Vous aimerez peut-être aussi
- Proyecto Tostadas Nayaritas CorrectoDocument48 pagesProyecto Tostadas Nayaritas CorrectoJosé Bobadilla50% (2)
- Planteamiento Desarrollo ResultadosDocument63 pagesPlanteamiento Desarrollo ResultadosJesus DomPas encore d'évaluation
- ESTUDIO de CASO 7 Mejora ContinuaDocument20 pagesESTUDIO de CASO 7 Mejora ContinuaFederico Lafaurie BarrosPas encore d'évaluation
- Consultoría A Cinépolis de MéxicoDocument3 pagesConsultoría A Cinépolis de MéxicoEmmanuel Cuevas del CastilloPas encore d'évaluation
- Planteamiento Del ProblemaDocument26 pagesPlanteamiento Del ProblemaRenzo ManzanoPas encore d'évaluation
- Preformas GRUPO 3Document38 pagesPreformas GRUPO 3Camil Jiménez DrisPas encore d'évaluation
- Lindley Trabajo OriginalDocument27 pagesLindley Trabajo OriginalOscar ArrascuePas encore d'évaluation
- Trabajo CopiadoDocument9 pagesTrabajo Copiadodaniel medinaPas encore d'évaluation
- Modelotsp 42943342Document108 pagesModelotsp 42943342Luisa Maria Canaza MendozaPas encore d'évaluation
- Proyecto 12-0-2021 Ultima Anexo. Corregido Por La ProfesoraDocument19 pagesProyecto 12-0-2021 Ultima Anexo. Corregido Por La ProfesoraHamilton MtzPas encore d'évaluation
- Caso estudio-Ecuador-CPMDocument11 pagesCaso estudio-Ecuador-CPMCristian Camilo Diaz CanoPas encore d'évaluation
- Evaluación Parcial Parte IIDocument9 pagesEvaluación Parcial Parte IIgianrengicorPas encore d'évaluation
- Diagrama de Pareto Cusa EfectoDocument11 pagesDiagrama de Pareto Cusa Efectoroosvelt vasquez chicomaPas encore d'évaluation
- Propuesta de Un Modelo de Mejora para El Proceso de Linea de Envase, Empaque y Embalaje de La Planta de Productos Veterinarios y Agroquímicos de Laboratorios ChalverDocument158 pagesPropuesta de Un Modelo de Mejora para El Proceso de Linea de Envase, Empaque y Embalaje de La Planta de Productos Veterinarios y Agroquímicos de Laboratorios ChalverPrimo SotoPas encore d'évaluation
- La SanteDocument81 pagesLa SanteLeidy MolinaPas encore d'évaluation
- Mejora de Procesos de Una Empresa EmbotelladoraDocument38 pagesMejora de Procesos de Una Empresa EmbotelladoraKathelin Illan100% (1)
- Analisis Operacional Al Proceso Produccion Mezcla Base Del Helado Helados Cali C ADocument76 pagesAnalisis Operacional Al Proceso Produccion Mezcla Base Del Helado Helados Cali C Amireyasoler100% (1)
- Medicion de La Productividad 1Document49 pagesMedicion de La Productividad 1Alfredo Toto llanosPas encore d'évaluation
- Universidad Técnica Particular de LojaDocument19 pagesUniversidad Técnica Particular de LojagloriachinaPas encore d'évaluation
- FIN - PROYECTO.TALLER LLDocument23 pagesFIN - PROYECTO.TALLER LLAlexis MendezPas encore d'évaluation
- Trabajo Colaborativo Fase 3 Grupo 48Document26 pagesTrabajo Colaborativo Fase 3 Grupo 48Natalia CardonaPas encore d'évaluation
- Trabajo Colaborativo 1Document35 pagesTrabajo Colaborativo 1Laura Ximena GalvezPas encore d'évaluation
- Tarea 3 CalidadDocument4 pagesTarea 3 CalidadFernando RolonPas encore d'évaluation
- Fabrica de Chocolates La Española Mermas y MetodosDocument19 pagesFabrica de Chocolates La Española Mermas y MetodosMartín LEPas encore d'évaluation
- Cuellos de Botella o Proceso RestrictivoDocument4 pagesCuellos de Botella o Proceso RestrictivoJIMMY ALBERTO CASTANEDA HERNANDEZPas encore d'évaluation
- MII106 - s1 - Merma de Vino EspumanteDocument11 pagesMII106 - s1 - Merma de Vino EspumanteValentin Galvez RomeroPas encore d'évaluation
- Evidencia # 4. Informe Actividad de InvestigaciónDocument12 pagesEvidencia # 4. Informe Actividad de Investigaciónjose fernandoPas encore d'évaluation
