Vous aimerez peut-être aussi
- 10 - Chapter 2 PDFDocument25 pages10 - Chapter 2 PDFDavy KEPas encore d'évaluation
- Optimizing Manufacturing Processes Through Lean Tools and ManagementDocument6 pagesOptimizing Manufacturing Processes Through Lean Tools and ManagementOLAOLUWANLESI ADANLAWO ELISHAPas encore d'évaluation
- Optimizing Lean ImplementationDocument3 pagesOptimizing Lean ImplementationAgPas encore d'évaluation
- Six Sigma and Lean Approach For Enhanced Process Value ChainDocument15 pagesSix Sigma and Lean Approach For Enhanced Process Value ChainAlfin TomPas encore d'évaluation
- Factors Affecting The Strategic Role of ManufacturingDocument17 pagesFactors Affecting The Strategic Role of ManufacturingAlina IliseiPas encore d'évaluation
- An Evolutionary Approach To Benchmarking: P. Fernandez, I.P. Mccarthy and T. Rakotobe-JoelDocument25 pagesAn Evolutionary Approach To Benchmarking: P. Fernandez, I.P. Mccarthy and T. Rakotobe-JoelM_saber_AVPas encore d'évaluation
- Lean Manufacturing Literature Review PDFDocument13 pagesLean Manufacturing Literature Review PDFwzsatbcnd100% (1)
- 447 JesminDocument12 pages447 JesminkamalPas encore d'évaluation
- Development Strategies PDFDocument16 pagesDevelopment Strategies PDFPaulPas encore d'évaluation
- A Contingency Model of The Association B 2Document19 pagesA Contingency Model of The Association B 2AzuwardiPas encore d'évaluation
- The Relationship Between Manufacturing Integration and Performance From An Activity-Oriented PerspectiveDocument19 pagesThe Relationship Between Manufacturing Integration and Performance From An Activity-Oriented PerspectiveHélio Oliveira FerrariPas encore d'évaluation
- What To Benchmark - A Systematic Approach and CasesDocument12 pagesWhat To Benchmark - A Systematic Approach and CasesJorsant EdPas encore d'évaluation
- Best Practices in New Product Development: Adoption Rates and ImpactDocument43 pagesBest Practices in New Product Development: Adoption Rates and Impacteasy_astronautPas encore d'évaluation
- Five decades of operations management and future trendsDocument6 pagesFive decades of operations management and future trendsKirthi RkPas encore d'évaluation
- Factors Influencing Activity Based Costing (Abc) Adoption in Manufacturing IndustryDocument12 pagesFactors Influencing Activity Based Costing (Abc) Adoption in Manufacturing IndustryaboalbraPas encore d'évaluation
- A Hybrid Performance Evaluation System For Notebook Computer ODM CompaniesDocument14 pagesA Hybrid Performance Evaluation System For Notebook Computer ODM CompaniesKharis FadillahPas encore d'évaluation
- Cusotmer Focused Manufacturing Strategy and The Use of Operations Based Non Financial Performance Measures A Research NoteDocument16 pagesCusotmer Focused Manufacturing Strategy and The Use of Operations Based Non Financial Performance Measures A Research Notebaviskarvs123Pas encore d'évaluation
- Implementing Lean ManufacturingDocument46 pagesImplementing Lean ManufacturingAg0% (2)
- Chapter-Ii Review of LiteratureDocument39 pagesChapter-Ii Review of LiteratureDrPallati SujendraPas encore d'évaluation
- SWP 29191 Towards A Unified Theory of Strategic Manufacturing ManagementDocument31 pagesSWP 29191 Towards A Unified Theory of Strategic Manufacturing ManagementanshubansalPas encore d'évaluation
- Marketing Management Worked Assignment: Model Answer SeriesD'EverandMarketing Management Worked Assignment: Model Answer SeriesPas encore d'évaluation
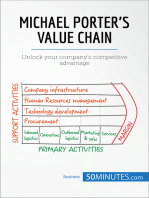
- Michael Porter's Value Chain: Unlock your company's competitive advantageD'EverandMichael Porter's Value Chain: Unlock your company's competitive advantageÉvaluation : 4 sur 5 étoiles4/5 (1)
- Bench Marking ReportDocument8 pagesBench Marking ReportNitesh SasidharanPas encore d'évaluation
- Benchmarking Best Practices: An Integrated Approach: Khurrum S. Bhutta and Faizul HuqDocument15 pagesBenchmarking Best Practices: An Integrated Approach: Khurrum S. Bhutta and Faizul HuqHarold Edmundo Calvache VallejoPas encore d'évaluation
- Performance measurement system design process researchDocument27 pagesPerformance measurement system design process researchhakikPas encore d'évaluation
- Performance Measurement System Design A Literature Review and Research Agenda PDFDocument5 pagesPerformance Measurement System Design A Literature Review and Research Agenda PDFgvzh54d3Pas encore d'évaluation
