Vous aimerez peut-être aussi
- Construction and Building Materials: Idoia Arribas, Amaia Santamaría, Estela Ruiz, Vanesa Ortega-López, Juan M. MansoDocument12 pagesConstruction and Building Materials: Idoia Arribas, Amaia Santamaría, Estela Ruiz, Vanesa Ortega-López, Juan M. MansoLaura Michelle Rodriguez AriasPas encore d'évaluation
- Corrosion Impacts On Steel PilesDocument8 pagesCorrosion Impacts On Steel PilesRatul RanjanPas encore d'évaluation
- 2016 Wang TsaiDocument6 pages2016 Wang Tsaineetika tiwariPas encore d'évaluation
- Galvanic CorrDocument6 pagesGalvanic CorrdhlinvaPas encore d'évaluation
- 3 Global Slag Roberti The SLAG REC Project PDFDocument6 pages3 Global Slag Roberti The SLAG REC Project PDFShraboni SinhaPas encore d'évaluation
- Sacrificial Anode Cathodic Protection of Low Carbon Steel in Sea WaterDocument11 pagesSacrificial Anode Cathodic Protection of Low Carbon Steel in Sea WaterÂngela CruzPas encore d'évaluation
- Steel Slag ThesisDocument8 pagesSteel Slag Thesissarahjimenezriverside100% (2)
- 1998 Corrosion Aspects of Galvanic CouplingDocument13 pages1998 Corrosion Aspects of Galvanic CouplingAnte KovacicPas encore d'évaluation
- Improving The Corrosion Protection of Aluminium Alloys Using Reactive Magnetron SputteringDocument12 pagesImproving The Corrosion Protection of Aluminium Alloys Using Reactive Magnetron SputteringPrincePas encore d'évaluation
- Porous ElectrodeDocument34 pagesPorous ElectrodeMirghani MohamedPas encore d'évaluation
- Reuse of Heavy Metal-Containing Sludges in Cement ProductionDocument6 pagesReuse of Heavy Metal-Containing Sludges in Cement ProductionMarita M. OrbegosoPas encore d'évaluation
- Basalt Fiber IntroductionDocument6 pagesBasalt Fiber IntroductionsalmanfarooqPas encore d'évaluation
- Electrochemical Behaviour of Poly (Pyrrole) Coatings On SteelDocument12 pagesElectrochemical Behaviour of Poly (Pyrrole) Coatings On SteelMarly Blanco VeraPas encore d'évaluation
- Introduction To Stainless SteelDocument45 pagesIntroduction To Stainless Steelaladinmf1Pas encore d'évaluation
- SSRN Id3633773Document9 pagesSSRN Id3633773FilorPas encore d'évaluation
- CIMNAS Article 14 - Preprint VersionDocument16 pagesCIMNAS Article 14 - Preprint VersionAqeel razaqPas encore d'évaluation
- Investigation of The Cut-Edge Corrosion of Organically-Coated Galvanized Steel After Accelerated Atmospheric Corrosion TestDocument7 pagesInvestigation of The Cut-Edge Corrosion of Organically-Coated Galvanized Steel After Accelerated Atmospheric Corrosion TestEwo50 NewPas encore d'évaluation
- Agwanda's Full Proposal 26.1.2022prof.Document22 pagesAgwanda's Full Proposal 26.1.2022prof.Abdulfattah KhamisPas encore d'évaluation
- Alloy Solutions To Metal Dusting Problems in The Chemical Processing IndustryDocument8 pagesAlloy Solutions To Metal Dusting Problems in The Chemical Processing IndustryGiuseppe Di RuoccoPas encore d'évaluation
- Alloy Solutions To Metal Dusting Problems in The Petrochemical Industry PDFDocument8 pagesAlloy Solutions To Metal Dusting Problems in The Petrochemical Industry PDFZeeshan SajidPas encore d'évaluation
- Steel Slag As A Road Construction MaterialDocument6 pagesSteel Slag As A Road Construction MaterialBinay DhakalPas encore d'évaluation
- 1 s2.0 S2352179123000959 MainDocument20 pages1 s2.0 S2352179123000959 MainLUIS DAVID RODRIGUEZ NU¥EZPas encore d'évaluation
- Al & Li AlloysDocument5 pagesAl & Li Alloysharry041Pas encore d'évaluation
- 18-Stainless SteelDocument90 pages18-Stainless SteellucasPas encore d'évaluation
- (3143512) Diffusion WeldingDocument29 pages(3143512) Diffusion Weldingsushil sandhu100% (1)
