M.I.LISSETH RIVERA AGUIRRE
16
Prepararse para cambios futuros anticipando necesidades y organizndose
flexiblemente.
Todo esto sera adicional a realizar las actividades proactivas para prevenir la ocurrencia
de fallas. El Mejor Mantenimiento tiene sus cimientos en las Mejores Prcticas de
Mantenimiento.
Estas prcticas incluyen las siguientes doce reas:
1. Despliegue de Liderazgo y Poltica.
2. Estructura Organizacional.
3. Control de Inventario.
4. Sistemas Computarizados de Administracin de Mantenimiento.
5. Mantenimiento Preventivo.
6. Mantenimiento Predictivo.
7. Planeacin y Programacin.
8. Flujo de Trabajo.
9. Control Financiero.
10. Participacin Operacional.
11. Dotacin de Personal y Desarrollo.
12. Mejoramiento Continuo.
M.I.LISSETH RIVERA AGUIRRE
17
ACTIVIDAD
TIPOS DE MANTENIMIENTO
De los siguientes casos determina a que tipo de trabajo de conservacin pertenecen.
1. Est a punto de salir para su trabajo, pero al abordar su coche se da cuenta de que
tiene desinflada la llanta y se ve obligado a cambiarla, por lo que en contra de su voluntad
llega media hora tarde a su trabajo. Usted hizo en este caso un trabajo
de____________________________________________________
Por que?_____________________________________________________
2. Ha comprado un automvil nuevo, lo ms caro que existe en el mercado, pensando con
placer que sus amigos al verlo conducir este auto, inmediatamente sabrn que ha
progresado. En el momento en que est a punto de subirse al automvil, descubre que
tiene manchas de lodo y se ve muy mal, por lo que antes de ir a ver a sus amigos lo lava y
arregla; este trabajo debe catalogarse como de __________________________________
Por que?________________________________________________________
3. Usted posee dos rasuradoras elctricas: una vieja, que siempre ha funcionado
satisfactoriamente y una nueva, que le acaban de regalar y desde entonces se rasura con
ella. Esta maana se le cay y se rompi, por lo que ya no puedo seguir usndola y tuvo
que rasurarse con la rasuradora vieja. El trabajo que le har el taller a la rasuradora
daada se cataloga como de _____________________________________________
Por qu?_____________________________________________________
4. Haga de cuenta que es fin de semana y usted est descansando en su casa, sale de
pronto al patio y se entera de que su coche tiene una llanta desinflada; no lo va a
necesitar, pero maana s porque tiene que ir a la oficina, por lo que se pone a corregir el
defecto y continua disfrutando de su descanso. Usted en este caso realiz un trabajo de
_________________________________________________
Por qu? _______________________________________________________
5. Usted trabaja en una estacin televisora; cuando est de guardia se produce un
cortocircuito en el transmisor de potencia y automticamente entra en servicio el de
reserva y el pblico no lo nota; de inmediato procede a corregir el dao y cataloga este
trabajo como de _________________________________________
Por qu? ________________________________________________________
M.I.LISSETH RIVERA AGUIRRE
18
6. El operador de una mquina de hilados, al cerrar la tapa de proteccin de esta despus
de terminado el ultimo turno, rompi dos dedos mecnicos y fue necesario que un tcnico
de su departamento trabajara durante toda la noche corrigiendo el dao para que, al
iniciarse las labores del da siguiente, la mquina funcionara en forma normal, este debe
catalogarse como un trabajo de ______________________________________
Por que? ________________________________________________________
7. La caldera principal baj de temperatura de 120 a 110C; el jefe de produccin pidi
que se arreglara el dao inmediatamente; pero usted comprob que los 10C de menos
no afectaban al producto que se estaba elaborando, por lo que decidi esperar a que se
terminara el ltimo turno para hacer el cambio del termostato electrnico, durante la
noche. Al llegar el personal de produccin en la misma maana, la temperatura haba
recuperado su nivel normal, este trabajo se considera como de
__________________________________________________
Por qu?_________________________________________________________
8. Su automvil est mal carburado y se encuentra en la carretera; se siente molesto
porque, contra su costumbre, ha tenido que ir a 80km/h y considera que lo menos que
acepta son 100km/h , por lo que inmediatamente lo llev al primer taller que encontr para
que le hicieran un trabajo de_______________________
Por qu?_________________________________________________________
9. A su to le paso lo mismo que a usted en el punto anterior, pero a el no le import ya
que siempre conduce a 70km/h por lo que de muy buen humor le dijo usted que al
regresar a la cuidad enviara su carro al taller para que le hicieran un trabajo
de_________________________________________________________________
Por qu? ________________________________________________________
10. Su despertador fall esta maana, pero como es muy previsor, tena programada la
alarma de su reloj de pulso 2 minutos despus y lleg a tiempo a su trabajo, a su reloj
descompuesto lo llev al taller para le hagan un trabajo de_________________________
Por qu? ________________________________________________________
M.I.LISSETH RIVERA AGUIRRE
19
ACTIVIDAD
CASO DE REFLEXIN
SPECTRUM CONTROL INC
SPECTRUM CONTROL con oficinas en Erie, Pensylvania, fue fundada en 1968 por
Thomas L. Venabla, Glen L. Warnshuis y Jhon R. Lane, tres ingenieros que se haban
conocido en Erie Technological Products. En 16 aos, la empresa creci de un inicio
de 300,000 dlares, localizada en una vieja ferretera, a una slida empresa pblica de
22 millones de dlares. Hoy da, SPECTRUM CONTROL tiene cuatro plantas
manufactureras y aproximadamente 1500 clientes, incluyendo IBM y Hewlett-Packard.
Durante los ltimos tres aos ha declarado utilidades, despus de impuestos, de
aproximadamente 10 por ciento sobre las ventas.
La calidad no era problema en los primeros das. Venable y Warnshuis diseaban y
construan filtros complejos de SPECTRUM CONTROL, en tanto que Lane los venda.
No tena ningn sentido fabricarlos mal, recuerda Venable con una risita. Pero,
conforme la empresa empez a prosperar y a crecer, este tipo de responsabilidad
directa cay en desuso.
Igual que en la mayora de los fabricantes e igual que la mayora de los negocios,
SPECTRUM CONTROL empez a operar utilizando la filosofa de niveles aceptables
de calidad, es decir, AQL. La empresa verificaba peridicamente una muestra del
producto y entonces embarcaba todo el lote, siempre y cuando la cantidad de
unidades defectuosas estuviera dentro de los lmites aceptables. Si haban
demasiados defectuosos, todo el lote se rechazaba o se sujetaba a inspeccin 100%,
un proceso costoso.
Entonces, lentamente, el mercado de SPECTRUM CONTROL empez a cambiar. Una
empresa japonesa, Murata Manufacturing, adquiri Erie Technological Products (ahora
Murata Erie North Amrica) con la que SPECTRUM CONTROL competa y se
apareci el espectro de la calidad al estilo japons. Varios de los clientes de
SPECTRUM CONTROL empezaron a hacer ruido tambin en relacin con la calidad.
Hace aproximadamente dos o tres aos, -Venable cuenta- Hewlett-Packard dijo que
iba a pensar al concepto de la idea de cero defectos: ningn defecto en ningn
material de entrada. Pronto IBM se uni al coro implicando, segn recuerda Venable,
que aquellos negocios que esperaran quedarse como proveedores de IBM ms les
vala empezar seriamente respecto a la calidad.
Venable y otros gerentes de SPECTRUM CONTROL empezaron a ensayar posibles
estrategias para el recin descubierto problema. Estudiaron algunas tcnicas de
calidad japonesa ..... Compraron 40 copias de Quality Is Free del asesor empresarial
Philp Crosby, un libro que haba estado recomendando IBM, el decano emrito del
control estadstico de la calidad.
Esencialmente, Crosby sugiere que se establezcan requisitos precisos para cada una
de las tareas del negocio y que estos estndares se cumplan en todas y cada una de
las instancias. Si ocurren problemas, ya sea en el desempeo o en el producto, deben
encontrarse soluciones permanentes tan pronto como sean posibles: las soluciones
temporales no son aceptables.
M.I.LISSETH RIVERA AGUIRRE
20
El procedimiento evangelizador de Crosby dio resultado, por lo menos en lo que se
refiere a algo: destruy imgenes de los AQL. Creo que el beneficio de mayor
importancia opina Venable- fue que nos convenci que dada una estructura, poda
ser posible trabajar hacia cero defectos, hacia un desempeo totalmente libre de
errores.
El plan de Venable fue utilizar las teoras y rutinas de Crosby para poner cosas en
movimiento y despus apoyarse en las tcnicas de Deming para controlar el proceso:
modificando ambas siempre que pareciera necesario, con procedimientos del diseo
propio de SPECTRUM CONTROL.
Algunas de las modificaciones resultaron fciles, como por ejemplo poner atencin en
los problemas de los clientes. En el pasado, a menudo la empresa haba embarcado
sus componentes demasiado temprano y los clientes simplemente lo volvan a
embarcar de vuelta. El costo de ese tipo de errores, dice Venable, era significativo,
particularmente en el caso de entregas al extranjero $150 a $200 por
transembarque, trasbordo, y $300 de documentacin. En el otro extremo de la
tubera, SPECTRUM CONTROL instal nuevos sistemas de verificacin de captura de
pedidos por lo que hemos sido testigos de una mejora tremenda en nuestra tasa de
errores en esa rea.
Sin embargo, la mayora de las mejoras llegaron despacio. Fcil?, expresa un
trabajador de la Electromangnetic Divisin. Era lo mismo que dejar de fumar y beber,
adems de hacer dieta, todo ello al mismo tiempo. Un cambio de hbitos y actitudes
de los trabajadores de SPECTRUM CONTROL era ya muy difcil. Pero un
procedimiento completo hacia la calidad involucr a los proveedores, as como a los
clientes de la empresa.
Exista, por ejemplo, el asunto de los bujes pequeos elementos enroscados que se
utilizan para conectar filtros sellados con vidrio a otros dispositivos. Estos los
manufacturaban tres proveedores con tornos para hacer cuerda, los inspeccionaba
SPECTRUM CONTROL; despus se enviaban a un proveedor de galvanizado y, una
vez galvanizados, vueltos a inspeccionar. En ese momento tan avanzado del proceso,
aproximadamente el 50% se rechazaba.
Despus de tomar clases de CEP dijo David Weunski gerente de Electromagnetic
Divisin, se supona que yo debera regresar a mi unidad y reflexionar sobre lo que me
haba dado problemas a lo largo de los aos ... ste, naturalmente, me salt encima.
Sin embargo, la solucin no fue tan sencilla. Slo despus de horas interminables de
lluvias de ideas y conferencias con proveedores pudo Weunski encontrar una
estrategia. Durante la inspeccin inicial, se dio cuenta que SPECTRUM CONTROL
empleaba calibres que indicaban nicamente si los bujes excedan las dimensiones
correctas del producto terminado y que no era sino hasta despus de haber agregado
otra capa de metal en el electrodepsito, que aparecan otros problemas, por lo que
Weunki orden un juego nuevo de calibres, por valor de $7,000.00 para medir el buje
crudo, y otro para medir el galvanizado o cromado, y regal un juego duplicado de
calibres a sus proveedores. Antes asegura-. Probablemente hubiramos puesto el
peso de la adquisicin de los calibres en ellos; ahora, la actitud es mucho ms
cooperadora. Los resultados iniciales, agrega, fueron excelentes: Cuando todos los
calibres estuvieron en su sitio, podamos estar hablando de duplicar su productividad.
M.I.LISSETH RIVERA AGUIRRE
21
Adems estaba la cuestin del Departament Number Nine of Electromagnetic Divisin
que produce, entre otros bienes, pantallas protectoras. Estas pantallas: paneles
artsticamente trabajos de vidrio oscuro y curvo que se colocan frente al monitor de
una computadoras, absorben seis o siete watts de energa radiada producida por
algunas terminales y, por lo tanto, impiden que las personas puedan leer la
informacin de la pantalla a cierta distancia. Sin embargo, son increblemente difciles
de fabricar. Compuestas de capas de vidrio, malla de alambre y materiales laminados,
tienden a delaminarse cuando se exponen a extremos de temperatura En el peor de
los casos, los rechazos estaban llegando a un mximo de 15%, confiesa Cy Ley,
gerente de la unidad.
Aunque Number Nine ya estaba contra el problema, la iniciativa de calidad de
SPECTRUM CONTROL lo presion para que diera algunos pasos radicales, como
cambiar de proveedores. Por ejemplo, Homate Inc., de Walimington, Delaware, haba
alguna vez surtido las partes para el laminado plstico, pero habra perdido el contrato
por otro proveedor: entonces, cuando la calidad se convirti en mxima preocupacin,
Number Nine lo recuper. Bsicamente, dice el gerente de Homalite, Rod J. Field, -lo
perdimos por precio, pero lo volvimos a ganar por calidad. Enviaron un equipo de
cuatro o cinco personas para revisar lo que hacamos y ya de vuelta en el negocio.
Los supervisores de departamento de Number Nine tambin se han convertido en
receptores activos de sugerencias provenientes del personal de la lnea. Nadie es
realmente un experto, excepto la persona que est all fabricando la ventana.
concede Ley. Una de sus sugerencias realmente increment nuestra productividad
aproximadamente el 50%.
El efecto neto fue una tasa de rechazo de apenas 0.08 por ciento en la lnea ms
reciente de produccin de ventanas gracias a la mejora tan dramtica observa
Venable- de hecho, fuimos capaces de reducir nuestro precio en esta lnea de
productos.
En general, hay pocas personas o productos que no hayan sido afectados de alguna
manera por la cruzada de calidad en SPECTRUM CONTROL. Ahora existe un comit
de seleccin de proveedores y el nmero de stos en activo fue recortado en 8%. La
empresa tambin exige ms de los clientes. Cuando lleg a la conclusin que no eran
alcanzables las especificaciones de un cierto cliente para construir un filtro utilizado en
un bombardero B-1 se le dijo, y perdi el pedido: lo recuper rpidamente cuando el
competidor que haba obtenido el trabajo descubri (y comprob) que la unidad no
poda fabricarse como estaba diseada. Ni siquiera los directores externos de la
empresa han escapado a este proceso de reeducacin: recientemente Venable le
pidi a varios de ellos que asistieran al Quality College de Crosby.
Tom Venable, por su parte est satisfecho con los resultados, a pesar de las
dificultades. En nuestro primer trimestre de operacin del Quality Response Process
asegura Venable- hemos experimentado una reduccin de 75% en devoluciones de
venta y tolerancias; si se hace el clculo anualizado, estamos ante ahorros de unos
767,000 dlares. Ms impresionante es el saldo del reparto de utilidades de
SPECTRUM CONTROL. En la creencia de que los empleados deben tener un
incentivo monetario tanto como psicolgico para involucrase en el programa, Venable
apart aproximadamente la mitad de los ahorros obtenidos para el plan de distribucin
de utilidades de la empresa.
M.I.LISSETH RIVERA AGUIRRE
22
El ao pasado, la gerencia haba puesto 150,000 dlares en el programa pero, como
la calidad fue alta, este ao presupuest 525,000 dlares. Ahora observ Venable-
tenemos la sensacin de que va a ser bastante ms elevado, de ms de un milln de
dlares.
RESPONDER:
1. Qu factores llevaron a SPECTRUM CONTROL a establecer un programa de
calidad total?
2. Identifique y describa los elementos principales del programa de TQM de
SPECTRUM CONTROL.
3. Abandon SPECTRUM CONTROL los mtodos de control estadstico de la
calidad? Explique el papel que tienen estos mtodos en TQC.
4. Qu papel desempe la capacitacin y educacin a los empleados en el
programa de TQM?
5. Qu factores deben estar presentes en una organizacin antes que un
programa de TQM como el que se implement en SPECTRUM CONTROL
pueda tener xito?
6. Cules son los beneficios que ha obtenido SPECTRUM CONTROL de su
programa de TQM?
7. Cmo aplicaras esta experiencia a los trabajos de mantenimiento?
M.I.LISSETH RIVERA AGUIRRE
23
ACTIVIDAD
CASO DE REFLEXIN
HILLSHIRE FARM/KAHNS
En 1971 Consolidated Foods Incorporated (posteriormente rebautizada como Sara Lee)
adquiri Quality Packink Company, el antecesor de Hillshire Farm, para completar las
lneas de productos crnicos de su divisin Kahn y compartir en el mercado de salchichas
ahumadas. En 1988, Hillshire Farm se fusiono con Kahn para conseguir economas de
escala y poder de comprar. Milton Schlos, presidente de Kahn en el momento de la
adquisicin, deseaba fabricar salchichas ahumadas iguales o superiores al lder en el
mercado, Eckidge.
Hillshire Farm era superior a Eckridge como en el lder en el mercado de salchichas
ahumadas. Como presidente de Hillshire Farm y de Kahn, Schloss era un firme creyente
en dirigir andando. Tom la costumbre de hacer todos los das un recorrido de la planta
y preguntar a los empleados qu hay de nuevo?. Un da, un empleado le pregunt si
de veras hablaba en serio. La pregunta asombr a Schloss y temprano la siguiente
maana se las arregl para reunirse en privado con el trabajador, quien lleg con un
modelo en madera de balsa con una nueva disposicin fsica de la planta, en la que haba
estado trabajando en su casa. Reconociendo la superioridad de sus ideas, Schloss le
pregunt por que nunca lo haba mencionado antes, a lo que este respondi que nadie
jams le haba preguntado. El diseo fue puesto en prctica y ciertas partes todava
siguen en funcionamiento en Hillshire Farm en Cincinnati. Este evento actu como
catalizador de esfuerzos posteriores en la calidad.
Partiendo de un programa similar en Proter & Gamble, Hillshire Farm desarroll un
sistema conocido como cambio por mtodos deliberados (DMC, por sus siglas en ingles)
para buscar formas de mejorar continuamente sus procesos. Utilizando DMC, en grupos
de voluntarios de empleados asalariados se reunan para mejorar el proceso. Mediante el
nfasis en los aspectos positivos de las mejoras y rehusndose a culpar a las fallas en el
diseo de los procesos, estos grupos crearon confianza en la fuerza de trabajo.
Schloss vio la importancia que tenia la calidad dentro de la industria crnica, y
especialmente en Hillshire Farm. Como base para definir la calidad utiliz las quejas de
los clientes, o ms precisamente, lo que los clientes no encontraron aceptable. Sin
embargo, Shloss escuch con cuidado para comprender la naturaleza de la
inconformidad, de manera que pudiera mejorar la calidad del producto. Tambin crea que
una llamada telefnica del presidente de la empresa permitira a Hillshire Farm conservar
a ese cliente para el resto de sus das. Schloss realiz una serie de acciones para mostrar
su compromiso y mejorar la calidad. Mantuvo los pisos de la planta libres de basura, las
paredes recin pintadas y los prados y arbustos bien cortados. Mediante estos toques
adicionales, comunicaba a los empleados la actitud que debera adoptar el entrar al
edificio. Schloss tambin insisti que todas las llamadas telefnicas se contestaran antes
de dos timbrazos y que no se mantuvieran en la lnea durante mucho tiempo a quien
llamaba.
La empresa defina cuatro dimensiones de la calidad: sabor, definicin de partculas, color
y empaque, y mantena continuamente infamados a todos los empleados sobre los
estndares requeridos por la empresa en cada una de estas dimensiones. Los
departamentos de contabilidad y finanzas evalan la calidad de acuerdo con preescisin
la cual poda hacer factura y pagos. La mercadotecnia y las ventas identificaban las
M.I.LISSETH RIVERA AGUIRRE
24
caractersticas del producto que el cliente perciba como las ms valiosas y distinguibles y
entonces trabajaban para convencer al consumidor del liderazgo de Hillshire en estas
caractersticas.
Schloss se hizo personalmente responsable de ver que estas actividades se llevaran a
cabo en toda la empresa. Crea que la administracin debe actuar de inmediato sobre
nuevas ideas y sugerencias. La tarea ms fcil de conseguir que los supervisores se
comprometieran. La administracin tenia que explicar los cmo y los por qu
subyacentes en todos los cambios, motivar a los trabajadores y conocer a los de
desempeo mas elevado. Cuando Bill Geoppinger se convirti en el presidente del
consejo en Hillshire Farm Kahn, se dio cuenta que tenia un gran reto por delante. Haba
heredado una organizacin que aunque, estaba enfocada en la calidad, esencialmente
era una autocracia. Los empleados estaban acostumbrados a que las decisiones las
tomaba la gerencia. Geoppinger se dio cuenta que seria mas difcil de efectuar
modificaciones significativas debido a la tradicin cultural existente.
La fusin en 1988 de Hillshire Farm y Kahn ayud aun mas a modificar la cultural
corporativa. Se convirti en una prioridad la delegacin de autoridad a los empleados; la
gerencia mantuvo reuniones peridicas con los empleados de lnea para darles la
oportunidad de compartir sus preocupaciones. Estimulaba a los empleados a participar
como miembros en equipos DMC. Esta cultura abierta y un nfasis en la delegacin de la
autoridad fue adaptada a todos los aspectos de negocio, incluy contabilidad, finanzas y
mercadotecnia. Sin embargo los esfuerzos de calidad total ms visibles ocurri en las
superaciones de produccin.
En 1991 la lnea Deli Select implement un control estadstico de los procesos (SPC).
Como lder en el mercado de esta categora de productos, la empresa deseaba mantener
su ventaja competitiva en este negocio de bajo margen. La divisin era relativamente
nueva y tenia nuevos empleados, quienes se les poda delegar autoridad con poca
resistencia. Antes de poner en practica SPC, los nicos datos que recolectaban eran el
rendimiento, es decir el uso eficiente de los insumos. El equipo de trabajo decidi que la
mejora en el rendimiento seria un buen objetivo para mejorar los costos. Sin embargo no
poda sacrificarse la calidad en aras del rendimiento. Por lo que el equipo tambin vigil
las tasas de defectos mediante el cumplimiento de las especificaciones del producto a la
salida y llevando control de las quejas de los clientes.
