Vous aimerez peut-être aussi
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- Foam CalculationsDocument8 pagesFoam CalculationsAnonymous BJ9omO86% (7)
- Pipe Stress Analysis Scope and Specifications For Clients, Engineers and ContractorsDocument4 pagesPipe Stress Analysis Scope and Specifications For Clients, Engineers and ContractorsUmesh TiwariPas encore d'évaluation
- Duct DesignDocument46 pagesDuct DesignPushp Dutt100% (3)
- Fuel Audit Full ReportDocument198 pagesFuel Audit Full ReportgjanklesariaPas encore d'évaluation
- ECLIPSE Chemical Enhanced Oil RecoveryDocument213 pagesECLIPSE Chemical Enhanced Oil RecoveryСергей ТPas encore d'évaluation
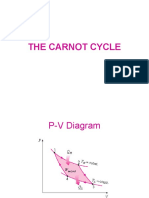
- The Carnot CycleDocument9 pagesThe Carnot CyclePatrick Antonio Orge ChingPas encore d'évaluation
- Performance Guarantee Tests On Khaperkheda Thermal Power ProjectDocument60 pagesPerformance Guarantee Tests On Khaperkheda Thermal Power Projectgjanklesaria100% (4)
- Humidification and DryingDocument36 pagesHumidification and Dryingnivedhitha100% (1)
- CFBC Boiler - A SurveyDocument11 pagesCFBC Boiler - A SurveygjanklesariaPas encore d'évaluation
- Improvement To Rankine CycleDocument11 pagesImprovement To Rankine Cyclegjanklesaria100% (1)
- Impulse Cleaning SystemDocument18 pagesImpulse Cleaning SystemgjanklesariaPas encore d'évaluation
- Isomembrane Write Up & Reference ListDocument7 pagesIsomembrane Write Up & Reference ListgjanklesariaPas encore d'évaluation
- Laboratory-Scale Steam Power Plant StudyDocument30 pagesLaboratory-Scale Steam Power Plant Studygjanklesaria0% (1)
- Kizen ConceptDocument6 pagesKizen ConceptgjanklesariaPas encore d'évaluation
- 1 Lighting Layout Sewer Line Isometric Plan Water Line Isometric PlanDocument1 page1 Lighting Layout Sewer Line Isometric Plan Water Line Isometric Planbacon hotdogeggPas encore d'évaluation
- 2005 Faith A. Morrison, All Rights ReservedDocument33 pages2005 Faith A. Morrison, All Rights ReservedGarcia RaphPas encore d'évaluation
- Turbulent Mixing and Transition Criteria of Flows Induced by Hydrodynamic InstabilitiesDocument69 pagesTurbulent Mixing and Transition Criteria of Flows Induced by Hydrodynamic InstabilitiesAndrei ChornyPas encore d'évaluation
- Example 14.1, ANSWERDocument1 pageExample 14.1, ANSWERlehlabilePas encore d'évaluation
- EnnnDocument9 pagesEnnnSajid AliPas encore d'évaluation
- 07 - Seguridad en ProcesosDocument49 pages07 - Seguridad en ProcesosAlejandra BuenoPas encore d'évaluation
- Sample Lab 2Document7 pagesSample Lab 2Febri SSPas encore d'évaluation
- Quiz (Rock-Fluid)Document7 pagesQuiz (Rock-Fluid)Maqsood IqbalPas encore d'évaluation
- 161411-161906-Heat and Mass TransferDocument2 pages161411-161906-Heat and Mass TransferJayPatelPas encore d'évaluation
- Chapter Nine Heat Integration: 9.1. Synthesis of Heat-Exchange Networks (Hens)Document47 pagesChapter Nine Heat Integration: 9.1. Synthesis of Heat-Exchange Networks (Hens)Catlinhbk08Pas encore d'évaluation
- MEE 302 - Tutorial 1-1Document3 pagesMEE 302 - Tutorial 1-1acemumbiPas encore d'évaluation
- Mechanics of Fluids: V. KrishnaDocument13 pagesMechanics of Fluids: V. KrishnaAditya RaoPas encore d'évaluation
- Characterization of Oil-Water Flow Patterns in Vertical and Deviated WellsDocument8 pagesCharacterization of Oil-Water Flow Patterns in Vertical and Deviated WellsJosé TimanáPas encore d'évaluation
- Material List PDFDocument231 pagesMaterial List PDFMangleshMishraPas encore d'évaluation
- Sop TamuDocument2 pagesSop Tamujack don100% (1)
- Entropy 17 06412Document21 pagesEntropy 17 06412Meisy RadhistaPas encore d'évaluation
- LESSON PLAN Phase Change and Phase DiagramDocument4 pagesLESSON PLAN Phase Change and Phase DiagramDen Angelica DungoPas encore d'évaluation
- PTVK410: Ventilation Kit With PTVK420 FlangeDocument2 pagesPTVK410: Ventilation Kit With PTVK420 FlangeJosé Luis ClPas encore d'évaluation
- Jurnal Iptek: Kajian Potensi Air Tanah Dan Pembagian Wilayah Potensi Di Cekungan Air Tanah MaumereDocument8 pagesJurnal Iptek: Kajian Potensi Air Tanah Dan Pembagian Wilayah Potensi Di Cekungan Air Tanah Maumeremuhammad affanPas encore d'évaluation
- MechanicalDocument478 pagesMechanicalMelele MuPas encore d'évaluation
- Aluminum Cold Mill Rolling Oil DistillationDocument3 pagesAluminum Cold Mill Rolling Oil DistillationbwelzPas encore d'évaluation
- 04-PFD and P&ID PDFDocument7 pages04-PFD and P&ID PDFPriyanka PanigrahiPas encore d'évaluation
- Basics of Computational Fluid DynamicsDocument15 pagesBasics of Computational Fluid DynamicsSrini RaoPas encore d'évaluation