Académique Documents
Professionnel Documents
Culture Documents
Relatorio de Estagio - WEB Tintas
Transféré par
Camila Medeiros0 évaluation0% ont trouvé ce document utile (0 vote)
359 vues147 pagesCopyright
© © All Rights Reserved
Formats disponibles
PDF, TXT ou lisez en ligne sur Scribd
Partager ce document
Partager ou intégrer le document
Avez-vous trouvé ce document utile ?
Ce contenu est-il inapproprié ?
Signaler ce documentDroits d'auteur :
© All Rights Reserved
Formats disponibles
Téléchargez comme PDF, TXT ou lisez en ligne sur Scribd
0 évaluation0% ont trouvé ce document utile (0 vote)
359 vues147 pagesRelatorio de Estagio - WEB Tintas
Transféré par
Camila MedeirosDroits d'auteur :
© All Rights Reserved
Formats disponibles
Téléchargez comme PDF, TXT ou lisez en ligne sur Scribd
Vous êtes sur la page 1sur 147
FUNDAO UNIVERDIDADE REGIONAL DE BLUMENAU
CENTRO DE CINCIAS TECNOLGICAS
DEPARTAMENTO DE ENGENHARIA QUMICA
RELATRIO DE ESTGIO SUPERVISIONADO
WEG TINTAS
LIUCEMAR GELSLECHTER
BLUMENAU, 17 DE J UNHO DE 2011
|2
LIUCEMAR GELSLECHTER
RELATRIO DE ESTGIO SUPERVISIONADO
WEG TINTAS
RELATRIO DE ESTGIO
SUPERVISIONADO, DO
CURSO DE ENGENHARIA
QUMICA, DA UNIVERSIDADE
REGIONAL DE BLUMENAU
- FURB.
ORIENTADOR: RODRIGO K. DECKER
BLUMENAU, 17 DE J UNHO DE 2011
|3
|4
NDICE
1. Histrico da Empresa ....................................................................................... 7
2. Introduo ........................................................................................................ 11
3. Corroso .......................................................................................................... 13
3.1. Processo de Corroso ................................................................................ 14
3.2. Tipos de Corroso ...................................................................................... 14
3.2. Perdas Econmicas com a Corroso.......................................................... 16
3.3. Ambientes Corrosivos ................................................................................. 17
3.3.1. Atmosfera ..................................................................................................... 16
3.3.2. Solos ............................................................................................................ 17
3.3.3. guas Naturais (dos rios, lagos ou subsolo) ................................................ 17
3.3.4. gua do mar ................................................................................................. 17
3.3.5. Produtos Qumicos ....................................................................................... 17
3.4. Pintura Industrial como proteo anticorrosiva ........................................... 18
4. Pintura .............................................................................................................. 18
4.1. Tinta ............................................................................................................ 19
4.1.1. Resina .......................................................................................................... 19
4.1.2. Pigmento ...................................................................................................... 20
4.1.3. Aditivo .......................................................................................................... 20
4.1.4. Solvente ....................................................................................................... 21
4.2. Preparao de Superfcie ........................................................................... 21
4.2.1 Graus de Oxidao ou Intemperismo ............................................................ 22
4.2.1.1. Grau A ................................................................................................... 22
4.2.1.2. Grau B ................................................................................................... 23
4.2.1.3. Grau C ................................................................................................... 23
4.2.1.4. Grau D ................................................................................................... 24
|5
4.2.2. Graus de Preparao ................................................................................... 24
4.2.2.1. Limpeza por ferramentas manuais e mecnicas .................................. 25
Limpeza Manual - Padro St 2 ........................................................................... 25
Limpeza Manual ou Mecnica - Padro St 3 ...................................................... 25
4.2.2.2. Limpeza por J ateamento Abrasivo ....................................................... 26
J ateamento Ligeiro (Brush-Off) - Padro Sa 1 ................................................. 26
J ateamento Comercial - Padro Sa 2 .............................................................. 26
J ateamento ao metal quase branco - Padro Sa 2 ......................................... 26
J ateamento ao metal branco - Padro Sa 3 ....................................................... 27
4.3. Aplicao da Tinta ...................................................................................... 27
4.3.1 Mtodos de Aplicao ................................................................................... 27
4.3.1.1 Trincha .................................................................................................... 27
4.3.1.2. Rolo ....................................................................................................... 28
4.3.1.3. Pistola convencional .............................................................................. 29
4.3.1.4. Pistola sem ar (AIR LESS) .................................................................... 29
5. Tinta P ......................................................................................................... 31
5.1. Fbrica de tinta em p...............................................................................31
5.1.1. Pesagem .................................................................................................. 31
5.1.2. Pr-Mistura ............................................................................................... 31
5.1.3. Extruso, Resfriamento e Quebra ............................................................ 32
5.1.4. Micronizao ............................................................................................ 32
5.1.5. Controle de Qualidade .............................................................................. 32
5.1.6. Classificador ............................................................................................. 33
5.1.7. Embalagem .............................................................................................. 33
5.2. Laboratrio de desenvolvimento de Tinta P............................................33
6. Tintas lquidas .............................................................................................. 34
6.1. Fabricao da tinta lquida.........................................................................34
6.1.1. Pesagem .................................................................................................. 34
6.1.2. Disperso ................................................................................................. 34
6.1.3. Moagem .................................................................................................... 35
|6
6.1.4. Acerto de Cor............................................................................................ 35
6.1.5. Controle de Qualidade .............................................................................. 35
6.1.6. Embalagem .............................................................................................. 36
6.2. Tipos de Tintas Lquidas...........................................................................36
7. Fbrica de vernizes eletroisolantes ........................................................... 37
7.1. Vernizes de Impregnao..........................................................................37
7.2. Vernizes de Esmaltao............................................................................37
8. Fbrica de Resinas ...................................................................................... 37
8.1. Tipos de Resinas fabricadas na WEG Qumica........................................38
8.1.1. Resinas Alqudicas ................................................................................... 38
8.1.2. Resinas Epxis ......................................................................................... 38
8.1.3. Resinas Polisteres .................................................................................. 39
8.1.4. Resinas Poliuretnicas ............................................................................. 40
8.1.5. Resinas Fenlicas .................................................................................... 40
8.1.6. Resinas Acrlicas ...................................................................................... 40
9. Controle de Qualidade ................................................................................. 41
9.1. Ensaios e Testes Destrutivos....................................................................42
9.1.1. Teste Salt Spray ....................................................................................... 42
9.1.2. Cmara de Umidade ................................................................................. 43
9.1.3. Cmara de UV-B ...................................................................................... 43
9.1.4. Cmara de imerso em gua ................................................................... 43
9.1.5. Cmara de SO2 ........................................................................................ 43
9.1.6. Teste de Intemperismo Natural................................................................. 44
9.2. Anlise de Matria-Prima e Produtos Acabados.......................................44
9.2.1. Aparelho Digital de Ponto de Fuso ......................................................... 44
9.2.2. ndice de Refrao .................................................................................... 45
9.2.3. Cromatgrafo HP 6890 ............................................................................. 45
10. Assistncia Tcnica..... .............................................................................. 45
11. Principais atividades desenvolvidas no estgio ........................................ 46
|7
1.HistricodaEmpresa
A razo social inicial era Eletromotores J aragu Ltda., registrada em 30 de junho
de 1961. A empresa inicia suas atividades no sbado, dia 16 de setembro de 1961,
data oficial de aniversrio, com a instalao das mquinas, preparando-se para a
produo do primeiro motor.
Nos primeiros trs meses e meio, em 1961, so montados 146 motores
eltricos, totalizando 51,5 cavalos-fora. As primeiras vendas so feitas em Santa
Catarina. O principal mercado era So Paulo, mas a dificuldade de transporte,
comunicao e a desconfiana na nova marca, impe que a WEG comercialize seus
primeiros motores diretamente aos consumidores.
As vendas de motores evoluem e a empresa exigia a expanso. Ento se decide
pela criao de um parque fabril prprio, com a aquisio de um terreno na Rua
Venncio da Silva Porto, prximo sede alugada. Em fevereiro de 1964 comeam as
construes da nova fbrica e em outubro daquele ano, a Eletromotores J aragu
instala-se em sua sede prpria.
Seguindo um processo industrial compatvel com os novos tempos, a WEG d
um salto tecnolgico, exigindo aperfeioamento tcnico, iniciando o treinamento
contnuo de seus colaboradores. O aprimoramento tecnolgico possibilita a construo
dos primeiros equipamentos de produo: mquina de injetar rotores, forno de ferro
fundido a leo para tampas e carcaas, mquina de estampo progressivo para cortar
chapas de rotores e estatores.
Em 1973, h necessidade de espao. Os 30 mil metros quadrados e os 7 mil de
rea construda no comportam mais a voracidade de crescimento. Ento so
|8
adquiridos mais 400 mil metros quadrados, no principal acesso de J aragu do Sul. Ali
iniciam as construes do parque fabril II, a comear pela fbrica II para produzir
motores monofsicos de a 1 cv, que entra em operao no incio de 1974.
Com o objetivo de conquistar o mercado internacional, participa das principais
feiras eletroeletrnicas no exterior e cria uma empresa na Alemanha, a J ara, marca dos
motores exportados para a Europa, onde j havia o registro da marca WEG,
coincidentemente, uma pequena fbrica alem de motores eltricos. Em 1971, o
crescimento de 72% e em 1972 de 71%, enquanto o segmento de mquinas e
equipamentos cresce 23% e 21%, respectivamente.
No incio da dcada de 80, a WEG repensa a sua estratgia empresarial e
comea a planejar o futuro, em busca de resultados programados. Por duas dcadas a
empresa convive com crises da economia brasileira e oscilaes de mercado,
contornadas com aes geis e risco calculado.
A vontade de crescer e diversificar era tanta, que a WEG envereda por vrios
investimentos, alguns estranhos s suas atividades afins.
Aproveitando boas oportunidades de negcios, adquire a Tintas Michigan, em
Guaramirim (SC), transformada em WEG Qumica, em novembro de 1983. No ano de
1984 redefine a linha de produtos especificamente para o uso industrial, incluindo
primers, diluentes, seladores, esmaltes para fios, vernizes eletroisolantes e
nitrocelulose. Em 1985 inicia a produo de breu e terebentina, cuja fbrica logo
destruda por um incndio e reconstruda.
Em 1987 inaugura a fbrica de resina com capacidade anual para 3.600
toneladas, sendo ampliada cinco anos depois, simultaneamente com o laboratrio de
|9
desenvolvimento e a nova fbrica de tintas lquidas, em mais 2.500 metros quadrados,
triplicando a sua capacidade.
Tambm em 1992 lana um novo verniz de impregnao, o Lacktherm. Cinco
anos depois firma um acordo tecnolgico com a alem Herberts, lder mundial em
vernizes eletroisolantes, o que possibilita o desenvolvimento da resina base de
polister e do verniz hidrossolvel, colocando a WEG na liderana deste mercado no
Brasil.
Aps dois anos de pesquisa e desenvolvimento, lana em 1993 a linha de tintas
industriais em p, um sistema mais avanado para a proteo e acabamento de
superfcie, com uma produo anual de 800 toneladas. No ano seguinte teve que
ampliar a fbrica, aumentando a capacidade em 50%. No incio do ano de 2006
inaugura a nova fbrica de tinta em p, sendo esta provida da mais moderna tecnologia
disponvel no mercado, praticamente toda automatizada e visando o bem estar e
ergonomia do funcionrio, por estes atributos foi considera a fabrica de tinta em p
mais moderna da Amrica Latina. Estes constantes investimentos colocaram a WEG
entre as maiores em tintas industriais do Brasil. Fruto da sua expanso e
desenvolvimento tecnolgico, a WEG Qumica inicia as exportaes para os pases do
MERCOSUL.
Hoje a WEG Indstrias S.A. a maior indstria de motores eltricos da Amrica
Latina e uma das mais importantes do mundo, estando presente em mais de 50 pases
nos cinco continentes. Tem os processos de produo mais avanados e os mais
exigentes programas de qualidade total, como a ISO 9000 e ISO 14000, tornando-se a
|10
base do gerenciamento dos processos industriais que asseguram altos padres de
qualidade dos produtos como o mnimo de impacto ambiental.
Uma das principais caractersticas da WEG QUMICA sua localizao
geogrfica que facilita o transporte e assistncia tcnica. Com sede em Guaramirim
SC, a empresa atua em todo o Brasil e em alguns pases da Amrica Latina, atuando
em diferentes segmentos, tais quais:
Estruturas Metlicas;
Implementos Agrcolas;
Mveis de Ao;
Mquinas e Equipamentos;
Martimo e Offshore;
Wet Surface;
Fundies;
Pisos Industriais;
nibus e Frotas;
Acar e lcool;
NoBac (tintas com ao bactericida);
Vernizes Eletroisolantes;
|11
2. Introduo
Cerca de 30% dos metais fabricados hoje so para reposio de material
oxidado. Esta oxidao ocorre por diversas formas, seja qumica, eletroqumica ou
biolgica. Existem vrios processos que retardam corroso dos metais, como
galvanizaes e pinturas. Dos vrios processos de pinturas existentes focaremos no de
pintura eletrosttica com tinta p e pintura com tinta lquida.
A aplicao da tinta p por meio de pistola eletrosttica pode ser manual ou
automatizada, sendo que existem dois tipos de sistema: o tribo que pouco utilizado,
e o corona que mais utilizado industrialmente.
Para as tintas lquidas temos varias formas de aplicao como: trincha, rolo,
pistola convencional, pistola sem ar, imerso. Para saber que esquema de pintura
utilizar necessrio ler os boletins tcnicos das tintas ou consultar o fabricante.
No Brasil as indstrias costumam seguir normas de pinturas criadas pela
Petrobrs. Na realizao do estgio foram desenvolvidos dois trabalhos que envolvem
normas Petrobrs. No trabalho de tinta lquida, fizemos um estudo comparativo entre
tintas Weg e dos concorrentes, que atendem a norma N2198, N2677 e N2630 da
Petrobrs.
No trabalho de tinta p foram realizados estudos comparativos entre cura em
estufa a gs e estufa eltrica. Utilizando a norma N2841 da Petrobrs, foram feitas
tambm variaes do tempo e temperatura de pr cura, e tambm do tempo de
aplicao do acabamento.
|12
Para o estudo comparativo foram aplicados diferentes tipos de testes de
aderncia. Ter aderncia ao substrato uma das principais funes da tinta, pois se
ela no esta bem aderida ao material, no conseguir proteg-la contra a corroso.
|13
3. Corroso
Corroso a deteriorao dos materiais, especialmente metlicos, pela ao
eletroqumica ou qumica do meio.
Atravs do processo corrosivo, o material passa da forma metlica,
energeticamente metaestvel, forma combinada (forma inica), energeticamente
mais estvel, resultando em desgaste, perda de propriedades, alteraes estruturais,
etc.
3.1. Processo de Corroso
A corroso um processo que corresponde ao inverso dos processos
metalrgicos de obteno do metal e pode ser assim esquematizada [1]
Corroso
Metal Composto +Energia
Metalurgia
Este ciclo denominado de ciclo dos metais, o qual ilustrado na figura 1:
Figura 1: Ciclo dos Metais
|14
3.2. Tipos de Corroso
Segundo o meio onde ocorre, a corroso pode ser:
Corroso Qumica o meio no inico, incluindo gases a baixa e alta
temperatura, os lquidos anidros e os metais fundidos. Assimila-se corroso seca.
Corroso Eletroqumica o meio inico, envolvendo os ons de gua.
tambm chamada de corroso mida.
Corroso Microbiolgica se processa sob a influncia de microrganismos
(bactria, fungos, algas, etc.).
As diferentes formas de destruio provocadas pela corroso podem ser
classificadas da seguinte maneira:
- Corroso uniforme;
- Corroso por placas;
- Corroso alveolar;
- Corroso puntiforme ou por pite;
- Corroso intergranular (ou intercristalina);
- Corroso intergranular (ou transgranular ou transcristalina);
- Corroso filiforme;
- Corroso por esfoliao;
- Corroso graftica;
- Corroso por dezincificao;
|15
- Corroso por empolamento pelo hidrognio;
- Corroso em torno de cordo de solda.
A figura 2 apresenta, de forma esquemtica, de algumas dessas formas de
corroso.
Figura 2: Representao esquemtica de algumas formas de corroso
|16
3.2. Perdas Econmicas com a Corroso
Em termos de quantidade de material danificada pela corroso, estima-se que
uma parcela superior a 30% do ao produzido no mundo seja usada para reposio de
peas e partes de equipamentos e instalaes deterioradas pela corroso.
Sob o ponto de vista de custo, estima-se em 3,5% do PIB o dispndio com a
corroso em pases industrializados.
A importncia do estudo da corroso est, portanto, consubstanciada em:
Viabilizar economicamente as instalaes industriais construdas com materiais
metlicos;
Manter a integridade fsica dos equipamentos e instalaes industriais;
Garantir a mxima segurana operacional, evitando-se paradas operacionais no-
programadas e lucros cessantes;
Garantir a mxima segurana industrial, evitando-se acidentes e problemas de
poluio ambiental.
3.3. Ambientes Corrosivos
Os principais meios corrosivos e respectivos eletrlitos so:
3.3.1. Atmosfera
O ar contm umidade, sais em suspenso (especialmente na orla martima),
gases industriais (especialmente gases de enxofre), poeira, etc. O eletrlito constitui-se
de gua que condensa na superfcie metlica, na presena de sais ou gases de
|17
enxofre. Outros constituintes como poeiras e poluentes diversos, podem acelerar o
processo corrosivo.
3.3.2. Solos
Os solos contm umidade e sais minerais. Alguns solos apresentam tambm
caractersticas cidas ou bsicas. O eletrlito constitui-se principalmente de gua com
sais dissolvidos.
3.3.3. guas Naturais (dos rios, lagos ou subsolo)
Estas guas podem contem conter sais minerais, eventualmente cidos ou
bases, resduos industriais, poluentes diversos e gases dissolvidos. O eletrlito
constitui-se principalmente de gua com sais dissolvidos.
3.3.4. gua do mar
Estas guas contm uma quantidade aprecivel de sais, sendo desta forma um
eletrlito por excelncia. Outros constituintes como gases dissolvidos, podem acelerar
os processos corrosivos.
3.3.5. Produtos Qumicos
Os produtos qumicos, desde que em contato com gua ou com umidade e
sendo ionizveis, formam um eletrlito, podendo provocar corroso eletroqumica.
|18
3.4. Pintura Industrial como proteo anticorrosiva
Sendo a corroso um processo espontneo, que atinge a maioria dos metais
seria imprpria utilizao dos mesmos na industria. Esta utilizao , no entanto,
possvel graas ao retardamento da velocidade das reaes.
Dos processos de proteo anticorrosiva utilizados, a pintura industrial constitui
o de maior importncia se considerados os aspectos de viabilidade tcnica e
econmica e extenso de sua aplicao.