El clculo de los defectos en el producto result un desafi, primero se cuantific
percepcin de los clientes sobre la calidad a partir de los registros de quejas. Mediante
esfuerzos de equipo, se definieron especificaciones tanto para el producto desde el punto
de vista del cliente, tal como se puede ver a travs de la ventanilla en el empaque. Dado
que al identificar los rendimientos de la calidad de la carne de entrada era continuamente
vigilada, sintieron que este nivel de inspeccin era suficiente.
A fin de registrar las tasas de defectos, cada hora extraan de manera aleatoria una caja
de productos terminados y la inspeccionaban, midiendo caractersticas del producto y
empaque. Con base a la gravedad del defecto se asignaban puntuaciones a cada una de
las caractersticas, mismas que se trazaba en una grafica de control. Utilizando SPC, la
empresa obtuvo mejoras en defectos y rendimiento. Al registrar de manera estadstica las
quejas de los clientes, el equipo determin qu factores eran la causa de preocupacin
ms importante. Por ejemplo la grasa es una preocupacin mayor ya que es muy visible
en los productos crnicos ms oscuros.
M.I.LISSETH RIVERA AGUIRRE
25
1.- Analiza este caso y da tu punto de vista.
2.- Cmo aplicaras esta experiencia a los trabajos de mantenimiento?
M.I.LISSETH RIVERA AGUIRRE
26
ADMINISTRACIN DEL MANTENIMIENTO
UNIDAD II
TAXONOMA DE LOS TIPOS DE MANTENIMIENTO INDUSTRIAL
2.1. Concepto y aplicacin de la conservacin, preservacin y mantenimiento
como nueva tendencia.
2.2. Concepto de servicio de calidad.
2.3. Conceptos y aplicacin de mantenimiento preventivo, predictivo y correctivo.
2.4. Mantenibilidad y fiabilidad de los equipos.
Competencia especfica a desarrollar;
Investigar, conocer y aplicar los conceptos de conservacin, preservacin y
mantenimiento as como su clasificacin
Conocer y aplicar lo que es servicio de calidad, mantenibilidad y fiabilidad de los
equipos.
Actividades de aprendizaje:
Investigar los conceptos de conservacin, preservacin y mantenimiento
como nueva tendencia de administracin del mantenimiento en diversas
fuentes de informacin.
Clasificar y exponer la clasificacin de los diferentes tipos de
mantenimiento.
Investigar los conceptos y aplicacin de lo que es servicio de calidad
(caractersticas, medicin y evaluacin).
Conocer y determinar la mantenibilidad y fiabilidad de mquinas.
M.I.LISSETH RIVERA AGUIRRE
27
ADMINISTRACIN DEL MANTENIMIENTO
UNIDAD II
TAXONOMA DE LOS TIPOS DE MANTENIMIENTO INDUSTRIAL
2.1. Concepto y aplicacin de la conservacin, preservacin y
mantenimiento como nueva tendencia.
La conservacin es toda accin humana que, mediante la aplicacin de los conocimientos
cientficos y tcnicos, contribuye al ptimo aprovechamiento de los recursos existentes en
el habitad humano y proporciona con ello, el desarrollo integral del hombre y de la
sociedad.
La conservacin se divide en dos grandes ramas: una de ellas es la preservacin, la cual
atiende las necesidades de los recursos fsicos y la otra es el mantenimiento, que se
encarga de cuidar el servicio que proporcionan estos recursos.
Es importante notar la diferencia que existe entre estas dos ramas de la conservacin, ya
que ambas se aplican a cualquier clase de los recursos existentes en la naturaleza. As,
una mquina puede estar sujeta a trabajos de limpieza y lubricacin, reparacin o pintura,
los cuales pueden ser catalogados como labores de preservacin si sirven para evitar que
la mquina sea atacada por agentes nocivos: sin embargo sern clasificados como de
mantenimiento si son hechos para que esta proporcione o contine proporcionando un
servicio de calidad estipulada. En otras palabras, mientras la preservacin se enfoca al
cuidado del recurso, el mantenimiento se enfoca al cuidado del servicio que proporciona
dicho recurso. Por estas razones, podemos comprender que algunas grandes empresas
mexicanas, como es el Instituto Mexicano del Seguro Social (IMSS), se tiene un gran
organismo llamado Jefatura de conservacin ya que, por la cantidad y variedad de
recursos a su cuidado, tiene que desarrollar un alto numero de trabajos de preservacin,
en recursos tales como alimentos, productos qumicos o biolgicos que, por su propia
naturaleza, tienden a degenerarse o a ser atacados por otros elementos. Esta gran
cantidad de trabajos de prevencin, unida a los numerosos trabajos de mantenimiento, es
lo que ha logrado que el concepto se universalice en la conservacin de la empresa.
En la prctica, cualquier departamento de mantenimiento, por pequeo que sea, lleva a
cabo trabajos tanto de preservacin (cuidado del servicio que proporciona el recurso); por
lo que estos departamentos deberan llamarse Departamentos de conservacin y, en caso
necesario, si el volumen e importancia de trabajos de preservacin lo aconsejan, dividir en
dos sus funciones (preservacin y mantenimiento). Esta sera un buen paso, ya que
ayuda a comprender la nueva filosofa; el servicio es el que se mantiene, y el recurso
(equipo, instalacin o construccin) el que se preserva.
El funcionamiento normal de cualquier sistema, mquina o equipo, tiende a deteriorar ms
su estado fsico. Para que estos lleguen a cumplir su tiempo de vida til, es necesario
pensar cuidadosamente cmo debe uno protegerlos; por ejemplo, si se trata de un grupo
electrgeno, veremos que, entre otras cosas, necesita lubricacin para disminuir el
desgaste, limpieza para evitar daos debidos al polvo y cambio de escobillas, baleros, etc.
Por desgaste; es decir; hay que hacer una serie de trabajos que hacen posible que la
M.I.LISSETH RIVERA AGUIRRE
28
mquina regrese a su estado fsico inicial. Otro ejemplo es un bosque, donde
necesitaremos quitar rboles muertos, viejos o cados para plantar rboles nuevos,
adems de otras labores como regar los rboles y fumigar. Por ellos, debemos analizar
cualquier recurso que deseamos proteger y planear con cuidado los trabajos que
realizamos (a esta labor se le llama preservacin y est dirigida exclusivamente al recurso
y no al servicio que este ofrece).
Preservacin es la accin humana encargada de evitar daos de los recursos existentes.
Existen dos tipos de preservacin: la preventiva y la correctiva; la diferencia estriba en si
el trabajo se hace antes o despus de que haya ocurrido un dao en el recurso; por
ejemplo, pintar una tolva recin instalada, es un trabajo de preservacin preventiva, pero
este mismo trabajo se califica como preservacin correctiva si fue hecho para repararla.
Preservacin peridica, se refiere al cuidado y proteccin racional del equipo durante y en
el lugar donde est operando. La preservacin peridica, a su vez, se divide en dos
niveles: el primero se refiere al nivel del usuario del recurso, y el segundo al de un tcnico
medio.
a) Primer nivel. Corresponde al usuario del recurso, el cual tiene como primera
responsabilidad conocer a fondo el instructivo de operacin y la atencin
cuidadosa de las labores de preservacin asignadas a su cargo, (limpieza,
lubricacin, pequeos ajustes y reparaciones menores).
b) Segundo nivel. Corresponde a los trabajos asignados al tcnico medio, el cual
necesita un pequeo taller, con aparatos de prueba y herramientas indispensables
para poder proporcionarle al equipo los primeros auxilios que no requieren de
mucho tiempo para su eleccin.
Es conveniente referirnos a las administraciones de comunicaciones elctricas y
electrnicas, ya que las mquinas aqu empleadas tienen un alto grado de evolucin, con
respecto a la mayor parte de la maquinaria que se utiliza en la industria comn de
cualquier pas; por eso, es fcil corroborar que en las administraciones telefnicas estos
trabajos de preservacin son ejecutados, ya sea por personal de produccin, operacin o
mantenimiento, debido a la gran automatizacin y versatilidad de los equipos, lo que
ocasiona la necesidad de tcnicos con conocimientos y habilidades cada vez mas
enfocados al software de las mquinas, ya que la preservacin en primero y segundo
nivel se sigue minimizando y el mantenimiento ( al servicio), se debe maximizar.
Preservacin progresiva, despus de un largo funcionamiento, los equipos deben ser
revisados y reparados mas a fondo, por lo que es necesario hacerlo fuera de lugar de
operacin del equipo. En algunos casos y para que algunos tipos que exigen frecuentes
labores artesanales, resulta econmico para las empresas tener personal y talleres
propios que atiendan estos trabajos; en otras ocasiones cuando se necesita un trabajo de
preservacin mas especializado, se prefiere contratar talleres en reas cercanas, esta
forma de preservacin se divide en tercero y cuarto nivel.
M.I.LISSETH RIVERA AGUIRRE
29
c) Tercer nivel. Labor atendida por el taller general de la fbrica, con personal de
caractersticas de muy alta destreza, en donde la mano de obra es ms importante que el
trabajo de anlisis.
d) Cuarto nivel. Labor atendida por terceros con personal y talleres especializados, que
realizan labores de preservacin enfocada a reas especificas de la empresa (aire
acondicionado, arreglo de motores de combustin interna o elctrica y trabajos de
ingeniera civil elctrica, entre otros.).
e) Quinto nivel. (Preservacin total) Este es ejecutado generalmente por el fabricante del
equipo en sus propios talleres, los cuales pueden hacer cualquier tipo de reparacin,
reconstruccin o modificacin. Labor que depende del equipo, del tiempo transcurrido en
funcionamiento y que, a pesar de practicarse los trabajos adecuados en los otros cuatro
niveles de preservacin, es necesario realizar en la mayor cantidad de sus partes,
hacindole una rehabilitacin total.
En mquinas o equipos de alta tecnologa, como los de comunicaciones, su evolucin ha
originado que, despus de instalar una central telefnica, durante varios aos no haya
necesidad de hacer trabajos de preservacin, sino exclusivamente de mantenimiento, y
este se logra por lo general con la constate vigilancia del buen funcionamiento del
software o, en ocasiones, con el cambio de tarjetas que integran los sistemas,
subsistemas o circuitos telefnicos segn sea el caso, las cuales son proporcionadas por
el proveedor (por lo regular vienen varias encapsuladas con materiales aislantes, tanto
para mejorar su preservacin como para evitar la remocin o correccin de sus partes,
pues una reparacin de estas tarjetas exige del personal de preservacin una alta y
evolutiva preparacin tecnolgica, adems de herramientas y laboratorios muy avanzados
y actualizados en una tecnologa cambiante, que el proveedor se ve obligado a seguir
durante la bsqueda de su mercado); por ello, esta labor del quinto nivel debe realizarse
en las fbricas del proveedor y no en los lugares de operacin y conservacin.
M.I.LISSETH RIVERA AGUIRRE
30
Figura 2.1 Trabajos de conservacin efectuados por proveedores y administraciones.
En otras palabras, en los recursos evolucionados, como los de comunicaciones, ya se
est viviendo lo ptimo de la conservacin; el proveedor preserva y la administracin
mantiene, por lo que entre ambos realizan la conservacin del recurso.
Es importante considerar que el tiempo de vida til de estos equipos es relativamente
corto debido a los avances tcnicos o demanda de servicios nuevos o mejorados (que en
la actualidad se tienen nivel mundial); esto obliga al cambio frecuente de nuevos equipos
y a una actualizacin constante del personal de preservacin, por lo tanto, cada vez es
mas difcil que en equipos de alta tecnologa se pueda tener el operario mil usos de hace
diez aos, que se haca cargo al mismo tiempo de la preservacin y el mantenimiento de
cualquier recurso.
El hacer mantenimiento con un concepto actual no implica reparar equipo roto tan pronto
como se pueda, sino mantener el equipo en operacin a los niveles especificados. En
consecuencia, el buen mantenimiento no consiste en realizar el trabajo equivocado en la
forma mas eficiente; su primera prioridad es prevenir fallas y, de este modo reducir los
riesgos de paradas imprevistas.
El mantenimiento no empieza cuando los equipos e instalaciones son recibidos y
montados, sino en la etapa inicial de todo proyecto y continua cuando se formaliza la
compra de aquellos y su montaje correspondiente.
CONSERVACIN
MANTENIMIENTO
PROVEEDOR DEL
RECURSO
USUARIO DEL RECURO
Recibiendo la mquina ideal
del proveedor y
proporcionado a su clientes
el servicio que tenga
entrega, sin tener problemas
de Preservacin, solo
vigilando que la cadena de
subsistemas que integran
dicha mquina en servicio,
conserven la Fiabilidad
adecuada y en caso
negativo subir esta,
reforzando los eslabones
dbiles.
PRESERVACIN
En la bsqueda de la
mquina ideal por lo que
todo el tiempo est
ocupado en la
elaboracin del mejor
diseo de su producto
para que este cubra
todas las exigencias de
un mercado cambiante y
a un nivel mundial y no
tenga necesidad de ser
preservado; con lo que
todo su ciclo de su vida
til, lo vivir plenamente
hasta su terminacin.
M.I.LISSETH RIVERA AGUIRRE
31
El propsito del mantenimiento debe ser visto como el medio que tiene toda empresa
para conservar operable con debido grado de eficacia y eficiencia su activo fijo. Engloba
al conjunto de actividades necesarias para:
Mantener una instalacin o equipo en funcionamiento.
Restablecer el funcionamiento del equipo en condiciones predeterminadas.
El mantenimiento incide, por lo tanto en la cantidad y calidad de la produccin.
En efecto, la calidad de produccin a un nivel de calidad dado est determinada por la
capacidad instalada de produccin y por su disponibilidad entendindose por tal al
cociente del tiempo efectivo de produccin entre la suma de este y el tiempo de parada
por mantenimiento.
2.2. Concepto de servicio de calidad.
La calidad est determinada por el cliente, no por el ingeniero ni por la mercadotecnia, ni
modo menos aun por la gerencia general, ya que est basada en la experiencia real del
cliente con el producto o servicio, medida contra sus requisitos (definidos o tcticos,
conscientes o solo sentidos, operacionales tcnicamente o por el completo subjetivos) y
siempre representa un objetivo que se mueve con el mercado competitivo.
As, la calidad del producto y servicio puede definirse como:
La resultante total de las caractersticas del producto y servicio de mercadotecnia,
ingeniera, fabricacin y mantenimiento, a travs de las cuales el producto o servicio
satisfar las esperanzas del cliente.
Una herramienta til, para medir la calidad de un proceso son los indicadores. El trmino
"Indicador" en el lenguaje comn, se refiere a datos esencialmente cuantitativos, que nos
permiten darnos cuenta de cmo se encuentran las cosas en relacin con algn aspecto
de la realidad que nos interesa conocer. Los indicadores pueden ser medidas, nmeros,
hechos, opiniones o percepciones que sealen condiciones o situaciones especficas.
Los indicadores debern reflejar adecuadamente la naturaleza, peculiaridades y nexos de
los procesos que se originan en la actividad econmica productiva, sus resultados,
gastos, entre otros, y caracterizarse por ser estables y comprensibles, por tanto, no es
suficiente con uno solo de ellos para medir la gestin de la empresa sino que se impone la
necesidad de considerar los sistemas de indicadores, es decir, un conjunto
interrelacionado de ellos que abarque la mayor cantidad posible de magnitudes a medir.
Importancia de los indicadores;
1. Permiten medir cambios en una condicin o situacin a travs del tiempo.
2. Facilitan mirar de cerca los resultados de iniciativas o acciones.
3. Son instrumentos muy importantes para evaluar y dar surgimiento al proceso de
desarrollo.
4. Son instrumentos valiosos para orientarnos de cmo se pueden alcanzar mejores
resultados en proyectos de desarrollo.
M.I.LISSETH RIVERA AGUIRRE
32
Algunos criterios para la construccin de buenos indicadores son:
Mensurabilidad: Capacidad de medir o sistematizar lo que se pretende conocer.
Anlisis: Capacidad de captar aspectos cualitativos o cuantitativos de las realidades
que pretende medir o sistematizar.
Relevancia: Capacidad de expresar lo que se pretende medir.
Tipos de indicadores:
Indicadores Cuantitativos: Son los que se refieren directamente a medidas en
nmeros y cantidades.
Indicadores Cualitativos: Son los que se refieren a cualidades. Se trata de
aspectos que no son cuantificados directamente. Se trata de opiniones,
percepciones o juicio de parte de la gente sobre algo.
Indicadores Directos: Son aquellos que permiten una direccin directa del
fenmeno.
Indicadores Indirectos: Cuando no se puede medir de manera directa la condicin
econmica, se recurre a indicadores sustitutivos o conjuntos de indicadores
relativos al fenmeno que nos interesa medir o sistematizar.
Indicadores Positivos: Son aquellos en los cuales si se incrementa su valor
estaran indicando un avance.
Indicador Negativo: Son aquellos en los cuales si su valor se incrementa estaran
indicando un retroceso.
El sistema de indicadores debe caracterizar el nivel tcnico - organizativo de desarrollo de
la empresa, los recursos que posee y los resultados generales de la actividad productiva
con una alta calidad, los recursos que posee y la eficiencia de su empleo. De la correcta
aplicacin de estos indicadores depende la localizacin y movilizacin de la reserva
internas.
Los indicadores bsicos de la gestin del mantenimiento son:
Figura 2.2 Indicadores bsicos de la gestin del mantenimiento.
M.I.LISSETH RIVERA AGUIRRE
33
Figura 2.3 Relacin entre los indicadores bsicos de la gestin del mantenimiento.
Si los indicadores anteriores estn debidamente controlados, se tiene la primera base
cientfica y estadstica del servicio de mantenimiento. Si se desea una visin
complementaria y holstica de esta funcin, se debe hacer uso de los indicadores
elaborados o indicadores de gestin como los denominan diversos autores.
M.I.LISSETH RIVERA AGUIRRE
34
Figura 2.4 Relacin entre los indicadores de la gestin del mantenimiento.
M.I.LISSETH RIVERA AGUIRRE
35
2.3. Conceptos y aplicacin de mantenimiento preventivo, predictivo y
correctivo.
Figura 2.5 Tipos de mantenimiento.
Figura 2.6 Tipos de mantenimiento y su relacin con el equipo para su aplicacin.
M.I.LISSETH RIVERA AGUIRRE
36
2.4. Mantenibilidad y fiabilidad de los equipos.
Desde hace varios aos se practican estudios y pruebas con objeto de minimizar todas
las funciones de la conservacin industrial, como el tiempo dedicado al mantenimiento
programable, los tiempos de paro, la cantidad de refacciones o repuestos, la falta de
conocimientos y habilidades del personal que interviene en la mquina (instalacin,
operacin y conservacin) y, en fin, todo aquello que de una u otra forma tiene que
hacerse para permitir que los recursos sujetos a conservacin continen operando
satisfactoriamente y econmicamente durante todo su ciclo de vida dentro de la calidad
esperada. Esto produce, como consecuencia, que los fabricantes y diseadores de equipo
formen sus criterios de especificacin y diseo utilizando un conjunto de ciencias como
administracin, ingeniera y finanzas, y a esta combinacin se le llama terotecnologa
cuya aplicacin trata de llevar al mximo dos de los ms importantes atributos que deben
tener los activos fijos de una empresa: su mantenibilidad y fiabilidad.
Mantenibilidad
Es la rapidez con la cual las fallas, o el funcionamiento defectuoso en los equipos son
diagnosticados y corregidos, o el mantenimiento programado es ejecutado con xito.
Durante el diseo, debe procurarse que el equipo cuente, en lo posible, con lo siguiente:
1. Las partes y componentes deben ser estandarizados, para permitir su
minimizacin e intercambio en forma sencilla y rpida.
2. Las herramientas necesarias para intervenir la mquina deben ser, en lo posible,
comunes y no especializadas, ya que esto ltimo hara surgir la necesidad de
tener una gran cantidad de herramientas, con los consiguientes problemas de
mano de obra y control complicados.
3. Los conectores que unen a los diferentes subsistemas deben estar hechos de tal
modo, que no puedan ser intercambiados por error.
4. Las labores de operacin y conservacin deben poder ser ejecutadas sin poner en
peligro a las personas, al equipo o a otros equipos cuyo funcionamiento depende
del primero.
5. El equipo debe tener soportes, asas, apoyos y sujetadores que permitan mover
sus partes con facilidad y apoyarlas sin peligro, mientras se interviene.
6. El quipo debe poseer ayudas de diagnstico o elementos de autodiagnstico que
permitan una rpida identificacin de la causa de la falla.
7. El equipo debe contar con un sistema adecuado de identificacin de puntos de
prueba y componentes que sean fcilmente vistos e interpretados.
M.I.LISSETH RIVERA AGUIRRE
37
La mantenibilidad depende de factores como la habilidad del personal de instalacin,
preservacin, mantenimiento y operacin; el espacio de trabajo para ejecutar la
conservacin; la facilidad de acceso a los equipos; la disponibilidad de refacciones, la
eficacia de los equipos de prueba, etc.
Est en nuestras manos aumentar la optimizacin de los recursos de la empresa,
aumentando su mantenibilidad, lo cual es posible lograr si, por ejemplo, dividimos un
equipo en submontajes y tenemos uno o ms submontajes preparados para su instalacin
en el momento oportuno, ya que es ms rpido y fcil cambiar el carburador a una
mquina de combustin interna por uno nuevo o arreglado, que tener el motor parado
mientras se arregla el carburador descompuesto. En forma similar, la instalacin de las
mquinas debe facilitar su mantenimiento (cuando la herramienta para atender a la
mquina es de uso comn, cuando el equipo se desarma con facilidad, cuando ste no
necesita o tiene instalados sus propios aparatos de pruebas, etc.).