- ONGC Paper On Lean DSS PDFDocument6 pagesONGC Paper On Lean DSS PDFMeet ShahPas encore d'évaluation
- Power PlantDocument17 pagesPower PlantVasu RajaPas encore d'évaluation
- Factors Affecting The Shear Strength of Mine Tailings PDFDocument15 pagesFactors Affecting The Shear Strength of Mine Tailings PDFchapuchinoPas encore d'évaluation
- The Effect of Water-Vapor Content and Gas Flow RateDocument22 pagesThe Effect of Water-Vapor Content and Gas Flow RateFrancois BornmanPas encore d'évaluation
- Salt Spray ChamberDocument6 pagesSalt Spray Chamberazize hosseinjanyPas encore d'évaluation
- Cost Vs FRPDocument6 pagesCost Vs FRPsandbadbahriPas encore d'évaluation
- Rheological and Depositional Characterisation of Paste-Like Tailings SlurriesDocument10 pagesRheological and Depositional Characterisation of Paste-Like Tailings SlurriesWilder Atalaya ChavezPas encore d'évaluation
- TribologyDocument7 pagesTribologymoney43Pas encore d'évaluation
- Hydrochloric Acid HandbookDocument15 pagesHydrochloric Acid HandbookSachikanta PradhanPas encore d'évaluation
- Metallic Coatings For Corrosion PreventionDocument9 pagesMetallic Coatings For Corrosion PreventionDevashish JoshiPas encore d'évaluation
- DAFLOU BATIS VpCI - 2Document6 pagesDAFLOU BATIS VpCI - 2Wr ArPas encore d'évaluation
- Coated Stainless Steel 441 As Interconnect Material For Solid Oxide Fuel Cells Evolution of Electrical PropertiesDocument7 pagesCoated Stainless Steel 441 As Interconnect Material For Solid Oxide Fuel Cells Evolution of Electrical PropertiesJags BuddyPas encore d'évaluation
- Flyash Geopolymer Concrete As Future Concrete: Authors:-Rachit Ghosh, Anil Kumar and Sanjay KumarDocument12 pagesFlyash Geopolymer Concrete As Future Concrete: Authors:-Rachit Ghosh, Anil Kumar and Sanjay KumarWalter Jimmy Flores AlcocerPas encore d'évaluation
- Effect of Hydrogen Charging On The Mechanical Properties of AHSSDocument10 pagesEffect of Hydrogen Charging On The Mechanical Properties of AHSSFernandoPas encore d'évaluation
- Adegoloye Et Al. - 2015 - Concretes Made of EAF Slag and AOD Slag Aggregates From Stainless Steel Process Mechanical Properties and DuraDocument9 pagesAdegoloye Et Al. - 2015 - Concretes Made of EAF Slag and AOD Slag Aggregates From Stainless Steel Process Mechanical Properties and DuraNguyen Thanh CuongPas encore d'évaluation
- In Uence of Alloying Elements On The Low-Temperature Properties of SteelDocument9 pagesIn Uence of Alloying Elements On The Low-Temperature Properties of SteelWasimullah KhanPas encore d'évaluation
- Shot Peening SSDocument23 pagesShot Peening SSnitbabhishekPas encore d'évaluation
- Monel Sheathing Technial PaperDocument15 pagesMonel Sheathing Technial Paperharan2000Pas encore d'évaluation
- Corrosion Behavior of Pipeline Carbon Steel Under Different Iron Oxide Deposits in The District Heating SystemDocument20 pagesCorrosion Behavior of Pipeline Carbon Steel Under Different Iron Oxide Deposits in The District Heating SystemHimanshu SharmaPas encore d'évaluation
- Metal Corrosion in Geothermal Brine Environments of The Upper Rhine Graben Laboratory and On Site Studies 2013 GeothermicsDocument8 pagesMetal Corrosion in Geothermal Brine Environments of The Upper Rhine Graben Laboratory and On Site Studies 2013 GeothermicsjoiesupremoPas encore d'évaluation
- Corrosion Science: Rajiv P. Edavan, Richard KopinskiDocument14 pagesCorrosion Science: Rajiv P. Edavan, Richard KopinskiVanessa Rios NolayaPas encore d'évaluation
- Corrosion Problems in The Oil IndustryDocument8 pagesCorrosion Problems in The Oil IndustryUNIISCRIBDPas encore d'évaluation