4. Pintura
O objetivo da pintura depositar uma camada de tinta sobre uma superfcie,
seja ela metlica, concreto ou alvenaria, com as seguintes finalidades: Proteo e
Segurana. Os trs pilares da Pintura podem ser melhores entendidos de acordo com a
Fig. 3:
Figura 3: Trip fundamental da Pintura
|19
Como se pode ver na figura acima, a pintura depende de trs importantes
fatores; Tinta, Preparao de Superfcie e Aplicao.
4.1. Tinta
Tinta uma composio lquida, geralmente viscosa, constituda de um ou mais
pigmentos dispersos em um aglomerante lquido que, ao sofrer um processo de cura
quando estendida em pelcula fina, forma um filme opaco e aderente ao substrato.
Esse filme tem a finalidade de proteger e embelezar as superfcies.
4.1.1. Resina
Resina a parte no-voltil da tinta, que serve para aglomerar as partculas de
pigmentos. A resina tambm denomina o tipo de tinta ou revestimento empregado.
Assim, por exemplo, temos tintas acrlicas, alqudicas, epoxdicas, poliuretnicas, etc.
Todas levam o nome da resina bsica que as compe.
Antigamente as resinas eram base de compostos naturais. Hoje em dia so
obtidas atravs da indstria qumica ou petroqumica por meio de reaes complexas,
originando polmeros que conferem s tintas propriedades de resistncia e durabilidade
muito superiores s antigas.
A formao do filme de tinta est relacionada com o mecanismo de reaes
qumicas do sistema polimrico, embora outros componentes, como solventes,
|20
pigmentos e aditivos tenham influencia no sentido de retardar, acelerar e at inibir
essas reaes.
4.1.2. Pigmento
Material slido finamente dividido, insolvel no meio. Utilizado para conferir cor,
opacidade, certas caractersticas de resistncia e outros efeitos. Os pigmentos so
divididos em pigmentos coloridos, no coloridos e anticorrosivos.
Os pigmentos, quando adicionados tinta, oferecem uma srie de propriedades,
como: melhoram ou conferem propriedades fsicas e/ou qumicas pelcula, abaixam o
custo do produto, aumentam a espessura da pelcula seca, controlam o brilho da
pelcula, aumentam a viscosidade da tinta. Seu uso indiscriminado, porm, abaixa o
poder de cobertura da pelcula. Como cargas, podem-se citar: barita, caulim, talco,
slica, xido de ferro, dolomita, magnesita, mica, quartzo, gipsita e hidrxido de
alumnio.
4.1.3. Aditivo
Ingrediente que adicionado s tintas, proporciona caractersticas especiais s
mesmas ou melhorias nas suas propriedades. Existe uma variedade enorme de
aditivos usados na indstria de tintas e vernizes, como por exemplo: secantes, anti-
sedimentantes, niveladores, anti-pele, anti-espumante, etc.
|21
4.1.4. Solvente
Lquido voltil, geralmente de baixo ponto de ebulio, utilizado nas tintas e
correlatos para dissolver a resina. So classificados com: solventes ativos ou
verdadeiros, latentes e inativos.
4.2. Preparao de Superfcie
O desempenho de um revestimento anticorrosivo est diretamente ligado a
escolha adequada do tipo de tinta e do adequado preparo de superfcie. Uma superfcie
limpa, seca, isenta de contaminantes e ferrugem, uma base perfeita para uma bom
desempenho de um sistema de pintura. Alguns dos mtodos de preparo de superfcie
esto aqui resumidos e devero ser avaliados, determinando-se o grau de preparo
mais adequado para diferentes situaes.
Para a perfeita preparao de superfcies de ao, foram estabelecidas normas
internacionais entre as quais se destacam as seguintes:
Norma Sueca SIS 05 59 00 - 1.967 - Swedish Institution Standard;
Norma Americana VIS 1 SSPC - Steel Strutures Paint Council;
Norma Nace Rm 01 70 - National Association Of Corrosion Engineers;
Estas normas podem ser organizadas de forma algumas delas serem
equivalentes entre si conforme observado na figura abaixo:
|22
Figura 4: A tabela acima mostra os diferentes tipos possveis de preparos de superfcie para algumas
das normas acima mencionadas
Os graus de oxidao ou intemperismo e de preparao da superfcie do ao,
referidos neste relatrio, esto reproduzidos na Norma ISO 8501-1 a partir de padres
visuais. No item 4.2.1. podem ser visualizados estes padres visuais:
4.2.1 Graus de Oxidao ou Intemperismo
4.2.1.1. Grau A
Superfcie de ao inteiramente recoberta por carepa de laminao, intacta
aderente e sem corroso.
|23
Figura 5: Grau A de Oxidao
4.2.1.2. Grau B
Superfcie de ao com princpio de corroso e da qual a carepa de
laminao comea a destacar-se.
Figura 6: Grau B de Oxidao
4.2.1.3. Grau C
Superfcie de ao de onde a carepa de laminao foi eliminada pela ao
da corroso ou pode ser removida por raspagem, podendo apresentar pequenas
cavidades visveis.
|24
Figura 7: Grau C de Oxidao
4.2.1.4. Grau D
Superfcie de ao da qual a carepa de laminao tenha sido removida pela ao
da corroso, e que apresenta grande formao de cavidades visveis.
Figura 8: Grau D de Oxidao
4.2.2. Graus de Preparao
Antes de preparar a superfcie por um dos mtodos a seguir, essencial a remoo
de todo leo, graxa e contaminantes em geral, atravs de limpeza com solventes,
detergentes, emulses, vapor, etc.
|25
4.2.2.1. Limpeza por ferramentas manuais e mecnicas
A preparao da superfcie por meio de limpeza com ferramentas manuais e
mecnicas, como a raspagem, a escovagem com escovas ou discos designada pelas
Letras St (proveniente da norma sueca mencionada anteriormente).
Limpeza Manual - Padro St 2
Raspagem, lixamento ou escovamento manual de forma cuidadosa, para
remoo de toda carepa de laminao solta, oxidaes,respingos de solda e outras
impurezas. Limpa-se a seguir com ar comprimido seco ou escova limpa, deixando a
superfcie com leve brilho metlico.
Limpeza Manual ou Mecnica - Padro St 3
Raspagem, lixamento ou escovamento manual ou mecnico de forma
cuidadosa. A limpeza deve-se proceder da mesma maneira que o padro St 2, porm,
de uma forma mais minuciosa. Aps a limpeza e escovamento, a superfcie
apresentar intenso brilho metlico.
|26
4.2.2.2. Limpeza por Jateamento Abrasivo
Jateamento Ligeiro (Brush-Off) - Padro Sa 1
O jato aplicado rapidamente e remove a carepa de laminao solta e outras
impurezas. Este tratamento no se aplica a superfcies que apresentam grau A de
intemperismo.
Jateamento Comercial - Padro Sa 2
J ateamento cuidadoso a fim de remover praticamente toda a laminao, xidos
e partculas estranhas. Caso a superfcie possua cavidades (pites) apenas ligeiros
resduos podero ser encontrados no fundo da cavidade, porm 2/3 de uma rea de 1
polegada quadrada devero estar livres de resduos visveis. Aps o tratamento a
superfcie deve apresentar uma colorao acinzentada. Este padro no se aplica a
superfcies com grau A
.
Jateamento ao metal quase branco - Padro Sa 2
O jato deve remover toda carepa de laminao ferrugem e partculas estranhas de
tal modo que possam aparecer apenas leves manchas na superfcie. Aps a limpeza, 95
% de 1 polegada quadrada devero estar livres de resduos e a superfcie dever
apresentar cor cinza clara.
|27
Jateamento ao metal branco - Padro Sa 3
J ateamento total ao metal branco. Elimina-se toda carepa de laminao, xidos
e outras partculas estranhas de modo que a superfcie fique totalmente livre de
resduos visveis. Aps a limpeza, a superfcie dever apresentar cor cinza clara e
uniforme.
4.3. Aplicao da Tinta
A aplicao da tinta uma situao que deve ser muito bem conhecida e
receber a devida ateno. Por exemplo, pois dependendo do mtodo utilizado o
rendimento final da tinta variaria significativamente, alm de disso, dependendo do tipo
de tinta requerido a uma determinada situao, nem sempre qualquer mtodo de
aplicao poderia ser indicado.
4.3.1 Mtodos de Aplicao
4.3.1.1 Trincha
o mais elementar dos mtodos de pintura, por ser uma ferramenta simples e,
conseqentemente, de baixo custo, alm de no requerer grande capacitao do
aplicador.
Consegue-se atravs da aplicao com trincha elevadas espessuras de pelcula
seca, pois a tinta pode ser aplicada sem diluio.
|28
um mtodo de baixa produtividade, tendo baixo rendimento de aplicao se
comparado com os demais mtodos. E mesmo que o aplicador tenha grande
habilidade, a trincha tende a dar origem a pelculas no-uniformes, particularmente em
termos de espessura.
Esse mtodo de aplicao tem uma perda mnima, normalmente na ordem de 5%
e costuma ser usado para aplicaes em cordes de solda, reentrncias, cantos vivos,
bordas e arestas; demais mtodos deixariam falhas.
4.3.1.2. Rolo
junto com a pistola convencional (pistola a ar), o mais tradicional mtodo de
aplicao de tintas na pintura industrial executada no campo.
Este mtodo de aplicao viabiliza a obteno de elevadas espessuras por
demo, alm de alcanar maior produtividade do que a trincha. As perdas de tinta
durante a aplicao so em principio superiores s da trincha, devido principalmente a
respingos, porm, o fato de se conseguir espessuras mais uniformes do que aquele
mtodo, tende a igualar suas perdas. Exigem diluies ligeiramente superiores
exigida pela trincha.
A aplicao por rolo indicada para grandes reas planas e/ou com grande raio
de curvatura, na presena de ventos, onde a aplicao com pistola causaria muitas
perdas.
|29
4.3.1.3. Pistola convencional
Na pistola convencional, ou pistola de ar, a tinta depositada no recipiente
expulsa em direo ao bico da pistola pela ao da presso do ar. um mtodo de
aplicao de tinta muito utilizado em pintura industrial, no s na pintura de campo,
mas tambm como na de oficina.
Alm de ser um mtodo de aplicao de tinta que apresenta grande
produtividade, tem como caracterstica a obteno de espessura de pelcula quase
constante ao longo de toda a superfcie pintada, o que no , em termos prticos,
possvel com os mtodos da trincha e do rolo.
A aplicao de tinta por pistola convencional requer que a mesma seja diluda
mais do que qualquer outro mtodo, para adequar sua viscosidade, de forma que ela
possa fluir do recipiente at a pistola pela ao da presso do ar.
Este mtodo apresenta ainda como limitao o fato de levar a excessivas perdas
de tintas durante a aplicao, da ordem de 25%, e os riscos com segurana,
observados quando a aplicao feita em ambientes fechados, so significativos,
devido ao excessivo acmulo de solventes.
4.3.1.4. Pistola sem ar (AIR LESS)
A pistola sem ar dos mtodos mais disponveis para aplicao de tinta no
campo, aquele que obtm a melhor qualidade de pintura e conseqentemente o maior
desempenho do esquema de pintura.
|30
Ao contrario da pistola convencional, que utiliza o ar para atomizao da tinta, a
pintura sem ar utiliza uma bomba, acionada pneumaticamente, para pressurizar a tinta,
e a energia com que a mesma chega ao bico da pistola provoca sua pulverizao.
Presses na ordem de at 30 MPa permitem que sejam aplicadas com este
mtodo tintas com elevadas quantidades de slidos por volume (tintas com pouco ou
nenhum solvente), sem a necessidade de diluio e em espessuras elevadas.
Alm de ser um mtodo que permite a aplicao de pelculas de tintas com
propriedades uniformes em termos de espessura e baixa incidncia de falhas, de
elevada produtividade e tem perdas de tinta na aplicao bastante reduzidas, na ordem
de 15%.
|31
5. Tinta P
5.1. Fbrica de tinta em p
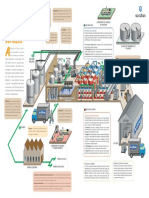
No processo de fabricao de tinta em p, conforme a figura seguinte, a
primeira etapa a separao rigorosa das matrias-primas. A fabricao consiste
em pesagens precisas das matrias primas, seguidas de uma pr-mistura, extruso,
resfriamento, quebra, micronizao, classificao e embalagem.
Figura 9: Esquema da fabricao de tintas em p.
5.1.1. Pesagem
Consistem na separao e pesagem das matrias primas conforme
estabelecido na formulao do produto.
5.1.2. Pr-Mistura
Consiste em misturar todas as matrias primas contidas na formulao do
produto em um misturador apropriado para esta finalidade.
|32
5.1.3. Extruso, Resfriamento e Quebra
Este processo tem a funo de fundir os componentes pr-misturados em
uma nica massa homognea, de modo a permitir total disperso dos pigmentos,
cargas e aditivos fundidos sua resina base.
O processo obtido atravs do equipamento denominado extrusora que por
sua vez desempenha o seu processo atravs de duas roscas sem fim aquecidas
uma temperatura controlada (aproximadamente 120C) que transportam o p que
por sua vez funde e mistura-se perfeitamente formando uma massa pastosa (gel).
Em seguida essa massa resfriada e laminada em placas finas e finalmente so
quebradas em forma de chips.
5.1.4. Micronizao
Esta a ltima etapa na fabricao das tintas em p. Consiste em processar a tinta
na forma de chips para p com partculas controladas granulometricamente. Para esta
operao utilizado o moinho que por sua vez ajustado de modo a obter gros
dimensionados conforme a especificao do cliente.
5.1.5. Controle de Qualidade
O controle de qualidade da tinta em p dividido em duas partes, a anlise
do p e a anlise da tinta curada. Na anlise do p so realizados testes de
granulometria, fluidez, gel time (reatividade) e determinao da cor.
Tambm so realizados testes na tinta curada, aps aplicao no substrato, que se
dividem em ensaios fsicos e qumicos. Os ensaios fsicos so: testes de adeso, brilho,
|33
impacto, flexibilidade, condutividade. J os ensaios qumicos so: testes de cura, resistncia
umidade, UV, nvoa salina e resistncia ao SO
2
.
5.1.6. Classificador
Realiza a separao do tamanho das partculas finas e grossas atravs de
moinhos ou peneiras.
5.1.7. Embalagem
Depois de classificado o p, o produto final acabado embalado e pesado em
recipiente apropriado, em seguida identificado e encaminhado para a devida rea de
armazenamento aguardando a sua expedio.
5.2. Laboratrio de desenvolvimento de Tinta P
Neste laboratrio so desenvolvidos e elaborados novos produtos de acordo
com as exigncias de cada cliente, desde as variadas tonalidades de cores at os graus de
brilho e efeito, nos sistema: Epxi, Polister, Hbrido, Poliuretano e Acrlico.
O desenvolvimento fundamentado e orientado especificamente pelas
exigncias do cliente para qual ser enviada uma amostra do produto desenvolvido,
que sofrer testes e ser submetido s condies da linha de produo do mesmo.
|34
6. Tintas lquidas
6.1. Fabricao da tinta lquida
O primeiro passo a escolha das matrias-primas, sua prvia seleo por
meio de controle de qualidade, para assegurar constante grau de pureza dos
produtos utilizados.
Para uma formulao adequada, devem-se selecionar as resinas, de forma a
ter-se as propriedades adequadas; selecionar os solventes, prprios tanto para as
resinas, quanto para os demais componentes da tinta, bem como nas propriedades
finais do produto para aplicao, selecionar os pigmentos e cargas, de acordo com o
acabamento que se deseja.
A fabricao consiste em uma pr-mistura, seguida de disperso das cargas,
homogeneizao em moinho, demais componentes serem completados, agitao e
embalagem.
6.1.1. Pesagem
A primeira etapa de um processo de fabricao de tintas a pesagem de todas as
matrias primas, realizadas uma a uma conforme a quantidade a ser produzida.
6.1.2. Disperso
O propsito do processo de disperso a mistura dos pigmentos e a sua
umectao, separando-os das partculas primrias ou unitrias de seus
aglomerados, provocando a seguir a estabilizao no veculo escolhido. Esta
operao feita em dispersores de alta rotao.
|35
Figura 10: Fluxograma do processo de produo de tintas lquidas.
6.1.3. Moagem
A moagem tem como finalidade a diminuio das partculas ou disperso dos
pigmentos. Esta feita em moinho de bolas.
6.1.4. Acerto de Cor
No processo de acerto de cor os coloristas utilizam pigmentos, dosados em
pequenas quantidades ou conforme a necessidade de acertar a cor da tinta
mediante um padro de cor previamente definido. Os equipamentos utilizados nesta
etapa do processo so agitadores, e cmara com luz apropriada para a conferncia
do produto com o padro.
6.1.5. Controle de Qualidade
Tambm se realiza o controle de qualidade, onde a tinta enviada ao
laboratrio sendo submetida a diversos testes, como: viscosidade, peso especfico,
|36
teor de slidos, estabilidade, poder de cobertura, secagem, brilho, alastramento,
aderncia, etc.
Uma vez estando com todos os testes aprovados feito o acerto final de
viscosidade.
6.1.6. Embalagem
O processo de embalagem visa acondicionar a tinta, por meio de mquinas
automticas, em recipientes especiais, como gales, baldes, tambores ou
containeres.
6.2. Tipos de Tintas Lquidas
As tintas lquidas podem ser classificadas como tintas de fundo que
responsvel pela adeso do esquema ao substrato, podendo ou no conter
pigmentos inibidores de corroso e promover a proteo ao mesmo. Subdivide-se
em shop primers que servem para proteger o substrato temporariamente, aps
preparo de superfcie e otimizam as operaes de pintura; os promotores de
aderncia que servem para dar aderncia sobre metais no ferrosos; e as primrias
que oferecem proteo anticorrosiva e so aplicadas sobre shop primers,
condicionadores e seladores.
As tintas intermedirias oferecem espessura ao sistema, aumentando a
barreira anticorrosiva (undercoat), e os seladores (tiecoat) que so aplicados sobre
superfcies porosas como madeira, concreto e sobre primers de zinco.
A tinta de acabamento, tambm chamada de esmalte a pelcula final,
responsvel pela proteo do sistema contra o meio ambiente, oferecendo tambm
a esttica final, devido definio da cor, brilho e textura.
|37
7. Fbrica de vernizes eletroisolantes
Vernizes eletroisolantes so polmeros em soluo de solventes e ou
diluentes reativos, com finalidade de isolamento eltrico e trmico nas indstrias
eletroeletrnicas. Os quais so utilizados na proteo do fio de cobre e alumnio
(verniz de esmaltao) e na compactao de estatores, rotores e induzidos (verniz
de impregnao).
7.1. Vernizes de Impregnao
composto de resina e diluente reativo. Todo material impregnante
convertido em material slido na cura.
7.2. Vernizes de Esmaltao
Os vernizes de esmaltao so compostos por resina e solventes, solventes
que sero eliminados no processo de secagem ou cura.
8. Fbrica de Resinas
A maioria das resinas produzidas pela empresa destinada para uso interno
na fabricao de tintas lquidas, em p e vernizes, restando uma pequena parte que
se torna diretamente comercializvel.