Fiabilidad
Un concepto similar al de mantenimiento es el de fiabilidad o confiabilidad del equipo.
Para indicar que tenemos confianza en una persona, decimos que sta es confiable; en
forma parecida, para referirnos a la confianza que le tenemos a la mquina o cualquier
recurso fsico mencionemos que es fiable.
La fiabilidad se define como la probabilidad de que un equipo no falle, es decir, funcione
satisfactoriamente dentro de los lmites de desempeo establecidos, en una determinada
etapa de su vida til y para un tiempo de operacin estipulado, teniendo como condicin
que el equipo se utilice para el fin y con la carga para la que fue diseado.
Conforme un equipo est operando, su fiabilidad disminuye, es decir, aumenta la
probabilidad de que falle; las rutinas de preservacin y mantenimiento preventivo tienen la
misin de diagnosticar y restablecer la fiabilidad perdida.
Para distinguir las diferencias entre estos conceptos, analicemos la tabla 2.1.
Tabla 2.1 Criterios entre mantenibilidad y fiabilidad.
Mantenibilidad Fiabilidad
Se necesita poco tiempo para restaurar. Pasa mucho tiempo para fallar.
Existe alta probabilidad de completar la
restauracin.
Existe baja probabilidad de falla.
El tiempo medio para restauracin es pequeo. El tiempo entre fallas es grande.
Se tiene alta tasa de restauracin. Se tiene baja tasas de fallas.
El comportamiento de la fiabilidad en nuestros recursos es muy importante con respecto a
la calidad de servicio, por lo cual se analiza a continuacin:
a) Fiabilidad ideal:
M.I.LISSETH RIVERA AGUIRRE
38
SERVICIO
ENVIADO
SERVICIO
RECIBIDO
El valor ideal es el 100%; con esto se seala que si un equipo es 100% fiable durante un
tiempo predeterminado, este equipo sin ninguna duda est trabajando durante ese tiempo
considerado; por lo tanto:
Fiabilidad ideal = 1
En la prctica, esta fiabilidad no existe, pues siempre hay la posibilidad de que un equipo
falle.
La no fiabilidad es la probabilidad de que un equipo falle; por lo tanto es el complemento
de la fiabilidad:
Fiabilidad de un equipo= Fiabilidad ideal No Fiabilidad del equipo
Si llamamos a la fiabilidad de un equipo F y a la no Fiabilidad N tenemos:
F = 1 - N
b) Fiabilidad en serie
Se le llama mquina o equipo en serie al que est instalado a continuacin de otro, por lo
que el servicio pasa del primero al segundo y as sucesivamente; con esta disposicin, si
cualquiera de los equipos deja de funcionar, se afecta de inmediato el servicio.
Figura 2.7 Equipos, mquinas o componentes conectados en serie.
c) Fiabilidad en paralelo:
Se le llama mquina o equipo en paralelo (redundante), al que est instalado junto con
otro y ambos suministran el mismo servicio, de tal manera que si cualquiera de ellos deja
de funcionar, el servicio contina suministrndose sin perdida de calidad.
Figura 2.8 Equipos, mquinas o componentes conectados en paralelo.
Equipo
I
Equipo
II
Equipo
III
M.I.LISSETH RIVERA AGUIRRE
39
ADMINISTRACIN DEL MANTENIMIENTO
UNIDAD III
PLANEACIN Y PROGRAMACIN DEL MANTENIMIENTO EN LAS
EMPRESAS
3.1. Definicin de Administracin y el proceso administrativo del mantenimiento
Industrial.
3.2. Planeacin estratgica del Mantenimiento industrial.
3.3. Determinacin y propsito del periodo del mantenimiento.
3.4. Principios y mtodos de programacin [uso de PERT, CPM,GANTT, REDES]
3.5. Determinacin de costos de Mantenimiento y reparacin.
3.6. Presupuesto de mantenimiento.
Competencia especfica a desarrollar;
Conocer el proceso administrativo y aplicarlo estratgicamente al mantenimiento
industrial en las empresas as como estimar los costos y presupuestos para
disear un sistema de mantenimiento.
Actividades de aprendizaje:
Investigar el proceso administrativo para aplicar estrategias de planeacin y
programacin del mantenimiento industrial.
Realizar anlisis en base a costos, carga de trabajo de la mquina su
importancia en el proceso para determinar el periodo de mantenimiento
para cada mquina del proceso de produccin.
Investigar y aplicar en equipos de trabajo los principios y mtodos de
programacin analizando especficamente PERT, CPM, GANNT Y REDES.
Estimar los costos de mantenimiento y produccin para definir el punto de
equilibrio y corroborar la eficiencia de la administracin del mantenimiento.
Estimar el presupuesto anual de mantenimiento en base a las actividades
realizadas en el departamento como es el historial de las mquinas en
cuanto a mantenimiento preventivo, predictivo y correctivo.
Disear un programa de mantenimiento.
M.I.LISSETH RIVERA AGUIRRE
40
ADMINISTRACIN DEL MANTENIMIENTO
UNIDAD III
PLANEACIN Y PROGRAMACIN DEL MANTENIMIENTO EN LAS
EMPRESAS
3.1. Definicin de Administracin y el proceso administrativo del
mantenimiento Industrial.
Segn Idalberto Chiavenato, la administracin es "el proceso de planear,
organizar, dirigir y controlar el uso de los recursos para lograr los objetivos
organizacionales".
Para Robbins y Coulter, la administracin es la "coordinacin de las actividades de
trabajo de modo que se realicen de manera eficiente y eficaz con otras personas y
a travs de ellas".
Hitt, Black y Porter, definen la administracin como "el proceso de estructurar y
utilizar conjuntos de recursos orientados hacia el logro de metas, para llevar a
cabo las tareas en un entorno organizacional".
Segn Dez de Castro, Garca del Junco, Martn Jimnez y Periez Cristbal, la
administracin es "el conjunto de las funciones o procesos bsicos (planificar,
organizar, dirigir, coordinar y controlar) que, realizados convenientemente,
repercuten de forma positiva en la eficacia y eficiencia de la actividad realizada en
la organizacin".
Para Koontz y Weihrich, la administracin es "el proceso de disear y mantener un
entorno en el que, trabajando en grupos, los individuos cumplan eficientemente
objetivos especficos".
Reinaldo O. Da Silva, define la administracin como "un conjunto de actividades
dirigido a aprovechar los recursos de manera eficiente y eficaz con el propsito de
alcanzar uno o varios objetivos o metas de la organizacin".
En este punto, y teniendo en cuenta las anteriores propuestas, se presenta la siguiente
definicin de administracin:
La administracin es el proceso de planificar, organizar, dirigir y controlar el uso de los
recursos y las actividades de trabajo con el propsito de lograr los objetivos o metas de la
organizacin de manera eficiente y eficaz.
La fase mecnica, es la parte terica de la adminitsracin, en la que se establece lo que
debe de hacerse, es decir, se dirige siempre hacia el futuro. Y se divide en: Previsin,
Planeacin y Organizacin.
La fase dinmica, se refiere a como manejar de hecho el organismo social. Y se divide en:
Control, Direccin y Integracin.
M.I.LISSETH RIVERA AGUIRRE
41
Figura 3.1 Etapas del proceso administrativo.
Figura 3.2 Etapas del proceso administrativo aplicadas a una empresa.
M.I.LISSETH RIVERA AGUIRRE
42
Sistema de rdenes de trabajo de mantenimiento.
El primer paso en la planeacin y el control del trabajo de mantenimiento se realiza
mediante un sistema eficaz de rdenes de trabajo. En la industria se hace referencia a
ella con diferentes nombres, como solicitud de trabajo, requisicin de trabajo, solicitud de
servicio, etc. El propsito del sistema de rdenes de trabajo es proporcionar medios para:
1. Solicitar por escrito el trabajo que va realizar el departamento de mantenimiento.
2. Seleccionar por operacin el trabajo solicitado.
3. Asignar el mejor mtodo y los trabajadores mas calificados para el trabajo.
4. Reducir el costo mediante una utilizacin eficaz de los recursos (mano de obra,
material).
5. Mejorar la planeacin y la programacin del trabajo de mantenimiento.
6. Mantener y controlar el trabajo de mantenimiento.
7. Mejorar el mantenimiento en general mediante los datos recopilados de la orden de
trabajo que sern utilizados para el control y programa de mejora continua.
La administracin del sistema de rdenes de trabajo es responsabilidad de las personas
que estn a cargo de la planeacin y programacin. La orden de trabajo debe disearse
con cuidado tomando en consideracin dos puntos:
El primero consiste en incluir toda la informacin necesaria para facilitar una
planeacin y una programacin eficaces, y el segundo punto consiste en hacer
nfasis en la claridad y facilidad de uso.
En los sistemas de mantenimiento hay dos tipos de rdenes de trabajo:
El primer es el orden de trabajo general (ocasiones denominada orden de trabajo
permanente o establecida) que se utiliza para pequeos trabajos de rutina y
repetitivos, cuando el costo de procesar una orden de trabajo individual podra
exceder el costo del trabajo mismo o cuando este es un trabajo fijo, de rutina,
como el trabajo del conserje. En este caso, el conserje hace las mismas cosas
todos los das y el trabajo es repetitivo y planeado con anterioridad. En ambos
casos, la orden de trabajo general proporciona un costo global de tareas genricas
en los costos acumulados hasta la fecha y anuales. La unidad de planeacin y
programacin del manteniendo necesita definir claramente que clases de trabajos
se deben manejar utilizando la orden de trabajo general.
El segundo tipo es la orden de trabajo especial que se elabora para todos los
dems trabajos individuales para los cuales es necesario reportar todos los hechos
acerca del trabajo.
M.I.LISSETH RIVERA AGUIRRE
43
Diseo de la orden de trabajo.
La orden de trabajo, cuando se emplea en toda su extensin, puede ser utilizada como
una forma de solicitud de trabajo, un documento de planeacin, una grfica de asignacin
de trabajos, un registro histrico, una herramienta para monitoreo y control, y una
notificacin de trabajos. Esta debe contener dos tipos de informacin: la informacin
requerida para planear y programar, y la informacin necesaria para el control.
La informacin requerida para la planeacin y la programacin incluye lo siguiente:
Nmero del inventario, descripcin de la unidad y ubicacin.
Persona o departamento que solicita el trabajo.
Descripcin del trabajo.
Especificacin del trabajo y nmero de cdigo.
Prioridad del trabajo y fecha en que se requiere.
Refacciones y materiales requeridos.
Herramientas especiales requeridas.
Procedimientos de seguridad.
Informacin tcnica (planos y manuales).
La informacin necesaria para el control incluye:
Tiempo real consumido.
Cdigos de costos para las habilidades y conocimientos.
Tiempo muerto u hora en que se termin el trabajo.
Causa y consecuencias de la falla.
El caso de una compaa mediana en general se llenan tres o cuatros copias de la orden
de trabajo. En la figura 3.3 se muestra una orden de trabajo tpica. Sin embargo, cada
orden de trabajo debe disearse de manera especfica.
M.I.LISSETH RIVERA AGUIRRE
44
Figura 3.3 Orden de trabajo tpica.
Las siguientes son guas generales aplicables a la mayora de los sistemas de
mantenimiento:
Todos los departamentos de mantenimiento deben contar con una orden de
trabajo para la planeacin y ejecucin de su trabajo de mantenimiento.
Las rdenes de trabajo debern comunicarse, y se requiere por lo menos tres
copias para el control del mantenimiento.
Las solicitudes de rdenes de trabajo pueden ser iniciadas por cualquier persona
en la organizacin y deben ser examinadas por el planificador de coordinador del
mantenimiento.
Flujo de sistemas de orden de trabajo.
El flujo de sistemas de rdenes de trabajo se refiere a los procedimientos para la
realizacin del trabajo y el orden en que un trabajo procesa desde su inicio hasta su
terminacin. A continuacin se presenta un flujo bsico:
1. Cuando el planificador recibe la solicitud de trabajo (que puede iniciarse por telfono,
terminal de computadora o forma escrita en papel), esta se examina y se planea, y se
M.I.LISSETH RIVERA AGUIRRE
45
completa una orden de trabajo que contiene la informacin requerida para la planeacin,
ejecucin y control. Generalmente se llenan tres o cuatro copias y se envan a travs del
sistema.
2. La orden de trabajo se anota en un registro que incluye todos los datos pertinentes para
cada orden de trabajo.
3. Una copia (generalmente la copia 1) se archiva por numero de orden de trabajo en el
departamento de control de mantenimiento. Dos copias (las copias 2 y 3) se entregan al
encargado correspondiente y una copia (copia 4) se enva a quien origin el trabajo.
4. El encargado del departamento de mantenimiento asigna el trabajo al tcnico
apropiado y le entrega una copia (puede ser la copia 2 o la copia 3). Supongamos que es
la copia 3. El trabajador efecta el trabajo requerido y completa la informacin necesaria
acerca del trabajo que realmente se llev a cabo (como tiempo real, material real utilizado,
etc.) y entrega la copia al encargado.
Conservacin de los registros de los trabajos de mantenimiento.
a) Tarjeta de trabajo (reporte)
Para obtener los datos correctos para el trabajo, el costo y el control de la condicin de la
planta, es esencial contar con medios exactos para la recopilacin de datos y el
mantenimiento de los registros. Es necesario informar tres aspectos importantes: 1)
tiempo de reparacin,2) costos, y 3) tiempo muerto.
La forma para el reporte del trabajo (tarjeta de trabajo) es un documento donde se registra
el trabajo realizado y la condicin del equipo. Se puede entregar una tarjeta de trabajo a
cada empleado que participe en cada trabajo. La forma puede ser manual o
automatizada. La mayor parte de la informacin que se requiere en la tarjeta puede
observarse en la orden de trabajo. En algunas compaas, cada empleado registra su
trabajo diario en una tarjeta de tiempo de trabajo diario, en donde se anota el tiempo
consumido en cada orden de trabajo. La figura 3.4 presenta un ejemplo de una tarjeta de
tiempo de trabajo diario.
M.I.LISSETH RIVERA AGUIRRE
46
Figura 3.4 Ejemplo de formato de tiempo de trabajo diario.
b) Registro de la historia del equipo.
El archivo de historia del equipo es un documento en el que se registra informacin
acerca de todo el trabajo realizado en un equipo/instalacin particular. Contiene
informacin acerca de todas las reparaciones realizadas, el tiempo muerto, el costo de
las reparaciones y las especificaciones del mantenimiento planeado. Es necesario
registrar lo siguiente:
1. Especificaciones y ubicacin del equipo.
2. Inspecciones, reparaciones en el equipo, componentes reparados o
reemplazados, condicin de desgaste o rotura, erosin o corrosin, etc.
3. Trabajo realizado en el equipo, componentes reparados o reemplazados,
condiciones de desgaste o rotura, erosin.
4. Mediciones o lecturas tomadas, tolerancia, resultados de pruebas e
inspecciones.
5. Hora de la falla y tiempo consumido en llevar a cabo las reparaciones.
Existen muchos sistemas para registrar y almacenar informacin. El punto ms importante
es que la informacin debe ser completa y estar registrada en una forma organizada para
su uso y acceso futuros.
M.I.LISSETH RIVERA AGUIRRE
47
3.2. Planeacin estratgica del Mantenimiento industrial.
La Planeacin comprende tanto el programa de accin normativo del consejo directivo y/o
alta direccin de una empresa, como sus metas y objetivos.
El programa de accin define los objetivos, metas, polticas y prioridades a mediano y
largo plazo, para cada uno de los niveles de decisin de la empresa (reas sustantivas y
adjetivas).
El proceso de planeacin consta bsicamente de las siguientes etapas:
Establecimiento de objetivos.
Formulacin de estrategias.
Desarrollo de los planes de operacin.
Establecimiento de presupuestos financieros.
Ejecucin de las operaciones.
En cada etapa de este proceso se hace una serie de suposiciones; por ejemplo, para una
empresa los resultados financieros pronosticados se basan en suposiciones de venta y de
costos, las cuales a su vez se basan en suposiciones de demanda, de competencia, de
programas de desarrollo de productos, de programas de reduccin de costos de planes
de adquisicin y as sucesivamente.
Es difcil trazar una lnea divisoria exacta entre los planes de trabajo y la estrategia. En
numerosos casos, un plan de trabajo establecido tiende a modificar un plan recientemente
formulado. En tal caso, el plan establecido tiene una ventaja estratgica sobre el nuevo.
Algunos planes de trabajo se establecen corno gua de alguna accin determinada, como
la compra de nueva maquinaria o la ampliacin de la negociacin abriendo otra tienda.
Otros planes se establecen como guas estratgicas y, por tanto, por s mismos modifican
todos los dems que tienen alguna relacin con ellos.
La estrategia, en otras palabras, es un tipo de plan formulado o usado con objeto de
interpretar o disminuir la importancia y significado de otros planes.
La estrategia es un concepto que abarca la preocupacin por "qu hacer" y no por "cmo
hacer", es decir, busca que se implementen todos los medios necesarios para ponerla en
prctica. Una estrategia da lugar a muchas tcticas y por ello la estrategia empresarial es
bsicamente una actividad racional que implica poder identificar las oportunidades y
amenazas del ambiente donde oferta la empresa, as como evaluar las limitaciones y
fortalezas.
La estrategia es un plan (generalmente a largo plazo) que es el resultado (planeacin
tctica) de una decisin ejecutiva (tomado por los ms altos niveles de autoridad) cuyo
objeto consiste en desarrollar total o parcialmente los recursos humanos y materiales de
la empresa para desarrollarla o lograr su crecimiento total o parcial a travs de:
Una ampliacin, y consolidacin de su situacin financiera.
Una ampliacin de su mercado potencial.
Una ampliacin de sus actuales lneas de crecimiento.
Para que la planeacin sea sumamente prctica y eficaz, deber tomar en cuenta y
adaptarse a las reacciones de las personas a quienes afecta. Esto implica el uso de
estrategia en la planeacin.
M.I.LISSETH RIVERA AGUIRRE
48
La tctica por su parte, es un esquema especfico para emplearse algunos recursos en
una estrategia general. Por ejemplo en el plano gerencial, el presupuesto anual o el plan
anual de inversin es un plan tctico dentro de una estrategia global a largo plazo. Sin
embargo, estos medios incluyen a toda la empresa y para ello hay que atribuir
responsabilidades a los diferentes niveles o subsistemas de la organizacin.
Figura 3.5 Etapas planeacin estratgica.
Figura 3.6 Tipos de planes.
M.I.LISSETH RIVERA AGUIRRE
49
Figura 3.7 Ejemplo del uso de indicadores para el planteamiento de objetivos y estrategias.
3.3. Determinacin y propsito del periodo del mantenimiento.
Sin dudas, el desarrollo de nuevas tecnologas ha marcado sensiblemente la actualidad
industrial mundial. En los ltimos aos, la industria mecnica se ha visto bajo la influencia
determinante de la electrnica, la automtica y las telecomunicaciones, exigiendo mayor
preparacin en el personal, no slo desde el punto de vista de la operacin de la
maquinaria, sino desde el punto de vista del mantenimiento industrial. No remediamos
nada con grandes soluciones que presuponen diseos, innovaciones, y tecnologas de
recuperacin, si no mantenemos con una alta disponibilidad nuestra industria.
Es decir, la Industria tiene que distinguirse por una correcta explotacin y un
mantenimiento eficaz. En otras palabras, la operacin correcta y el mantenimiento
oportuno constituyen vas decisivas para cuidar lo que se tiene.
M.I.LISSETH RIVERA AGUIRRE
50
Para determinar el periodo para realizar un trabajo de mantenimiento, se debe hacer uso
de una tcnica para pronosticar el punto futuro de falla de un componente de una
mquina, de tal forma que dicho componente pueda reemplazarse, con base en un plan,
justo antes de que falle. As, el tiempo muerto del equipo se minimiza y el tiempo de vida
del componente se maximiza.
Esta tcnica supone la medicin de diversos parmetros que muestren una relacin
predecible con el ciclo de vida del componente. Algunos ejemplos de dichos parmetros
son los siguientes:
Vibracin de cojinetes
Temperatura de las conexiones elctricas
Resistencia del aislamiento de la bobina de un motor
Para poder realizar esta actividad, es necesario establecer, en primer lugar, una
perspectiva histrica de la relacin entre la variable seleccionada y la vida del
componente. Esto se logra mediante la toma de lecturas (por ejemplo la vibracin de un
cojinete) en intervalos peridicos hasta que el componente falle. La figura 3.8 muestra
una curva tpica que resulta de graficar la variable (vibracin) contra el tiempo. Como la
curva lo sugiere, debern reemplazarse los cojinetes subsecuentes cuando la vibracin
alcance 1,25 in/seg (31,75 mm/seg).
Figura 3.8 Ejemplo de aplicacin de datos histricos.
M.I.LISSETH RIVERA AGUIRRE
51
3.4. Principios y mtodos de programacin
a)GANTT
El diagrama de Gantt, grfica de Gantt o carta Gantt es una popular herramienta grfica
cuyo objetivo es mostrar el tiempo de dedicacin previsto para diferentes tareas o
actividades a lo largo de un tiempo total determinado. A pesar de que, en principio, el
diagrama de Gantt no indica las relaciones existentes entre actividades.