- Meille Review CorrectedDocument45 pagesMeille Review CorrectedThiago AlvesPas encore d'évaluation
- Passive Films On Stainless Steels - Chemistry, Structure and GrowthDocument12 pagesPassive Films On Stainless Steels - Chemistry, Structure and GrowthaauriscPas encore d'évaluation
- Chemistry AssignmentDocument10 pagesChemistry AssignmentGurupungav NarayananPas encore d'évaluation
- PDFDocument30 pagesPDFMihai RomulusPas encore d'évaluation
- Materials 13 02836 v2Document14 pagesMaterials 13 02836 v2UMERPas encore d'évaluation
- Formación de Lodos en El Proceso Hall Héroult - Un Problema ExistenteDocument5 pagesFormación de Lodos en El Proceso Hall Héroult - Un Problema ExistentePaula BrazueloPas encore d'évaluation
- Sten MaterialDocument8 pagesSten MaterialTuan Dang50% (2)
- Juckes 2003Document22 pagesJuckes 2003Neeraj ChaubeyPas encore d'évaluation
- Corrosion Science: Marie Dumerval, Stéphane Perrin, Loïc Marchetti, Michel Tabarant, François Jomard, Yves WoutersDocument7 pagesCorrosion Science: Marie Dumerval, Stéphane Perrin, Loïc Marchetti, Michel Tabarant, François Jomard, Yves WoutersMohammad MaroufkhaniPas encore d'évaluation
- Heat-Treatment of Steel: A Comprehensive Treatise on the Hardening, Tempering, Annealing and Casehardening of Various Kinds of Steel: Including High-speed, High-Carbon, Alloy and Low Carbon Steels, Together with Chapters on Heat-Treating Furnaces and on Hardness TestingD'EverandHeat-Treatment of Steel: A Comprehensive Treatise on the Hardening, Tempering, Annealing and Casehardening of Various Kinds of Steel: Including High-speed, High-Carbon, Alloy and Low Carbon Steels, Together with Chapters on Heat-Treating Furnaces and on Hardness TestingÉvaluation : 1 sur 5 étoiles1/5 (1)
- Solutions Manual to accompany Engineering Materials ScienceD'EverandSolutions Manual to accompany Engineering Materials ScienceÉvaluation : 4 sur 5 étoiles4/5 (1)
- Transport and Main Roads Specifications MRTS19 Cutter and Flux OilsDocument8 pagesTransport and Main Roads Specifications MRTS19 Cutter and Flux OilsMihaela LetPas encore d'évaluation
- FulltextDocument10 pagesFulltextMihaela LetPas encore d'évaluation
- NT TR 538 - Superpave Test Methods For Asphalt - Nordtest Technical ReportDocument42 pagesNT TR 538 - Superpave Test Methods For Asphalt - Nordtest Technical ReportMihaela LetPas encore d'évaluation
- The Polyurea Revolution: Protective Coatings For The 21st CenturyDocument4 pagesThe Polyurea Revolution: Protective Coatings For The 21st CenturyMihaela LetPas encore d'évaluation
- Thermal Characterization of Montmorillonite Clays Saturated With Various CationsDocument7 pagesThermal Characterization of Montmorillonite Clays Saturated With Various CationsMihaela LetPas encore d'évaluation
- Use of Award Fees On Lump-Sum Contracts: John E. Schaufelberger, University of WashingtonDocument7 pagesUse of Award Fees On Lump-Sum Contracts: John E. Schaufelberger, University of WashingtonMihaela LetPas encore d'évaluation
- Microwave Sintering of Sulphoaluminate Cement With Utility WastesDocument5 pagesMicrowave Sintering of Sulphoaluminate Cement With Utility WastesMihaela LetPas encore d'évaluation
- Mechanical Behaviour of Portland Cement Mortars With Incorporation of Al-Containing Salt SlagsDocument8 pagesMechanical Behaviour of Portland Cement Mortars With Incorporation of Al-Containing Salt SlagsMihaela LetPas encore d'évaluation
- Thermoset Powder Coatings: Lawrence R. WaeldeDocument12 pagesThermoset Powder Coatings: Lawrence R. WaeldeMihaela LetPas encore d'évaluation
- 1 s2.0 S0008884600004178 MainDocument6 pages1 s2.0 S0008884600004178 MainMihaela LetPas encore d'évaluation