- Aguas Puras Brisas Del Caribe FinalDocument28 pagesAguas Puras Brisas Del Caribe FinalOscar José Ospino AyalaPas encore d'évaluation
- Iivan SanchezDocument23 pagesIivan SanchezEDGAR SANCHEZ DIOSESPas encore d'évaluation
- Planeaciòn y Control de La Producciòn de CervezaDocument6 pagesPlaneaciòn y Control de La Producciòn de CervezaLuna Mily Fierro Murcia50% (2)
- Proyecto 40Document8 pagesProyecto 40Rafael AranaPas encore d'évaluation
- ReferenciasDocument4 pagesReferenciasXimena Paola Valdivia ZavalaPas encore d'évaluation
- Exámen Unidad III Simulación Grupo ArteagaDocument38 pagesExámen Unidad III Simulación Grupo ArteagaSantiago DangerPas encore d'évaluation
- Claudio Maturana Tarea2Document6 pagesClaudio Maturana Tarea2Claudio maturanaPas encore d'évaluation
- Primera Entrega de Gerencia de ProduccionDocument8 pagesPrimera Entrega de Gerencia de ProduccionSebas ChpPas encore d'évaluation
- Plan de Tesis Jose Sanchez SalcedoDocument20 pagesPlan de Tesis Jose Sanchez SalcedoFernando guevara venturaPas encore d'évaluation
- 2022 02 TB1 BustosDiazSilverioDocument12 pages2022 02 TB1 BustosDiazSilveriokarla grimaldoPas encore d'évaluation
- TG Sergio de Stefani 1Document40 pagesTG Sergio de Stefani 1Beatriz IturrizaPas encore d'évaluation
- PEÑAAAAAADocument10 pagesPEÑAAAAAABCSPNPas encore d'évaluation
- Plan de Accion Mejora Comunicación Produccion Calidad PDFDocument32 pagesPlan de Accion Mejora Comunicación Produccion Calidad PDFramonsarmiento88Pas encore d'évaluation
- AndercolDocument22 pagesAndercolomar corralesPas encore d'évaluation
- 86305b74-cfec-4874-a419-f1debdc8dbe5Document7 pages86305b74-cfec-4874-a419-f1debdc8dbe5Alan CordobaPas encore d'évaluation
- Trabajo Plan de Exhibicion Del ProductoDocument9 pagesTrabajo Plan de Exhibicion Del ProductopaolaPas encore d'évaluation
- Proyecto Big Cola Renzo PisfilDocument16 pagesProyecto Big Cola Renzo PisfilRenzo Manuel Pisfil ChanduviPas encore d'évaluation
- Expo Coca ColaDocument3 pagesExpo Coca ColaMireya Gomez FernandezPas encore d'évaluation
- Proyecto Final de Control AHORA SI QUE SI PORQUE SI YaaaaDocument27 pagesProyecto Final de Control AHORA SI QUE SI PORQUE SI YaaaaJulio MercadoPas encore d'évaluation
- Velazquez Torija Yaneli Lizzet. Ejemplo de Aplicacion Seis SigmaDocument57 pagesVelazquez Torija Yaneli Lizzet. Ejemplo de Aplicacion Seis SigmayaneliPas encore d'évaluation
- A.O. Area de ProduccionDocument18 pagesA.O. Area de ProduccionYa GarciaPas encore d'évaluation
- Informe Proyecto de Ingeniería IiDocument6 pagesInforme Proyecto de Ingeniería IiFabian VargasPas encore d'évaluation
- Proyecto Control Estadistico Calidad Procesadora de FRIJOLDocument41 pagesProyecto Control Estadistico Calidad Procesadora de FRIJOLAnwarMedina100% (1)
- Diseño Pulverizador PanelaDocument8 pagesDiseño Pulverizador PanelaIng Oscar GómezPas encore d'évaluation
- Almacafe S.ADocument34 pagesAlmacafe S.ADeiner BolañoPas encore d'évaluation
- Plan de Tesis - Antony Loroña Dipaz 14Document21 pagesPlan de Tesis - Antony Loroña Dipaz 14Angeles OrihuelaPas encore d'évaluation
- Proyecto Profesional de GradoDocument9 pagesProyecto Profesional de GradovalentinaPas encore d'évaluation
- Facultad de Ingenieria y ArquitecturaDocument13 pagesFacultad de Ingenieria y ArquitecturaJhordan FloresPas encore d'évaluation
- Vidal GWDocument152 pagesVidal GWEmerson LeonPas encore d'évaluation
- Diseño Del Manual de Calidad para El Área de Poscosecha de La EmpDocument387 pagesDiseño Del Manual de Calidad para El Área de Poscosecha de La EmpLexy ToxinaPas encore d'évaluation