A fbrica de resinas produz resinas de polister para uso na tinta p e tinta
lquida, resinas alqudicas para tinta lquida e eletroisolantes, resinas de breu para
eletroisolantes. Tambm so produzidos, para comercializao, vernizes
eletroisolantes de impregnao secagem ao ar e estufa.
|38
Na fbrica de eletroisolantes so produzidas todas as resinas (exceto epxi e
poliuretana), tal como resinas modificadas com leo de soja e mamona, resina
alqudicas fenolada, resina maleica e catalisadores, todos utilizados na produo de
tintas lquidas. Tambm so fabricadas resinas de impregnao, verniz de
esmaltao para comercializao direta.
8.1. Tipos de Resinas fabricadas na WEG Qumica
8.1.1. Resinas Alqudicas
As resinas alqudicas so resultantes de uma reao de esterificao entre
um cido e um lcool, ambos sendo no mnimo bifuncionais. Estes polisteres
formados so modificados com cidos graxos e/ou leos e passaram a ser
chamados de resinas alqudicas.
As resinas alqudicas surgiram da necessidade de se melhorar as
propriedades fsico-qumicas dos leos utilizados em tintas, pois os leos
apresentam o inconveniente de terem a secagem muito lenta, baixa resistncia as
intempries e amarelecimento entre outros. Estas resinas so muito utilizadas pela
vasta flexibilidade para aplicao, com grande variedade de propriedades; alm da
vantagem do custo.
8.1.2. Resinas Epxis
So resinas que possuem grupos epxi, so obtidas por reaes de
condensao atravs da reao entre a epicloridrina, glicerol e um difenol, como o
bisfenol A.
|39
Possui uma excelente resistncia qumica e trmica, sendo muito utilizada em
pequenas propores em diversas formulaes por estas caractersticas e por
melhorar nestas quantidades tambm a resistncia do material. Sua grande
limitao na utilizao em esmaltes, pois possui uma grande tendncia ao
amarelecimento.
So muito utilizadas tambm na fabricao de tintas em p, sendo
preferencialmente utilizada em sistemas hbridos, pois possui uma baixa resistncia
intemperismo e aos raios ultra-violetas do Sol, ocorrendo aps certo tempo um
processo de calcinao. Sistemas hbridos de tinta em p no so nada mais que a
combinao da resina epxi com resina polister, o que elimina o problema, mas
diminui levemente sua resistncia qumica.
8.1.3. Resinas Polisteres
As resinas polisteres saturadas, assim como as alqudicas, so conhecidas
h muitos anos. Houve um desenvolvimento significativo devido ao polister para
tinta em p e para sistemas base d'gua.
As resinas bsicas so polisteres saturados obtidos por poliesterificao de
policidos ou seus anidridos com polilcoois, os dicidos e os glicis so mais
comuns. Os usos e aplicaes mais utilizados so sistema hbrido (polister/epxi),
sistema TGIC (Triglicidil Isocianorato), polister puro e hidroxilada.
|40
8.1.4. Resinas Poliuretnicas
So aqueles polmeros resultantes da reao por condensao entre
poliisocianatos e compostos com grupos hidroxlicos, tendo como exemplo os
poliis, polisteres, entre outros.
A resina de poliuretano possui grande utilizao na rea industrial, moveleira
e assoalhos, martima, entre outras. Possuem baixa temperatura de cura, tima
flexibilidade, dureza, resistncia a raios UV e abraso.
8.1.5. Resinas Fenlicas
Proporcionam ao filme aplicado caractersticas de dureza e resistncia
umidade a aos agentes qumicos.
So de secagem rpida, bom aspecto, possui resistncia excelente gua,
muito boa solventes fortes, detergentes, cidos, abraso, e boa ao, calor, lcalis,
flexibilidade. Possui uma dureza muito boa, mas propensa ao amarelecimento, por
isso seu uso em cores claras evitado. uma resina pouco utilizada atualmente,
pois sua matria-prima muito txica.
8.1.6. Resinas Acrlicas
So copolmeros de baixo peso molecular sintetizados a partir de
combinaes entre diferentes tipos de monmeros que fornecem por sua vez
caractersticas particulares ao polmero.
So utilizadas principalmente em vernizes automotivos, apresentando
excelentes resistncias qumicas e mecnicas, alm de excelente brilho. Podem ser
|41
utilizadas em sistemas mono e bi-componente (em conjunto com isocianatos). As
resinas acrlicas so obtidas pelo processo de adio. Sua sintetizao processa-se
atravs de reaes de adio promovidas em um meio (solvente).
9. Controle de Qualidade
O controle de qualidade est presente em todas as etapas do processo de
produo na Weg tintas. A empresa armazena amostras de todos os lotes de
produtos fabricados durante o seu prazo de validade. Conta tambm com um
sistema informatizado para gerenciamento e rastreabilidade de todos os dados de
anlises, tanto dos lotes de matria-prima quanto de produto acabado.
Toda a matria-prima que chega Weg tintas inspecionada com o objetivo
de garantir a qualidade do produto que est em processo.
No recebimento so realizadas anlises de:
- Pureza;
- Umidade;
- Slidos;
- Ponto de fuso e amolecimento;
- Cor;
- Viscosidade;
- Entre outras anlises tintomtricas.
Todas as anlises so feitas em ambiente climatizado, visando manter
uma constante durante todo o ano.
|42
9.1. Ensaios e Testes Destrutivos
Neste setor so realizados tanto testes para verificar a aplicao do
tratamento de superfcie feita pelo cliente que recebeu a tinta assim como para
test-la em funo da sua resistncia a corroso. Abaixo segue a descrio dos
principais testes praticados nesse laboratrio:
9.1.1. Teste Salt Spray
Equipamento que cria um ambiente a 35 C e 1 bar de presso, onde nestas
condies ele gera uma nvoa de suspenso salina a 5% de NaCl PA (laboratorial)
a qual vai agir agressivamente contra um corte feito em X nas amostras, corte este
que ser avaliado posteriormente.
A WEG Tintas alm de oferecer esse tipo de teste a seus clientes tambm o
utiliza para o desenvolvimento de novas tecnologias. Os testes so verificados a
cada 24h, onde aps anlise de cada amostra, o equipamento volta a trabalhar.
Para evitar influncia da provvel oxidao interna do equipamento, ele utiliza
suportes internos de resina.
Para se ter uma noo de resistncia entre os diferentes sistemas de pintura
basta compar-los: um sistema de pintura a base de tinta alqudica resiste
proximadamente de 48 s 72h de Salt Spray; um sistema a base de tintas epxi
resiste em mdia 500h; j um sistema de pintura com tinta epxi mais zinco resiste
de 2000 a 3000h de Salt Spray.
|43
9.1.2. Cmara de Umidade
um equipamento que simula o efeito da umidade sobre os sistemas de
pintura. Ele cria um ambiente a 40 C com alta umidade. Este sistema tambm
utilizado para testar amostrar enviadas pelos clientes assim como para testar novos
produtos das tintas WEG.
9.1.3. Cmara de UV-B
Simula a influncia da radiao UV-B sobre os materiais analisados. Ele
mede principalmente as caractersticas de cor e brilho dos sistemas de pintura, onde
ele submete as amostras 4h expostas radiao Ultravioleta (este equipamento
permite a trocas das suas lmpadas, podendo ainda serem feitas anlises com a
radiao UV-A e tambm com lmpadas que simulam toda a radiao proveniente
do Sol.
9.1.4. Cmara de imerso em gua
Expe as amostras a uma imerso em gua a 40 para testar sua
impermeabilidade, alm de submeter as amostras a uma soluo salina com 3,5%
com tambm 40 C.
9.1.5. Cmara de SO2
Simula a exposio das amostras em ambientes cidos, onde ele cria uma
condio de 40 C mais SO
2
sendo injetado no sistema durante 8h. Aps esse
tempo o equipamento fica desligado durante 16h.
|44
9.1.6. Teste de Intemperismo Natural
A WEG possui dois lugares onde expes suas amostras ao intemperismo
natural: um em Guaramirim na prpria WEG, onde h um ambiente industrial; e outro
em Piarras em SC, onde h um ambiente martimo.
Este teste avalia principalmente caractersticas como cor, brilho e
aparecimento de bolhas. Sua avaliao se d a cada 3 meses, onde so testados
produtos acabados como em desenvolvimento.
9.2. Anlise de Matria-Prima e Produtos Acabados
Setor onde so analisados os produtos acabados e as matrias-primas . Aqui
so guardados todos os ltimos 4 lotes de todos os componentes analisados.
Alguns fornecedores de matrias primas, aps algum tempo, assinam com a
WEG Tintas um contrato de Qualidade Assegurada onde a empresa fornecedora se
compromete em entregar uma matria-prima de tima qualidade e com quaisquer
eventuais problemas procedentes com seus produtos quando comprovados
problemas com eles.
Abaixo esto citados alguns dos principais equipamentos utilizados para
anlise de produtos acabados e MP:
9.2.1. Aparelho Digital de Ponto de Fuso
Aparelho no qual analisado o Ponto de Fuso das tintas em p. Nele
programada uma faixa de temperatura onde dentro da qual a tinta p deve,
teoricamente, atingir seu PF. A tinta p colocada dentro de lamnulas e quando a
tinta est prxima de seu PF o laboratorista observa com a lupa sob as lamnulas o
|45
momento exato onde se forma a primeira gotcula lquida, conferindo assim o PF da
tinta analisada.
9.2.2. ndice de Refrao
Como o prprio nome diz serve para medir o ndice de refrao dos
compostos analisados. utilizado principalmente para avaliar MP.
9.2.3. Cromatgrafo HP 6890
Informa as quantidades e as substncias existentes nos diferentes
componentes das tintas. Possui uma limpeza interna automtica garantindo assim
uma maior confiabilidade nas anlises. utilizado tanto pata avaliar Produtos
acabados como MP.
10. Assistncia Tcnica
Como o prprio nome diz esse setor responsvel por resolver problemas de
toda e qualquer rea ligada pintura em geral, principalmente problemas
provenientes dos clientes.
Em assistncia tcnica so tratados tanto problemas ligados a defeitos da
pelcula, como problemas com os produtos contidos nas embalagens, problemas no
tratamento das superfcies, problemas de aplicao, etc.
|46
11. Principais atividades desenvolvidas no estgio
Durante o estgio foram desenvolvidos dois projetos, um de tinta lquida e um
de tinta p. Alm desses dois projetos foram desenvolvidas outras atividades dentro
da WEG tintas.
11. 1. Tr abal ho de t i nt a l qui da
Comparativo entre produto Lackpoxi N2198 WEG e os produtos concorrentes
que seguem a mesma norma N2198 PETROBRS. Sendo o N2198 aplicado como
primer em diversos tipos de metais seguindo a N1021 da PETROBRS como: ao
carbono, ao carbono galvanizado a fogo, galvanizado eletroltico, cobre, lato. No
acabamento foram aplicados os produtos tambm normalizados da PETROBRS, o
N2677 e o N2630. Foram realizados testes de aderncia em grade e aderncia em X
para determinar o desempenho das tintas. Como algumas informaes deste
relatrio so confidenciais, os fabricantes das tintas em testes foram denominados
como A, B, C, D, E e F.
11. 1. 1. Nor ma N1021 PETROBRS
Pintura de superfcies galvanizadas, ligas ferrosas e no ferrosas, materiais
compsitos e polimricos.
Para a preparao da superfcie dos materiais, foi feita uma tropicalizao da
norma para ser idntica em todos os matrias. Para cada tipo de material foi feita
uma amostra com superfcie desengraxada e uma outra com desengraxe e
lixamento.
|47
O lixamento foi executado manualmente com lixa da gua 180, de modo a
provocar um perfil de rugosidade que facilite a aderncia da tinta ao substrato.
O desengraxe foi feito manualmente com Thiner de limpeza.
11.1.2. Tinta de fundo
Aplica- se uma demo da tinta epxi isocianato normalizada PETROBRS
N2198 por meio de pistola convencional, com uma espessura de pelcula seca de 15
a 20m. O intervalo mnimo de repintura de 6 horas e o mximo de 72 horas.
Sendo que o utilizado foi de 24 horas para todos os corpos de prova.
11.1.3. Tinta acabamento
Aplica-se uma demo da tinta poliuretano acrlico normalizada PETROBRS
N2677 por meio de pistola convencional, com espessura de pelcula seca mnima de
60m.
Tambm foi realizada uma outra variao de acabamento, utilizando uma tinta
epxi poliamida que atende a norma N2630 PETROBRS. Foi aplicado por meio de
pistola convencional, com espessura de pelcula seca mnima de 100m.
11.1.4. Testes realizados
Para determinar a aderncia foram realizados testes de corte em X e corte em
grade segunda N13 PETROBRS. O teste de corte em X feito para espessura de
pelcula seca maior que 100m e o de grade para espessura menor que 100m.
|48
O plano aplicado N2198 +N2677 ficou em mdia com espessura seca final
superior a 100m, por isso se optou pela corte em X. O plano N2198 +N2630 ficou
com espessura seca final superior a 150m, utilizando o corte em X. Para realizao
dos testes onde foi aplicado apenas o N2198, utilizou-se o corte em grade, pois sua
camada seca ficou entre 15 e 25m.
Foi utilizada fita adesiva normalizada da 3M, gabarito normalizado para o
corte, estilete, borracha para pressionar a fita sobre o corte. Abaixo podemos ver os
destacamentos que determinam o grau de aderncia para cada mtodo.