Figura 3.9 Ejemplo de grfica de Gantt.
b) PERT Y CPM
Una malla PERT permite planificar y controlar el desarrollo de un proyecto. A diferencia de
las redes CPM, las redes PERT trabajan con tiempos probabilsticos. Normalmente para
desarrollar un proyecto especfico lo primero que se hace es determinar, en una reunin
multidisciplinaria, cules son las actividades que se deber ejecutar para llevar a feliz
trmino el proyecto, cul es la precedencia entre ellas y cul ser la duracin esperada de
cada una.
Para definir la precedencia entre actividades se requiere de una cierta cuota de
experiencia profesional en el rea, en proyectos afines.
Estos tres principios deben respetarse siempre a la hora de dibujar una malla PERT:
Principio de designacin sucesiva: se nombra a los vrtices segn los nmeros
naturales, de manera que no se les asigna nmero hasta que han sido nombrados
todos aquellos de los que parten aristas que van a parar a ellos.
Principio de unicidad del estado inicial y el final: se prohbe la existencia de ms de
un vrtice inicial o final. Slo existe una situacin de inicio y otra de terminacin del
proyecto.
M.I.LISSETH RIVERA AGUIRRE
52
Principio de designacin unvoca: no pueden existir dos aristas que tengan los
mismos nodos de origen y de destino. Normalmente, se nombran las actividades
mediante el par de vrtices que unen. Si no se respetara este principio, puede que
dos aristas recibieran la misma denominacin
Figura 3.10 Ejemplo de una red de actividades.
3.5. Determinacin de costos de Mantenimiento y reparacin. 3.6.
Presupuesto de mantenimiento.
Los departamentos de conservacin de la mayora de las empresas carecen de un
sistema de control que les permita orientar al personal de planeacin de la conservacin
sobre el aspecto econmico de los trabajos que da a da se lleva a cabo. Como es
sabido, la calidad del servicio que debe proporcionarnos un recurso (equipo, instalacin, o
construccin), est ligada fundamentalmente al costo-beneficio que se obtiene mediante
las labores o cuidando que se le suministren al recurso en cuestin; mientras mayor sea
el nmero y calidad de dichas labores, el funcionamiento del recursos es mejor, hasta
llegar a cierto lmite, que mas adelante estudiaremos.
Cualquier mtodo que se emplee para determinar la cantidad y calidad de las labores que
deben proporcionarse, est sujeto a una serie de factores, con la habilidad de su personal
de conservacin y produccin, la obsolescencia de sus equipos, la calidad de los mismos,
etc.
Para obtener un punto confiable de referencia, es necesario conocer dos factores:
1. Los costos de conservacin.
2. Los costos de tiempo de paro.
La interaccin de stos nos da el costo combinado, y ste nos muestra cul es el costo
mnimo de conservacin.
Llamamos costos de conservacin a todos los ocasionados por el material y la mano de
obra utilizados en el cuidado de los recursos, para permitir que estn adecuadamente
preservados y proporcionen el nivel de servicio estipulado. Es costumbre que dichos
costos se presenten cada ao como el presupuesto de conservacin y que, ya en
M.I.LISSETH RIVERA AGUIRRE
53
operacin, se informe mensualmente a la jefatura de conservacin de los gastos
incurridos, con el fin de que se puedan comparar con lo presupuestado y, en caso
necesario, tomar las medidas correctivas que considere conveniente.
Llamamos costos de tiempo de paro a los incurridos por un funcionamiento fuera de la
calidad estipulada de una mquina, instalacin o construccin, a cargo del departamento
de conservacin, y en ellos se tiene en cuenta lo siguiente:
a) Produccin perdida. Aqu debe considerarse el valor de lo que se dej de percibir
por haber quedado el recurso fuera de la calidad de servicio estipulada.
b) Desperdicio y reelaboracin. En este caso consideramos el valor del producto que
se considera no aceptado o que es necesario reelaborar por estar funcionando mal el
recurso, restando todo aquello que pueda recuperarse.
c) Deterioro del equipo, instalacin o construccin. Aqu consideramos la depreciacin
excesiva del recurso causada por la mala calidad de la mano de obra de
conservacin o de operacin.
Es imprescindible que en la empresa se cuente con los costos de paro de todas las
maquinas vitales y de algunas importantes; de estas ltimas, las calificadas con cdigo
mquina. Este cdigo se obtiene haciendo un anlisis entre especialistas de
conservacin, produccin y contabilidad, para que determinen el costo por paro
(aproximado) en el que incurrir si algn equipo, instalacin o construccin entrega una
calidad de servicio fuera de la norma.
Si se consideran estos factores, se puede construir una grfica que oriente sobre cul es
la cantidad ptima de conservacin que se debe suministrar a un recurso especfico o, en
forma integral, a todos los recursos de la empresa, para conocer, en este ltimo caso, la
calidad de los trabajos de conservacin, se obtienen y que con base en esto, se establece
el nivel de costos de conservacin:
Nivel de costos de conservacin = Costo de paro X 100
Costos de conservacin
Cuando esta razn sea igual a la unidad, estaremos en el punto de equilibrio, por lo que
nuestra labor debe ser conseguir dicho punto, mediante los trabajos de conservacin.
Las curvas de la figura 3.11 (Costo mnimo de conservacin) se construyen de la
siguiente manera: Supongamos que se recibe del departamento de contabilidad la
informacin de los costos de conservacin y tiempo de paro de una mquina en particular,
a la que se daba escasa atencin, por lo que registraba paros muy frecuentes; al darnos
cuenta en esto, mejoramos nuestra atencin a dicha mquina y, al siguiente periodo, se
incurri en menos costos de paro, pero en mayores costos de conservacin; en esta
forma se continu mes a mes, hasta obtener los valores mostrados en la tabla 3.1 (Costo
de operacin de una mquina).
M.I.LISSETH RIVERA AGUIRRE
54
Figura 3.11 Costo mnimo de conservacin.
Tabla 3.1 Costo de operacin de una mquina.
Costos de operacin mquina diesel M 501
(cifras en miles)
Reporte
Costos por
Paro Conservacin Total
1 260 0.8 260.8
2 220 11 231
3 172 20 192
4 130 31 161
5 99 42 141
6 80 53 133
7 66 66 132
8 55 81 136
9 48 97 145
10 42 111 153
11 38 127 165
12 32 141 173
13 28 159 187
14 25 175 200
15 23 149 217
M.I.LISSETH RIVERA AGUIRRE
55
La suma de los dos costos es el total o combinado; el cual est presentado por una
tercera curva en la figura 3.11. Se puede observar claramente que el menor costo total
resulta cuando el costo de conservacin es igual al costo de paro, ya que al aumentar
despus de este punto es el costo de conservacin, no se logra disminuir el costo de paro
en forma tal, que de la suma de stos se obtenga un valor combinado menor que el
anterior; lo mismo sucede si se reduce el costo de conservacin, en cuyo caso se obtiene
en el costo de paro una elevacin tal, que el costo combinado es mayor que cuando
ambos son iguales. Por lo anterior, si se desea tener un nivel ptimo de conservacin, el
departamento responsable debe estar atento de proporcionar a la mquina cuidados cuyo
costo no baje del costo mnimo de conservacin, o de una zona ptima definida por la
empresa, pero teniendo cuidado de no llegar al punto de hiperpreservacin, que a
continuacin veremos. Es conveniente aclarar que el punto que denota el costo mnimo
de conservacin debe ser manejado por la empresa como una zona ptima de costos.
ndice ICGM
Para establecer este ndice en la empresa puede poner en prctica los siguientes pasos:
1. Se estructura un comit, compuesto por personas conocedoras de las funciones de
conservacin, produccin y finanzas, ya que estos tres criterios deben tenerse presentes
durante el tiempo que dure la elaboracin del sistema ICGM.
2. Se levanta un inventario universal, que contenga todo lo que debe ser atendido para
asegurar un funcionamiento adecuado de la empresa. Aqu se anotarn todo tipo de
mquinas, edificios, jardines, caminos de acceso y, en suma, todos aquellos recursos
fsicos que integran la empresa.
3. El comit lleva a cabo las juntas que sean necesarias, con el fin de analizar cada una
de las unidades contenidas en el inventario y asignarles un valor, de acuerdo con su
importancia relativa. Con esto se obtiene el cdigo mquina. Cuando decimos
importancia que para la productividad y calidad del producto tiene el recurso analizado
(equipo, instalacin o construccin) con respecto a los dems, clasificndolo con
puntuacin del 1 al 10, por lo que el inventario de forma con diez grupos de recursos,
cada uno con diferente valor. No hay que olvidar que durante las juntas de anlisis del
cdigo mquina, cada integrante del comit deben tener en mente factores como:
rentabilidad del equipo, la relacin que este tiene con respecto a otros, su grado de
utilizacin y, en fin, todo lo que ayude a determinar el nivel de importancia del servicio que
proporciona, con respecto a los dems.
Por ejemplo, si en una empresa se decidi que las mquinas herramientas, tales como
fresadoras, cepillos, esmeriles y pulidoras, son de vital importancia para la produccin,
estas tendrn una calificacin mxima dentro del grupo de 10 en que hemos dividido
nuestro inventario. Si por ejemplo, las gras, bandas transportadoras, hornos de temple,
etc., forman un grupo cuya importancia sea inmediata inferior a la anterior, a este grupo le
asignamos una calificacin de 9. De esta manera, se contina calificando todo el
inventario. Con el objetivo de tener una idea ms clara sobre el tercer paso, a
continuacin se muestra la tabla 3.2 Criterios a seguir para la elaboracin del cdigo
mquina, que puede servir como gua durante las juntas de anlisis cdigo mquina que
lleve a cabo el comit. Si analizamos esa tabla, se observa claramente que la calificacin
ms alta se asigna a los artculos que proporcionan al servicio ms importante, del cual no
se puede prescindir; y que el comit que la elabore tiene que disearla de acuerdo con las
necesidades de la empresa, el tipo de recursos, sus procesos de fabricacin y, en suma,
M.I.LISSETH RIVERA AGUIRRE
56
todo aquello que la singularice; ya que no se tendra resultados adecuados si se trata de
adaptar una tabla cdigo mquina de una empresa a otra.
Tabla 3.2 Criterios para la elaboracin del cdigo mquina.
CDIGO
MAQUINA
CONCEPTO
10
RECURSOS VITALES. Aquellos que influyen en ms de un proceso, o cuya falla
originan un problema de tal magnitud que la alta direccin de la empresa no est
dispuesta a correr riesgos. Por ejemplo lneas de distribucin de vapor, gas,
calderas, hornos, o subestacin elctrica.
9
RECURSOS IMPORTANTES. Aquellos que, aunque estn en la lnea de
produccin, su funcin no es vital, pero sin ellos no puede operar adecuadamente
el equipo vital y, adems, no existen mquinas redundantes o de reserva, como
montacargas, gras, frigorficos, transportadores de material haca lneas de
produccin, etc.
8
RECURSOS DUPLICADOS SITUADOS EN LA LNEA DE PRODUCCIN,
similares a los anteriores (9), pero de los cuales existe reserva.
7
RECURSOS QUE INTERVIENEN EN FORMA DIRECTA EN LA PRODUCCIN,
como: dispositivos de medicin para el control de calidad, equipos de prueba,
equipo para manejo de materiales y mquinas de inspeccin, entre otros.
6
RECURSOS AUXILIARES DE PROTECCIN SIN REEMPLAZO, tales como:
equipo de aire acondicionado para reas de pruebas, equipos mviles, equipo para
surtimiento de materiales en almacn.
5
RECURSOS AUXILIARES DE PRODUCCIN CON REEMPLAZO, similares al
punto anterior, pero que si tienen reemplazo.
4
RECURSOS DE EMBALAJE Y PINTURA, como: compresoras, inyectores de aire,
mquinas de pintura de acabado final, y todo aquello que no sea imprescindible
para la produccin y de lo que, adems, se tenga reemplazo.
3
EQUIPOS GENERALES, unidades de transporte de materiales o productos,
camioneta de carga, unidad refrigeradora, equipos de recuperacin de desperdicio,
etc.
2
EDIFICIOS PARA LA PRODUCCIN Y SISTEMAS DE SEGURIDAD, alarmas
pasillos, almacenes, calles o estacionamientos.
1
EDIFICIOS E INSTALACIONES ESTTICAS, Todo aquello que no participa
directamente en la produccin: jardines, campos deportivos, sanitarios, fuentes,
entre otros.
M.I.LISSETH RIVERA AGUIRRE
57
Tabla 3.3 Criterios para la elaboracin del cdigo trabajo
CDIGO
TRABAJO
CONCEPTO
10
PAROS: Todo aquello que se ejecute para atender las causas de prdidas del
servicio de la calidad esperada, proporcionado por las mquinas, instalaciones,
vitales e importantes; o aquellos trabajos de seguridad hechos para evitar prdidas
de vidas humanas o afectaciones a la integridad fsica de los individuos.
9
ACCIONES PREVENTIVAS URGENTES: Todo trabajo tendente a eliminar los
paros o conceptos discutidos en el punto anterior (10), que pudieran seguir en
inspecciones, pruebas, avisos de alarmas, etc.
8
TRABAJOS DE AUXILIO A PRODUCCIN: Modificaciones tendentes a optimizar
la produccin, o surgidas por cambio de producto o para mejorar al mismo.
7 ACCIONES PREVENTIVAS NO URGENTES:
6
ACCIONES PREVENTIVAS GENERALES: Todo trabajo tendente a eliminar paros,
acciones preventivas urgentes, acciones preventivas no urgentes y donde no se
hayan visualizado posibles fallas.
5
ACCIONES RUTINARIAS: Trabajos en mquina o equipos de repuesto, en
herramientas de conservacin y en rutinas de seguridad.
4
ACCIONES PARA MEJORA DE LA CALIDAD: Todo trabajo tendente a mejorar
los resultados de produccin y de conservacin.
3
ACCIONES PARA LA DIMINUCIN DEL COSTO: Todo trabajo a minimizar los
costos de produccin y conservacin que no est considerando en ninguna de las
anteriores categoras (mejora del factor de potencia elctrica en la fbrica,
disminuir la temperatura de la caldera de suministro de agua caliente en verano,
etc.).
2
ACCIONES DE SALUBRIDAD Y ESTTICA: Todo trabajo tendente a asegurar la
salubridad y conservacin de muebles e inmuebles donde el personal de limpieza
no puede intervenir, debido a los riesgos o delicadeza del equipo por atender
(pintura, aseo o desinfectacin de lugares como subestacin elctrica y salas de
computacin, entre otros).
1
ACCIONES DE ASEO Y ORDEN: Trabajos de distribucin de herramientas y aseo
de instalaciones del departamento de conservacin.
.
Cuando el comit determina el cdigo mquina procede a hacer un listado de los
diferentes trabajos que el departamento de conservacin tiene que llevar a cabo:
correctivo, preventivo, limpieza, auxilio a produccin, hechura de relaciones, etc., y en la
misma forma que en el caso anterior, estos trabajo se dividen en 10 grupos o cdigos,
cuidando de asignarles un valor de 1 al 10, de acuerdo con la importancia que guardan
con respecto a la productividad. La tabla 3.3 (Criterios a seguir para la elaboracin del
cdigo trabajo) sirve para facilitar el anlisis del comit sobre este rengln.
Por ltimo, se debe notar que los cdigos del ICGM no son constantes durante toda la
vida til de las mquinas, ya que stas pueden cambiar de labor, de producto, de volumen
M.I.LISSETH RIVERA AGUIRRE
58
de produccin y, en fin, tener cualquier cambio proporciona. Se deba hacer una
publicacin mensual sobre aquellas mquinas que han variado su cdigo mquina; ste
es un trabajo sencillo, que produce la continuidad necesaria par contar con un ICGM
confiable. A fin de facilitar la aplicacin del ICGM, se recomienda tener anotado el cdigo
mquina en las tarjetas de registro de las mquinas y el cdigo trabajo en forma de lista
(ambas a disposicin del responsable de expedir las rdenes de trabajo de conservacin).
M.I.LISSETH RIVERA AGUIRRE
59
ACTIVIDAD DE PLANEACIN DEL MANTENIMIENTO
Elabore la secuencia lgica del procedimiento colocando el nmero segn corresponda
para una planeacin eficaz haciendo uso de los siguientes incisos:
a) Predecir carga
b) Completar orden de trabajo
c) Revisar procedimiento de seguridad
d) Establecer tamao de cuadrilla de trabajo
e) Determinar contenido de trabajo
f) Revisar trabajos pendientes y desarrollar planes para su control
g) Desarrollar un plan de trabajo
h) Verificar si se necesitan equipos o herramientas especiales
i) Asignar cuentas de costos
j) Asignar trabajadores con destreza apropiada
M.I.LISSETH RIVERA AGUIRRE
60
ACTIVIDAD
PLANEACIN Y PROGRAMACIN DEL MANTENIMIENTO
1.- El nmero de trabajadores que se requirieron para satisfacer los trabajos de
mantenimiento durante el primer semestre del ao 2006 se aprecia en la siguiente tabla.
Determine usted el nmero de trabajadores que se requerirn para el segundo semestre
del ao:
Mes No. De trabajadores
1 5
2 7
3 4
4 8
5 6
6 5
2.- La empresa Z desea saber cuantos litros de lubricantes requerir para el servicio de
lubricantes en el ao 2006. Partiendo de que la empresa tiene el registro del lubricante
consumido en los ltimos 5 aos separndolo por trimestre, determine usted ser el
comportamiento trimestral del mismo y a cuanto ascender el consumo total.
AO Q1 Q2 Q3 Q4
2001 196 342 412 311
2002 315 289 318 416
2003 189 172 291 302
2004 144 384 163 261
2005 431 245 197 196
3.- El rodamiento WXY es el principal componente que ocasiona que un equipo Z salga de
operacin ya que despus de cierto nmero de revoluciones ste sufre un desgaste y
ocasiona el mal funcionamiento de la mquina. Determine usted cada cuantas
revoluciones debe de cambiarse con la finalidad de evitar un mantenimiento correctivo
haciendo uso de los datos de la bitcora que a continuacin se muestran.
M.I.LISSETH RIVERA AGUIRRE
61
Mes Revoluciones antes de
la falla
1 10987
2 12434
3 11765
4 12876
5 10043
6 11592
4.- El jefe del departamento de mantenimiento desea destinar en su programacin del
tiempo de mantenimiento un espacio para el mantenimiento de emergencia para el rea
de calderas, extraccin y elaboracin. Como conoce el comportamiento de la cantidad de
trabajos de este tipo que ha realizado por periodo durante los primeros 3 bimestres del
ao, aydelo a determinar cuanto tiempo debe destinar para los 3 bimestres restantes.
AO Q1 Q2 Q3
Calderas 196 342 412
Extraccin 315 289 318
Elaboracin 189 172 291
Nota:
Problema 1 y 3.
1. Promedio mvil simple de tres periodos
2. Promedio mvil ponderado que el ltimo mes pesar 2 veces mas que los dos anteriores.
3. Anlisis de regresin.
4. Mtodo Winters considerando una tendencia inicial de 6 y un promedio exponencial de
Winters de 130.
Problema 2 y 4.
1. Promedio simple.
2. Promedio simple centrado.
3. Atenuacin exponencial = 0.25
M.I.LISSETH RIVERA AGUIRRE
62
ACTIVIDAD
PROGRAMACIN DEL MANTENIMIENTO
Se desea determinar el procedimiento mas adecuado para realizar un trabajo de
mantenimiento por los trabajos mas calificados proponer 3 mtodos posibles para llevar a
cabo esta actividad determinar el mas adecuado.
A)
B)
A 30
B 50
C 60
D 25
E 25
F 40
G 150
H 45
I 30
J 30
K 50
M.I.LISSETH RIVERA AGUIRRE
63
C)
M.I.LISSETH RIVERA AGUIRRE
64
ACTIVIDAD
INDICE IGCM
Suponga que usted es gerente de mantenimiento de una empresa muy importante y un
da lunes, al llegar a su labor, se encuentra con una situacin, apremiante, debido a los
sucesos que le reportan, siendo stos los siguientes:
1. Falla en el equipo de aire acondicionado que atiende en forma exclusiva a la sala
de juntas de la empresa. Usted sabe que ese mismo da, precisamente en una
hora ms, se celebrar una junta de consejo que es vital, y que su director
general, persona sumamente exigente, no tolera por ningn motivo que se le
proporcione un ambiente incmodo al consejo de administracin.
2. Falla en la mquina de insercin automtica de circuitos integrados. Su
funcionamiento resulta imprescindible para mantener una continuidad en una lnea
de produccin. El jefe de produccin le exige atencin inmediata y lo hace
responsable de las consecuencias que se tengan, tales como materiales de alto
costo daados, paros de lneas dependientes de esa mquina, tiempos muertos
de personal, etc.
3. Falla en una banda de ensamble elptica. El jefe de produccin le hace ver que es
tan importante como la mquina de insercin automtica, exigindole que ambas
cosas deben quedar arregladas de inmediato.
4. Falla en el elevador de personal del rea de oficinas (edificios de seis pisos). Este
dao es reportado por uno de los vigilantes de seguridad, describiendo un cuadro
aterrador, quien opina que la atencin a esa falla no puede esperar.
Para complicar an ms el problema, los recursos fsicos y humanos con que cuenta
slo le permitirn solucionar uno de esos cuatro problemas. En una hoja por separado,
aplicando el ndice ICGM responda las siguientes preguntas:
a) Cul de los cuatro problemas atendera usted primero?
b) En qu basa su decisin?
M.I.LISSETH RIVERA AGUIRRE
65
ADMINISTRACIN DEL MANTENIMIENTO
UNIDAD IV
SISTEMAS DE MANTENIMIENTO PRODUCIVO TOTAL
4.1. Definicin del MPT.
4.2. Las 6 grandes prdidas.
4.3. Calcular la efectividad global del equipo.
4.4. El mantenimiento autnomo.
4.5. Reduccin contina del tiempo de preparacin de maquinaria y equipo.
4.6. Tendencia a la eliminacin de almacenes de refacciones.
4.7. Control de existencias mnimas.
Competencia especfica a desarrollar;
Investigar, analizar y aplicar las estrategias proactivas del mantenimiento
productivo total comprendiendo las metodologas usadas para eficientar los
procesos de produccin industrial.