- Panel 1Document26 pagesPanel 1Sergio A JVPas encore d'évaluation
- Lavado y colmatado de tapones de corcho. MAMA0109D'EverandLavado y colmatado de tapones de corcho. MAMA0109Pas encore d'évaluation
- Exposicion CalidadDocument6 pagesExposicion Calidadsofia22beltran22Pas encore d'évaluation
- Capitulo I (2) FinalDocument8 pagesCapitulo I (2) Finalkarlenis AraguachePas encore d'évaluation
- Escenarios de Resultados 5Document2 pagesEscenarios de Resultados 5Janseen RucabadoPas encore d'évaluation
- Escenarios de Resultados 7Document2 pagesEscenarios de Resultados 7Janseen RucabadoPas encore d'évaluation
- Escenarios de Resultados 8Document2 pagesEscenarios de Resultados 8Janseen RucabadoPas encore d'évaluation
- Escenarios de Resultados 6Document2 pagesEscenarios de Resultados 6Janseen RucabadoPas encore d'évaluation
- Escenarios de Resultados 2Document2 pagesEscenarios de Resultados 2Janseen RucabadoPas encore d'évaluation
- Escenarios de Resultados 9Document2 pagesEscenarios de Resultados 9Janseen RucabadoPas encore d'évaluation
- Escenarios de Resultados 4Document2 pagesEscenarios de Resultados 4Janseen RucabadoPas encore d'évaluation
- Escenarios de Resultados 2Document2 pagesEscenarios de Resultados 2Janseen RucabadoPas encore d'évaluation
- PronosticoDocument8 pagesPronosticoJanseen RucabadoPas encore d'évaluation
- Escenarios de Resultados 7Document2 pagesEscenarios de Resultados 7Janseen RucabadoPas encore d'évaluation
- Escenarios de Resultados 5Document2 pagesEscenarios de Resultados 5Janseen RucabadoPas encore d'évaluation
- Escenarios de Resultados 6Document2 pagesEscenarios de Resultados 6Janseen RucabadoPas encore d'évaluation
- Escenarios de Resultados 8Document2 pagesEscenarios de Resultados 8Janseen RucabadoPas encore d'évaluation
- Escenarios de Resultados 3Document2 pagesEscenarios de Resultados 3Janseen RucabadoPas encore d'évaluation
- Escenarios de Resultados 4Document2 pagesEscenarios de Resultados 4Janseen RucabadoPas encore d'évaluation
- Escenarios de ResultadosDocument2 pagesEscenarios de ResultadosJanseen RucabadoPas encore d'évaluation
- Escenarios de Resultados 1Document2 pagesEscenarios de Resultados 1Janseen RucabadoPas encore d'évaluation
- Anexo 2Document101 pagesAnexo 2Gianfranco JulcaPas encore d'évaluation
- VentasCelularesTablas 1479620388499Document73 pagesVentasCelularesTablas 1479620388499Miguel Angel Roa BecerraPas encore d'évaluation
- Pronostico de VentasDocument2 pagesPronostico de VentasJanseen RucabadoPas encore d'évaluation
- EjerciciosDocument2 pagesEjerciciosJanseen RucabadoPas encore d'évaluation
- Taller Costos Microsoft Power BIDocument632 pagesTaller Costos Microsoft Power BIJanseen RucabadoPas encore d'évaluation
- Pronostico de VentasDocument2 pagesPronostico de VentasJanseen RucabadoPas encore d'évaluation
- Inorgania e Organia Quimica Grupos FuncionalesDocument31 pagesInorgania e Organia Quimica Grupos FuncionalesBRAYAN J. ROJAS ROMEROPas encore d'évaluation
- Tablas de Conversión de Unidades PDFDocument2 pagesTablas de Conversión de Unidades PDFArturo Cueva GradosPas encore d'évaluation
- Pronostico de VentasDocument2 pagesPronostico de VentasJanseen RucabadoPas encore d'évaluation
- Pronostico de VentasDocument2 pagesPronostico de VentasJanseen RucabadoPas encore d'évaluation
- Pronostico de VentasDocument2 pagesPronostico de VentasJanseen RucabadoPas encore d'évaluation
- Que Es Una OrganizaccionDocument11 pagesQue Es Una OrganizaccionLaura Ines GabrielPas encore d'évaluation