|49
Figura 11: Destacamento Y para corte em X
|50
Figura 12: Destacamento em X para corte em X
|51
Figura 13: Destacamento de rea para corte em grade
|52
1.1.5. Resultados dos testes de aderncia
Ao carbono
Data de aplicao do primer: 13/04
Temperatura: 23
o
C
URA: 81%
Data de aplicao do acabamento: 14/04
Temperatura: 25,7
o
C
URA:71%
Tabela 1: Aderncia do N2198 sobre substrato de ao carbono
desengraxado
Produto
Aderncia
1 dia 7 dias 15 dias 30 dias 45 dias 60 dias
N2198
A
GR0 GR0 GR0 GR0 GR0 GR0
N2198
B
GR0 GR0 GR0 GR0 GR0 GR0
N2198
C
GR0 GR0 GR0 GR0 GR0 GR0
N2198
D
GR0 GR0 GR0 GR0 GR0 GR0
N2198
E
GR0 GR0 GR0 GR0 GR0 GR0
F GR0 GR0 GR0 GR0 GR0 GR0
Fonte: Dados experimentais
|53
Fotos 1: Aderncia do N2198 sobre substrato de ao carbono desengraxado
Produto
Aderncia
1 dia 7 dias 15 dias 30 dias 45 dias 60 dias
N2198
A
N2198
B
N2198
C
N2198
D
N2198
E
F
|54
Tabela 2: Aderncia do N2198 + N2677 sobre substrato de ao carbono
desengraxado
Produto
Aderncia
1 dia 7 dias 15 dias 30 dias 45 dias 60 dias
N2198 +
N2677
A
Y1 X0 Y1 X0 Y1 X0 Y1 X0 Y2 X0 Y2 X0
N2198 +
N2677
B
Y1 X0 Y1 X0 Y1 X0 Y1 X0 Y1 X0 Y1 X0
N2198 +
N2677
C
Y1 X0 Y1 X0 Y1 X0 Y1 X0 Y1 X0 Y1 X0
N2198 +
N2677
D
Y1 X0 Y1 X0 Y1 X0 Y1 X0 Y1 X0 Y1 X0
N2198 +
N2677
E
Y1 X0 Y1 X0 Y2 X0 Y1 X0 Y1 X0 Y1 X0
N2198 +
N2677
F
Y1 X0 Y1 X0 Y1 X0 Y1 X0 Y1 X0 Y1 X0
Fonte: Dados experimentais
|55
Fotos 2: Aderncia do N2198 + N2677 sobre substrato de ao carbono desengraxado
Produto
Aderncia
1 dia 7 dias 15 dias 30 dias 45 dias 60 dias
N2198 +
N2677
A
N2198 +
N2677
B
N2198 +
N2677
C
N2198 +
N2677
D
N2198 +
N2677
E
Galweg +
N2677
F
|56
Tabela 3: Aderncia do N2198 + N2630 sobre substrato de ao carbono
desengraxado
Produto
Aderncia
1 dia 7 dias 15 dias 30 dias 45 dias 60 dias
N2198 +
N2630
A
Y1 X0 Y1 X0 Y2 X0 Y2 X0 Y2 X0 Y2 X0
N2198 +
N2630
B
Y1 X0 Y2 X0 Y2 X0 Y1 X0 Y1 X0 Y1 X0
N2198 +
N2630
D
Y1 X0 Y0 X0 Y0 X0 Y0 X0 Y0 X0 Y1 X0
N2198 +
N2630
E
Y2 X0 Y1 X0 Y2 X0 Y2 X0 Y2 X0 Y1 X0
N2198 +
N2630
F
Y0 X0 Y2 X0 Y1 X0 Y0 X0 Y1 X0 Y1 X0
Fonte: Dados experimentais
|57
Fotos 3: Aderncia do N2198 + N2630 sobre substrato de ao carbono desengraxado
Produto
Aderncia
1 dia 7 dias 15 dias 30 dias 45 dias 60 dias
N2198 +
N2630
A
N2198 +
N2630
B
N2198 +
N2630
D
N2198 +
N2630
E
N2198 +
N2630
F
|58
Tabela 4: Aderncia do N2198 sobre substrato de ao carbono
desengraxado e lixado
Produto
Aderncia
1 dia 7 dias 15 dias 30 dias 45 dias 60 dias
N2198
A
GR0 GR0 GR0 GR0 GR0 GR0
N2198
B
GR0 GR0 GR0 GR0 GR0 GR0
N2198
C
GR0 GR0 GR0 GR0 GR0 GR0
N2198
D
GR0 GR0 GR0 GR0 GR0 GR0
N2198
E
GR0 GR0 GR0 GR0 GR0 GR0
F GR0 GR0 GR0 GR0 GR0 GR0
Fonte: Dados experimentais
|59
Fotos 4: Aderncia do N2198 sobre substrato de ao carbono desengraxado e lixado
Produt
o
Aderncia
1 dia 7 dias 15 dias 30 dias 45 dias 60 dias
N2198
A
N2198
B
N2198
C
N2198
D
N2198
E
F
|60
Tabela 5: Aderncia do N2198 + N2677 sobre ao carbono desengraxado
e lixado
Produto
Aderncia
1 dia 7 dias 15 dias 30 dias 45 dias 60 dias
N2198 +
N2677
A
Y1 X0 Y1 X0 Y1 X0 Y0 X0 Y0 X0 Y0 X0
N2198 +
N2677
B
Y1 X0 Y1 X0 Y1 X0 Y1 X0 Y1 X0 Y1 X0
N2198 +
N2677
C
Y1 X0 Y1 X0 Y1 X0 Y1 X0 Y1 X0 Y1 X0
N2198 +
N2677
D
Y1 X0 Y1 X0 Y1 X0 Y1 X0 Y1 X0 Y1 X0
N2198 +
N2677
E
Y1 X0 Y0 X0 Y1 X0 Y0 X0 Y1 X0 Y0 X0
N2198 +
N2677
F
Y1 X0 Y1 X0 Y1 X0 Y1 X0 Y1 X0 Y0 X0
Fonte: Dados experimentais
|61
Fotos 5: Aderncia do N2198 + N2677 sobre ao carbono desengraxado + lixado
Produto
Aderncia
1 dia 7 dias 15 dias 30 dias 45 dias 60 dias
N2198 +
N2677
A
N2198 +
N2677
B
N2198 +
N2677
C
N2198 +
N2677
D
N2198 +
N2677
E
Galweg +
N2677
F
|62
Tabela 6: Aderncia do N2198 + N2630 sobre ao carbono desengraxado
e lixado
Produto
Aderncia
1 dia 7 dias 15 dias 30 dias 45 dias 60 dias
N2198 +
N2630
A
Y0 X0 Y1 X0 Y1 X0 Y0 X0 Y1 X0 Y1 X0
N2198 +
N2630
B
Y1 X0 Y2 X0 Y1 X0 Y0 X0 Y1 X0 Y1 X0
N2198 +
N2630
D
Y0 X0 Y0 X0 Y0 X0 Y0 X0 Y0 X0 Y0 X0
N2198 +
N2630
E
Y1 X0 Y0 X0 Y0 X0 Y0 X0 Y1 X0 Y1 X0
N2198 +
N2630
F
Y0 X0 Y2 X0 Y1 X0 Y0 X0 Y1 X0 Y1 X0
Fonte: Dados experimentais
|63
Fotos 6: Aderncia do N2198 + N2630 sobre ao carbono desengraxado e lixado
Produto
Aderncia
1 dia 7 dias 15 dias 30 dias 45 dias 60 dias
N2198 +
N2630
A
N2198 +
N2630
B
N2198 +
N2630
D
N2198 +
N2630
E
N2198 +
N2630
F
|64
Tabela 7: Aderncia do N2198 sobre galvanizado a fogo desengraxado
Produto
Aderncia
1 dia 7 dias 15 dias 30 dias 45 dias 60 dias
N2198
A
GR0 GR0 GR0 GR0 GR0 GR0
N2198
B
GR0 GR0 GR0 GR0 GR0 GR0
N2198
C
GR0 GR0 GR0 GR0 GR0 GR0
N2198
D
GR0 GR0 GR0 GR0 GR0 GR0
N2198
E
GR0 GR0 GR0 GR1 GR0 GR0
F GR0 GR0 GR0 GR0 GR0 GR0
Fonte: Dados experimentais
|65
Tabela 7: Aderncia do N2198 sobre galvanizado a fogo desengraxado
Produto
Aderncia
1 dia 7 dias 15 dias 30 dias 45 dias 60 dias
N2198
A
N2198
B
N2198
C
N2198
D
N2198
E
F
|66
Tabela 8: Aderncia do N2198 + N2677 sobre galvanizado a fogo
desengraxado
Produto
Aderncia
1 dia 7 dias 15 dias 30 dias 45 dias 60 dias
N2198 +
N2677
A
Y1 X0 Y1 X0 Y2 X0 Y1 X0 Y1 X0 Y2 X0
N2198 +
N2677
B
Y1 X0 Y1 X0 Y1 X0 Y1 X0 Y1 X0 Y1 X0
N2198 +
N2677
C
Y0 X0 Y1 X0 Y1 X0 Y1 X0 Y1 X0 Y1 X0
N2198 +
N2677
D
Y1 X0 Y1 X0 Y0 X0 Y1 X0 Y1 X0 Y1 X0
N2198 +
N2677
E
Y1 X0 Y0 X0 Y1 X0 Y1 X0 Y1 X0 Y1 X0
Galweg +
N2677
F
Y1 X0 Y1 X0 Y1 X0 Y1 X0 Y2 X0 Y2 X0
Fonte: Dados experimentais
|67
Fotos 8: Aderncia do N2198 + N2677 sobre galvanizado a fogo desengraxado
Produto
Aderncia
1 dia 7 dias 15 dias 30 dias 45 dias 60 dias
N2198 +
N2677
A
N2198 +
N2677
B
N2198 +
N2677
C
N2198 +
N2677
D
N2198 +
N2677
E
Galweg +
N2677
F
|68
Tabela 9: Aderncia do N2198 + N2630 sobre galvanizado a fogo
desengraxado
Produto
Aderncia
1 dia 7 dias 15 dias 30 dias 45 dias 60 dias
N2198 +
N2630
A
Y1 X0 Y2 X0 Y1 X0 Y2 X0 Y1 X0 Y1 X0
N2198 +
N2630
B
Y1 X0 Y2 X0 Y2 X0 Y1 X0 Y2 X0 Y2 X0
N2198 +
N2630
D
Y2 X0 Y1 X0 Y1 X0 Y1 X0 Y0 X0 Y1 X0
N2198 +
N2630
E
Y1 X0 Y0 X0 Y1 X0 Y1 X0 Y0 X0 Y2 X0
Galweg +
N2630
F
Y0 X0 Y2 X0 Y0 X0 Y0 X0 Y1 X0 Y1 X0
Fonte: Dados experimentais
|69
Fotos 9: Aderncia do N2198 + N2630 sobre galvanizado a fogo desengraxado
Produto
Aderncia
1 dia 7 dias 15 dias 30 dias 45 dias 60 dias
N2198 +
N2630
A
N2198 +
N2630
B
N2198 +
N2630
D
N2198 +
N2630
E
N2198 +
N2630
F
|70
Tabela 10: Aderncia do N2198 sobre galvanizado a fogo desengraxado
e lixado
Produto
Aderncia
1 dia 7 dias 15 dias 30 dias 45 dias 60 dias
N2198
A
GR0 GR0 GR0 GR0 GR0 GR0
N2198
B
GR0 GR0 GR0 GR0 GR0 GR0
N2198
C
GR0 GR0 GR0 GR0 GR0 GR0
N2198
D
GR0 GR0 GR0 GR0 GR0 GR0
N2198
E
GR0 GR0 GR0 GR1 GR0 GR0
F GR0 GR0 GR0 GR0 GR0 GR0
Fonte: Dados experimentais
|71
Fotos 10: Aderncia do N2198 sobre galvanizado a fogo desengraxado e lixado
Produto
Aderncia
1 dia 7 dias 15 dias 30 dias 45 dias 60 dias
N2198
A
N2198
B
N2198
C
N2198
D
N2198
E
F
|72
Tabela 11: Aderncia do N2198 + N2677 sobre galvanizado a fogo
desengraxado e lixado
Produto
Aderncia
1 dia 7 dias 15 dias 30 dias 45 dias 60 dias
N2198 +
N2677
A
Y0 X0 Y1 X0 Y2 X0 Y1 X0 Y1 X0 Y1 X0
N2198 +
N2677
B
Y1 X0 Y1 X0 Y1 X0 Y1 X0 Y1 X0 Y1 X0
N2198 +
N2677
C
Y0 X0 Y1 X0 Y0 X0 Y1 X0 Y1 X0 Y1 X0
N2198 +
N2677
D
Y1 X0 Y1 X0 Y1 X0 Y1 X0 Y1 X0 Y1 X0
N2198 +
N2677
E
Y1 X0 Y0 X0 Y0 X0 Y1 X0 Y1 X0 Y0 X0
Galweg +
N2677
F
Y0 X0 Y1 X0 Y1 X0 Y1 X0 Y1 X0 Y1 X0
Fonte: Dados experimentais
|73
Fotos 11: Aderncia do N2198 + N2677 sobre galvanizado a fogo desengraxado e lixado
Produto
Aderncia
1 dia 7 dias 15 dias 30 dias 45 dias 60 dias
N2198 +
N2677
A
N2198 +
N2677
B
N2198 +
N2677
C
N2198 +
N2677
D
N2198 +
N2677
E
Galweg +
N2677
F
|74
Tabela 12: Aderncia do N2198 + N2630 sobre galvanizado a fogo
desengraxado e lixado
Produto
Aderncia
1 dia 7 dias 15 dias 30 dias 45 dias 60 dias
N2198 +
N2630
A
Y1 X0 Y1 X0 Y1 X0 Y0 X0 Y1 X0 Y1 X0
N2198 +
N2630
B
Y1 X0 Y2 X0 Y1 X0 Y0 X0 Y2 X0 Y2 X0
N2198 +
N2630
D
Y1 X0 Y0 X0 Y1 X0 Y1 X0 Y0 X0 Y1 X0
N2198 +
N2630
E
Y1 X0 Y0 X0 Y0 X0 Y0 X0 Y0 X0 Y0 X0
N2198 +
N2630
F
Y0 X0 Y2 X0 Y1 X0 Y0 X0 Y1 X0 Y0 X0
Fonte: Dados experimentais
|75
Fotos 12: Aderncia do N2198 + N2630 sobre galvanizado a fogo desengraxado e lixado
Produto
Aderncia
1 dia 7 dias 15 dias 30 dias 45 dias 60 dias
N2198 +
N2630
A
N2198 +
N2630
B
N2198 +
N2630
D
N2198 +
N2630
E
N2198 +
N2630
F
|76
Tabela 13: Aderncia do N2198 sobre galvanizado eletroltico
desengraxado
Produto
Aderncia
1 dia 7 dias 15 dias 30 dias 45 dias 60 dias
N2198
A
GR0 GR0 GR0 GR0 GR0 GR0
N2198
B
GR0 GR0 GR0 GR0 GR0 GR0
N2198
C
GR0 GR0 GR0 GR0 GR0 GR0
N2198
D
GR0 GR0 GR0 GR0 GR0 GR0
N2198
E
GR0 GR0 GR0 GR0 GR0 GR0
F GR0 GR0 GR0 GR0 GR0 GR0
Fonte: Dados experimentais
|77
Fotos 13: Aderncia do N2198 sobre galvanizado eletroltico desengraxado
Produto
Aderncia
1 dia 7 dias 15 dias 30 dias 45 dias 60 dias
N2198
A
N2198
B
N2198
C
N2198
D
N2198
E
F
|78
Tabela 14: Aderncia do N2198 + N2677 sobre galvanizado eletroltico
desengraxado
Produto
Aderncia
1 dia 7 dias 15 dias 30 dias 45 dias 60 dias
N2198 +
N2677
A
Y1 X0 Y1 X0 Y1 X0 Y1 X0 Y1 X0 Y1 X0
N2198 +
N2677
B
Y1 X0 Y0 X0 Y1 X0 Y1 X0 Y1 X0 Y1 X0
N2198 +
N2677
C
Y0 X0 Y0 X0 Y1 X0 Y1 X0 Y1 X0 Y1 X0
N2198 +
N2677
D
Y1 X0 Y1 X0 Y1 X0 Y1 X0 Y1 X0 Y1 X0
N2198 +
N2677
E
Y0 X0 Y1 X0 Y0 X0 Y1 X0 Y1 X0 Y0 X0
N2198 +
N2677
F
Y1 X0 Y1 X0 Y0 X0 Y1 X0 Y1 X0 Y1 X0
Fonte: Dados experimentais
|79
Fotos 14: Aderncia do N2198 + N2677 sobre galvanizado eletroltico desengraxado
Produto
Aderncia
1 dia 7 dias 15 dias 30 dias 45 dias 60 dias
N2198 +
N2677
A
N2198 +
N2677
B
N2198 +
N2677
C
N2198 +
N2677
D
N2198 +
N2677
E
N2198 +
N2677
F
|80
Tabela 15: Aderncia do N2198 + N2630 sobre galvanizado eletroltico
desengraxado
Produto
Aderncia
1 dia 7 dias 15 dias 30 dias 45 dias 60 dias
N2198 +
N2630
A
Y1 X0 Y1 X0 Y1 X0 Y1 X0 Y2 X0 Y1 X0
N2198 +
N2630
B
Y1 X0 Y2 X0 Y2 X0 Y2 X0 Y2 X0 Y2 X0
N2198 +
N2630
D
Y2 X0 Y0 X0 Y1 X0 Y0 X0 Y0 X0 Y1 X0
N2198 +
N2630
E
Y0 X0 Y0 X0 Y1 X0 Y1 X0 Y0 X0 Y0 X0
N2198 +
N2630
F
Y0 X0 Y2 X0 Y1 X0 Y1 X0 Y2 X0 Y1 X0
Fonte: Dados experimentais
|81
Fotos 15: Aderncia do N2198 + N2630 sobre galvanizado eletroltico desengraxado
Produto
Aderncia
1 dia 7 dias 15 dias 30 dias 45 dias 60 dias
N2198 +
N2630
A
N2198 +
N2630
B
N2198 +
N2630
D
N2198 +
N2630
E
N2198 +
N2630
F
|82
Tabela 16: Aderncia do N2198 sobre cobre desengraxado
Produto
Aderncia
1 dia 7 dias 15 dias 30 dias 45 dias 60 dias
N2198
A
GR0 GR1 GR1 GR1 GR1 GR2
N2198
B
GR0 GR0 GR0 GR0 GR0 GR0
N2198
C
GR0 GR0 GR0 GR0 GR0 GR0
N2198
D
GR0 GR0 GR0 GR0 GR0 GR0
N2198
E
GR2 GR4 GR4 GR4 GR4 GR2
F GR0 GR0 GR0 GR0 GR0 GR0
Fonte: Dados experimentais
|83
Fotos 16: Aderncia do N2198 sobre cobre desengraxado
Produto
Aderncia
1 dia 7 dias 15 dias 30 dias 45 dias 60 dias
N2198
A
N2198
B
N2198
C
N2198
D
N2198
E
F
|84
Tabela17: Aderncia do N2198 + 2677 sobre cobre desengraxado
Produto
Aderncia
1 dia 7 dias 15 dias 30 dias 45 dias 60 dias
N2198 +
N2677
A
Y2 X0 Y3 X2 Y2 X0 Y2 X4 Y2 X4 Y2 X2
N2198 +
N2677
B
Y1 X0 Y1 X0 Y1 X0 Y1 X0 Y1 X0 Y1 X0
N2198 +
N2677
C
Y1 X0 Y1 X0 Y1 X0 Y1 X0 Y1 X0 Y1 X0
N2198 +
N2677
D
Y1 X0 Y1 X0 Y1 X0 Y1 X0 Y1 X0 Y1 X0
N2198 +
N2677
E
Y1 X0 Y3 X0 Y2 X0 Y2 X0 Y2 X0 Y1 X0
N2198 +
N2677
F
Y1 X0 Y1 X0 Y1 X0 Y1 X0 Y1 X0 Y1 X0
Fonte: Dados experimentais
|85
Fotos 17: Aderncia do N2198 + 2677 sobre cobre desengraxado
Produto
Aderncia
1 dia 7 dias 15 dias 30 dias 45 dias 60 dias
N2198 +
N2677
A
N2198 +
N2677
B
N2198 +
N2677
C
N2198 +
N2677
D
N2198 +
N2677
E
N2198 +
N2677
F
|86
Tabela 18: Aderncia do N2198 + N2630 sobre cobre desengraxado
Produto
Aderncia
1 dia 7 dias 15 dias 30 dias 45 dias 60 dias
N2198 +
N2630
A
Y1 X0 Y3 X0 Y3 X2 Y3 X3 Y3 X4 Y3 X3
N2198 +
N2630
B
Y1 X0 Y2 X0 Y2 X0 Y2 X0 Y2 X0 Y2 X0
N2198 +
N2630
C
Y1 X0 Y1 X0 Y2 X0 Y0 X0 Y2 X0 Y0 X0
N2198 +
N2630
D
Y2 X0 Y4 X4 Y4 X4 Y4 X4 Y3 X3 Y4 X4
N2198 +
N2630
E
Y1 X0 Y3 X0 Y2 X0 Y2 X0 Y2 X0 Y2 X0
Fonte: Dados experimentais
|87
Fotos 18: Aderncia do N2198 + N2630 sobre cobre desengraxado
Produto
Aderncia
1 dia 7 dias 15 dias 30 dias 45 dias 60 dias
N2198 +
N2630
A
N2198 +
N2630
B
N2198 +
N2630
D
N2198 +
N2630
E
N2198 +
N2630
F
|88
Tabela 19: Aderncia do N2198 sobre cobre desengraxado e lixado
Produto
Aderncia
1 dia 7 dias 15 dias 30 dias 45 dias 60 dias
N2198
A
GR0 GR0 GR0 GR0 GR0 GR0
N2198
B
GR0 GR0 GR0 GR0 GR0 GR0
N2198
C
GR0 GR0 GR0 GR0 GR0 GR0
N2198
D
GR0 GR0 GR0 GR0 GR0 GR0
N2198
E
GR0 GR0 GR0 GR0 GR0 GR0
F GR0 GR0 GR0 GR0 GR0 GR0
Fonte: Dados experimentais
|89
Fotos 19: Aderncia do N2198 sobre cobre desengraxado e lixado
Produto
Aderncia
1 dia 7 dias 15 dias 30 dias 45 dias 60 dias
N2198
A
N2198
B
N2198
C
N2198
D
N2198
E
F
|90
Tabela 20: Aderncia do N2198 + N 2677 sobre cobre desengraxado e
lixado
Produto
Aderncia
1 dia 7 dias 15 dias 30 dias 45 dias 60 dias
N2198 +
N2677
A
Y1 X0 Y1 X0 Y1 X0 Y1 X0 Y0 X0 Y0 X0
N2198 +
N2677
B
Y1 X0 Y1 X0 Y1 X0 Y1 X0 Y1 X0 Y1 X0
N2198 +
N2677
C
Y0 X0 Y1 X0 Y1 X0 Y1 X0 Y0 X0 Y0 X0
N2198 +
N2677
D
Y0 X0 Y1 X0 Y1 X0 Y1 X0 Y1 X0 Y0 X0
N2198 +
N2677
E