Actividades de aprendizaje:
Investigar los conceptos y caractersticas del MPT y discutir y analizar
grupalmente lo investigado.
Analizar el impacto que tienen las 6 grandes prdidas en los procesos de
produccin en cuanto a tiempo, costo, calidad y seguridad.
Realizar ensayos calculando la efectividad global de equipo en forma
grupal para conocer el impacto que tiene en los procesos de produccin la
existencia de las 6 grandes prdidas.
Investigar y analizar el mantenimiento autnomo para corroborar como se
eliminan y/o reducen las 6 grandes prdidas con esta estrategia de
administracin proactiva del equipo.
Analizar en forma individual y grupal como se mejoran todos los procesos
de una organizacin con la implementacin de esta estrategia proactiva de
administracin del equipo logrando ser una empresa de clase mundial
mejorando continuamente el tiempo de preparacin de maquinaria y equipo
as como la tendencia de mantener en los almacenes lo necesario de
refacciones.
Analizar la implementacin de esta estrategia proactiva del equipo
optimizando los costos, la calidad y la seguridad de los trabajadores.
M.I.LISSETH RIVERA AGUIRRE
66
ADMINISTRACIN DEL MANTENIMIENTO
UNIDAD IV
SISTEMAS DE MANTENIMIENTO PRODUCIVO TOTAL
4.1. Definicin del MPT. 4.2. Las 6 grandes prdidas. 4.3. Calcular la
efectividad global del equipo.
En 1971 Seiichi Nakajima introdujo en la industria japonesa el Mantenimiento Productivo
Total, el cual se ha desarrollado y mejorado da a da. Analicemos su objetivo general, las
bases de su estructura y las cuatro fases (12 pasos) que se aplican en la industria para su
implementacin.
El TPM es un sistema de administracin diseado para facilitar el desarrollo de la
industria. Se apoya en la participacin proactiva de todo el personal que compone la
empresa, incluyendo a los proveedores. Se soporta en las ciencias tcnicos-
administrativas que le permitan obtener una mejora constante en la productividad y
calidad de sus productos o servicios haciendo nfasis en la prediccin y prevencin de
defectos, errores y fallas de sus recursos humanos, fsicos y tcnicos.
Como lo menciona Nakajima en su libro TPM Mantenimiento Productivo Total, su objetivo
es lograr la eficiencia del Mantenimiento Productivo a travs de un sistema compresivo
basado en el respeto a los individuos y en la participacin total de los empleados. Por eso
debe existir en todo el personal una preparacin muy cuidadosa en lo relacionado con las
ciencias de la conducta humana, la creatividad, el control de rendimientos, la preparacin
esmerada de los supervisores, la ingeniera de sistemas, la ecologa, la terotecnologa y la
logstica. Recordemos que se llama terotecnologa a la combinacin de labores de
administracin, finanzas, ingeniera y todas aquellas prcticas que se aplican para
conocer el costo de ciclo de vida de algn recurso fsico, ya que ste es importante para
disear y especificar la fiabilidad de los recursos de la planta industrial (diseo,
rendimiento y costos). Se le llama logstica a todas las labores de apoyo a produccin
para que este departamento pueda desarrollar eficientemente su trabajo; por ejemplo, en
resolucin de problemas de mantenimiento, obtencin de materia prima, refacciones,
almacenaje, etc.
La introduccin del TPM en una industria se facilita haciendo su implementacin de
acuerdo con las siguientes cuatro fases:
1. Primera fase: Preparacin para la implementacin del TPM (cinco pasos).
2. Segunda fase: Inicio de actividades TPM (un paso)
3. Tercera fase: Implementacin de TPM (cinco pasos)
4. Cuarta fase: Estabilizacin del TPM (un paso).
M.I.LISSETH RIVERA AGUIRRE
67
a) Primera fase
Esta primera fase con sus cinco pasos que deben ser diseados para obtener el ambiente
motivador, la cultura y la habilidad permite el desarrollo de la proactividad de toda la
empresa, incluyendo a los proveedores. Los cinco pasos son los siguientes:
I. Crear el entorno apropiado.
II. Crear programas de adiestramiento y desarrollo.
III. Crear la organizacin para el TPM.
IV. Crear los objetivos y las polticas para el TPM.
V. Crear el plan maestro para el desarrollo del TPM.
I) Crear el entorno apropiado
El TPM debe ser entendido y respaldado plenamente por la alta direccin. Crear el
entorno apropiado es su responsabilidad bsica, por lo que sta debe informar
oficialmente a todo el personal de la empresa y proveedores a travs de un evento formal
de la decisin de establecer el TPM; en este evento se buscar la compresin del tema,
as como la participacin y el compromiso de todos. La alta direccin debe infundir
entusiasmos por la realizacin del proyecto, no solo en todos los niveles de su empresa,
si no tambin en las compaas afiliadas proveedores para despus ser perseverantes y
firme en sus acciones.
Este paso debe ser cuidadosamente planeado, utilizando los recursos adecuados de
comunicacin (diapositivas, folletos, pelculas, etc.).
II) Crear programas de entrenamiento y desarrollo
En necesario el adiestramiento y desarrollo del personal para que su nueva actuacin
armonice con las exigencias tcnico-administrativas del TPM, por lo que debern
desplegarse programas de educacin, seminarios, juntas de trabajo, presentaciones con
diapositivas, medios electrnicos, computacionales y campaas para introducir el TPM.
Se ajustan al nivel del personal que ser informando o entrenando, incluyendo a los
proveedores.
III) Crear la organizacin para el TPM
Cuando todo el personal directivo (directores, gerentes, jefes de seccin, etc.) es
introducido al conocimiento del TPM se debe estructurar un sistema que lo apoye, por lo
que es momento de establecer la oficina promotora y coordinadora de desarrollo del TPM
como staff de la alta direccin y de formar los Crculos de Calidad necesarios en cada
nivel para difundir el acuerdo con su nivel y funciones. En este paso el entrenamiento del
personal debe enfocarse a que ste obtenga:
1. Pleno conocimiento de lo que es el TPM.
2. Habilidad para manejar en forma prctica el concepto TPM.
3. El deseo de involucrarse.
4. La seguridad de que el cambio es posible y positivo.
M.I.LISSETH RIVERA AGUIRRE
68
La estructura quedar formada por grupos o comits de proyecto en cada nivel del
organigrama de la empresa, como lo muestra la figura 4.1.
1. Primer nivel (Alta Direccin): Fija las metas y polticas TPM para toda la empresa y
forma el comit TPM central.
2. Segundo nivel (Directivos Medios): fija las metas y polticas TPM departamentales
e integra el comit TPM departamental.
3. Tercer nivel (Gerencias y Jefaturas): fijas las metas TPM de comn acuerdo con
los propios grupos e integra el comit TPM de Gerencias o Jefaturas.
Figura 4.1 Estructura general del TPM.
IV) Crear los objetivos y polticas para el TPM
El comit Promotor y Coordinador del TPM analizar la problemtica general de la
compaa y definir los objetivos generales a alcanzar a mediano y largo plazo (uno a tres
aos) recomendando las polticas necesarias que de estos se deriven. Basados en los
objetivos y polticas, los comits TPM de departamento, seccin y grupo, definirn sus
propios objetivos y polticos anuales, congruentes con los del comit central.
M.I.LISSETH RIVERA AGUIRRE
69
V) Crear el plan maestro para el desarrollo del TPM
El Comit Promotor y Coordinador del TPM elabora y establece un plan maestro para la
implementacin del TPM, analizando a fondo las cinco tareas que hay que realizar en la
tercera etapa de implementacin del TPM.
1. Mejorar la efectividad global del equipo.
2. Elaborar el plan de Mantenimiento Autnomo para la produccin, ventas, finanzas,
etc.
3. Elaborar el plan de Mantenimiento para el personal de mantenimiento.
4. Elaborar el plan de Capacitacin y Desarrollo en el Mantenimiento para todo el
personal de la empresa.
5. Elaborar el plan de Mantenimiento para los nuevos equipos.
Una vez que se considera que hay suficiente material terminado para apoyar una de las
tareas arriba mencionadas, entonces nuestra mquina (la empresa) empezar a ejecutar
su trabajo; es decir, ste es el momento de iniciar la segunda fase.
b) Segunda Fase
I) Acto de iniciacin
Se organizar una junta integrada por todo el personal de la empresa y proveedores en la
cual el Comit Promotor y Coordinador del TPM informar que a partir de ese momento
cada trabajador laborar de acuerdo con el TPM, as que debe abandonar sus rutinas
tradicionales de trabajo. Esta junta ayuda a crear y desarrollar un clima proactivo y de
deseos de superacin en todo el personal de la empresa y proveedores. Cada
responsable de comit TPM (general, departamental, de seccin y de grupo) informa
sobre el trabajo, planeado y desarrollado en cada grupo uno de los cinco pasos de la
primera fase, as como de sus resultados.
El Comit General, Promotor y Coordinador del TPM jerarquiza el inventario de recursos a
mantener en: vitales, importantes y triviales, de modo que se le asigna prioridad de
atencin y auxilio en la formacin de equipos de proyecto integrados por personal de
ingeniera, mantenimiento, produccin y grupos TPM.
c) Tercera fase
I) Mejora de la efectividad global del equipo instalado
En este paso debemos conseguir la planificacin e implementacin de cada una de las
cinco tareas del TPM.
Para mejorar la efectividad global del equipo es preciso hacer dos labores generales:
1. Estudiar a fondo las caractersticas y los rendimientos de los equipos para obtener
el mayor provecho de ellos al utilizarlos en la forma debida. Esta labor se realiza
M.I.LISSETH RIVERA AGUIRRE
70
de acuerdo con el equipo que se tiene instalado en cada industria, por lo que hay
un caso particular para cada empresa.
2. Eliminar los obstculos que se oponen a la eficacia de los equipos.
Recordemos que la efectividad ideal se obtiene cuando el tiempo de parada es igual a 0,
la velocidad es igual a la que exige el proceso, y se obtienen cero defectos en la calidad y
cantidad de los productos o servicios elaborados. Si observamos la figura 4.2 podemos
darnos cuenta que al multiplicar los tres factores: D = Disponibilidad, Er = Eficiencia del
rendimiento y Tcp = Tasa de calidad de productos, se obtiene la efectividad global del
equipo igual a Ege.
En donde:
Ege = D x Er X Tcp
Factor de efectividad Las seis grandes prdidas
D Tiempo de parada Falla del equipo.
Cambios de tiles y ajustes.
Er Velocidad Tiempos de vaco
Desigualdad o discrepancia entre velocidad de diseo real.
Tcp Defectos De proceso (retrabajos).
De arranque hasta llegar a la produccin estable.
Figura 4.2 Cuadro sinptico del factor de efectividad frente a las grandes prdidas.
Analicemos cada factor de efectividad empezando por disponibilidad (D) de un equipo o
tiempo de parada y que slo puede ser ocasionado por una falla o por el cambio de tiles.
Esta clase de prdidas son las que con ms frecuencia se presentan al operar los
equipos.
1. Prdida por una falla: sta se presenta en el equipo en forma eventual e
imprevista.
2. Prdida por cambio de tiles: el equipo trabaja, pero con menor eficiencia.
El TPM trata de alcanzar la meta de cero fallas por equipo, considerando las acciones
siguientes:
1. Impedir el dao acelerado.
2. Preservar las condiciones del equipo.
3. Operar el equipo segn normas.
4. Mejorar la calidad de conservacin.
5. Reparar las causas, no slo fallas.
6. Corregir debilidades del diseo.
7. Estudiar el porqu de cada defecto o error.
M.I.LISSETH RIVERA AGUIRRE
71
Ahora analicemos a la segunda parte de la disponibilidad relativa al cambio de tiles y
ajustes, stas se originan debido a la necesidad de preparar el equipo para hacer un
nuevo producto y es necesario estudiar a fondo estos trabajos de preparacin y ajustes
para encontrar cuales son los que se puedan mejorar.
El TPM trata de alcanzar la meta de cero ajustes por equipo, y para lograrlo se toman las
siguientes acciones:
1. Revisin de la precisin que se debe tener en el montaje del equipo, de las
herramientas y de las plantillas.
2. Promocionar el uso de herramientas estndares y de mtodos estndares de
montaje e instalacin.
Cuando un equipo es capaz de entregar su producto sin fallas es porque se ha llegado a
la meta de cero ajustes.
Analicemos la primera parte del factor eficiencia del rendimiento, prdidas por tiempos en
vaco. Se originan debido a problemas breves que suceden en el equipo y que el operario
al darse cuenta los resuelve de inmediato, volvindose al funcionamiento adecuado de la
mquina. Aunque al parecer esto no tiene mucha importancia, su frecuencia puede
producir prdidas muy significativas. En el TPM para alcanzar la meta de cero tiempos en
vaco por equipo se toman las siguientes acciones:
1. Observacin cuidadosa de los equipos que presentan esta propensin hasta que
se repita el problema, a fin de analizarlo y corregirlo.
2. Corregir defectos leves (Suciedad, pequeas abolladuras, tornillos o remaches
flojos).
3. Determinar y asegurar las condiciones ptimas de operacin.
Ahora analizaremos la segunda parte del factor eficiencia del rendimiento, (prdidas por
velocidad reducida). Sucede cuando existe menor velocidad de operacin con respecto a
la que debera tener el equipo y mantenimiento de los siguientes puntos:
1. Que conozcan la velocidad del diseo de sus mquinas.
2. Que se trabaje con la velocidad de diseo.
3. Que aumente eventualmente la velocidad del equipo, ya que es un buen mtodo
para descubrir fallas.
4. Que estn enterados de que para productos distintos deben establecer distintas
velocidades de operacin.
Analicemos la primera parte del factor tasa de calidad de productos, prdidas por proceso,
la cual sucede cuando un equipo proporciona su producto con fallas, es decir, que estn
fuera de calidad y, por tanto, es necesario hacerles trabajos adicionales para recuperar la
calidad, ya sea que dicho producto pueda o no repararse. Existen prdidas por proceso
que ocurren eventualmente y son detectadas con suma facilidad, pero en otros casos son
tan pequeas y repetitivas que el personal de operacin y mantenimiento se acostumbra a
ellas y se vuelven crnicas, a estas prdidas les debemos poner atencin para
solucionarlas.
M.I.LISSETH RIVERA AGUIRRE
72
El TPM trata de alcanzar la meta de cero defectos de proceso por equipo, y para
eliminarlos se toman las acciones siguientes:
1. Hacer buenos diagnsticos para llegar a las causas.
2. Investigar cuidadosamente las condiciones actuales.
3. Revisar uno y otra vez la lista de posibles causas.
4. Profundizar sobre la posible existencia de defectos pequeos que se ocultan en
defectos mayores.
Se denominan as a las prdidas que se generan por estar el equipo pasando desde una
posicin esttica hasta su produccin estable.
El TPM trata de alcanzar el tiempo de arranque por equipo sealado por el proveedor,
para ello se toman las siguientes acciones:
1. Revisin del tiempo mnimo de arranque que promete el proveedor de la mquina.
Si se encuentra discrepancia es necesario investigar la posible existencia de fallas
que originan el arranque lento y corregirlas.
2. Buscar en el mercado mquinas similares que nos presten el mismo o mejor
servicio, pero con un menor tiempo de arranque.
3. Cuando un equipo es capaz de cumplir con el tiempo mnimo de arranque ofrecido
por el proveedor, se llega a la primera meta.
II) Implementar el plan de mantenimiento autnomo para toda la empresa
Uno de los problemas ms graves que existe en nuestra industria es que al personal de
produccin, oficinas y cualquier otra especialidad no se le prepara en labores de
mantenimiento; ste es un gran error porque debemos tener como principio que todo el
que tenga que ver con el uso de la mquina tiene la obligacin de cuidarla (una planta de
fuerza, un vehculo, una mquina de escribir, una escoba, etc.); esta falta de cuidado a los
tems de trabajo produce grandes prdidas.
Reflexiones en la semejanza que existe entre la forma en que usted atiende su cuerpo y a
la herramienta (automvil, maquinaria o equipo que la empresa la suministra para su
operacin personal), llegar a la conclusin que en forma muy natural de proceder y que
es un error no permitir al usuario proporcionar los primeros auxilios a su herramienta.
M.I.LISSETH RIVERA AGUIRRE
73
ACCIONES DE MANTENIMIENTO EN.
MI EQUIPO HUMANO MI EQUIPO DE TRABAJO
Alimentacin.
Limpieza.
Ejercicio.
Expulsin de heces.
Tratamiento de
pequeas molestias.
Etc.
Exmenes mdicos.
Tratamiento mdico.
Operaciones
quirrgicas.
Etc.
Limpieza y lubricacin.
Montaje y chequeo del
producto.
Servicios menores.
Prever problemas.
Identificar reas
problemticas de
trabajo.
Ordenar el lugar de
trabajo.
Etc.
Diagnsticos.
Jerarquizacin del
inventario de
mantenimiento.
Planes de
mantenimiento
rutinario.
Planes contingentes.
Reparaciones en
general.
Etc.
Figura 4.3 Acciones de mantenimiento en el sistema hombre mquina.
El consultor japons Fumio Goto ha desarrollado un mtodo de siete pasos que ha
resultado con gran xito en empresas cuando implementan el mantenimiento autnomo:
1. Limpieza inicial. Se hace con la intencin de eliminar suciedad y polvo, apretar
tuercas, tornillos y pernos , lubricar algunas partes de la mquina y descubrir
problemas para corregirlos o reportarlos.
2. Evitar fuentes de problemas. El operario debe tomar medidas para eliminar las
causas, suciedad, polvo, dispersin de materiales, sobrantes, etc.; apoyado por
personal de mantenimiento e ingeniera.
3. Establecer estndares de limpieza. Se debe considerar dentro del tiempo del
operario el tiempo estndar que debe tomar para estas labores.
4. Inspeccin general. Se elabora un manual de inspeccin general del equipo que
ser utilizado por los responsables de los crculos de TPM.
5. Inspeccin Autnoma. Se elabora un manual de inspeccin autnoma del equipo
que ser utilizado por el responsable del mismo.
6. Organizacin y orden. Se identifican los lugares en donde se han establecido
estndares de trabajo y se verifica su cumplimiento por los directivos responsables
del rea.
7. Mantenimiento autnomo pleno. El trabajo de los Crculos de Calidad dirigidos
por los supervisores se dedica especialmente el establecimiento de la mejoras
elaboradas por los equipos de proyecto y contina atendiendo la eliminacin de las
seis prdidas.
M.I.LISSETH RIVERA AGUIRRE
74
La implementacin de las Cinco S constituye el primer paso hacia el logro de buenas
actividades de mantenimiento. TPM se fundamenta en estos principios bsicos:
1. Trabajo de mantenimiento con la participacin de todos los operadores de tems e
iniciativa personal.
2. Eliminacin de los defectos, gracias al buen cuidado de maquinarias,
herramientas, equipos, etc.
3. Mantenimiento del lugar de trabajo limpio y en orden, y contribucin a un constante
crecimiento corporativo.
III) Plan de mantenimiento (Para el personal de mantenimiento)
La implementacin de este plan debe empezar antes de que termine el octavo paso.
Por lo hasta aqu visto, debemos considerar que al menos en nuestra imaginacin nuestro
Departamento de Mantenimiento tiene las siguientes caractersticas generales:
1. Una estructura racional que facilita la aplicacin de labores estratgicas y tcticas.
2. Un inventario de recursos fsicos (mquinas, etc.) jerarquizado en tres categoras
(vitales, importantes y triviales).
3. Planes estratgicos de mantenimiento efectuados por la Direccin de la planta.
4. Un sistema de planificacin de rdenes de trabajo efectuados por el Departamento
de Mantenimiento.
5. Un sistema de informtica implementado a toda la empresa.
Para elaborar los planes de mantenimiento es indispensable estudiar la organizacin
existente en nuestra empresa y, sobre todo, en el Departamento de Mantenimiento, pues
ella modular los planes y har que nos apeguemos a una planeacin realista del
mantenimiento, la cual debe considerar actividades, estratgicas, y tcticas.
IV) Plan de capacitacin y entrenamiento en mantenimiento para todo el
personal
Con los planes generados por el Comit General Promotor y coordinador del TPM deben
programarse y realizarse cursos para todo el personal de la empresa, de acuerdo con las
categoras que tengan, utilizando las tcnicas ms modernas de enseanza.
1. Todo el personal debe ser capacitado, segn las tcnicas de mantenimiento y
operacin.
2. Todo entrenamiento debe adecuarse a las necesidades especficas de cada rea
de trabajo.
V) Plan de mantenimiento para los nuevos equipos instalados
El personal de Produccin y Mantenimiento debe corroborar que todo equipo recin
instalado se analice desde el punto de vista de mantenimiento, y de acuerdo con su Costo
del Ciclo de Vida; asimismo, hay que tener en cuenta una etapa en la cual la atencin de
la mquina normalmente queda a cargo del proveedor de la misma para que ste nos
M.I.LISSETH RIVERA AGUIRRE
75
asegure su garanta, a esta etapa se le denomina commissioning (poniendo en uso), y se
debe llevar a cabo durante la vida temprana del equipo.
Las actividades de commissioning estarn enfocadas a:
1. Evaluar el costo econmico del ciclo de vida del equipo.
2. Comprobar que el equipo est en los niveles ms altos de confiabilidad,
mantenibilidad y operatividad desde el punto de vista de seguridad y economa.