- Teoria Organizacional Analisis de Su EnfoqueDocument18 pagesTeoria Organizacional Analisis de Su EnfoquePedro Paul Labra QuispecuroPas encore d'évaluation
- Relación IntraarcadaDocument20 pagesRelación Intraarcadacamila0% (1)
- Prueba de HemoaglutinaciónDocument2 pagesPrueba de HemoaglutinaciónDaniel LgPas encore d'évaluation
- 02 FP - Gastos PublicosDocument8 pages02 FP - Gastos Publicosluva34Pas encore d'évaluation
- Actividad 7 Cuadro ComparativoDocument7 pagesActividad 7 Cuadro Comparativoyurlenny alvaradoPas encore d'évaluation
- Revista La JUNTA JDCCPP Dic2018 159pag ARTsDocument159 pagesRevista La JUNTA JDCCPP Dic2018 159pag ARTsleoncioPas encore d'évaluation
- Paper GuajiraDocument6 pagesPaper GuajiraOttón MartínezPas encore d'évaluation
- Criptomonedas La Caída Del Imperio de Las CriptomonedasDocument40 pagesCriptomonedas La Caída Del Imperio de Las CriptomonedasMaira RivasPas encore d'évaluation
- Acerca de La Entrevista ClinicaDocument9 pagesAcerca de La Entrevista ClinicaFelipe FernandezPas encore d'évaluation
- Tipos de Sanciones TributariasDocument18 pagesTipos de Sanciones TributariasAleja ToroPas encore d'évaluation
- Recurso de Nulidad de NotificacionDocument7 pagesRecurso de Nulidad de NotificacionFrank CácedaPas encore d'évaluation
- Canino InferiorDocument1 pageCanino Inferiormaru palloPas encore d'évaluation
- Especificaciones Técnica Del Equipo Médico Sin Ficha Técnica 4 de Julio 2017Document51 pagesEspecificaciones Técnica Del Equipo Médico Sin Ficha Técnica 4 de Julio 2017danielarodriguezPas encore d'évaluation
- Lv-Guía 12 - Lectura VelozDocument3 pagesLv-Guía 12 - Lectura VelozAlex GCPas encore d'évaluation
- Lectura ComprensivaDocument4 pagesLectura Comprensivamiguel0% (1)
- Costos de ManufacturaDocument66 pagesCostos de ManufacturaWiliam ParedesPas encore d'évaluation
- DABOTEWBPD2WDocument14 pagesDABOTEWBPD2Wvideoric8867Pas encore d'évaluation
- Examen Unidad 1Document7 pagesExamen Unidad 1MARTHA MARTINEZ100% (1)
- VillaGuerrero 1985Document67 pagesVillaGuerrero 1985Alberto MezaPas encore d'évaluation
- Entrevista Con Taurus Do BrasilDocument19 pagesEntrevista Con Taurus Do BrasilBrett Flores50% (2)
- Avance Proyección SocialDocument17 pagesAvance Proyección SocialLuz Sanchez FigueroaPas encore d'évaluation
- Actividad 1 - Mecánica de SuelosDocument6 pagesActividad 1 - Mecánica de SuelosAndy Fernando Medina ValenciaPas encore d'évaluation
- Preliminar de Declaracion de Islr FormatoDocument3 pagesPreliminar de Declaracion de Islr FormatoAlexisPas encore d'évaluation
- Manual de Partes Tnt600i ProvisionalDocument92 pagesManual de Partes Tnt600i ProvisionalTapia Acuña BairoPas encore d'évaluation
- Tarea S3 Textos Narrativos DescriptivosDocument4 pagesTarea S3 Textos Narrativos DescriptivosVictor A. Felipe De la RosaPas encore d'évaluation
- GLOB-PRO-QAQC-001 - Procedimiento Inspección y Recepción de Materiales - Rev.0Document13 pagesGLOB-PRO-QAQC-001 - Procedimiento Inspección y Recepción de Materiales - Rev.0Francisco VasquezPas encore d'évaluation
- Descriptores de Cargo - 2018Document3 pagesDescriptores de Cargo - 2018Pablo Painen GonzalezPas encore d'évaluation
- Injertacion de CacaoDocument18 pagesInjertacion de CacaorosaPas encore d'évaluation
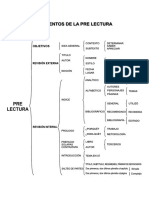
- Elementos de La Pre LecturaDocument1 pageElementos de La Pre LecturaFernando YzfPas encore d'évaluation
- 1° de Secundaria AP - 1° TrimestreDocument14 pages1° de Secundaria AP - 1° TrimestreAlem Amed Rojas UgartePas encore d'évaluation