Y0 X0 Y1 X0 Y1 X0 Y1 X0 Y0 X0 Y0 X0
N2198 +
N2677
F
Y1 X0 Y1 X0 Y1 X0 Y1 X0 Y1 X0 Y1 X0
Fonte: Dados experimentais
|91
Fotos 20: Aderncia do N2198 + N 2677 sobre cobre desengraxado e lixado
Produto
Aderncia
1 dia 7 dias 15 dias 30 dias 45 dias 60 dias
N2198 +
N2677
A
N2198 +
N2677
B
N2198 +
N2677
C
N2198 +
N2677
D
N2198 +
N2677
E
N2198 +
N2677
F
|92
Tabela 21: Aderncia do N2198 + N2630 sobre cobre desengraxado e
lixado
Produto
Aderncia
1 dia 7 dias 15 dias 30 dias 45 dias 60 dias
N2198 +
N2630
A
Y1 X0 Y1 X0 Y1 X0 Y0 X0 Y0 X0 Y1 X0
N2198 +
N2630
B
Y1 X0 Y2 X0 Y1 X0 Y1 X0 Y2 X0 Y2 X0
N2198 +
N2630
D
Y0 X0 Y0 X0 Y0 X0 Y0 X0 Y2 X0 Y0 X0
N2198 +
N2630
E
Y0 X0 Y1 X0 Y1 X0 Y0 X0 Y1 X0 Y1 X0
N2198 +
N2630
F
Y1 X0 Y2 X0 Y2 X0 Y2 X0 Y2 X0 Y2 X0
Fonte: Dados experimentais
|93
Fotos 21: Aderncia do N2198 + N2630 sobre cobre desengraxado e lixado
Produto
Aderncia
1 dia 7 dias 15 dias 30 dias 45 dias 60 dias
N2198 +
N2630
A
N2198 +
N2630
B
N2198 +
N2630
D
N2198 +
N2630
E
N2198 +
N2630
F
|94
Tabela 22: Aderncia do N2198 sobre lato desengraxado
Produto
Aderncia
1 dia 7 dias 15 dias 30 dias 45 dias 60 dias
N2198
A
GR0 GR0 GR0 GR0 GR0 GR0
N2198
B
GR0 GR0 GR0 GR0 GR0 GR0
N2198
C
GR0 GR0 GR0 GR0 GR0 GR0
N2198
D
GR0 GR0 GR0 GR0 GR0 GR0
N2198
E
GR0 GR0 GR0 GR0 GR0 GR0
F GR0 GR0 GR0 GR0 GR0 GR0
Fonte: Dados experimentais
|95
Fotos 22: Aderncia do N2198 sobre lato desengraxado
Produto
Aderncia
1 dia 7 dias 15 dias 30 dias 45 dias 60 dias
N2198
A
N2198
B
N2198
C
N2198
D
N2198
E
F
|96
Tabela 23: Aderncia do N2198 + N2677 sobre lato desengraxado
Produto
Aderncia
1 dia 7 dias 15 dias 30 dias 45 dias 60 dias
N2198 +
N2677
A
Y1 X0 Y1 X0 Y1 X0 Y1 X0 Y1 X0 Y0 X0
N2198 +
N2677
B
Y1 X0 Y1 X0 Y1 X0 Y1 X0 Y1 X0 Y1 X0
N2198 +
N2677
C
Y0 X0 Y1 X0 Y1 X0 Y1 X0 Y0 X0 Y0 X0
N2198 +
N2677
D
Y1 X0 Y1 X0 Y1 X0 Y1 X0 Y1 X0 Y1 X0
N2198 +
N2677
E
Y0 X0 Y1 X0 Y1 X0 Y1 X0 Y0 X0 Y0 X0
N2198 +
N2677
F
Y1 X0 Y1 X0 Y1 X0 Y1 X0 Y1 X0 Y1 X0
Fonte: Dados experimentais
|97
Fotos 23: Aderncia do N2198 + N2677 sobre lato desengraxado
Produto
Aderncia
1 dia 7 dias 15 dias 30 dias 45 dias 60 dias
N2198 +
N2677
A
N2198 +
N2677
B
N2198 +
N2677
C
N2198 +
N2677
D
N2198 +
N2677
E
N2198 +
N2677
F
|98
Tabela 24: Aderncia do N2198 + N2630 sobre lato desengraxado
Produto
Aderncia
1 dia 7 dias 15 dias 30 dias 45 dias 60 dias
N2198 +
N2630
A
Y1 X0 Y2 X0 Y2 X0 Y1 X0 Y1 X0 Y1 X0
N2198 +
N2630
B
Y1 X0 Y2 X0 Y1 X0 Y1 X0 Y1 X0 Y1 X0
N2198 +
N2630
D
Y0 X0 Y1 X0 Y0 X0 Y0 X0 Y1 X0 Y0 X0
N2198 +
N2630
E
Y1 X0 Y1 X0 Y1 X0 Y1 X0 Y1 X0 Y1 X0
N2198 +
N2630
F
Y0 X0 Y2 X0 Y2 X0 Y1 X0 Y2 X0 Y2 X0
Fonte: Dados experimentais
|99
Fotos 24: Aderncia do N2198 + N2630 sobre lato desengraxado
Produto
Aderncia
1 dia 7 dias 15 dias 30 dias 45 dias 60 dias
N2198 +
N2630
A
N2198 +
N2630
B
N2198 +
N2630
D
N2198 +
N2630
E
N2198 +
N2630
F
|100
Tabela 25: Aderncia do N2198 sobre lato desengraxado e lixado
Produto
Aderncia
1 dia 7 dias 15 dias 30 dias 45 dias 60 dias
N2198
A
GR0 GR0 GR0 GR0 GR0 GR0
N2198
B
GR0 GR0 GR0 GR0 GR0 GR0
N2198
C
GR0 GR0 GR0 GR0 GR0 GR0
N2198
D
GR0 GR0 GR0 GR0 GR0 GR0
N2198
E
GR0 GR0 GR0 GR0 GR0 GR0
F GR0 GR0 GR0 GR0 GR0 GR0
Fonte: Dados experimentais
|101
Fotos 25: Aderncia do N2198 sobre lato desengraxado e lixado
Produto
Aderncia
1 dia 7 dias 15 dias 30 dias 45 dias 60 dias
N2198
A
N2198
B
N2198
C
N2198
D
N2198
E
F
|102
Tabela 26: Aderncia do N2198 + N2677 sobre lato desengraxado e lixado
Produto
Aderncia
1 dia 7 dias 15 dias 30 dias 45 dias 60 dias
N2198 +
N2677
A
Y1 X0 Y1 X0 Y1 X0 Y1 X0 Y1 X0 Y1 X0
N2198 +
N2677
B
Y1 X0 Y1 X0 Y1 X0 Y1 X0 Y1 X0 Y1 X0
N2198 +
N2677
C
Y1 X0 Y1 X0 Y0 X0 Y1 X0 Y1 X0 Y0 X0
N2198 +
N2677
D
Y1 X0 Y1 X0 Y1 X0 Y1 X0 Y1 X0 Y1 X0
N2198 +
N2677
E
Y0 X0 Y1 X0 Y0 X0 Y1 X0 Y0 X0 Y0 X0
N2198 +
N2677
F
Y1 X0 Y1 X0 Y1 X0 Y1 X0 Y1 X0 Y1 X0
Fonte: Dados experimentais
|103
Fotos 26: Aderncia do N2198 + N2677 sobre lato desengraxado e lixado
Produto
Aderncia
1 dia 7 dias 15 dias 30 dias 45 dias 60 dias
N2198 +
N2677
A
N2198 +
N2677
B
N2198 +
N2677
C
N2198 +
N2677
D
N2198 +
N2677
E
N2198 +
N2677
F
|104
Tabela 27: Aderncia do N2198 + N2630 sobre lato desengraxado
e lixado
Produto
Aderncia
1 dia 7 dias 15 dias 30 dias 45 dias 60 dias
N2198 +
N2630
A
Y1 X0 Y1 X0 Y2 X0 Y1 X0 Y1 X0 Y1 X0
N2198 +
N2630
B
Y1 X0 Y2 X0 Y1 X0 Y2 X0 Y2 X0 Y2 X0
N2198 +
N2630
D
Y0 X0 Y0 X0 Y0 X0 Y0 X0 Y0 X0 Y1 X0
N2198 +
N2630
E
Y0 X0 Y0 X0 Y1 X0 Y0 X0 Y1 X0 Y0 X0
N2198 +
N2630
F
Y0 X0 Y2 X0 Y2 X0 Y1 X0 Y2 X0 Y2 X0
Fonte: Dados experimentais
|105
Fotos 27: Aderncia do N2198 + N2630 sobre lato desengraxado e lixado
Produto
Aderncia
1 dia 7 dias 15 dias 30 dias 45 dias 60 dias
N2198 +
N2630
A
N2198 +
N2630
B
N2198 +
N2630
D
N2198 +
N2630
E
N2198 +
N2630
F
|106
1.1.6. Aderncia mdia
No usual a utilizao de nmero fracionado para expressar os
valores de aderncia, mas para melhor visualizar os resultados foram calculadas as
mdias de aderncia durante os 60 dias de testes.
Tabela 28: Aderncia mdia do N2198 sobre diversos materiais
Aderncia mdia no perodo de 60 dias
Material 2198
A
2198
B
2198
C
2198
D
2198
E
2198
F
Ao carbono
no lixado
GR0 GR0 GR0 GR0 GR0 GR0
Ao carbono
lixado
GR0 GR0 GR0 GR0 GR0 GR0
Galvanizado a
fogo no lixado
GR0 GR0 GR0 GR0 GR 0,16 GR0
Galvanizado a
fogo lixado
GR0 GR0 GR0 GR0 GR0 GR0
Galvanizado
eletroltico
GR0 GR0 GR0 GR0 GR0 GR0
Cobre no
lixado
GR1 GR0 GR0 GR0 GR 3,33 GR0
Cobre lixado GR0 GR0 GR0 GR0 GR0 GR0
Lato no
lixado
GR0 GR0 GR0 GR0 GR0 GR0
Lato lixado GR0 GR0 GR0 GR0 GR0 GR0
Mdia final GR 0,11 GR0 GR0 GR0 GR 0,39 GR0
Fonte: Dados experimentais
109
Tabela 29: Aderncia mdia do N2198 + N2677 sobre diversos materiais
Aderncia mdia no perodo de 60 dias
Material 2198 +
2677
A
2198 +
2677
B
2198 +
2677
C
2198 +
2677
D
2198 +
2677
E
2198
+ 2677
F
Ao carbono
no lixado
Y1,16-
X0
Y1-X0 Y1-X0 Y1-X0 Y1,16-
X0
Y1-X0
Ao carbono
lixado
Y0,66
X0
Y1-X0 Y1-X0 Y1-X0 Y0,66-
X0
Y1-X0
Galvanizado a
fogo no lixado
Y1,16
X0
Y1-X0 Y0,83
X0
Y0,83-
X0
Y0,83-
X0
Y1,16-
X0
Galvanizado a
fogo lixado
Y1 X0 Y1-X0 Y0,66
X0
Y1-X0 Y0,66-
X0
Y0,83-
X0
Galvanizado
eletroltico
Y1-X0 Y1-X0 Y0,66
X0
Y1-X0 Y0,66-
X0
Y0,83-
X0
Cobre no
lixado
Y2,16
X2
Y1-X0 Y1-X0 Y1-X0 Y1,83-
X0
Y1-X0
Cobre lixado Y0,66
X0
Y1-X0 Y0,5-X0 Y0,66-
X0
Y0,5-X0 Y1-X0
Lato no
lixado
Y1 X0 Y1-X0 Y0,66-
X0
Y0,83-
X0
Y0,5-X0 Y1-X0
Lato lixado Y1-X0 Y1-X0 Y0,66-
X0
Y1-X0 Y0,33-
X0
Y1-X0
Mdia final Y1,08-
X0,22
Y1-X0 Y0,77-
X0
Y0,92-
X0
Y0,79-
X0
Y0,98-
X0
Fonte: Dados experimentais
110
Tabela 30: Aderncia mdia do N2198 + N2677 sobre diversos materiais
Aderncia mdia no perodo de 60 dias
Material 2198 +
2630
A
2198 +
2630
B
2198 +
2630
D
2198 +
2630
E
Galweg
+ 2630
F
Ao carbono
no lixado
Y1,66-X0 Y1,33-X0 Y0,16-X0 Y1,83-X0 Y0,83-X0
Ao carbono
lixado
Y0,66
X0
Y1-X0 Y0-X0 Y0,5-X0 Y0,83-X0
Galvanizado a
fogo no lixado
Y1,33
X0
Y1,5-X0 Y1-X0 Y0,5-X0 Y0,66-X0
Galvanizado a
fogo lixado
Y0,83
X0
Y1,16-X0 Y0,5-X0 Y0,33-X0 Y0,83-X0
Galvanizado
eletroltico
Y1,16-X0 Y1,66-X0 Y0,5-X0 Y0,5-X0 Y1,16-X0
Cobre no
lixado
Y2,67
X2
Y1,83-X0 Y1-X0 Y3,5-
X3,16
Y2-X0
Cobre lixado Y0,66
X0
Y1,5-X0 Y0,33-X0 Y0,66-X0 Y1,83-X0
Lato no
lixado
Y1,33
X0,33
Y1,66-X0 Y0,33-X0 Y1-X0 Y1,5-X0
Lato lixado Y1-X0 Y1,66-X0 Y0,16-X0 Y0,33-X0 Y1,5-X0
Mdia final Y1,25-
X0,26
Y1,47-X0 Y0,44-X0 Y1,02-
X0,35
Y1,24-X0
Fonte: Dados experimentais
111
11.2. Trabalho de tinta p
Seguindo a norma N2841 da PETROBRS, que determina o processo de
pintura com tinta p em painis de ao carbono galvanizado. Foram realizados
testes para determinar as diferenas de cura em estufa eltrica e estufa a gs. Alm
de determinar qual a melhor temperatura e o melhor tempo de pr cura em ambas
as estufas. Para a obteno dos resultados foram utilizados testes de aderncia via
Pull off para determinar as melhores condies de aplicao destas tintas.
11.2.1. Norma N2841 PETROBRS
Qualificao de revestimentos anticorrosivos, a base de tintas em p, sobre
superfcies galvanizadas.
11.2.1.1Preparao da superfcie do material galvanizado para a aplicao
dos testes
O processo qumico de preparao deve ser feito por meio de fosfatizao
tricatinica, com massa de 2 a 4 g/m
2
. O processo de fozfatizao deve conter as
etapas de desengraxe, decapagem, lavagem, fosfatizao, lavagem, passivao,
lavagem com gua deionizada e secagem.
11.2.1.2 Aplicao do revestimento nos painis de teste
Aplicar uma demo de tinta p epxi por meio de pintura eletrosttica, com
camada mnima de 90m. Aplicar uma segunda demo de tinta p polister, com
camada de no mnimo 80m.
112
11.2.1.3. Requisitos do revestimento aplicado
Figura14: Parmetros para aceitao da norma N2841 Petrobrs
11.2.1.4. Critrios para realizao dos testes
Neste trabalho sero realizados apenas testes de aderncia via Pull off. Para
realizar estes testes sero necessrios painis de ao carbono AISI-1020
galvanizadas, com dimenso de 100x150x4,8 mm. A galvanizao uma zincagem
eletroltica com selante trivalente azul.
11.2.1.5. Critrios para avaliao dos painis
Aps os ensaios de aderncia a natureza das falhas no podem ser do tipo:
Falha adesiva entre o substrato e o revestimento (A/B), coesivas nas camadas de
tinta ou entre demos com presso de ruptura superior a 12 Mpa.
113
11.2.2. Tintas aplicadas
Para a primeira demo como primer epoxi foi utilizada a tinta POLITHERM 25
R LI cinza N6,5 BR da WEG. Para a segunda demo como acabamento polister foi
utilizado a tinta POLITHERM 46 WF LI branco RAL 9016 BR da WEG. Os boletins
tcnicos esto em anexo.
11.2.3. Norma de aderncia por trao (Pull off)
11.2.3.1. Mtodo de ensaio
O corpo de teste lixado com uma lixa fina e limpado com etanol. O
lixamento deve ser feito em sentidos contrrios, provocando um efeito quadriculado,
o que proporcionara uma melhor aderncia da cola no substrato.
O dispositivo chamado de Dolly, que se assemelha a um parafuso, deve ter
um perfil de rugosidade provocado por jateamento abrasivo com granalha de ao. O
Dolly colado, com uma cola padronizada da 3M na parte lixada do corpo de teste.
esperado o intervalo mnimo de 24 horas para que ocorra o endurecimento
da cola. A presso de ruptura da cola deve ser superior a ruptura as dos testes
realizados.
O Dolly deve ser arrancado por um dispositivo de acionamento pneumtico.
Este dispositivo pneumtico registrara a presso necessria para arrancar o Dolly do
corpo de prova.
114
Figura15: Dispositivo de acionamento pneumtico para Pull off.
11.2.3.2. Tipos de falhas
Sendo A o substrato, B a primeira demo de tinta, C a segunda demo de
tinta, D a terceira demo (se tiver), Y a cola e Z o Dolly. Para uma boa
visualizao do resultado, ideal que se trabalhe com cores diferentes nas demos.
Figura16: Tipos de falhas
115
11.2.4. Termografia
Para garantir que a estufa eltrica esteja na mesma temperatura da estufa a
gs, necessria que se faam termografias. Essas termografias vo possibilitar a
comparao do aquecimento do corpo de prova em ambas estufas. Foi utilizado um
termgrafo da marca Data Paq, com trs eletrodos. O primeiro colocado para ler a
temperatura do ar na estufa, e os outros dois colocados um em cada lado da
superfcie do corpo de prova.
Fazendo a leitura destas termografias, constatou-se que a estufa a gs estava
com uma diferena de 5
o
C em relao a estufa eltrica. O que foi corrigido
aumentado o valor do controlador.
11.2.5. Local de execuo dos trabalhos
Galvanizao: Executado por Galvita galvanizaes, Itatiba, SP.
Fosfatizao tricatinica: Devido proximidade e ser um cliente WEG, foi
realizado na Brasp em J oinville, SC.
Aplicao e cura em estufa eltrica: Fabrica de tinta p, WEG tintas,
Guaramirim, SC.
Aplicao e cura em estufa a gs: Devido a proximidade e ser um cliente
Weg, foi realizado na empresa Tecp em Guaramirim, SC.
Execuo dos ensaios de aderncia: Laboratrio de tintas lquidas, WEG
tintas, Guaramirim, SC.
116
11.2.6. Resultados dos ensaios de Aderncia via Pull off
A camada especificada mnima final segundo a norma N2841 de 170m.
Utilizando um medidor de camada seca verificou-se que a camada seca dos corpos
de provas aplicada varia entre 170 e 210m.
Os tempos e temperaturas para a pr cura foram escolhidos para que
variassem acima e abaixo dos indicados nos boletins tcnicos. O tempo e
temperatura da cura final foi a indicada pelo boletim tcnico, e no sofreu variao.
A pr cura realizada apenas com o primer ou a primeira demo de tinta p epxi.
Outra variao que foi feita a do tempo de aplicao da tinta de acabamento
polister depois de realizada a pr cura. Todos os testes feitos com estufa eltrica
foram repetidos com estufa a gs. A temperatura de cura final de 210
o
C e o tempo
de 15 minutos. As temperaturas e tempos citados aqui so as registradas pelo
controlador de temperatura e temporizador. Para saber os tempos e temperaturas no
substrato preciso analisar as termogrfias em anexo.