3. Lograr el mejor nivel en la planeacin de la inversin.
4. Reducir el tiempo de vida temprana (de diseo a operacin estable).
5. Conseguir que las actividades de commissioning se lleven a cabo con eficacia.
d) Cuarta fase.
I) Estabilizacin (Acciones de control, midiendo resultados)
Este es el paso final del programa de desarrollo del TPM y se basa en una constante
medicin de resultados y en la bsqueda de mejores objetivos.
Todo el personal de produccin y mantenimiento auxiliado por el Comit General,
Promotor y Coordinador del TPM, trabajar para mejorar los resultados, para as poder
permitir la fijacin de metas ms elevadas.
Conforme se logra una adecuada implantacin del TPM es necesario ser ms exigente
con los resultados y hay que fijar objetivos de mayor nivel, por lo que hace indispensable
que todo el personal trabaje en forma coordinada, continua y de manera proactiva.
Cabe resaltar que los trabajos de mantenimiento no solamente influyen en la
disponibilidad y costos de produccin, si no que adems en todo lo referente al negocio
mismo, en su seguridad, integridad del medio ambiente, uso eficiente de los recursos
humanos fsicos y tcnicos, calidad de producto, servicio al cliente, etc.
4.4. El mantenimiento autnomo.
El mantenimiento autnomo es una de las etapas de la preparacin de las condiciones de
implantacin del TPM por parte del comit de implantacin. Posteriormente en la etapa de
implantacin, en la formacin del personal en la metodologa del TPM es una actividad
importante. Esto nos indica que se fija en el principio y se corrige ms tarde.
Estas actividades comprenden: Metodologa de las Cinco S, y el Mantenimiento
Autnomo, Promocin y soporte total de los siete pasos del mantenimiento autnomo y
Establecimiento de diagnstico de habilidades (Capacitacin y adiestramiento en Multi-
habilidades) y Procedimientos de trabajo.
La etapa de preparacin incluye la educacin a todos los medios administrativos y el
sindicato. La etapa de formacin del personal en la metodologa incluye el personal de
mando intermedio y personal base. El mantenimiento autnomo por los operadores es
una caracterstica nica del TPM; y es vital para su compaa.
M.I.LISSETH RIVERA AGUIRRE
76
sta accin es la ms difcil y la que se lleva ms tiempo en realizar, por que a los
operadores y operarios de mantenimiento se les dificulta dejar su forma habitual de
trabajo. Los operadores trabajan a tiempo completo en la produccin y el personal de
mantenimiento asume por completo las responsabilidades de las reparaciones. Adems
de los paradigmas y ventajas que para ellos representa su forma actual de trabajo.
Cambiar tales actitudes son las razones por las que se requiere de mucho tiempo para
progresar eficientemente en la implementacin completa del TPM. Cambiar el ambiente
en una compaa lleva mucho tiempo. En adicin cada elemento tiene que ser entrenado
en la destreza de hacer el mantenimiento autnomo, actividades bsicas como
inspeccin, limpieza y lubricacin de su propio equipo.
M.I.LISSETH RIVERA AGUIRRE
77
M.I.LISSETH RIVERA AGUIRRE
78
M.I.LISSETH RIVERA AGUIRRE
79
4.5 Reduccin continua del tiempo de preparacin de maquinaria y
equipo.
M.I.LISSETH RIVERA AGUIRRE
80
M.I.LISSETH RIVERA AGUIRRE
81
M.I.LISSETH RIVERA AGUIRRE
82
M.I.LISSETH RIVERA AGUIRRE
83
M.I.LISSETH RIVERA AGUIRRE
84
M.I.LISSETH RIVERA AGUIRRE
85
M.I.LISSETH RIVERA AGUIRRE
86
4.6 Tendencia a la eliminacin de almacenes de refacciones. 4.7. Control
de existencias mnimas.
La funcin administrativa asociada al inventario y abastecimiento tiene un alto impacto en
la productividad del mantenimiento. La siguiente lista son algunas de las formas de como
pueden afectar la productividad del mantenimiento:
Espera por materiales:
Tiempo de viajes para obtener materiales.
Tiempo requerido para transportar materiales.
Tiempo requerido para identificar materiales.
Tiempo requerido para encontrar materiales sustitutos.
Tiempo requerido para encontrar los materiales en las bodegas locales.
Tiempo requerido para tramitar una orden de compra.
M.I.LISSETH RIVERA AGUIRRE
87
Prdida de tiempo debido a:
Otras actividades con retraso debido a los materiales.
Materiales equivocados planificados y entregados.
rdenes de compra con materiales equivocados.
Materiales fuera de stock.
La administracin de los inventarios es de vital importancia, por el monto de la inversin
que generalmente se requiere, as como por la complejidad y grado de dificultad que
implica una administracin financiera efectiva, la que tendr como finalidad mantener y/o
aumentar la productividad de la empresa, ya que si no hay inventarios no hay ventas y
pedida de mercado, y si no hay ventas no hay utilidad lo que en cierto plazo llevara a
cierre del negocio.
Para lograr una administracin efectiva es necesario establecer polticas; que deben ser
formuladas conjuntamente por las reas de ventas, produccin y finanzas. Estas polticas
consisten principalmente en la fijacin de parmetros para el control de la inversin,
mediante el establecimiento de niveles ideales de inventarios que produzcan tasa de
rotacin aceptables y constantes, tomando siempre en consideracin los costos
involucrados y el control del almacn de refacciones.
El costo del mantenimiento del inventario incluye principalmente el almacenamiento, el
seguro, el deterioro del producto y el costo de oportunidad del dinero.
El control debe ser amplio y diversificado en un control contable, control fsico y del nivel
de la inversin en los inventarios, siendo este ltimo el que tendr que ver con el aspecto
financiero de los inventarios que se reflejar en uno de los conceptos ms importantes
que forman parte del capital de trabajo.
a) Control contable. Hay una diversidad de medios y sistemas den control contable
de inventarios para contar con un inventario perpetuo, que van desde un simple
kardex hasta lo ms sofisticado en sistemas computarizados, los que incluyen ya
inventarios perpetuos de tiendas departamentales y de autoservicio a travs de
lectores pticos, etc., y que hace algunos aos se vean como un sueo . Puede
decirse que dependiendo del tamao de las empresas y la complejidad de los
inventarios y el proceso productivo, ser el control contable que adopte la empresa
para tener el control deseado. Como condicin propia del control contable ser
que deber satisfacer plenamente las necesidades de informacin que fije la
direccin de la empresa, para la administracin eficiente de los inventarios.
b) Control fsico: Debe cumplir con ciertos requisitos de seguridad y manejo eficiente
de los productos. Debe brindar facilidad de localizacin y almacenamiento
apropiado en lugares destinados especialmente para la guarda y custodia de todos
los materiales y artculos que constituyan parte del los inventarios de la empresa.
c) Control de nivel de inversin. Este ser el resultado de las diferentes polticas
fijadas por las reas de ventas, produccin y finanzas para la administracin
financiera de los inventarios, y consistirn en la fijacin de parmetros para su
control, los que deben ser cuidadosamente estudiados pues se reflejarn en
dinero invertido en inventarios, que tendr mucho que ver con la productividad de
la empresa al rotar rpidamente sus inventarios durante el ao. La fijacin de las
polticas de nivel de inventarios son complejas y deben de satisfacer a las partes
involucradas, pues el hecho es que cada individuo que interviene en la fijacin o
M.I.LISSETH RIVERA AGUIRRE
88
determinacin de los parmetros tiene un punto de lista diferente al de los dems,
tomando en cuenta la operacin de su rea.
M.I.LISSETH RIVERA AGUIRRE
89
ACTIVIDAD
SMED
En una industria se necesita suministrar cable desde pesados carretes a varias prensas.
Cuando se termina el procesamiento del cable del carrete viejo por haber llegado al final
de rollo se debe trasladar el nuevo carrete hasta la mquina por medio de un
montacargas para continuar con el proceso de produccin. Como se cuenta con un solo
montacargas este no est siempre disponible inmediatamente. Podra sugerir otro
procedimiento que pueda reducir los tiempos de preparacin?
En una prensa se tienen que montar dos diferentes troqueles. Los troqueles tienen
diferentes alturas, el A tiene una altura para cierre de 320mm y el B de 270 mm. En el
procedimiento de preparacin de la prensa, los operarios que cambian de troquel tienen
que tener mucha habilidad y hacer bastantes ajustes en la mquina con el fin de anclar el
nuevo troquel de diferente altura. Los operarios piensan que slo pueden hacerse los
ajustes mientras la mquina est parada. Qu podra sugerir para reducir los tiempos de
montaje?
M.I.LISSETH RIVERA AGUIRRE
90
Cuando se monta un troquel en una prensa, el troquel debe posicionarse en el centro de
la base de la prensa. Para conseguir el centrado preciso del troquel los operarios
avanzaban un poco hacia abajo la corredera alineando tallo y hueco. Esto se haca lenta y
cuidadosamente, puesto que el troquel poda destruirse si la corredera no estuviese
correctamente alineada. Qu podra sugerir para reducir los tiempos de montaje?
M.I.LISSETH RIVERA AGUIRRE
91
ADMINISTRACIN DEL MANTENIMIENTO
UNIDAD V
DOCUMENTACIN DEL SISTEMA DE ADMINISTRACIN DEL
MANTENIMIENTO
5.1. Requisitos del mantenimiento de acuerdo a la norma ISO-9001 e ISO TS
16949.
5.2. La utilizacin de software para administrar el mantenimiento en una empresa.
5.3. Diseo de un sistema de mantenimiento en una empresa local.
Competencia especfica a desarrollar;
Documentar el sistema de mantenimiento conforme a los lineamientos de las
normas internacionales ISO 9001 e ISO TS 16949.
Actividades de aprendizaje:
Realizar una Investigacin sobre los requisitos del mantenimiento de
acuerdo a normas internacionales como ISO 9001 e ISO TS 16949, en
forma individual y posteriormente discutirla en forma grupal.
Conocer y manejar los diferentes paquetes computacionales para
administrar el mantenimiento en una organizacin.
Elaborar un proyecto integral de mantenimiento.
M.I.LISSETH RIVERA AGUIRRE
92
ADMINISTRACIN DEL MANTENIMIENTO
UNIDAD V
DOCUMENTACIN DEL SISTEMA DE ADMINISTRACIN DEL
MANTENIMIENTO
5.1. Requisitos del mantenimiento de acuerdo a la norma ISO-9001 e ISO TS
16949.
Anexo A y B.
Elaboracin del manual de mantenimiento para el control y administracin
del sistema de mantenimiento.
Toda empresa independiente de su tamao, es una organizacin formal cuya funcin es
producir un producto o prestar un servicio a satisfaccin completa de los consumidores o
usuarios y al nivel ms econmico.
Para garantizar la satisfaccin completa del consumidor y funcionar en forma eficiente y
armnica, cada empresa debe desarrollar una gama amplia de polticas y de
procedimientos de trabajo, as como, establecer los flujos de mando y definir las
responsabilidades de los distintos integrantes de la organizacin.
La funcin armnica y eficiente de la empresa se logra cuando todos sus trabajadores y
funcionarios:
Conocen y entienden las polticas y procedimientos de la organizacin.
Funcionan eficientemente de acuerdo a esas polticas y procedimientos.
Participan en su actualizacin en funcin de las necesidades cambiantes del
entorno del consumidor y del mercado.
Toda empresa moderna y actualizada debe contar con manuales de gestin.
Para facilitar su elaboracin e implementacin se recomienda consultar la norma ISO
10013 titulada Lineamientos para elaborar manuales de calidad. Los manuales deben
actualizarse peridicamente segn las nuevas necesidades y/o nuevas realidades de
cada empresa y su entorno, siendo muy recomendable que ello se logre involucrando al
propio personal.
El formato y contenido de cada manual depender de factores tales como el tamao de la
empresa, el tipo de productos que elabora o de servicios que brinda, los procedimientos
de trabajo, los equipos instalaciones y tecnologa de que dispongan y el nivel educativo-
cultural de todo su personal.
M.I.LISSETH RIVERA AGUIRRE
93
El manual de mantenimiento es un documento indispensable para cualquier tipo y tamao
de industria. Refleja la filosofa, poltica, organizacin procedimientos de trabajo y de
control de esta rea de la empresa, disponer de un manual es importante por cuanto:
Constituye el medio que facilita una accin planificada y eficiente del
mantenimiento.
Es la manifestacin a clientes, proveedores, autoridades competentes y al
personal de la empresa del estado en que se encuentra actualmente este sistema.
Permite la formacin de personal nuevo.
Induce el desarrollo de un ambiente de trabajo conducente a establecer una
conducta responsable y participativa del personal y al cumplimiento de los deberes
establecidos.
En el manual de mantenimiento se indicar la misin y visin de la empresa, las polticas
y objetivos de mantenimiento, los procedimientos de trabajo, de control y las acciones
correctivas. Es importante sealar que deben incluirse solo los procedimientos que se
aplican a las instrucciones en un lenguaje afirmativo.
Peridicamente, se proceder a actualizar el manual de mantenimiento. Eliminando las
instrucciones para deberes y obligaciones que estn discontinuados e incorporando las
instrucciones para las nuevas obligaciones. La funcin de elaboracin y actualizacin del
manual queda bajo la responsabilidad del responsable del sistema de mantenimiento de
la empresa con el apoyo y la aprobacin de su direccin.
Por ltimo dos recomendaciones:
Solo con personal motivado y entrenado se logran en mantenimiento los objetivos
de calidad, de eficiencia y eficacia fijados por cada empresa u organizacin en
consecuencia, las actividades de capacitacin entrenamiento y motivacin deben
tener un tratamiento prioritario en los respectivos manuales.
No caer en el error de considerar a la confeccin del manual de gestin de
mantenimiento como un fin. Por el contrario, considerarlo solo como un medio
para mejorar continuamente esta funcin en la empresa y hacerla cada da ms
competitiva.
Seguidamente y a ttulo ilustrativo se enlisa el contenido del manual de mantenimiento en
forma resumida.
a) INTRODUCCIN
Contiene informacin general sobre la empresa, su Misin y Visin, su origen y evolucin,
tipo de productos que elabora o de servicios que brinda, capacidades de produccin
discriminadas por lnea, planes de consolidacin y/o expansin, volumen y valor de las
ventas anuales, destinos (mercado local y/o exportacin). Participacin en el mercado
demandante, etc. Dentro de la informacin a resear interesa tambin hacer referencia
entre otras a las siguientes:
Personal ocupado, jornales devengados anualmente, existencia o no de
programas de capacitacin, polticas de incentivos, etc.
rea del predio ocupado y de los edificios o locales construidos.
M.I.LISSETH RIVERA AGUIRRE
94
Suministro de energa elctrica.
Suministro de agua.
Energa calrica.
Refrigeracin.
Aire comprimido.
Tratamiento y disposicin de residuos slidos, lquidos y gaseosos.
Tambin debe hacerse regencia a sus planes para el corto y mediano plazo, polticas y
objetivos.
Resumiendo, el manual permite conocer la empresa y su posicin con respecto a la
excelencia gerencial y empresarial y, paralelamente, facilita que su personal asuma el
compromiso colectivo de desarrollar en ella una actividad en equipo en la que se
conjuguen responsabilidad, capacidad y eficiencia para lograr productos o servicios de
calidad al menor costo y optimizar sus beneficios econmicos y su prestigio en el mercado
demandante.
b) ORGANIZACIN DE LA EMPRESA
Depende de mltiples factores. Los ms importantes son tamao, numero de plantas y su
ubicacin fsica, productos y procesos, desarrollo tecnolgico disponibilidad de recursos,
etc. Si bien no existe un modelo nico de organizacin que sirva todas las empresas,
obliga a cada una a desarrollar su propia organizacin, la cual debe permitir el
cumplimiento de los objetivos fijados por la alta gerencia.
En empresas pequeas, las distintas funciones pueden incluso, recaer en una persona
pero, en empresas medianas y grandes es indispensable contar con un organigrama en el
que todas las gerencias se encuentran a un mismo nivel de autoridad y jerarqua. En
consecuencia, en caso de desacuerdo entre dos o ms gerentes, estos pueden dirigirse a
su superior inmediato para resolver la disputa y tomar la decisin ms conveniente.
Si bien en empresas pequeas el organigrama puede ser muy sencillo, deber respetarse
siempre el que mantenimiento est en pie de igualdad con produccin y con calidad, por
cuanto esa estructura es la que permitir un desarrollo ms eficiente de los procesos con
un mnimo de costos y rechazos. Esto es consecuencia de qu mantenimiento no es mas
la funcin que repara el equipo roto lo mas rpido posible. Ahora trata de mantener los
equipos en operacin y que estos produzcan con la calidad especificada.
M.I.LISSETH RIVERA AGUIRRE
95
Figura 5.1 Ejemplo de estructura organizacional.
c) ORGANIZACIN DEL DEPARTAMENTO DE MANTENIMIENTO
Es muy comn que dentro de la gestin de mantenimiento se incluyan, adems de las
actividades tendientes a asegurar la disponibilidad mxima planificada de los equipos al
menor costo dentro de los requisitos de seguridad, la atencin de los servicios al
establecimiento. Como tales, se entienden los servicios requeridos para disponer de la
energa elctrica, calrica bajo sus distintas formas (vapor, agua caliente, tibia), agua (en
la industria alimenticia potable), aire comprimido, refrigeracin, vaco, etc., en las
cantidades y calidades solicitadas por la actividad de la empresa y, tambin de la colecta,
tratamiento y disposicin de los residuos slidos, lquidos y gaseosos que se generan en
ella.
Incluso en algunas plantas, mantenimiento tambin es responsable de las tareas de
limpieza, higiene y sanitizacin del establecimiento. En consecuencia la organizacin del
mantenimiento deber contemplar la totalidad de las actividades bajo su responsabilidad
buscando su desempeo eficiente, eficaz y al menor costo. Paralelamente debe tenerse
presente que dentro de este concepto amplio de la funcin de mantenimiento coexisten
elementos de gestin (supervisin y control) y operativos (atencin de los servicios,
ejecucin de las intervenciones, etc.).
A semejanza de lo ya expresado al analizar la organizacin de la empresa, tampoco
existe a nivel de mantenimiento un organigrama tipo de aplicacin general, cada empresa
deber crear el organigrama ms conveniente y que mejor se adapte a sus caractersticas
propias.
M.I.LISSETH RIVERA AGUIRRE
96
Es muy difcil lograr que en mantenimiento una sola persona pueda realizar
satisfactoriamente todas las funciones propias del rea, salvo que la empresa sea muy
pequea y que su responsable tenga condiciones excepcionales.
Para disear una estructura organizativa en mantenimiento se debe:
Determinar la responsabilidad, autoridad y el rol de cada persona involucrada en el
rea de mantenimiento.
Establecer las relaciones verticales y horizontales entre todas las personas.
Asegurar que el objetivo de mantenimiento ha sido interpretado y entendido por
todos.
Establecer sistemas efectivos de coordinacin y comunicacin entre las personas.
M.I.LISSETH RIVERA AGUIRRE
97
Figura 5.2 Ejemplos de organizacin en los departamentos de mantenimiento.
M.I.LISSETH RIVERA AGUIRRE
98
d) POLTICAS
Las polticas deben incluirse en el manual en forma concisa y clara. En lneas generales
se corresponden en mayor o menor grado con las mencionadas a continuacin:
Garantizar el mximo nivel de calidad en los productos con el costo de
mantenimiento mnimo y;
Asegurar el funcionamiento de los equipos e instalaciones con el mximo
rendimiento y el mnimo consumo.
e) OBJETIVOS
Para ilustrar sobre el particular, se transcriben a continuacin los objetivos tomados del
Manual de Gestin de Mantenimiento de una empresa:
Maximizar la disponibilidad de maquinarias y equipos para la produccin de
manera que siempre estn aptos y en condicin de operacin inmediata.
Lograr el mnimo costo posible el mayor tiempo de servicio de las instalaciones y
maquinarias productivas
Preservar el valor de las instalaciones, optimizando su uso y minimizando el
deterioro y, en consecuencia, su depreciacin.
Disminuir los paros imprevistos de produccin ocasionados por fallas inesperadas,
tanto en los equipos como en las instalaciones.
Lograr la creacin de un sistema de mantenimiento preventivo capaz de alcanzar
metas en la forma ms econmica posible.
f) RESPONSABILIDADES Y PERFILES DE CAPACITACIN
GERENTE DEPARTAMENTAL
Responsable del cumplimiento de los objetivos de este sistema de la empresa. Esto
implica, entre otras funciones:
Definir las metas a alcanzar dentro de los objetivos y polticas previamente
acordadas con la alta gerencia de la empresa y con su staff.
Establecer los procedimientos para encarar el mantenimiento y para la
recopilacin, procesamiento, divulgacin de datos y formulacin de los
informes correspondientes.
Analizar los datos e informes y formular recomendaciones y o modificaciones a
los programas y modus operandi establecidos.
Definir los programas de entrenamiento y capacitacin del personal.
Establecer procedimientos para la evaluacin de la eficiencia del plan de
mantenimiento.
Establecer presupuesto y costos de mantenimiento.
Establecer un registro y anlisis de fallas de los equipos e instalaciones y
desarrollar y/o ajustar procedimientos para su control o eliminacin efectivas.
M.I.LISSETH RIVERA AGUIRRE
99
Actualizar el manual de gestin de mantenimiento.
Definir y administrar los recursos fsicos y humanos para cumplir
satisfactoriamente con los objetivos y metas fijadas.
Representar a este sistema frente a la gerencia general y/o su staff gerencial, a
los dems departamentos de la empresa y a las autoridades nacionales con
competencia en las temticas propias de mbito de actividad de mantenimiento
en cada empresa en particular.