- Design For Six Sigma Za PrevodDocument21 pagesDesign For Six Sigma Za PrevodSrdjan TomicPas encore d'évaluation
- Effect of Knowledge Management Systems On Operating Performance An Empirical Study of Hi Tech Companies Using The Balanced Scorecard ApproachDocument11 pagesEffect of Knowledge Management Systems On Operating Performance An Empirical Study of Hi Tech Companies Using The Balanced Scorecard Approachمهنوش جوادی پورفرPas encore d'évaluation
- Literature Review Operations StrategyDocument5 pagesLiterature Review Operations Strategyaflsbbesq100% (1)
- Winning Businesses in Product DevelopmentDocument16 pagesWinning Businesses in Product DevelopmentPovilas ŽinysPas encore d'évaluation
- Measuring Competitive Factors in Spanish ManufacturingDocument8 pagesMeasuring Competitive Factors in Spanish ManufacturingDr alla talal yassinPas encore d'évaluation
- Jurnal 14Document13 pagesJurnal 14assenzPas encore d'évaluation
- Measurement Without Incentives - SocarxivDocument31 pagesMeasurement Without Incentives - SocarxivcidPas encore d'évaluation
- Assignment 1 - Paper - Literature Review - Operations ManagementDocument19 pagesAssignment 1 - Paper - Literature Review - Operations ManagementNidhiPas encore d'évaluation
- Effectiveness in Project Portfolio ManagementD'EverandEffectiveness in Project Portfolio ManagementÉvaluation : 5 sur 5 étoiles5/5 (1)
- PA as a tool for enhancing organizational productivityDocument27 pagesPA as a tool for enhancing organizational productivityADAMPas encore d'évaluation
- 2014 Icbed 5Document15 pages2014 Icbed 5Beatrice Mae ChuaPas encore d'évaluation
- Benchmarking Dissertation TopicsDocument4 pagesBenchmarking Dissertation TopicsWhereCanIBuyResumePaperDesMoines100% (1)
- A BPR Case Study at HoneywellDocument16 pagesA BPR Case Study at HoneywellAbdullah KhanPas encore d'évaluation
- Cost Reduction Strategies and Performance of Supermarket Stores in Port Harcourt February, 2019Document66 pagesCost Reduction Strategies and Performance of Supermarket Stores in Port Harcourt February, 2019ruthPas encore d'évaluation
- Benchmarking's Evolution from Past to PresentDocument9 pagesBenchmarking's Evolution from Past to Presentdni oduPas encore d'évaluation
- Manufacturing Strategy Development Using Fuzzy-QFDDocument10 pagesManufacturing Strategy Development Using Fuzzy-QFDRenzo ErikssonPas encore d'évaluation
- Applying Lean Management in Textile IndustryDocument12 pagesApplying Lean Management in Textile IndustryZakria ArshadPas encore d'évaluation
- Voss - 1995 - Alternative Paradigm For Manufacturing Strategy PDFDocument13 pagesVoss - 1995 - Alternative Paradigm For Manufacturing Strategy PDFMR7791Pas encore d'évaluation
- Process Controlling MethodsDocument8 pagesProcess Controlling MethodsYellaji AllipilliPas encore d'évaluation
- AI Based Decision Making Combining Strategies To Improve Operational PerformanceDocument24 pagesAI Based Decision Making Combining Strategies To Improve Operational Performancedam weePas encore d'évaluation
- Cost AccountingDocument7 pagesCost AccountingLuís Ki-llahPas encore d'évaluation
- Key Performance Indicators MST NDocument14 pagesKey Performance Indicators MST NmscarreraPas encore d'évaluation
- KPI For Lean Implementation in Manufacturing PDFDocument14 pagesKPI For Lean Implementation in Manufacturing PDFHadee SaberPas encore d'évaluation
- A Multi-Objective Model For Project Portfolio Selection To ImplementDocument16 pagesA Multi-Objective Model For Project Portfolio Selection To ImplementSalah HammamiPas encore d'évaluation
- Performance Comparison in SMEsDocument60 pagesPerformance Comparison in SMEsbajujuPas encore d'évaluation
- A Contingency Model of The Association B PDFDocument18 pagesA Contingency Model of The Association B PDFrizal galangPas encore d'évaluation
- Lean Six SigmaDocument8 pagesLean Six Sigma_srobert_Pas encore d'évaluation
- AI Based Decision Making Combining Strategies To Improve Operational PerformanceDocument24 pagesAI Based Decision Making Combining Strategies To Improve Operational PerformanceAyushman SinghPas encore d'évaluation
- 4 Damian Casestudy Ese 2004Document31 pages4 Damian Casestudy Ese 2004Psicologia ClinicaPas encore d'évaluation