117
11.2.6.1. Resultados de aderncia
Tabela 31: Aderncia com aplicao do acabamento em 0 horas, e cura em
estufa a gs
Estufa a gs Aplicao do acabamento em 0 horas
Amostra 1 Amostra 2
Tempo-
temperatura
Presso
(Mpa)
Tipo de falha Presso
(Mpa)
Tipo de falha
6` - 130
o
C 21,08 100% C/Y 18,55 100% C/Y
9` - 130
o
C 22,77 100% C/Y 17,71 100% C/Y
11` - 130
o
C 19,68 90% C/Y 10% Y/Z 19,96 100% C/Y
6`- 150
O
C 19,68 100% C/Y 21,37 100% C/Y
9`- 150
o
C 21,08 100% C/Y 25,02 100% C/Y
11` - 150
o
C 17,99 100% C/Y 19,68 100% C/Y
6` - 170
0
C 21,99 100% C/Y 17,71 100% C/Y
9` - 170
o
C 17,71 100% C/Y 20,80 100% C/Y
11` - 170
o
C 22,77 90% C/Y 10% Y/Z 19,11 100% C/Y
6` - 190
o
C 21,37 90% C/Y 10% Y/Z 18,27 90% C/Y 10% Y/Z
9` - 190
o
C 20,80 100% C/Y 21,65 90% C/Y 10% Y/Z
11` - 190
o
C 18,83 100% C/Y 20,80 90% C/Y 10% Y/Z
6` - 210
o
C 19,11 100% C/Y 21,08 100% C/Y
9` - 210
0
C 19,96 100% C/Y 21,37 100% C/Y
11` - 210
o
C 19,68 80% C/Y 20% Y/Z 19,96 80% Y/Z 20% C/Y
Fonte: Dados experimentais
Tabela 32: Aderncia com aplicao do acabamento em 12 horas, e cura em
estufa a gs
Estufa a gs Aplicao do acabamento em 12 horas
Amostra 1 Amostra 2
Tempo-
temperatura
Presso
(Mpa)
Tipo de falha Presso
(Mpa)
Tipo de falha
6` - 130
o
C 19,68 100% C/Y 17,99 100% C/Y
9` - 130
o
C 17,43 60% C/Y 40% Y/Z 19,68 60% C/Y 40% Y/Z
11` - 130
o
C 26,15 80% C/Y 20% Y/Z 23,05 70% C/Y 30% Y/Z
6`- 150
O
C 23,34 90% C/Y 10% Y/Z 23,62 60% C/Y 40% Y/Z
9`- 150
o
C 26,15 100% C/Y 22,49 100% C/Y
11` - 150
o
C 20,80 60% C/Y 40% A/B 26,15 95% C/Y 5% Y/Z
6` - 170
0
C 25,87 100% C/Y 25,02 100% C/Y
9` - 170
o
C 20,52 100% C/Y 24,46 100% C/Y
11` - 170
o
C 20,24 60% C/Y 40% Y/Z 19,68 90% Y/Z 10% C/Y
6` - 190
o
C 20,52 95% C/Y 5% Y/Z 23,62 100% C/Y
9` - 190
o
C 23,24 100% C/Y 17,71 90% C/Y 10% Y/Z
11` - 190
o
C 22,21 100% C/Y 24,18 100% C/Y
6` - 210
o
C 22,21 100% C/Y 24,46 100% C/Y
9` - 210
0
C 19,68 95% C/Y 5% Y/Z 17,99 100% C/Y
11` - 210
o
C 17,43 100% C/Y 19,68 100% C/Y
Fonte: Dados experimentais
118
Tabela 33: Aderncia com aplicao do acabamento em 24 horas, e cura em
estufa a gs
Estufa a gs Aplicao do acabamento em 24 horas
Amostra 1 Amostra 2
Tempo-
temperatura
Presso
(Mpa)
Tipo de falha Presso
(Mpa)
Tipo de falha
6` - 130
o
C 25,02 80% C/Y - 20% Y/Z 22,49 90% C/Y 10% Y/Z
9` - 130
o
C 17,71 90% C/Y 10% Y/Z 25,87 100% C/Y
11` - 130
o
C 23,62 100% C/Y 17,43 80% C/Y 20% Y/Z
6`- 150
O
C 16,86 100% C/Y 23,62 90% C/Y 10% Y/Z
9`- 150
o
C 25,87 100% C/Y 17,71 100% C/Y
11` - 150
o
C 23,34 100% C/Y 23,34 95% C/Y 5% Y/Z
6` - 170
0
C 19,40 90% C/Y 10% Y/Z 17,99 80% C/Y 20% Y/Z
9` - 170
o
C 19,40 100% C/Y 16,02 100% C/Y
11` - 170
o
C 22,49 100% C/Y 19,96 80% Y/Z 20% C/Y
6` - 190
o
C 17,99 100% C/Y 21,08 95% C/Y 5 Y/Z
9` - 190
o
C 18,83 100% C/Y 24,46 100% C/Y
11` - 190
o
C 22,77 100% C/Y 17,99 90% C/Y 10% Y/Z
6` - 210
o
C 25,02 85% C/Y 15% Y/Z 21,08 100% C/Y
9` - 210
0
C 19,11 100% C/Y 23,34 100% C/Y
11` - 210
o
C 17,99 100% C/Y 18,27 100% C/Y
Fonte: Dados experimentais
Tabela 34: Aderncia com aplicao do acabamento em 48 horas, e cura em
estufa a gs
Estufa a gs Aplicao do acabamento em 48 horas
Amostra 1 Amostra 2
Tempo-
temperatura
Presso
(Mpa)
Tipo de falha Presso
(Mpa)
Tipo de falha
6` - 130
o
C 20,80 80% Y/Z - 20% C/Y 23,05 100% C/Y
9` - 130
o
C 26,15 100% C/Y 19,96 100% C/Y
11` - 130
o
C 21,65 95% C/Y 5% Y/Z 20,52 100% C/Y
6`- 150
O
C 26,15 100% C/Y 25,87 100% C/Y
9`- 150
o
C 26,15 100% C/Y 21,08 100% C/Y
11` - 150
o
C 19,68 100% C/Y 22,77 100% C/Y
6` - 170
0
C 25,31 90% C/Y 10% Y/Z 24,74 100% C/Y
9` - 170
o
C 26,43 100% C/Y 23,62 100% C/Y
11` - 170
o
C 17,99 100% C/Y 25,87 100% Y/Z
6` - 190
o
C 18,55 80% C/Y 20% Y/Z 27,84 100% C/Y
9` - 190
o
C 26,15 100% C/Y 23,90 100% C/Y
11` - 190
o
C 26,71 95% C/Y 5% Y/Z 20,52 95% C/Y 5% Y/Z
6` - 210
o
C 25,59 80% C/Y 20% A/B 26,71 100% C/Y
9` - 210
0
C 16,58 70% C/Y 30% Y/Z 17,14 90% Y/Z 10% C/Y
11` - 210
o
C 21,99 95% C/Y 5% Y/Z 21,37 70% C/Y 30% Y/Z
Fonte: Dados experimentais
119
Tabela 35: Aderncia com aplicao do acabamento em 72 horas, e cura em
estufa a gs
Estufa a gs Aplicao do acabamento em 72 horas
Amostra 1 Amostra 2
Tempo-
temperatura
Presso
(Mpa)
Tipo de falha Presso
(Mpa)
Tipo de falha
6` - 130
o
C 24,74 70% C/Y/- 30% Y/Z 19,68 100% C/Y
9` - 130
o
C 26,43 80% C/Y 20% Y 19,11 50% C/Y 50% Y/Z
11` - 130
o
C 23,05 95% C/Y 5% Y/Z 16,86 60% C/Y 40% Y/Z
6`- 150
O
C 17,43 90% C/Y 10% Y/Z 19,11 60% C/Y 40% Y/Z
9`- 150
o
C 18,56 90% C/Y 10% Y/Z 19,68 50% C/Y 50% Y/Z
11` - 150
o
C 17,99 80% C/Y 20% Y/Z 22,21 100% C/Y
6` - 170
0
C 19,68 90% C/Y 10% Y/Z 17,71 90% C/Y 10% Y/Z
9` - 170
o
C 21,99 90% C/Y 10% Y/Z 20,80 90% C/Y 10% Y/Z
11` - 170
o
C 23,9 85% C/Y 15% Y/Z 21,37 60% C/Y 40% Y/Z
6` - 190
o
C 26,15 100% C/Y 26,99 100% C/Y
9` - 190
o
C 23,05 70% C/Y 30% Y/Z 20,80 100% C/Y
11` - 190
o
C 25,87 90% C/Y 10% Y/Z 25,02 80% C/Y 20% Y/Z
6` - 210
o
C 23,62 100% C/Y 21,37 100% C/Y
9` - 210
0
C 17,14 95% C/Y 5% Y/Z 25,99 90% C/Y 10% Y/Z
11` - 210
o
C 22,21 100% C/Y 27,28 100% C/Y
Fonte: Dados experimentais
Tabela 36: Aderncia com aplicao do acabamento em 0 horas, e cura em
estufa a eltrica
Estufa eltrica Aplicao do acabamento em 0 horas
Amostra 1 Amostra 2
Tempo-
temperatura
Presso
(Mpa)
Tipo de falha Presso
(Mpa)
Tipo de falha
6` - 130
o
C 18,83 90% Y/Z - 10% C/Y 18,55 100% C/Y
9` - 130
o
C 18,55 100% C/Y 21,37 100% C/Y
11` - 130
o
C 22,21 100% C/Y 23,62 100% C/Y
6`- 150
O
C 17,43 90% Y/Z 10% C/Y 23,62 100% C/Y
9`- 150
o
C 18,55 90% Y/Z 10% C/Y 23,90 100% C/Y
11` - 150
o
C 17,43 90% Y/Z 10% C/Y 17,14 100% C/Y
6` - 170
0
C 21,37 90% Y/Z 10% C/Y 17,99 100% C/Y
9` - 170
o
C 24,18 95% C/Y 5% Y/Z 20,52 100% C/Y
11` - 170
o
C 23,62 80% C/Y 20% Y/Z 18,55 100% Y/Z
6` - 190
o
C 17,14 100% C/Y 17,71 100% C/Y
9` - 190
o
C 23,05 100% C/Y 21,37 100% C/Y
11` - 190
o
C 21,65 70% C/Y 30% Y/Z 20,24 95% C/Y 5% Y/Z
6` - 210
o
C 24,18 100% C/Y 24,46 100% C/Y
9` - 210
0
C 21,08 100% C/Y 23,05 100% C/Y
11` - 210
o
C 24,74 100% C/Y 19,68 100% C/Y
Fonte: Dados experimentais
120
Tabela 37: Aderncia com aplicao do acabamento em 12 horas, e cura em
estufa a eltrica
Estufa eltrica Aplicao do acabamento em 12 horas
Amostra 1 Amostra 2
Tempo-
temperatura
Presso
(Mpa)
Tipo de falha Presso
(Mpa)
Tipo de falha
6` - 130
o
C 21,08 50% Y/Z - 10% C/Y 18,83 60% C/Y 40% Y/Z
9` - 130
o
C 17,99 90% Y/Z 10% C/Y 20,80 95% C/Y 5% Y/Z
11` - 130
o
C 20,24 60% A/B 40% C/Y 21,65 100% C/Y
6`- 150
O
C 24,46 100% C/Y 19,11 80% Y/Z 20% C/Y
9`- 150
o
C 19,40 80% C/Y 20% Y/Z 17,43 100% C/Y
11` - 150
o
C 26,15 100% C/Y 18,55 90% C/Y 10% A/B
6` - 170
0
C 20,80 100% C/Y 16,86 90% C/Y 10% Y/Z
9` - 170
o
C 21,08 100% C/Y 22,21 60% C/Y 40% Y/Z
11` - 170
o
C 22,49 100% C/Y 20,24 70% C/Y 30% Y/Z
6` - 190
o
C 18,83 95% C/Y 5% Y/Z 18,55 100% C/Y
9` - 190
o
C 18,55 100% C/Y 18,27 100% C/Y
11` - 190
o
C 16,86 80% C/Y 20% Y/Z 18,83 100% C/Y
6` - 210
o
C 19,68 100% C/Y 19,68 100% C/Y
9` - 210
0
C 19,40 100% C/Y 19,11 100% C/Y
11` - 210
o
C 19,11 100% C/Y 17,14 100% C/Y
Fonte: Dados experimentais
Tabela 38: Aderncia com aplicao do acabamento em 24 horas, e cura em
estufa a eltrica
Estufa eltrica Aplicao do acabamento em 24 horas
Amostra 1 Amostra 2
Tempo-
temperatura
Presso
(Mpa)
Tipo de falha Presso
(Mpa)
Tipo de falha
6` - 130
o
C 25,59 100% C/Y 18,27 80% C/Y 20% Y/Z
9` - 130
o
C 22,77 100% C/Y 23,05 80% C/Y 20% Y/Z
11` - 130
o
C 18,83 100% C/Y 18,27 90% C/Y 10% Y/Z
6`- 150
O
C 18,55 90% C/Y 10% Y/Z 25,31 90% C/Y 10% Y/Z
9`- 150
o
C 19,96 80% C/Y 20% Y/Z 25,87 100% C/Y
11` - 150
o
C 23,05 100% C/Y 17,14 80% C/Y 20% Y/Z
6` - 170
0
C 19,68 100% C/Y 21,08 100% C/Y
9` - 170
o
C 20,52 100% C/Y 20,24 90% C/Y 10% Y/Z
11` - 170
o
C 19,96 100% C/Y 26,15 80% C/Y 20% Y/Z
6` - 190
o
C 21,08 70% Y/Z 30% C/Y 17,71 100% C/Y
9` - 190
o
C 19,68 60% C/Y 40% Y/Z 20,52 80% C/Y 20Y/Z
11` - 190
o
C 21,37 100% C/Y 21,08 100% C/Y
6` - 210
o
C 21,37 100% C/Y 22,77 100% C/Y
9` - 210
0
C 20,52 100% C/Y 17,43 100% C/Y
11` - 210
o
C 18,83 100% C/Y 19,68 90% C/Y 10% Y/Z
Fonte: Dados experimentais
121
Tabela 39: Aderncia com aplicao do acabamento em 48 horas, e cura em
estufa a eltrica
Estufa eltrica Aplicao do acabamento em 48 horas
Amostra 1 Amostra 2
Tempo-
temperatura
Presso
(Mpa)
Tipo de falha Presso
(Mpa)
Tipo de falha
6` - 130
o
C 18,83 80% C/Y 20% Y/Z 22,21 100% C/Y
9` - 130
o
C 22,21 100% C/Y 16,02 100% C/Y
11` - 130
o
C 24,37 100% C/Y 18,55 100% C/Y
6`- 150
O
C 18,55 60% C/Y 40% Y/Z 20,80 100% C/Y
9`- 150
o
C 17,99 100% C/Y 17,43 90% C/Y 10% Y/Z
11` - 150
o
C 17,43 100% C/Y 20,80 100% C/Y
6` - 170
0
C 20,80 90% C/Y 10Y/Z 18,55 90% Y/Z 10% C/Y
9` - 170
o
C 19,96 100% C/Y 20,80 100% C/Y
11` - 170
o
C 18,27 90% Y/Z 10% C/Y 17,99 100% C/Y
6` - 190
o
C 18,55 100% C/Y 22,21 100% C/Y
9` - 190
o
C 17,71 70% C/Y 30% Y/Z 22,21 100% C/Y
11` - 190
o
C 17,99 100% C/Y 16,86 100% C/Y
6` - 210
o
C 16,30 100% C/Y 17,99 100% C/Y
9` - 210
0
C 19,40 100% C/Y 19,68 100% C/Y
11` - 210
o
C 23,34 100% C/Y 20,80 100% C/Y
Fonte: Dados experimentais
Tabela 40: Aderncia com aplicao do acabamento em 72 horas, e cura em
estufa a eltrica
Estufa eltrica Aplicao do acabamento em 72 horas
Amostra 1 Amostra 2
Tempo-
temperatura
Presso
(Mpa)
Tipo de falha Presso
(Mpa)
Tipo de falha
6` - 130
o
C 17,43 100% C/Y 18,83 100% C/Y
9` - 130
o
C 18,27 100% C/Y 19,96 100% C/Y
11` - 130
o
C 21,65 100% C/Y 20,24 100% C/Y
6`- 150
O
C 19,11 100% C/Y 16,02 100% C/Y
9`- 150
o
C 18,27 100% C/Y 19,68 100% C/Y
11` - 150
o
C 16,58 100% C/Y 21,93 100% C/Y
6` - 170
0
C 20,24 100% C/Y 19,11 100% C/Y
9` - 170
o
C 19,11 100% C/Y 21,37 100% C/Y
11` - 170
o
C 22,21 100% C/Y 17,43 100% C/Y
6` - 190
o
C 18,27 100% C/Y 18,27 95% C/Y 5% Y/Z
9` - 190
o
C 18,27 90% C/Y 10% Y/Z 16,86 100% C/Y
11` - 190
o
C 17,43 100% C/Y 18,55 100% C/Y
6` - 210
o
C 21,08 100% C/Y 21,37 100% C/Y
9` - 210
0
C 16,86 100% C/Y 17,99 90% C/Y 10% Y/Z
11` - 210
o
C 18,83 95% C/Y 5% Y/Z 20,80 100% C/Y
Fonte: Dados experimentais
122
11.2.6.2. Mdia dos valores de aderncia
Para melhor comparar os dados foi feita uma mdia entre as amostras de
mesmos parmetros. Nesta mdia no foi levada em considerao o tipo de falha.
As duas tabelas abaixo mostram as mdias para a estufa a gs e eltrica.
Tabela 41: Aderncia mdia para cura em estufa a gs
Estufa a gs Presso mdia (Mpa)
Tempo -
Temperatura
0 Horas 12
Horas
24
Horas
48
Horas
72
Horas
6` - 130
o
C 19,815 18,835 23,755 21,925 22,21
9` - 130
o
C 20,24 18,555 21,79 23,055 22,77
11` - 130
o
C 19,82 24,6 20,525 21,085 19,955
6`- 150
O
C 20,525 23,48 20,24 26,01 18,27
9`- 150
o
C 23,05 24,32 21,79 23,615 19,12
11` - 150
o
C 18,835 23,475 23,34 21,225 20,1
6` - 170
0
C 19,85 25,445 18,695 25,025 18,695
9` - 170
o
C 19,255 22,49 17,71 25,025 21,395
11` - 170
o
C 20,94 19,96 21,225 21,93 22,635
6` - 190
o
C 19,82 22,07 19,535 23,195 26,57
9` - 190
o
C 21,225 20,475 21,645 25,025 21,925
11` - 190
o
C 19,815 23,195 20,38 23,615 25,445
6` - 210
o
C 20,095 23,335 23,05 26,15 22,495
9` - 210
0
C 20,665 18,835 21,225 16,86 21,565
11` - 210
o
C 19,82 18,555 18,13 21,68 24,745
Fonte: Dados experimentais
123
Tabela 42: Aderncia mdia para cura em estufa a eltrica
Estufa eltrica Presso mdia (Mpa)
Tempo -
Temperatura
0 Horas 12
Horas
24
Horas
48
Horas
72
Horas
6` - 130
o
C 18,69 19,955 21,93 20,52 18,13
9` - 130
o
C 19,96 19,395 22,91 19,115 19,115
11` - 130
o
C 22,915 20,945 18,55 21,46 20,945
6`- 150
O
C 20,525 21,785 21,93 19,675 17,565
9`- 150
o
C 21,225 18,415 22,915 17,71 18,975
11` - 150
o
C 17,285 22,35 20,095 19,115 19,255
6` - 170
0
C 19,68 18,83 20,38 19,675 19,675
9` - 170
o
C 22,35 21,645 20,38 20,38 20,24
11` - 170
o
C 21,085 21,365 23,055 18,13 19,82
6` - 190
o
C 17,425 18,69 19,395 20,38 18,27
9` - 190
o
C 22,21 18,41 20,1 19,96 17,565
11` - 190
o
C 20,945 17,845 21,225 17,425 17,99
6` - 210
o
C 24,32 19,68 22,07 17,145 21,225
9` - 210
0
C 22,065 19,255 18,975 19,54 17,425
11` - 210
o
C 22,21 18,125 19,255 22,07 19,815
Fonte: Dados experimentais
11.2.6.3. Grficos comparativos entre estufas
Para melhor visualizao dos resultados foram feitos grficos comparativos
entre os resultados de cada estufa. Foi feito um grfico para cada parmetro de pr
cura (tempo e temperatura).