El gerente de mantenimiento debe responder a un perfil de capacitacin preferentemente
universitaria con formacin bsica que cubra, por lo menos la mayora de las tcnicas de
trabajo departamental. Paralelamente, es recomendable que tenga conocimiento general
de la tecnologa involucrada en los procesos productivos, as como conceptos de
limpieza, higiene y seguridad industriales.
SUPERVISORES O MANDOS MEDIOS
Enlace natural entre la gerencia y los trabajadores encargados de realizar las tareas de
mantenimiento propiamente dichas, operacin de los servicios a la produccin, etc. Su
capacitacin debe ser preferentemente tcnica que cubra tambin, y como mnimo, la
mayora de las tcnicas del trabajo requeridas en el rea de mantenimiento. Tambin
debe contar con un conocimiento general de la tecnologa de los procesos productivos y
de los servicios a atender, as como conocer los conceptos bsicos de limpieza, higiene y
seguridad industriales. Tambin en este nivel se requiere que sean lderes, cuenten con
aptitudes para dirigir y motivar al personal a su cargo en la correcta y eficiente ejecucin
de las tareas.
PERSONAL OPERATIVO
TALLER
Se requiere de capacitacin tcnica bsica, preferentemente bi o multivalente, que
atienda los requerimientos propios de cada industria particular.
ZONAS
Para este segmento del rea de mantenimiento se requiere que adems de capacitacin
tcnica bsica como mecnicos montadores dispongan de conocimiento de la tecnologa
de los procesos productivos cuyos equipos e instalaciones atienden. As como de un buen
ejercicio de las relaciones humanas y paralelamente, un acatamiento exclusivo al rea de
mantenimiento.
SERVICIOS
Deben contar con formacin tcnica bsica y con un buen conocimiento de la tecnologa
de los procesos a atender En algunos pases se requieren tambin superar algunas
pruebas de capacitacin para habilitarlos como operadores idneos. Ejemplos
operadores de generados de vapor, de equipos de refrigeracin, etc. En consecuencia, en
M.I.LISSETH RIVERA AGUIRRE
100
caso de corresponder, se incluirn en el manual los requisitos a satisfacer y los
lineamientos de capacitacin a tener en cuenta.
ADMINISTRACIN Y CONTROL
Esta tarea comprende las siguientes fases:
Disponer de los datos tcnicos inherentes a cada uno de los equipos que
componen el activo fijo de la empresa y del historial de actualizacin de los
mismos para predecir el tiempo para su reparacin.
Generar el plan de revisiones peridicas de los equipos o de algunas de sus
piezas o componentes crticos y, para cada una de ellas, la orden de revisin
correspondiente. El plan debe incluir herramientas de posible uso, normas
para realizar el trabajo y autorizacin para su ejecucin.
Controlar la ejecucin de plan y captar la informacin generada.
Analizar tcnicamente las revisiones, estudiando el comportamiento de los
componentes crticos de los equipos para determinar la probabilidad de las
posibles roturas.
Generar el plan de reparaciones coordinndolo con los departamentos
involucrados, es decir, las rdenes de reparacin. Estas indican informacin
general similar a las ordenes de revisin, as como que personal las ejecutara
y los materiales y repuestos a consumir.
Controlar la ejecucin del plan de reparaciones y captar la informacin
correspondiente, tanto tcnica como de los costos de su ejecucin.
Analizar el comportamiento de los equipos.
Disponer y procesar la informacin requerida para controlar la gestin de
mantenimiento. La informacin surge de los documentos anteriores (ordenes
de revisin y de reparacin) y comprende tiempos de parada de los equipos,
costo de las reparaciones efectuadas, rendimiento de la mano de obra
ocupada (propia o contratada), trabajos realizados en talleres propios o
contratados, etc.
Este conjunto de tareas, en su mayora de naturaleza administrativa, pueden realizarse
fcilmente mediante el empleo de sistemas computarizados, al presente, se requiere que
el personal necesario para el desarrollo de estas actividades cuente con nivel de
formacin administrativo-contable y con conocimientos de manejo computarizados de la
informacin.
g) FUNCIONES
Estn relacionadas con el uso eficaz de los recursos de que dispone mantenimiento. A
ttulo de ejemplo, se transcribe adaptando a los efectos de esta gua, lo que se expresa
sobre el particular en el manual de mantenimiento de la empresa.
En el departamento de mantenimiento, sus funciones se dividen en:
PRIMARIAS
Son las que comprenden la justificacin del sistema de mantenimiento implementado en
la empresa. Estn claramente definidas por los objetivos.
M.I.LISSETH RIVERA AGUIRRE
101
SECUNDARIAS
Consecuencia de las caractersticas particulares de cada empresa y estrechamente
vinculadas con las actividades de mantenimiento. Estn definidas con precisin y
consignadas por escrito con el objeto de asegurar su total cumplimiento.
Se distinguen distintas reas y dentro de ellas pueden enumerarse acciones prioritarias:
Inventario actualizado de los materiales de mantenimiento (piezas de
repuestos insumos varios).
Aportacin de los medios especficos para desarrollar los trabajos de
mantenimiento (tiles, herramientas, instrumentos de medida y de control de
operacin y/o de regulacin).
Capacitacin de recursos humanos.
Programacin de las tareas a desarrollar.
En el manual a elaborar deber detallarse los procedimientos vigentes por escrito y para
cada uno de los puntos sealados estos procedimientos se mantendrn actualizados. En
cada caso se indicar los responsables de su ejecucin, la frecuencia y procedimiento de
inspecciones, de informes y de acciones correctivas a tomar en caso de verificarse
apartamiento respecto a lo normado.
h) ESTRUCTURA
La estructura de este sistema debe considerarse dinmica y, en consecuencia en el
manual debe preverse su cambio organizativo en recursos humanos y en mquinas-
herramientas, en virtud de la posible incidencia de distintos factores.
Debe tenerse presente que al iniciarse la consolidacin de esta rea, hay incertidumbre
sobre muchos factores, en particular los recursos humanos a aplicar. Por lo tanto, se
recomienda cautela al respecto.
A estos efectos se sugiere proceder de la siguiente manera:
Definir las caractersticas de los recursos disponibles.
Analizar la distribucin de planta y estimar la posible cantidad de personal y
sus perfiles de capacitacin para atender todos lo equipos e instalaciones de
acuerdo a los requerimientos de produccin y de calidad.
Acordar el nivel de respuesta aceptable por produccin frente a las
intervenciones de emergencias.
Consecuentemente definir la estructura mnima de recursos para atender estas
(numero, ubicacin, turnos, etc.).
Establecer las tareas de mantenimiento preventivo que pueden ser realizadas
por el equipo arriba definido.
Estimar una estructura complementaria para atender el mantenimiento
preventivo, pero no paradas ni desarmes totales.
Definir los requerimientos mnimos para encarar estos trabajos.
Esbozar una estructura bsica de partida confeccionando el correspondiente
organigrama.
M.I.LISSETH RIVERA AGUIRRE
102
i) ADMINISTRACIN Y CONTROL
Toda planta sin importar su tamao debe contar con un sistema de control de
mantenimiento. En este numeral, el manual de mantenimiento har referencia a los
siguientes aspectos:
FUENTES DE INFORMACIN
Datos relativos a los equipos e instalaciones:
a) Caractersticas constructivas de los mismos.
b) Problemas surgidos durante su operacin.
c) Repuestos.
d) Programacin mantenimiento preventivo.
e) Mantenimiento de emergencia.
Datos relativos a la gestin de mantenimiento:
a) Definir procedimientos normalizados para trabajos repetitivos.
b) Analizar las causas de desviacin de los presupuestos.
c) Determinacin de costos unitarios del mantenimiento (por hora por unidad de
producto, por departamento o sector, etc.).
Datos relativos a las averas:
a) Clasificacin y consecuencias.
b) Causas (seguras o probables).
c) Efecto sobre los programas de mantenimiento.
d) Efectos en el tiempo.
Datos relativos a las intervenciones de mantenimiento:
a) Procedimientos de solicitud y de autorizacin de trabajos.
b) Resultados tcnicos y econmicos de los anteriores.
c) Rendimiento.
DOCUMENTOS
Ficha de mquinas, motores e instalaciones. Constituye la ficha de inventario: es el
documento informativo bsico y fundamental que resume las caractersticas originales de
cada equipo y los datos operativos de el y de cada uno de los componentes. Cualquiera
que sea el modelo que se elija (manejo manual o computarizado de la administracin de
mantenimiento) se deben incluir sin excepcin los siguientes datos e informaciones:
a) Instalacin de la que forma parte.
b) Ubicacin exacta dentro de la instalacin.
c) Tipo de mquina.
M.I.LISSETH RIVERA AGUIRRE
103
d) Datos especficos fsicos (modelo, tipo, dimensiones, peso) y tecnolgicos
(parmetros operativos).
e) Proveedor y fecha de la compra con el nmero de pedido correspondiente costo
de la mquina puesta en planta y luego de montada.
f) Planos de conjunto y de piezas con su ubicacin en el archivo.
g) Lista y codificacin de las piezas de repuesto, con indicaciones para encontrar su
posicin en almacn, as como los planos correspondientes.
h) Indicacin del centro de costos a que pertenece.
i) Aquellos otros datos que puedan ser de inters de los usuarios de las fichas.
Ficha de historial de cada mquina y/o equipo: consiste en un informe detallado
ordenado cronolgicamente de todas las intervenciones de mantenimiento realizadas en
cada equipo o en sus componentes.
Orden de trabajo: consiste en una descripcin del trabajo especfico a realizar, de los
recursos necesarios (mano de obra y materiales), y de los costos incurridos. Como
complementos de la orden de trabajo pueden mencionarse:
a) Planilla de aplicacin de mano de obra.
b) Planilla de salida de materiales de almacn.
Sistema de prioridad: Es la definicin de la urgencia en encarar los trabajos y de los
plazos estimados para su ejecucin. Un modo de establecerla es el siguiente:
a) Ejecucin inmediata: 1
b) Ejecucin al da siguiente de indicado: 2
c) En la primer parada de produccin: 3
d) En el tiempo que se indique: 4
FLUJO DE INFORMACIN: DIAGRAMA ESQUEMTICO
Dentro del manual debe describirse sucintamente y en forma esquemtica la circulacin
de informacin con el objeto de elaborar el programa diario de actividades de
mantenimiento, calcular el costo de estas, analizar las fallas, etc., as como su revisin y
anlisis.
La revisin diaria de la aplicacin de mano de obra y de materiales permite hacer que el
mantenimiento sea eficaz y corregir sobre la marcha las desviaciones que se produzcan,
tales como tardar ms tiempo que el debido en completar una tarea.
M.I.LISSETH RIVERA AGUIRRE
104
Figura 5.3 Ejemplo de flujo de informacin en los trabajos de Mantenimiento.
M.I.LISSETH RIVERA AGUIRRE
105
CLCULO DE ALGUNOS INDICADORES DE LA EFICIENCIA DEL MANTENIMIENTO
Se recomienda incluir en los manuales los siguientes clculos:
Estimacin de disponibilidad: se aplica a una lnea, un departamento o una planta
productiva. El mtodo de clculo se basa en detectar la lnea, departamento que mayores
problemas de mantenimiento tiene. Permite poner en evidencia que porcentaje del tiempo
nominal de produccin de esa rea est afectado por paradas debidas a roturas y/o
reparaciones.
Costo mantenimiento/unidad producida en un periodo dado: costo incluye mano de obra
propia o contratada, materiales, repuestos, modificaciones, administracin, gestin y
capacitacin del rea de mantenimiento.
RESULTADO DEL ANLISIS DE INFORMACIN PROCESADA DE MANTENIMIENTO
Proviene de las rdenes de trabajo, salida de materiales de almacenes, registros de fallas
y paradas de equipos y del historial de los equipos y se resume con una frecuencia
mensual constituyndose en un informe a la Gerencia de rea. El anlisis de la
informacin procesada permite detectar los siguientes aspectos:
Costos de mantenimiento por periodo discriminados en mano de obra directa e
indirecta y materiales clasificados por equipo, lnea de produccin y globales
para la planta.
Tiempos de parada por mantenimiento, volmenes de produccin y
disponibilidad discriminados por equipo, lnea de produccin, etc.
Con base en estos dos aspectos:
Se identificarn las unidades, lneas con los mayores costos de mantenimiento
y/o tiempos de parada mas prolongados.
Se verificar la evolucin de estos indicadores.
Se seleccionan las tres unidades y/o lneas con mayores costos de
mantenimiento y/o menor disponibilidad a efectos de priorizar las acciones
tendientes a optimizar rpidamente su comportamiento.
Se compartirn los costos de mantenimiento de unidades, lneas y plantas
similares ubicadas en distintos lugares y/o pertenecientes a otras empresas.
Se compararn los costos de mantenimiento programado contra los costos del
no programado y de la disponibilidad alcanzada para los equipos en cuestin.
Se compararn los costos de mano de obra y materiales por equipo y/o lnea
productiva.
M.I.LISSETH RIVERA AGUIRRE
106
j) PROCEDIMIENTOS
Esta parte del manual contendr los diagramas de flujo operacionales que se aplican en la
empresa para desarrollar las intervenciones no planificadas (emergencias) y planificadas,
en particular de Mantenimiento Preventivo.
k) CRCULOS DE CALIDAD
Su consideracin debe ser incluida en los manuales como una herramienta importante
para motivar a su personal, manteniendo abiertos los canales de comunicacin entre
todos los niveles de mando, asegurando la participacin de todos en el proceso de toma
de decisiones relacionadas con la mejora de la disponibilidad de los equipos e
instalaciones de la planta.
La coordinacin de los crculos estar a cargo de un facilitador, fijndose en acuerdo con
la gerencia de recursos humanos su frecuencia, participantes y duracin. En los
manuales se har referencia, tambin, a las polticas que aplicar al respecto la gerencia.
Como ejemplo, se mencionan las siguientes polticas:
Evaluar rpida y objetivamente todas las recomendaciones de los crculos
Aplicar tan pronto como sea posible aquellas recomendaciones que sean
aceptadas.
Premiar y reconocer el mrito de los autores de estas y explicar los motivos para el
rechazo de las que no sean aprobadas.
l) CERTIFICACIN DE PROVEEDORES DE INSUMOS Y DE TALLERES
EXTERNOS
El rea de calidad de la empresa proporcionar las especificaciones al respecto de los
proveedores de insumos, de modo que esta rea asuma la responsabilidad de la
aceptacin/rechazo de los insumos y de evaluacin de los mismos, en trabajo coordinado
con el rea de mantenimiento.
En lo que corresponde a los talleres, su evaluacin se basa en parmetros de calidad
uniformidad, precio y servicio. Respecto a la certificacin, se tomaran como base los
requerimientos de la Norma ISO-9002. En el manual de gestin de la calidad total a la
mediad.
Tener presente que el peso relativo de cumplimiento de los requerimientos de calidad,
precio y servicio pueden variar segn las condiciones del pas localizacin de la empresa,
infraestructura disponible, etc.
La certificacin incluir visitas a los talleres, verificacin de los requisitos
establecidos en la Norma ISO 9002 y respecto a los requerimiento, exigencias
y necesidades que se planteen por parte de la empresa.
La evaluacin de infraestructura fsica y de gestin se realizar por lo menos
una vez al ao.
Se evaluarn todos los activos disponibles y procedimientos empleados.
M.I.LISSETH RIVERA AGUIRRE
107
Se tendrn en cuenta costos y servicios. Para priorizarlos, se aplicarn una
puntuacin que contemple:
o El cumplimiento total de especificaciones formuladas entendido como el
100% de las piezas fabricadas solicitadas. De no cumplirse ese
requisito se descartar de esta evaluacin
o El precio de los artculos maquinados ponderado, calculando el
porcentaje entre el precio de cada taller referido al mas barato.
o El servicio brindado ponderado calculando el porcentaje de
cumplimiento de las fechas de entrega acordadas.
Esta evaluacin permitir clasificar los talleres en dos categoras: aprobados y no
aprobados. Sern aprobados los talleres que poseen un sistema adecuado de
conformidad con la Norma ISO 9002, entregas justo a tiempo, cero rechazo (o un mnimo
porcentaje a ser definido por la empresa), precio razonable y servicio tcnico al cliente.
M.I.LISSETH RIVERA AGUIRRE
108
ACTIVIDAD
NORMAS ISO A
Conteste las siguientes preguntas.
Qu significa ISO?
Cuntas normas son en la familia ISO?
Qu diferencia hay entre la norma ISO 9000 y la ISO 9001?
Qu regula la norma ISO 19011?
Qu se audita en las auditoras internas de calidad?
M.I.LISSETH RIVERA AGUIRRE
109
ACTIVIDAD
NORMAS ISO B
Completar el siguiente recuadro.
NORMA ISO 9001:2008
Apartado de la norma Qu informacin contiene?
1.- Objeto y campo de aplicacin.
2.- Referencias normativas.
3.- Trminos y definiciones.
4.- Sistema de gestin de calidad.
5.- Responsabilidad de la direccin.
6.- Gestin de los recursos.
7.- Realizacin del producto.
8.- Medicin anlisis y mejora.
9.-Bibliografa
10.- Concordancia con normas
internacionales.
M.I.LISSETH RIVERA AGUIRRE
110
ACTIVIDAD
NORMAS ISO C
Leer cuidadosamente la historia que se presenta a continuacin y determinar en cada una de las
declaraciones que se mencionan s i se trata de un hecho (H) o una suposicin (S).
A Juan Vzquez, Gerente de compras de la Compaa Martnez Hermanos, se le pidi que asistiera
a las 9:00 am a una reunin en la oficina del Sr. Martnez para discutir los detalles de una nueva
especificacin de compra. Tambin se le pidi estar presente al Sr. Garca, Gerente de calidad, un
individuo conocido por su falta de paciencia con los cambios incesantes en el sistema de compras.
En camino a la reunin, Vzquez se envolvi en un accidente automovilstico serio, sin embargo,
todava pudo manejar hasta el hospital. Cuando el Sr. Martnez oy del accidente, llam al hospital
para saber en que estado se encontraba Vzquez, nadie con quien habl haba odo de Vzquez.
1.- El seor Vzquez es un gerente de compras. ( )
2.- La reunin a la que se diriga Vzquez estaba programada para iniciar a las 9:00 ( )
3.-Vzquez le iba a informar al Sr. Martnez la nueva especificacin de compras. ( )
4.- El seor Garca, Gerente de calidad de la compaa Martnez Hermanos se le conoce por su
falta de paciencia. ( )
5.- La compaa Martnez Hermanos haba experimentado cambios incesantes en su sistema de
compras. ( )
6.- El accidente ocurri en la compaa de Martnez Hermanos. ( )
7.- Vzquez result herido y tuvo que manejar hacia el hospital. ( )
8.- Nadie en el hospital a donde llam anteriormente el seor Martnez haba odo de Vzquez.( )
M.I.LISSETH RIVERA AGUIRRE
111
ACTIVIDAD
NORMAS ISO D
Con este ejercicio examinaremos una serie de situaciones donde hay evidencia del fracaso de
manejar efectivamente la calidad por parte de una organizacin. Debern leer cada declaracin,
repasar la norma ISO 9001:2008 y determinar si se est violando algn elemento de la norma, y en
caso de ser as, escribir las clausulas apropiadas.
1.- Una revisin del proceso de auditoras indic que no haba ningn procedimiento de auditoras
documentadas.____________________________________________________________________
________________________________________________________________________________
2.- Se observ a un jornalero del rea de mantenimiento haciendo unas prcticas de puesta en
marcha de un equipo nuevo de acuerdo con un formato de prcticas que tena revisin 01, al
examinar el manual del equipo se encontr que ste indicaba que era la revisin 02. Cuando se le
pregunt al encargado de mantenimiento el contest que el jornalero es el responsable de tomar
las instrucciones de trabajo de la
gaveta___________________________________________________________________________
________________________________________________________________________________
3.- Una relacin de los documentos de compras indic que una orden de compra de refacciones
se haba puesto recientemente a un proveedor nuevo del que no se tena evidencia de que haya
sido evaluado para determinar su habilidad para cumplir con los requisitos del
contrato._________________________________________________________________________
________________________________________________________________________________
4.- Los registros de las quejas del rea de produccin reportaban que en las bodegas solo tenan
luz elctrica por algunos das, al llamar al encargado de mantenimiento, est coment que en la
empresa los fusibles no estaban en condiciones para brindar un buen servicio, ya que el
generador se haba instalado inadecuadamente y solo poda repararlo para que funcionara unos
das, y que hasta ahora, no se haba tomado ninguna accin para corregir la instalacin a pesar de
que el haba reportado esta
situacin.________________________________________________________________________
________________________________________________________________________________
5.- No se pudo demostrar la capacidad ni experiencia de un tcnico en electricidad industrial
________________________________________________________________________________
________________________________________________________________________________
6.- Al revisar las minutas de revisin de la direccin, se observ que en las ltimas dos reuniones
no se presentaron los resultados de los indicadores de los trabajos de mantenimiento, ni de los
avances de las acciones
correctivas._______________________________________________________________________
________________________________________________________________________________
M.I.LISSETH RIVERA AGUIRRE
112
ACTIVIDAD
NORMAS ISO E
Marque la opcin con la respuesta que considere acertada a cada pregunta.
1. Un conjunto de actividades mutuamente relacionadas o que interactan, las cuales
transforman entradas en salidas pueden ser consideradas como:
a. Valor agregado
b. Parte del sistema de administracin de la calidad de la organizacin
c. Un proceso
d. Todas las anteriores
e. Ninguna de las anteriores
2. Cul de los siguientes conceptos son requeridos por la norma ISO 9001:2008
como entradas para la revisin por la direccin?
a. Estado de las acciones correctivas y preventivas
b. Retroalimentacin del cliente
c. Informacin del desempeo de procesos
d. Todos los anteriores
e. Ninguna de las anteriores
3. Cul de los siguientes registros no es requerido por la norma ISO 9001:2008?
a. Revisin de los requisitos relacionados con el producto.
b. Definicin del ambiente de trabajo.
c. Resultados de las acciones preventivas.
d. Registros de las revisiones por la direccin.
e. Todos los registros anteriores son requeridos por la norma ISO 9001:2008.