- RSPCA Vet Fee Claim Form SecuredDocument2 pagesRSPCA Vet Fee Claim Form SecuredMihaela LetPas encore d'évaluation
- Science MCQ Quiz Questions and Answers 1Document14 pagesScience MCQ Quiz Questions and Answers 1randhirsaha2000Pas encore d'évaluation
- Phosphor Bronze To Bs 1400: Pb1Document1 pagePhosphor Bronze To Bs 1400: Pb1Rohan ShiyaniPas encore d'évaluation
- Surface Vehicle Recommended Practice: Reaf. FEB1998Document7 pagesSurface Vehicle Recommended Practice: Reaf. FEB1998Ricardo luzars.Pas encore d'évaluation
- Alloy Steels: Gloria Material Technology CorpDocument2 pagesAlloy Steels: Gloria Material Technology CorppvdangPas encore d'évaluation
- AbrasivesDocument56 pagesAbrasivesPhạm CườngPas encore d'évaluation
- This Is A Tiffany Ring 2021 Digital Catalog INTLDocument63 pagesThis Is A Tiffany Ring 2021 Digital Catalog INTLgabrileaPas encore d'évaluation
- Experimental Investigations On Heat Treatment of Cold WorkDocument11 pagesExperimental Investigations On Heat Treatment of Cold WorkJarek PlaszczycaPas encore d'évaluation
- FILLER WIRE-COuNTRY COMPAREDocument55 pagesFILLER WIRE-COuNTRY COMPAREJR MohanPas encore d'évaluation
- DOLOMITEDocument15 pagesDOLOMITEsantoshPas encore d'évaluation
- Forming, Working and Heat-Treating MetalDocument2 pagesForming, Working and Heat-Treating MetalSultan RomiPas encore d'évaluation
- Jindal Al SectionsDocument14 pagesJindal Al SectionsAMIT GUPTAPas encore d'évaluation
- Cast Irons: Ergün Keleşoğlu Yildiz Technical University Metallurgical & Materials Eng. DeptDocument25 pagesCast Irons: Ergün Keleşoğlu Yildiz Technical University Metallurgical & Materials Eng. DeptRidvan GecuPas encore d'évaluation
- Astm A391-A391m-01Document3 pagesAstm A391-A391m-01NadhiraPas encore d'évaluation
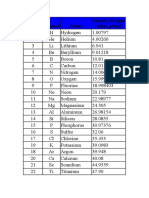
- List of Chemical ElementsDocument2 pagesList of Chemical ElementsJhon Vincent Draug Posadas100% (1)
- Astm B139MDocument4 pagesAstm B139Mferrer0000Pas encore d'évaluation
- ASTM B127 Monel PDFDocument10 pagesASTM B127 Monel PDFCristian OtivoPas encore d'évaluation
- Kalpakjian CastingDocument63 pagesKalpakjian Castingbangbangtut100% (2)
- Ch1 Ferrous AlloysDocument7 pagesCh1 Ferrous Alloysباسمي العشقPas encore d'évaluation
- The Need For Mineral ProcessingDocument1 pageThe Need For Mineral ProcessingNitinPas encore d'évaluation
- Atomic Number Symbol Name Atomic Weight (Amu, G/mol)Document5 pagesAtomic Number Symbol Name Atomic Weight (Amu, G/mol)Strata GamingPas encore d'évaluation
- E-101-25 KitZ ValveDocument52 pagesE-101-25 KitZ ValveHoang Cong DungPas encore d'évaluation
- 5.4 ESW and EGW Processes: AWS D1.1/D1.1M:2015 Clause 5. FabricationDocument1 page5.4 ESW and EGW Processes: AWS D1.1/D1.1M:2015 Clause 5. FabricationRohit KamblePas encore d'évaluation
- ABB Switchgear Manual - 10-ch16Document22 pagesABB Switchgear Manual - 10-ch16A. SajadiPas encore d'évaluation
- Abstract of ASTM F912 2000Document5 pagesAbstract of ASTM F912 2000Jesse ChenPas encore d'évaluation
- Las BambasDocument5 pagesLas BambasEduardo GamboaPas encore d'évaluation
- Adhesive Cementation Protocol of Zirconia RestorationsDocument6 pagesAdhesive Cementation Protocol of Zirconia RestorationsStefan PopescuPas encore d'évaluation
- Material Selection ProjectDocument15 pagesMaterial Selection ProjectAnchitya KumarPas encore d'évaluation
- S355G10 GBDocument4 pagesS355G10 GBH41GAMINGPas encore d'évaluation
- Quality 1.4021 Chemical Composition: Lucefin GroupDocument2 pagesQuality 1.4021 Chemical Composition: Lucefin GroupSonNguyenPas encore d'évaluation
- Answers CallisterDocument18 pagesAnswers CallisterSindyPas encore d'évaluation