124
Grfico1: Comparativo entre estufa a gs e eltrica para uma pr cura de 6` a
130
o
C.
Grfico 2: Comparativo entre estufa a gs e eltrica para uma pr cura de 9` a
130
o
C.
125
Grfico 3: Comparativo entre estufa a gs e eltrica para uma pr cura de 11` a
130
o
C.
Grfico 4: Comparativo entre estufa a gs e eltrica para uma pr cura de 6` a
150
o
C
126
Grfico 5: Comparativo entre estufa a gs e eltrica para uma pr cura de 9` a
150
o
C
Grfico 6: Comparativo entre estufa a gs e eltrica para uma pr cura de 11` a
150
o
C
127
Grfico 7: Comparativo entre estufa a gs e eltrica para uma pr cura de 6` a
170
o
C
Grfico 8: Comparativo entre estufa a gs e eltrica para uma pr cura de 9` a
170
o
C
128
Grfico 9: Comparativo entre estufa a gs e eltrica para uma pr cura de 11` a
170
o
C
Grfico 10: Comparativo entre estufa a gs e eltrica para uma pr cura de 6` a
190
o
C
129
Grfico 11: Comparativo entre estufa a gs e eltrica para uma pr cura de 9` a
190
o
C
Grfico 12: Comparativo entre estufa a gs e eltrica para uma pr cura de 11`
a 190
o
C
130
Grfico 13: Comparativo entre estufa a gs e eltrica para uma pr cura de 6` a
210
o
C
Grfico 14: Comparativo entre estufa a gs e eltrica para uma pr cura de 9` a
210
o
C
131
Grfico 15: Comparativo entre estufa a gs e eltrica para uma pr cura de 11`
a 210
o
C
132
12. Concluso
Como existe uma variao grande de tintas devemos ficar atentos para qual a
finalidade do revestimento, e a que normas o nosso esquema de pintura deve
atender.
O processo de tinta p leva vantagem por no trabalhar com solventes, mas
fica limitado a aplicao de pequenas reas. Por isso h um crescimento muito
grande na fabricao de tintas lquidas hidrossolveis.
No trabalho de tintas lquidas, praticamente todos os esquemas de pintura
atendem a norma N1021 da Petrobrs. Apenas para cobre no lixado as tintas A e E
no conseguiram bons resultados de aderncia. Os esquemas de pintura usando o
N2198 +N2630 tiveram resultados um pouco inferior ao esquema N2198 +N2677,
devido ter uma camada mais alta e porque o N2630 uma tinta epxi dura e
quebradia.
Para se ter bons resultados de aderncia o fundamental a preparao do
material, pois os substratos que receberam lixamento tiveram melhores resultados.
Qualquer contaminao com leo ou sujeiras pode acarretar na no aderncia da
tinta ao substrato.
Os resultados de aderncia via pull off para o trabalho de tintas p foram
altssimos. A norma N2841 pede no mnimo 12 Mpa, sendo que os resultados
ficaram em mdia superiores a 20 Mpa. Com isso pode-se concluir que o tempo e a
temperatura de pr cura no influenciam tanto na aderncia final, sendo que se
133
tenha feito uma boa cura final. Assim como o tempo de aplicao do acabamento e
o sistema de aquecimento.
134
13. Bibliografia
1. (DUTRA, A.C. & NUNES, L.P. Proteo Catdica. Rio de J aneiro, 4 Ed.,
Editora Intercincia, 2006. p. 2 e 3.);
2. TOMASHOV, N.D. Theory of Corrosion and Protection of Metals. New York, The
Macmilliam Co. 1986, p. 2);
3. HOAR, T.P. Proceedings Royals Society. A 348: 1-18, Londres, 1976. *Corrosion
Costs and Preventive Strategies in the United States. Publication n FHW-RD-01-
156. Materials Performance, NACE, J uly 2004);
4. NUNES, L. P. & LOBO, A. C. O. Pintura Industrial na Proteo Anticorrosiva. Rio
de J aneiro, 3 Ed., Editora Intercincia, 2007;
5. WEG Qumica. Apostila para Curso de Tintas Lquidas DT-12. Guaramirim:
Assistncia Tcnica, 2000
6. FAZENDA, J .M.R. et al. Tintas e Vernizes: Cincia e Tecnologia. So Paulo:
ABRAFATI, 1993;
7. Norma PETROBRS N-13, Aplicao de Tintas, 2006.
8. Norma PETROBRS N2841, Qualificao de revestimentos anticorrosivos a base
de tinta p, 2006.
9. Norma PETROBRS N1021, Pintura de superfcie galvanizada, ligas ferrosas e
no ferrosas, compsitos e matrias polimricos, 2010.
10.www.inf.ufsc.br/~ramon.rdm/materialdidatico/Materiais_Corros%E3o/APOSTILAC
ORROS%C3OMODULO2.doc
135
14. Anexos
14.1. Thermografias
14.1.1 Estufa eltrica temperatura 215
o
C
Eletrodo 1 (vermelho): Ar estufa
Eletrodo 2 (verde): Frente chapa
Eletrodo 3 (azul): Costas chapa
136
14.1.2 Estufa a gs temperatura 215
o
C
Eletrodo 1 (vermelho): Ar estufa
Eletrodo 2 (verde): Frente chapa
Eletrodo 3 (azul): Costas chapa
137
14.2. Graus de Preparao de Superfcie
Limpeza por ferramentas manuais e mecnicas:
Limpeza Manual - Padro St 2
Graus de
Oxidao
das chapas de
Ao
A B C D
Chapas de Ao
antes da Limpeza
Manual
Chapas de Ao
depois da
Limpeza Manual
Padro St 2
O mtodo de limpeza
St2 no recomendado
para esse grau de
corroso.
138
Limpeza por ferramentas manuais e mecnicas:
Limpeza Manual ou Mecnica - Padro St 3
Graus de
Oxidao
das chapas de
Ao
A B C D
Chapas de Ao
antes da Limpeza
Manual
Chapas de Ao
depois da
Limpeza Manual
Padro St 3
O mtodo de limpeza
St3 no recomendado
para esse grau de
corroso.
139
Limpeza por Jateamento Abrasivo:
Jateamento Ligeiro (Brush-Off) - Padro Sa 1
Graus de Oxidao
das chapas de Ao
A B C
D
Chapas de Ao
antes da Limpeza
Manual
Chapas de Ao
depois da Limpeza
por Jateamento
Ligeiro Padro Sa 1
O mtodo de limpeza por
J ateamento Ligeiro
Padro Sa 1 no
recomendado para esse
grau de corroso.
140
Limpeza por Jateamento Abrasivo:
Jateamento Comercial - Padro Sa 2
Graus de Oxidao
das chapas de Ao
A B C D
Chapas de Ao
antes da Limpeza
Manual
Chapas de Ao
depois da Limpeza
por Jateamento
Comercial
Padro Sa 2
O mtodo de limpeza por
J ateamento Comercial
Padro Sa 2 no
recomendado para esse
grau de corroso.
141
Limpeza por Jateamento Abrasivo:
Jateamento ao metal quase branco - Padro Sa 2
Graus de Oxidao
das chapas de Ao
A B C D
Chapas de Ao
antes da Limpeza
Manual
Chapas de Ao
depois da Limpeza
por Jateamento ao
metal quase branco
Padro Sa 2
142
Limpeza por Jateamento Abrasivo:
Jateamento ao metal branco - Padro Sa 3
Graus de Oxidao
das chapas de Ao
A B C D
Chapas de Ao
antes da Limpeza
Manual
Chapas de Ao
depois da Limpeza
por Jateamento ao
metal branco
Padro Sa 3
143
14.3. Alguns Conceitos Importantes Utilizados na Pintura Industrial
Tendo em vista a falta de uma terminologia padronizada na rea de pintura
industrial, sero colocadas aqui algumas definies e conceitos importantes.
Abraso: desgaste de uma superfcie pintada decorrente do atrito de um slido.
Abrasivo: o que pode causar abraso.
Ao corretiva: ao implementada para eliminar as causas de uma no-
conformidade, defeito ou de outra situao indesejvel, existente, a fim de prever
sua ocorrncia.
Ao preventiva: ao implementada para eliminar as causas de uma no-
conformidade, defeito ou de outra situao indesejvel, a fim de prevenir sua
ocorrncia.
Acetinado: aspecto intermedirio entre uma superfcie pintada brilhante e outra
fosca. O mesmo que semifosco.
Aderncia ou Adeso: propriedade da pelcula que, ao ser aplicada sobre uma
superfcie, a ela se adere, resistindo ao arrancamento. O mesmo que adesividade.
Aditivos: so compostos adicionados nas tintas, na formulao e na fabricao com
o objetivo de obter caractersticas especiais. So tambm denominados de
constituintes eventuais.
Adoar: termo usado para identificar a ao de aplainamento ou diminuio da
altura de picos e vales de uma superfcie com elevado perfil de rugosidade.
Adsoro: fixao das molculas de uma substncia sobre a superfcie de outra
substncia, sob a ao de foras intermoleculares.
Agente de Cura: Substncia que, reagindo quimicamente com outra, promovem sua
polimerizao e conseqentemente sua cura.
Ancoragem: aderncia mecnica de uma pelcula superfcie.
Barreira: mecanismo anticorrosivo no qual o substrato isolado do meio corrosivo
pelo revestimento.
Brilho: grau de reflexo da luz em uma superfcie pintada expressa em
percentagem.
144
Calibrao: conjunto de operao que estabelece, sob condies especificas, a
relao dos valores indicados por um instrumento ou sistema de medio, ou dos
valores representados por uma medio material ou de um material de referncia
com os valores correspondentes de uma grandeza determinada por um padro de
referncia.
Camada: pelcula ou conjunto de pelcula seca de tintas.
Catalisador: termo empregado erroneamente como agente de cura.
Coeso: fora que mantm unidos entre si os constituintes de uma pelcula,
promovendo suas integridades e propriedades mecnicas.
Compatibilidade: propriedades que duas ou mais diferentes resinas possuem de
poderem ser misturadas entre si, ou aplicadas em forma de tinta uma sobre a outra,
dado origem a uma pelcula sem defeito.
Conformidade: atendimento a requisitos especificados.
Controle de Qualidade: tcnicas e atividades operacionais usadas para atender os
requisitos para qualidade.
Copolmero: o polmero formado por monmeros diferentes.
Cor: sensao tica provocada pela propriedade dos raios luminosos de uma
determinada freqncia, capazes de impressionar a retina humana.
Corpo de prova: painel, constitudo, em geral de chapa de ao para ensaios de
tintas.
Corpo de prova tipo KTA: corpo de prova com irregularidades tpicas comumente
encontradas em equipamentos.
Corrosividade: ao do meio corrosivo sobre o material metlico. definida em
relao ao microclima, de acordo com a Norma Brasileira NBR 14643.
Cura: condio em que uma pelcula apresenta propriedades que lhe permitem ser
submetida a testes de desempenho e servio.
Demo: refere-se a uma pelcula de tinta recm-aplicada em um ou mais passes.
Descolorao: alterao superficial da cor original.
Diluio: ajuste da viscosidade de uma tinta por meio da adio de um diluente.
Disperso: mistura heterognea de uma fase solida, finalmente dividida e dispersa
em uma matriz lquida.
145
Disposio de no-conformidade: ao a ser implementada na entidade no-
conforme, de modo a resolver a no conformidade.
Empoamento: formao de p solto na superfcie de uma tinta aplicada, causada
pela degradao do ligante exposto ao intemperismo natural, especialmente pela
ao de raios ultravioleta do Sol.
Entidade: todo elemento que pode ser considerado e descrito individualmente
(processo, produto e organizao).
Erro (absoluto) de medio: resultado de uma medio menos o valor real do
mensurado.
Esmalte: termo utilizado em algumas tintas de acabamento em substituio a
expresso Tinta de Acabamento.
Esquema de Pintura: definio do preparo de superfcie e da especificao das
tintas, abrangendo a seqncia da aplicao, espessuras, intervalos entre demos e
cor.
Evidncia objetiva: informao cuja veracidade pode ser comprovada com base
em fatos atravs de observao, medio, ensaio ou outros meios.
Exatido da medio: proximidade entre o resultado de uma medio e o valor real
(convencional) do mensurado.
Exposio as Intempries: processo que consiste em deixar uma pelcula exposta
ao ar livre, para que sejam verificadas suas propriedades. Tambm usado para
facilitar a remoo de carepa de laminao.
Faixa de medio especificada: conjunto de valores, para um mensurado, dentro
do qual se assume que o erro do instrumento de medio estar dentro dos limites
especificados.
Fosqueador: substncia adicionada tinta e vernizes, de modo a diminuir o brilho
da pelcula.
Fosqueamento: aspecto decorrente da perda de brilho de uma substncia pintada.
Galvanizao: o revestimento metlico obtido pela deposio de camada zinco
sobre a superfcie metlica, geralmente ao-carbono, atravs da imerso a quente
ou eletrodeposio.
Garantia da Qualidade: conjunto de atividades planejadas e sistemticas,
implementadas no sistema de qualidade e demonstradas como necessrias para
prover confiana adequada de que uma entidade (processo, produto, organizao
ou a combinao destes) atender os requisitos da qualidade.
146
Gelatinizao: defeito da tinta cujo estado normal seria lquido.
Gizamento: ver empoamento.
Granalha: partculas de metal (geralmente ao), usadas em jateamento abrasivo.
Grumo: partculas presentes na massa lquida de uma tinta, geralmente
provenientes de alterao durante seu armazenamento, o que caracteriza um
estgio inicial de deteriorizao.
Impermeabilidade: capacidade de uma pelcula de impedir a passagem de gases,
lquidos e ons.
Inspeo: atividades tais como: medio, exame, ensaio, verificao com calibres
ou padres, de uma ou mais caractersticas de uma entidade, e a comparao dos
resultados com requisitos especificados, a fim de determinar se a conformidade para
cada uma dessas caractersticas obtida.
Lamelar: que tem um formato de pequenas lminas ou escamas, caracterstica de
certos pigmentos metlicos e de xido de ferro micceo.
Lixamento: mtodo manual mecnico de remoo de impurezas ou de quaisquer
substncias adesivas a superfcies metlicas, ou no. Usado tambm para promover
quebra de brilho propiciando a ancoragem de demos subseqentes.
Macroclima: condies climticas da regio, envolvendo umidade relativa do ar,
teor de cloretos e poluio atmosfrica que tem uma ao direta sobre a
corrosividade.
Microclima: condies climticas localizadas, envolvendo umidade relativa do ar,
teor de cloretos e poluio atmosfrica que tem uma ao direta sobre a
corrosividade.
Opacidade: a capacidade de uma pelcula obliterar o substrato.
Passe: nmero de aplicaes necessrias para se atingir a espessura da pelcula
mida por demo. Passe cruzado: aplicao em forma de cruz.
Pele: camada superficial de tinta endurecida ou gelatinizada, encontrada na
superfcie da tinta contida num recipiente.
Pelcula seca: filme da tinta aps a secagem completa.
Pelcula mida: filme de tinta no ato de sua aplicao.
Perfil de rugosidade: irregularidades obtidas sobre a superfcie metlica, atravs do
preparo da superfcie, de modo a favorecer a ancoragem mecnica do revestimento.
147
Pigmento: materiais, em geral, pulverulentos, adicionados s tintas para dar cor,
encorporar a pelcula, conferir propriedades mecnicas ou anticorrosivas. Uma tinta
pode ser formuladas com um ou mais pigmentos , a depender das propriedades
desejadas.
Pintura: o processo de cobertura de uma superfcie pela aplicao de tintas.
Pintura promocional: pintura efetuada por fabricante de equipamento, sem a
devida tcnica, com inteno meramente promocional, durante a fase de transporte
do equipamento.
Polimerizao: consiste no crescimento de uma cadeia qumica, pela ligao de
compostos iguais ou diferentes (copolimerizao). tambm chamada reticulao.
Poltica da Qualidade: intenes e diretrizes globais de uma organizao relativa
qualidade formalmente expressas em pela Administrao.
Ponto de parada ou (ponto de espera): ponto, definido em documento apropriado,
alm do qual, uma atividade no pode prosseguir sem a aprovao de uma
organizao ou autoridade designadas.
Poro: microfalha estrutural na pelcula de forma arredondada, que possibilita a
penetrao de agentes, corrosivos ou no.
Processo de qualificao: processo que demonstra se uma entidade capaz de
atender os requisitos especificados.
Processo: Conjunto de recursos e atividades inter-relacionados que transforma
insumos (entrada) em produtos (sada).
Pulverizao: princpio bsico do processo de aplicao de tintas, atravs de pistola
convencional (com ar) ou pistola sem ar (airless).
Qualidade: totalidade de caractersticas de uma entidade que lhe confere a
capacidade de satisfazer as necessidades implcitas e explcitas.
Rastreabilidade: capacidade de recuperao do histrico, da aplicao, ou da
localizao de uma entidade, por meio de identificaes registradas.
Revestimento: pelcula aplicada sobre uma superfcie metlica e que dificulta o
contato da superfcie com o meio corrosivo.
Secagem: o endurecimento resultante da evaporao dos solventes e/ou da
polimerizao do veculo.
148
Secagem a presso: fase da secagem em que uma presso predeterminada,
exercida sobre a superfcie pintada, no deixa marcas visveis a olho nu.
Secagem ao toque ou Livre de Pegajosidade: fase da secagem em que no h
mais aderncia de poeira na superfcie pintada e que permite o leve toque manual,
sem que nenhuma tinta seja removida.
Secagem forada: mtodo para reproduzir o tempo de secagem de uma tinta,
geralmente com o emprego de calor.
Secagem de repintura: fase da secagem que permite aplicao da demo
subseqente.
Selante: tinta usada entre outras demos de tinta que no deve ser aplicada
diretamente uma sobre a outra, ou sobre substratos porosos.
Slidos: no volteis em massa ou volume de tinta.
Solvente: constitui-se na parte voltil das tintas. So compostos capazes de
solubilizar o veculo (resinas) e diminuir a viscosidade, facilitando a aplicao das
tintas. Os solventes so selecionados em funo do veculo da tinta. A tendncia
atual reduzir ou at, quando possvel, eliminar o solvente, especialmente os mais
prejudiciais ao meio ambiente.