4. La autoevaluacin es:
a. La forma para proveer una visin global del desempeo de una
organizacin y del grado de madurez del sistema de gestin de la calidad.
b. Una recomendacin de la norma ISO 9004:2000.
c. No es un requerimiento de la norma ISO 9001:2008 .
d. Todas las anteriores.
e. Ninguna de las anteriores.
5. Cul de los siguientes documentos no es necesario que deba estar
documentado, de acuerdo con la norma ISO 9001:2008? (4.2.1 9001)
a. Objetivos de calidad.
b. Procedimiento de auditoria interna.
c. Procedimiento de revisin por la direccin.
d. Manual de calidad.
e. Todos los documentos anteriores deben estar documentados.
M.I.LISSETH RIVERA AGUIRRE
113
6. La norma ISO 9001:2008 requiere que todo el personal que realice trabajo que
afecten la calidad del producto o servicio, debe:
a. Ser competente en base a la educacin, formacin, habilidades y
experiencia apropiadas.
b. Recibir formacin en los requerimientos de la norma.
c. Estar familiarizado con el manual de calidad de la organizacin.
d. Todos las anteriores.
e. Ninguna de las anteriores.
7. A la habilidad demostrada para aplicar conocimientos y aptitudes, se le llama?
a. Evidencia de formacin.
b. Eficacia de la formacin.
c. Competencia.
d. Eficiencia
e. Ninguna de las anteriores.
8. De acuerdo con la norma ISO 9001:2008, cuando debe la organizacin revisar
los requisitos relacionados con los productos?
a. Tan pronto como reciba la orden de pedido por escrito.
b. Inmediatamente despus de recibir la solicitud inicial del cliente.
c. Antes de comprometerse a proporcionar un producto al cliente.
d. En todos los momentos mencionados.
e. En ninguno de los momentos mencionados.
9. Para cul de los siguientes procesos establece la norma ISO 9001:2008 la
necesidad de contar con un procedimiento documentado?
a. Diseo y desarrollo.
b. Auditorias internas.
c. Revisin por la direccin.
d. Todos son requeridos.
e. Ninguno es requerido.
10. Las intenciones globales y orientacin de una organizacin relativas a la calidad
tal como se expresan formalmente por la Alta direccin es definicin de:
a. Objetivo de calidad.
b. Control de la calidad.
c. Gestin de la calidad.
d. Poltica de la calidad.
e. Ninguna de las anteriores.
11. Cul de las siguientes clusulas de la norma ISO 9001:2008 establece que los
objetivos de la calidad de la organizacin debe de estar documentado?
a. Clusula 5.4.1 Objetivos de calidad.
b. Clusula 4.2.1 Generalidades (Requisitos de la documentacin).
c. Clusula 4.2.3 Control de documentos.
d. En todas la clusulas mencionadas.
M.I.LISSETH RIVERA AGUIRRE
114
12. De acuerdo con la norma ISO 9001:2008, quin es responsable de asegurarse
de que se toman las acciones para eliminar las no conformidades y sus causas,
detectadas en las auditorias internas?
a. El auditor interno.
b. La alta direccin.
c. El representante de la direccin.
d. Todos los anteriores.
e. Ninguno de los anteriores.
13. Cul de los siguientes NO es uno de los ocho principios de gestin de la calidad?
a. Enfoque de sistemas para la gestin.
b. Participacin del personal.
c. Comunicacin efectiva.
d. Enfoque al cliente.
e. Ninguno de las anteriores.
14. La norma ISO 9001:2008 establece que la poltica de calidad debe:
a. Ser revisada para su continua adecuacin.
b. Ser comunicada y entendida dentro de la organizacin.
c. Proporcionar un marco de referencia para establecer y revisar los objetivos
de la calidad.
d. Todas las anteriores.
e. Ninguna de las anteriores.
15. Grado en el que un conjunto de de caractersticas inherentes cumple con los
requisitos es la definicin de:
a. Conformidad.
b. Calidad.
c. Grado.
d. Capacidad.
e. Ninguna de las anteriores.
Esta seccin contiene 6 preguntas. Lee con atencin las dos declaraciones. A
continuacin, por separado, decide si cada declaracin es verdadera o falsa. Si ambas
son verdaderas, entonces debes decidir si la segunda declaracin proporciona una
explicacin lgica para la primera. Si alguna de las dos (o las dos) es falsa, entonces
selecciona la opcin de respuesta que consideres apropiada.
Existen cinco posibles respuestas, de la que debes escoger solo una para cada par de
declaraciones:
a. Ambas declaraciones son verdaderas, y la segunda declaracin proporciona una
explicacin lgica de la primera declaracin
b. Ambas declaraciones son verdaderas, pero la segunda declaracin no proporciona
una explicacin lgica de la primera declaracin
c. La primer declaracin es verdadera, pero la segunda declaracin es falsa
d. La primer declaracin es falsa, y la segunda declaracin es verdadera
e. Ambas declaraciones son falsas
M.I.LISSETH RIVERA AGUIRRE
115
1. Las organizaciones pueden usar diagramas de flujo para demostrar la secuencia e
interaccin de sus procesos
Porque
La norma ISO 9001:2008 establece como obligacin que la organizacin incluya
diagramas de flujo de proceso en su manual de calidad.
a. Ambas declaraciones son verdaderas, y la segunda declaracin
proporciona una explicacin lgica de la primera declaracin
b. Ambas declaraciones son verdaderas, pero la segunda declaracin no
proporciona una explicacin lgica de la primera declaracin
c. La primer declaracin es verdadera, pero la segunda declaracin es falsa
d. La primer declaracin es falsa, y la segunda declaracin es verdadera
e. Ambas declaraciones son falsas
2. Es responsabilidad de la Alta Direccin asegurarse que los objetivos de calidad se
establecen en las funciones y niveles pertinentes dentro de la organizacin
Porque
ISO 9001:2008 establece que la documentacin del sistema de gestin de la
calidad debe incluir declaraciones documentadas de una poltica de calidad y de
objetivos de calidad
a. Ambas declaraciones son verdaderas, y la segunda declaracin
proporciona una explicacin lgica de la primera declaracin
b. Ambas declaraciones son verdaderas, pero la segunda declaracin no
proporciona una explicacin lgica de la primera declaracin
c. La primer declaracin es verdadera, pero la segunda declaracin es falsa
d. La primer declaracin es falsa, y la segunda declaracin es verdadera
e. Ambas declaraciones son falsas
3. La organizacin debe contar con un procedimiento escrito para definir los controles
necesarios para prevenir el uso no intencional de los documentos obsoletos
Porque
Este es uno de los requerimientos de la norma ISO 9001:2008
a. Ambas declaraciones son verdaderas, y la segunda declaracin
proporciona una explicacin lgica de la primera declaracin
b. Ambas declaraciones son verdaderas, pero la segunda declaracin no
proporciona una explicacin lgica de la primera declaracin
c. La primer declaracin es verdadera, pero la segunda declaracin es falsa
d. La primer declaracin es falsa, y la segunda declaracin es verdadera
e. Ambas declaraciones son falsas
4. La organizacin debe mantener registros de los resultados de las acciones
correctivas y preventivas tomadas
Porque
M.I.LISSETH RIVERA AGUIRRE
116
La clusula 4.2.2 de la norma ISO 9001:2008 establece que debe establecerse un
procedimiento documentado para definir los controles necesarios para la
identificacin, almacenamiento, proteccin, recuperacin, tiempo de retencin y
disposicin de los registros
a. Ambas declaraciones son verdaderas, y la segunda declaracin
proporciona una explicacin lgica de la primera declaracin
b. Ambas declaraciones son verdaderas, pero la segunda declaracin no
proporciona una explicacin lgica de la primera declaracin
c. La primer declaracin es verdadera, pero la segunda declaracin es falsa
d. La primer declaracin es falsa, y la segunda declaracin es verdadera
e. Ambas declaraciones son falsas
5. La alta direccin puede decidir no dirigir las revisiones por la direccin
personalmente, y delegar esta responsabilidad a su representante de la direccin
Porque
El representante de la direccin es responsable de reportar a la alta direccin el
desempeo del sistema de gestin de la calidad
a. Ambas declaraciones son verdaderas, y la segunda declaracin
proporciona una explicacin lgica de la primera declaracin
b. Ambas declaraciones son verdaderas, pero la segunda declaracin no
proporciona una explicacin lgica de la primera declaracin
c. La primer declaracin es verdadera, pero la segunda declaracin es falsa
d. La primer declaracin es falsa y la segunda declaracin es verdadera
e. Ambas declaraciones son falsas
6. La poltica de calidad debe ser revisada por lo menos una vez al ao, para
mantenerla actualizada con los cambios a los requerimientos del cliente, as como
los legales y reglamentarios
Porque
La norma ISO 9001:2008 establece que la revisin por la direccin debe incluir la
evaluacin de las oportunidades para la mejora y la necesidad de efectuar
cambios en el sistema de gestin de la calidad, incluyendo la poltica de la calidad
y los objetivos de la calidad.
a. Ambas declaraciones son verdaderas, y la segunda declaracin
proporciona una explicacin lgica de la primera declaracin
b. Ambas declaraciones son verdaderas, pero la segunda declaracin no
proporciona una explicacin lgica de la primera declaracin
c. La primer declaracin es verdadera, pero la segunda declaracin es falsa
d. La primer declaracin es falsa y la segunda declaracin es verdadera
e. Ambas declaraciones son falsas
Vous aimerez peut-être aussi
- Plan de Gestión de Calidad (Modelo)Document50 pagesPlan de Gestión de Calidad (Modelo)MiriamPoloAlfaroPas encore d'évaluation
- Gestión de la calidad de productos editoriales multimedia. ARGN0110D'EverandGestión de la calidad de productos editoriales multimedia. ARGN0110Pas encore d'évaluation
- MF0665_3 - Gestión de la calidad y medioambiental en industrias de procesoD'EverandMF0665_3 - Gestión de la calidad y medioambiental en industrias de procesoÉvaluation : 4.5 sur 5 étoiles4.5/5 (2)
- Guia Control de CalidadDocument31 pagesGuia Control de CalidadKingberlinCárdenasPas encore d'évaluation
- Aseguramiento de CalidadDocument22 pagesAseguramiento de CalidadHotwar Ciprian100% (1)
- Gestión de calidad y prevención de riesgos laborales y medioambientales. QUIT0209D'EverandGestión de calidad y prevención de riesgos laborales y medioambientales. QUIT0209Pas encore d'évaluation
- Historia de La CalidadDocument31 pagesHistoria de La CalidadCARMEN INES ZELADA CACEDA100% (1)
- Procesos de gestión de calidad en hostelería y turismo. HOTA0308D'EverandProcesos de gestión de calidad en hostelería y turismo. HOTA0308Pas encore d'évaluation
- TP Evolución Concepto Calidad PDFDocument6 pagesTP Evolución Concepto Calidad PDFPaula AguilarPas encore d'évaluation
- Presentación - 1.1 Evolución o Etapas de La CalidadDocument19 pagesPresentación - 1.1 Evolución o Etapas de La CalidadPepePas encore d'évaluation
- ANTOLOGIA - ADMON - MANTTO Parte 1Document29 pagesANTOLOGIA - ADMON - MANTTO Parte 1Jorge Lopez DominguezPas encore d'évaluation
- Administracion Del Mantenimiento UnidadDocument116 pagesAdministracion Del Mantenimiento UnidadGibran DiazPas encore d'évaluation
- Antologia Admon Mantto LibreDocument167 pagesAntologia Admon Mantto LibreAdrian Leteriele0% (1)
- Administracion Del Mantenimiento Unidad PDFDocument116 pagesAdministracion Del Mantenimiento Unidad PDFJaime Gerhad Zúñiga BarreraPas encore d'évaluation
- Cuco Aputes MTO.Document18 pagesCuco Aputes MTO.Angel CamachoPas encore d'évaluation
- Evidencias Unidad 1Document17 pagesEvidencias Unidad 1ary daniel merida cruzPas encore d'évaluation
- Heof S1T3Document4 pagesHeof S1T3Packo HernandezPas encore d'évaluation
- Clase # 1 - Introducción A La CalidadDocument38 pagesClase # 1 - Introducción A La CalidadEddy Antonio Baltodano QuirozPas encore d'évaluation
- IndicacionesDocument4 pagesIndicacionesJosé Alberto Torres AldanaPas encore d'évaluation
- Calidad Mis JennyDocument19 pagesCalidad Mis JennyWILLIAM GARGUREVICHPas encore d'évaluation
- Administración de CalidadDocument2 pagesAdministración de Calidadtulio21Pas encore d'évaluation
- Admin LabDocument12 pagesAdmin LabFernanda CarvajalPas encore d'évaluation
- Administración de La Calidad - TrabajoDocument9 pagesAdministración de La Calidad - TrabajoAngie Natalia Contreras GarciaPas encore d'évaluation
- Gestion y Control de Calidad Informe GesDocument22 pagesGestion y Control de Calidad Informe GesPaula PhillipsPas encore d'évaluation
- Clase 1 Introducción A La Gestión de La CalidadDocument59 pagesClase 1 Introducción A La Gestión de La CalidadOnelPas encore d'évaluation
- Taller AA1Document3 pagesTaller AA1CLAUDIAPas encore d'évaluation
- Ensayo Calidad TotalDocument6 pagesEnsayo Calidad Totalandovale78% (9)
- Clase No. 2Document11 pagesClase No. 2Oscar SazoPas encore d'évaluation
- Evidencia 1Document3 pagesEvidencia 1Leidy TaTi GalindoPas encore d'évaluation
- Teoria Completa Unidad 3Document48 pagesTeoria Completa Unidad 3Uriel DomínguezPas encore d'évaluation
- U3 Control de CalidadDocument37 pagesU3 Control de CalidadEfrain Oswaldo Cazares BravoPas encore d'évaluation
- Ensayo SariñanaDocument19 pagesEnsayo SariñanaLourdes Sariñana PérezPas encore d'évaluation
- Modulo 1 Calidad TotalDocument18 pagesModulo 1 Calidad TotalAnnie RaudalesPas encore d'évaluation
- Calidad TotalDocument15 pagesCalidad TotalHERNANPas encore d'évaluation
- Lectura Evolución de La Gestión de La CalidadDocument2 pagesLectura Evolución de La Gestión de La CalidadDIONILDA ERICA QUISPE APAZAPas encore d'évaluation
- IntroducciónDocument24 pagesIntroducciónNahum AguirrePas encore d'évaluation
- Calidad total origen ventajaDocument3 pagesCalidad total origen ventajaolid gomezPas encore d'évaluation
- Taller Individual Semana 1Document3 pagesTaller Individual Semana 1Adolfo José Orozco CPas encore d'évaluation
- Cic-800 Gestión de CalidadDocument17 pagesCic-800 Gestión de CalidadJerry SoletoPas encore d'évaluation
- Generalidades Sobre Calidad de Los AlimentosDocument43 pagesGeneralidades Sobre Calidad de Los AlimentosMarlon Enrique Pajaro HernandezPas encore d'évaluation
- Evolucion de La CalidadDocument4 pagesEvolucion de La CalidadJehisson Arbey Yandar PazPas encore d'évaluation
- Historia y Evolución de La CalidadDocument5 pagesHistoria y Evolución de La CalidadMorillo JeissonPas encore d'évaluation
- La Palabra Calidad Tiene Múltiples SignificadosDocument5 pagesLa Palabra Calidad Tiene Múltiples SignificadosDanielCastillejoPas encore d'évaluation
- Los Cinco Grandes de La CalidadDocument8 pagesLos Cinco Grandes de La CalidadSaul Martin Salazar MezaPas encore d'évaluation
- GUIA de CONTROL de CALIDAD 1 2017Document26 pagesGUIA de CONTROL de CALIDAD 1 2017Nestor RinconPas encore d'évaluation
- Modulo Practica Profesional Iii TrimestreDocument8 pagesModulo Practica Profesional Iii TrimestrejoeljrkiingPas encore d'évaluation
- Introducción A La CalidadDocument24 pagesIntroducción A La CalidadAaron Otoniel Ramirez CanasPas encore d'évaluation
- Actividad 1Document2 pagesActividad 1JANEL JAVIER MOLINA GONGORAPas encore d'évaluation
- Generalidades Sobre Calidad de Los AlimentosDocument60 pagesGeneralidades Sobre Calidad de Los AlimentosLuz Adriana Santana BertelPas encore d'évaluation
- Calidad como satisfacción de necesidadesDocument8 pagesCalidad como satisfacción de necesidadesAndreaPas encore d'évaluation
- Definiciones de calidadDocument8 pagesDefiniciones de calidadjosemanuelPas encore d'évaluation
- Calidad Curso PDFDocument21 pagesCalidad Curso PDFpawayankaPas encore d'évaluation
- 1Document9 pages1Andrea Chavez MurilloPas encore d'évaluation
- Conceptos de La CalidadDocument5 pagesConceptos de La CalidadJOSE LUIS ACOSTA CUELLARPas encore d'évaluation
- ResumenDocument2 pagesResumenAnonymous 3d9U7YPas encore d'évaluation
- Control de Calidad Version 2017 1Document39 pagesControl de Calidad Version 2017 1Leidy SuescúnPas encore d'évaluation
- S01 - s1 - Material HC - Evolución Concepto de CalidadDocument22 pagesS01 - s1 - Material HC - Evolución Concepto de Calidadgiovanni gutierrez barbieriPas encore d'évaluation
- Antologia Admon ManttoDocument17 pagesAntologia Admon ManttoYukary Flores MorenoPas encore d'évaluation
- Evolución Calidad Satisfacción ClienteDocument24 pagesEvolución Calidad Satisfacción Clienteross mendezPas encore d'évaluation
- Qué Documentos Elaborar para Ohsas 18001Document2 pagesQué Documentos Elaborar para Ohsas 18001José Manuel Rossini RodríguezPas encore d'évaluation
- Mantenimiento PDFDocument107 pagesMantenimiento PDFAntonio AlonzoPas encore d'évaluation
- Proceso de TitulacionDocument16 pagesProceso de TitulacionJosé Manuel Rossini RodríguezPas encore d'évaluation
- Valuacion Por Puntos PDFDocument38 pagesValuacion Por Puntos PDFmaribel0% (1)
- Generalidades MantenimientoDocument10 pagesGeneralidades MantenimientoCesar SantosPas encore d'évaluation
- Valor EsperadoDocument101 pagesValor EsperadoJosé Manuel Rossini RodríguezPas encore d'évaluation
- AMEFDocument15 pagesAMEFRobert Hernando Rojas Torres100% (4)
- Guía Del ExportadorDocument16 pagesGuía Del ExportadorJosé Manuel Rossini RodríguezPas encore d'évaluation
- Compro Banten SsDocument1 pageCompro Banten SsJosé Manuel Rossini RodríguezPas encore d'évaluation
- Tesis 5 S UniverVeracruzDocument129 pagesTesis 5 S UniverVeracruzLEon RamirezPas encore d'évaluation
- Calculos MinitabDocument4 pagesCalculos MinitabJosé Manuel Rossini RodríguezPas encore d'évaluation
- Complemento OshasDocument2 pagesComplemento OshasJosé Manuel Rossini RodríguezPas encore d'évaluation
- Osha3173 PDFDocument48 pagesOsha3173 PDFmarioortiPas encore d'évaluation
- 1.5 Ambiente Externo de La MercadotecniaDocument1 page1.5 Ambiente Externo de La MercadotecniaJosé Manuel Rossini RodríguezPas encore d'évaluation
- Mano de Obra en HotelDocument2 pagesMano de Obra en HotelJosé Manuel Rossini Rodríguez100% (3)
- 1.5 Diagrama Hombre MaquinaDocument14 pages1.5 Diagrama Hombre MaquinaJosé Manuel Rossini RodríguezPas encore d'évaluation
- Método JIT: Problema Solución JitDocument1 pageMétodo JIT: Problema Solución JitJosé Manuel Rossini RodríguezPas encore d'évaluation
- Funciones de Varias VariablesDocument11 pagesFunciones de Varias VariablesJosé Manuel Rossini RodríguezPas encore d'évaluation
- Funciones Vectoriales de Una Variable RealDocument3 pagesFunciones Vectoriales de Una Variable RealJosé Manuel Rossini RodríguezPas encore d'évaluation
- 1.2 Principios de OrganizacionDocument4 pages1.2 Principios de OrganizacionMigue HernandezPas encore d'évaluation
- Unidad 4Document27 pagesUnidad 4José Manuel Rossini RodríguezPas encore d'évaluation
- Curvas PlanasDocument3 pagesCurvas PlanasJosé Manuel Rossini RodríguezPas encore d'évaluation
- Medicina DeportivaDocument205 pagesMedicina DeportivaAna Ximena Ramirez Velasco100% (1)
- RegresionDocument13 pagesRegresionimperius19Pas encore d'évaluation
- El método DelphiDocument14 pagesEl método DelphiChoffy AriasPas encore d'évaluation
- Teoría de La Producción y Los CostosDocument23 pagesTeoría de La Producción y Los CostosGabo92% (12)
- Definición de Vectores en r2Document3 pagesDefinición de Vectores en r2José Manuel Rossini RodríguezPas encore d'évaluation
- Antopometría y Biomecánica DefinitivoDocument25 pagesAntopometría y Biomecánica DefinitivoMiguel MacarioPas encore d'évaluation