Substrato: qualquer superfcie passvel de receber pintura.
Tempo de armazenagem (shelf life): perodo de tempo em que a tinta pode ser
armazenada, sem perder nenhuma, de suas caractersticas.
Tempo de induo: tempo necessrio, aps a mistura e antes da aplicao, para
que haja uma pr-reao de polimerizao entre os componentes de um tinta.
Tempo de secagem: perodo de tempo necessrio para alcanar os respectivos
estgios de solidificao do filme, conhecidos como seco ao toque, seco livre de
pegajosidade, seco presso, seco completo, seco a repintura.
Tinta: produto liquido, pastoso ou p com propriedades de formar pelcula aps
secagem ou cura.
Tintas bicomponentes: produto apresentado em dois componentes cuja mistura
obrigatria resulta em relao de polimerizao e cura da pelcula.
Tinta de acabamento: tinta aplicada sobre a tinta de fundo ou a intermediria de
modo a conferir as propriedades da cor e de impermeabilizao ao esquema de
pintura.
Tinta de aderncia: tinta com a finalidade de permitir a aderncia de pintura sobre
superfcies galvanizadas, alumnio, inox e superfcie de ao.
149
Tinta de fundo (Primer): tinta normalmente aplicada como 1 demo e com
propriedades anti-corrosivas, seja por mecanismo de proteo por barreiras,
pigmento inibidor ou proteo catdica.
Tinta de Proteo Temporria (shop primer): tinta aplicada sobre peas ou
equipamentos antes da montagem, podendo ou no ser aproveitada como
integrante do esquema de pintura definitivo.
Tinta fluorescente: tipo de tinta que emita luz quando sobre ela incide um feixe
luminoso cessando quando a fonte deixa de atuar.
Tinta fosforescente: tipo de tinta que emite luz quando sobre ela incide um feixe
luminoso. A emisso continua depois de cessada a ao da fonte.
Tinta intermediaria: tinta aplicada entre a tinta de fundo e a de acabamento.
Tinta retroreflexiva: tinta utilizada principalmente em demarcao de piso, cuja
caracterstica bsica apresentar maior poder de reflexo de luz.
Tixotropia: fenmeno que implica na reduo temporria de viscosidade de uma
tinta, durante a agitao. (propriedade de o quanto uma tinta escorre; escorrimento)
Tonalidades: diferentes matrizes da mesma cor.
Veculo: constitui-se na parte fundamental da tinta, sendo de modo geral uma
resina. o elemento agregante das partculas formadoras da tinta. o constituinte
responsvel pelas caractersticas e propriedades das tintas e pela adeso ao
substrato.
Verniz: composio desprovida de pigmentos, que fornece pelcula transparente,
usada quando se quer preservar o aspecto intrnseco da superfcie a pintar.
Vida til da mistura (pot life): perodo decorrido entre a mistura dos componentes
de uma tinta, que forma a pelcula por reao de polimerizao, at que esta reao
esteja to adiantada que sua aplicao se torne difcil e no recomendvel, devido a
sua alta viscosidade.
[
Vous aimerez peut-être aussi
- SBR: Propriedades e Aplicações da Borracha de Estireno-ButadienoDocument15 pagesSBR: Propriedades e Aplicações da Borracha de Estireno-ButadienoThiago Lira SousaPas encore d'évaluation
- Guia técnico sobre métodos de remoção de ferrugemDocument8 pagesGuia técnico sobre métodos de remoção de ferrugemRicardo SilCePas encore d'évaluation
- Processo de produção de tintas base águaDocument1 pageProcesso de produção de tintas base águaAbdul Laura CondulaPas encore d'évaluation
- Selos Mecânicos - SVSDocument10 pagesSelos Mecânicos - SVSEduardo DuquePas encore d'évaluation
- Guia do Usuário Sistema de Monitoramento de GlicemiaDocument2 pagesGuia do Usuário Sistema de Monitoramento de GlicemiaDaniele Simone Santos100% (1)
- Processos Tintas VernizesDocument50 pagesProcessos Tintas VernizesJill Ford75% (4)
- Manual Philips Smart TVDocument73 pagesManual Philips Smart TVAntonio Alves de Melo100% (4)
- Livro de Cifras MusicaisDocument99 pagesLivro de Cifras MusicaisFábio BlackPas encore d'évaluation
- Fazendo Concreto Celular Espumoso - ECOPOREDocument9 pagesFazendo Concreto Celular Espumoso - ECOPOREMF BarretoPas encore d'évaluation
- Teoria básica do violãoDocument33 pagesTeoria básica do violãoRuth Mota Bastos100% (2)
- Apostila DT 13 Tinta P - 2018 PDFDocument68 pagesApostila DT 13 Tinta P - 2018 PDFSalima100% (1)
- Tratamento de EfluentesDocument47 pagesTratamento de EfluentesFabia Magali CorreaPas encore d'évaluation
- Me-20 PTDocument39 pagesMe-20 PTrotcivthebest100% (1)
- Materiais e Processos na Fabricação de TintasDocument15 pagesMateriais e Processos na Fabricação de TintasRubens Birch100% (1)
- Tintas Norma PetrobrasDocument64 pagesTintas Norma PetrobrasGisele Cavalcante Dos ReisPas encore d'évaluation
- Manual Boas Praticas Madeira MobiliariodocumentoDocument240 pagesManual Boas Praticas Madeira MobiliariodocumentolandomagalhaesPas encore d'évaluation
- Deionizador DIYDocument13 pagesDeionizador DIYJoão Batista Medeiros GonçalvesPas encore d'évaluation
- Aula 7 - Cálculos Do Consumo de NutrientesDocument30 pagesAula 7 - Cálculos Do Consumo de NutrientesAnna KaminskiPas encore d'évaluation
- Cifra Club - Jorge e Mateus - Dou A Vida Por Um BeijoDocument2 pagesCifra Club - Jorge e Mateus - Dou A Vida Por Um BeijoAnderson Garcia100% (1)
- Os Quatro Evangelhos Tomo 1 Jean Baptiste RoustaingDocument18 pagesOs Quatro Evangelhos Tomo 1 Jean Baptiste RoustaingJuarezBuenoPas encore d'évaluation
- Aprendendo violão popularDocument69 pagesAprendendo violão popularEdi SolangePas encore d'évaluation
- Elementos fixadores REACH regulamento cumprimentoDocument1 pageElementos fixadores REACH regulamento cumprimentoSchioppa Rodas e RodíziosPas encore d'évaluation
- Problemas e Solucoes GraficasDocument5 pagesProblemas e Solucoes GraficasGustavo Sampaio100% (1)
- Noções Básicas de AnodizaçãoDocument13 pagesNoções Básicas de AnodizaçãoFrancisco RochaPas encore d'évaluation
- Estado DecadenteDocument5 pagesEstado DecadenteApollo Silva100% (1)
- Formula 1 Massa CorridaDocument2 pagesFormula 1 Massa CorridaHugo BrasilPas encore d'évaluation
- Cores e tons de marrom para pinturaDocument4 pagesCores e tons de marrom para pinturaAlessandro BastosPas encore d'évaluation
- Polímeros na formulação de tintas: formação de filmesDocument52 pagesPolímeros na formulação de tintas: formação de filmesRLE2014Pas encore d'évaluation
- Tocando em frente músicaDocument2 pagesTocando em frente músicaAnderson GarciaPas encore d'évaluation
- Tabela de Similaridade 2022Document5 pagesTabela de Similaridade 2022Leandro MedeirosPas encore d'évaluation
- CCB Cidadão Dos CéusDocument1 pageCCB Cidadão Dos CéusJonathanccbPas encore d'évaluation
- C Ap2001Document111 pagesC Ap2001epreussPas encore d'évaluation
- Projeto 2 - Elementos de Máquinas - Prensa - Grupo 1Document51 pagesProjeto 2 - Elementos de Máquinas - Prensa - Grupo 1Emerson RennePas encore d'évaluation
- Análise do Processo de Usinagem Eletroquímica (ECMDocument57 pagesAnálise do Processo de Usinagem Eletroquímica (ECMMarcos DouglasPas encore d'évaluation
- Cfs Bma - Hidráulica de Aeronaves - 2011 (v1)Document94 pagesCfs Bma - Hidráulica de Aeronaves - 2011 (v1)Hector NigroPas encore d'évaluation
- Hidraulica de Aeronaves V1 2011 NDocument94 pagesHidraulica de Aeronaves V1 2011 NRenan LuizPas encore d'évaluation
- HLA P1461 EIA Estrada CPP Tro o 220-3 Uíge FinalDocument155 pagesHLA P1461 EIA Estrada CPP Tro o 220-3 Uíge FinaltonicoutinhoPas encore d'évaluation
- Engenharia QuímicaDocument38 pagesEngenharia QuímicaSabrina MaraPas encore d'évaluation
- Projeto de Elaboração de Um Laboratório de Química PDFDocument33 pagesProjeto de Elaboração de Um Laboratório de Química PDFPaulo DanielPas encore d'évaluation
- RIMA Rev Finalizado-CompactadoDocument158 pagesRIMA Rev Finalizado-CompactadoCarlos CastroPas encore d'évaluation
- Iph01107 Texto p1Document36 pagesIph01107 Texto p1Leonardo de AraujoPas encore d'évaluation
- Controle de poços: estudo de casos de perda de controleDocument95 pagesControle de poços: estudo de casos de perda de controleElrohirPendragonPas encore d'évaluation
- Roteiro Prático OdontologiaDocument37 pagesRoteiro Prático Odontologiaedusoares30Pas encore d'évaluation
- PRE 049 2010 R1 - Manutenção em Reguladores de Tensão 15-25 kV em SEDocument20 pagesPRE 049 2010 R1 - Manutenção em Reguladores de Tensão 15-25 kV em SEMARCIEL BARNARDESPas encore d'évaluation
- Pba - Auto Posto Econômico IIDocument52 pagesPba - Auto Posto Econômico IICésar Roberto Nascimento GuimarãesPas encore d'évaluation
- Separação de partículas sólidas em correntes gasosasDocument28 pagesSeparação de partículas sólidas em correntes gasosasMárjila Souza PetroskiPas encore d'évaluation
- 39504.es.ptDocument50 pages39504.es.ptgabriela corneliusPas encore d'évaluation
- VoltameriaDocument177 pagesVoltameriaSilesiaPas encore d'évaluation
- Procedimento para impermeabilização com membranasDocument22 pagesProcedimento para impermeabilização com membranasEgleson PeixotoPas encore d'évaluation
- Projeto de Elaboração de Um Laboratório de QuímicaDocument28 pagesProjeto de Elaboração de Um Laboratório de Químicacarol.oliparuPas encore d'évaluation
- Sistemas Propulsores - Projeto Final RL PDFDocument96 pagesSistemas Propulsores - Projeto Final RL PDFRafael LucenaPas encore d'évaluation
- Ventilação IndustrialDocument180 pagesVentilação IndustrialRonaldo RodrgiesPas encore d'évaluation
- Relatório - Condução em Regime Transiente - LEQIIDocument30 pagesRelatório - Condução em Regime Transiente - LEQIIAndré Luís AlbertonPas encore d'évaluation
- Elementos de Máquina 1 TuiutiDocument92 pagesElementos de Máquina 1 TuiutiElenildo BarrosPas encore d'évaluation
- Apostila Hidra Ademar 2010Document102 pagesApostila Hidra Ademar 2010jguilhermerochaPas encore d'évaluation
- Inspeção de manilhas de ancoragemDocument35 pagesInspeção de manilhas de ancoragemGrazielleLeite0% (1)
- Módulo I FinalDocument42 pagesMódulo I FinalHeitorPas encore d'évaluation
- G3 Infraestruturas, Mobilidade, Trasportes e LogisticaDocument60 pagesG3 Infraestruturas, Mobilidade, Trasportes e LogisticachanfarromaoPas encore d'évaluation
- Parque Termoelétrico A Gás Natural São Francisco de ItabapoanaDocument1 015 pagesParque Termoelétrico A Gás Natural São Francisco de ItabapoanaDias AlvesPas encore d'évaluation
- Análise de perdas de carga no sistema adutor de SongoDocument37 pagesAnálise de perdas de carga no sistema adutor de Songomawanda FranciscoPas encore d'évaluation
- A Importância Do Controle - Monografia - DantasDocument57 pagesA Importância Do Controle - Monografia - DantasCamila MedeirosPas encore d'évaluation
- Logística e Gerenciamento Da Cadeia de Distribuição - Antonio Novaes PDFDocument404 pagesLogística e Gerenciamento Da Cadeia de Distribuição - Antonio Novaes PDFCamila Medeiros82% (33)
- 2013 ViníciusGonçalvesdeCarvalhotccDocument63 pages2013 ViníciusGonçalvesdeCarvalhotccM Rodriguez CarvalhoPas encore d'évaluation
- Ética no serviço público: princípios e valoresDocument49 pagesÉtica no serviço público: princípios e valoresjere510Pas encore d'évaluation
- Ética no serviço público: princípios e valoresDocument49 pagesÉtica no serviço público: princípios e valoresjere510Pas encore d'évaluation
- Ética no serviço público: princípios e valoresDocument49 pagesÉtica no serviço público: princípios e valoresjere510Pas encore d'évaluation
- Leandrobortoleto Eticanoservicopublico 005Document108 pagesLeandrobortoleto Eticanoservicopublico 005Anderson MeloPas encore d'évaluation
- Ética no serviço público: princípios e valoresDocument49 pagesÉtica no serviço público: princípios e valoresjere510Pas encore d'évaluation
- Ética no serviço público: princípios e valoresDocument49 pagesÉtica no serviço público: princípios e valoresjere510Pas encore d'évaluation
- Ética no serviço público: princípios e valoresDocument49 pagesÉtica no serviço público: princípios e valoresjere510Pas encore d'évaluation
- Exercicio de Consolidacao (Processos de Fabricacao II)Document3 pagesExercicio de Consolidacao (Processos de Fabricacao II)Zeca Boaventura NhachunguePas encore d'évaluation
- Aula 02 - Tipos de PavimentosDocument21 pagesAula 02 - Tipos de PavimentosMarcelo NettoPas encore d'évaluation
- 11L-PM - TEC - M04 - Manual de Processos de Fabrico - AlunoDocument83 pages11L-PM - TEC - M04 - Manual de Processos de Fabrico - Alunominasgamer6Pas encore d'évaluation
- Pedro Marques Coelho Matricula - 2021214868 - Atividade3 - Ensaio de Durez e TermicosDocument6 pagesPedro Marques Coelho Matricula - 2021214868 - Atividade3 - Ensaio de Durez e Termicospedromarquescoelho20Pas encore d'évaluation
- NB 1344 - 1991 - Dosagem de Brita Graduada Tratada Com Cimento PDFDocument2 pagesNB 1344 - 1991 - Dosagem de Brita Graduada Tratada Com Cimento PDFmichelemelocintraPas encore d'évaluation
- Lista Exercicios InjecaoDocument4 pagesLista Exercicios InjecaoNei Rodrigues de FreitasPas encore d'évaluation
- Catalogo 7225JDocument644 pagesCatalogo 7225JRafael Gonçalves63% (8)
- Polímeros tecnologia transformação reciclagemDocument1 pagePolímeros tecnologia transformação reciclagemManthnehaPas encore d'évaluation
- A Energia e A HistóriaDocument49 pagesA Energia e A HistóriaEdivaldo FerreiraPas encore d'évaluation
- Banho Free Níquel: Processo alcalino cianídrico para depósitos de liga de estanho e cobreDocument2 pagesBanho Free Níquel: Processo alcalino cianídrico para depósitos de liga de estanho e cobreCicero Gomes de SouzaPas encore d'évaluation
- Universidade Federal Do Ceará-Relatorio QuimDocument10 pagesUniversidade Federal Do Ceará-Relatorio QuimGisely RodriguesPas encore d'évaluation
- Manual do Relematic Intermediário CF20Document24 pagesManual do Relematic Intermediário CF20Zabbres ArtsPas encore d'évaluation
- Introdução Aos Processos Químicos IndustriaisDocument31 pagesIntrodução Aos Processos Químicos IndustriaisCaique FerreiraPas encore d'évaluation
- Catalogo de Selos Mecanicos 1Document16 pagesCatalogo de Selos Mecanicos 1Cereal_killer100% (11)
- Reforço Questões CFC Mai-22Document5 pagesReforço Questões CFC Mai-22Vinicius Eduardo MoroginskiPas encore d'évaluation
- Estudo de Casos  Norma AWS D1-1 2Document13 pagesEstudo de Casos  Norma AWS D1-1 2Michelson MendonçaPas encore d'évaluation
- Acetato de Amônio Dinâmica PDFDocument7 pagesAcetato de Amônio Dinâmica PDFBRUNO LUCAS DA CRUZPas encore d'évaluation
- Guia de costura SINGERDocument15 pagesGuia de costura SINGERLauro Besn100% (1)
- Duto corrugado flexível KANALEXDocument6 pagesDuto corrugado flexível KANALEXFernanda GioiaPas encore d'évaluation
- Catálogos Bombas KSBDocument6 pagesCatálogos Bombas KSBLeandro ManoelPas encore d'évaluation
- Condutores, semicondutores e isolantes: características elétricasDocument13 pagesCondutores, semicondutores e isolantes: características elétricasMessias Sousa Karoline MilhomemPas encore d'évaluation
- Postos de Manaus em Excel 100 Atualizado Versao FinalDocument44 pagesPostos de Manaus em Excel 100 Atualizado Versao FinalWendel AlvesPas encore d'évaluation
- CatalogoVentiladores IBRAM 2011Document36 pagesCatalogoVentiladores IBRAM 2011RobmixPas encore d'évaluation
- Controlador digital para refrigeração e degeloDocument3 pagesControlador digital para refrigeração e degeloMarcos Correia100% (1)
- Traço de concreto C15 com A/C 0,65Document26 pagesTraço de concreto C15 com A/C 0,65Elaine CrisPas encore d'évaluation
- Polia Ferro Trapezoidal C PDFDocument3 pagesPolia Ferro Trapezoidal C PDFSebastião Barbosa da Silva0% (1)
- Redução de Desperdícios em Processos Produtivos: o Caso Da Digitalização Das Instruções de Trabalho Numa Indústria Do Polo Industrial de ManausDocument30 pagesRedução de Desperdícios em Processos Produtivos: o Caso Da Digitalização Das Instruções de Trabalho Numa Indústria Do Polo Industrial de ManausWillian EssigPas encore d'évaluation
- Resenha Crítica - Alexander Hamilton, Relatório Sobre As ManufaturasDocument2 pagesResenha Crítica - Alexander Hamilton, Relatório Sobre As Manufaturasadmarcio rodriguesPas encore d'évaluation
- Relatório (Argamassa) - Lab. de MateriaisDocument15 pagesRelatório (Argamassa) - Lab. de MateriaisMelissa de LavorPas encore d'évaluation
- Controle empresarialDocument27 pagesControle empresarialAlexandrePas encore d'évaluation