- How Are The NPD Practices in The Highest Perfoming CompaniesDocument11 pagesHow Are The NPD Practices in The Highest Perfoming Companiesapolloms200Pas encore d'évaluation
- A Time-Based Quantitative Approach For Selecting Lean Strategies For Manufacturing OrganisationsDocument23 pagesA Time-Based Quantitative Approach For Selecting Lean Strategies For Manufacturing OrganisationsIlse Guadalupe EncinasPas encore d'évaluation
- Banking IndustryDocument15 pagesBanking IndustryMallikarjun DPas encore d'évaluation
- Lean Manufacturing Literature Review and Research IssuesDocument5 pagesLean Manufacturing Literature Review and Research IssueseyewhyvkgPas encore d'évaluation
- Control Theory Notes PDFDocument212 pagesControl Theory Notes PDFAmrik SinghPas encore d'évaluation
- A Study of Digital ManufacturingDocument7 pagesA Study of Digital ManufacturingAmrik SinghPas encore d'évaluation
- 15ME82 Module 1Document72 pages15ME82 Module 1Machine BatteryPas encore d'évaluation
- 2019 10 Milwaukee Advanced Manufacturing District Map TemplateDocument3 pages2019 10 Milwaukee Advanced Manufacturing District Map TemplateAmrik SinghPas encore d'évaluation
- ExperimentosDocument680 pagesExperimentosGerardo Lopez100% (4)
- DOE Primer: Understanding Design of Experiments ConceptsDocument6 pagesDOE Primer: Understanding Design of Experiments ConceptsPujitha GarapatiPas encore d'évaluation
- MECH - LECTURES - 01 - MotorsDocument67 pagesMECH - LECTURES - 01 - MotorsBenny AlexanderPas encore d'évaluation
- Sample Chapter PDFDocument29 pagesSample Chapter PDFAmrik SinghPas encore d'évaluation
- Unit 11 55Document18 pagesUnit 11 55J R Vinod KumaarPas encore d'évaluation
- EPMDocument117 pagesEPMAmrik SinghPas encore d'évaluation
- Measuring Exibility of Computer Integrated Manufacturing Systems Using Fuzzy Cash Ow AnalysisDocument18 pagesMeasuring Exibility of Computer Integrated Manufacturing Systems Using Fuzzy Cash Ow AnalysisAmrik SinghPas encore d'évaluation
- Sanjib Kumar Saren - Review of Flexible Manufacturing System Based On Modeling and Simulation - v21 - 2Document6 pagesSanjib Kumar Saren - Review of Flexible Manufacturing System Based On Modeling and Simulation - v21 - 2Amrik SinghPas encore d'évaluation
- A Generic Approach To Measuring The Machine Flexibility of A Manufacturing SystemDocument27 pagesA Generic Approach To Measuring The Machine Flexibility of A Manufacturing SystemAmrik SinghPas encore d'évaluation
- Flexible Manufacturing System Simulation Using Petri NetsDocument15 pagesFlexible Manufacturing System Simulation Using Petri NetsAmrik SinghPas encore d'évaluation
- Practica de Nota Al Pie - Indice PDFDocument13 pagesPractica de Nota Al Pie - Indice PDFcarlarraquelPas encore d'évaluation
- Mueller Ralph 200708 PHDXXXXXXXXXXXDocument212 pagesMueller Ralph 200708 PHDXXXXXXXXXXXAmrik SinghPas encore d'évaluation
- ODOT Lab Manual Test ProceduresDocument116 pagesODOT Lab Manual Test ProceduresÁlvaro RodríguezPas encore d'évaluation
- Lecture 14jDocument47 pagesLecture 14jAmrik SinghPas encore d'évaluation
- Comparative Study Simulation SoftwaresDocument11 pagesComparative Study Simulation SoftwaresLakim ArsenalPas encore d'évaluation
- Btech Common Subs 2 Yr 14 15Document24 pagesBtech Common Subs 2 Yr 14 15Amrik SinghPas encore d'évaluation
- Inspection ReportDocument1 pageInspection ReportAmrik SinghPas encore d'évaluation
- Performance and Evaluation of Manufacturing SystemsDocument16 pagesPerformance and Evaluation of Manufacturing SystemsMochammad Ridwan Aditya100% (1)
- Lesson 1 Intro To DrawingDocument67 pagesLesson 1 Intro To DrawingGiang Hoai Vu100% (1)
- Mechanical Question BankDocument22 pagesMechanical Question Bankmustafa67% (3)
- IIT Guwahati Lecture on Orthographic Projections and Point Projection TheoryDocument55 pagesIIT Guwahati Lecture on Orthographic Projections and Point Projection TheoryAmrik SinghPas encore d'évaluation
- IC Learning Series 2012 - Foundry PracticeDocument23 pagesIC Learning Series 2012 - Foundry PracticeAmrik SinghPas encore d'évaluation
- Autocad BasicsDocument42 pagesAutocad BasicsAmrik SinghPas encore d'évaluation
- MS Project 2007 Tutorial-Final VersionDocument61 pagesMS Project 2007 Tutorial-Final Versionlimmil100% (1)
- Art:10.1007/s00170 005 0150 6Document10 pagesArt:10.1007/s00170 005 0150 6Amrik SinghPas encore d'évaluation
- India Foundry Best Practice GuideDocument325 pagesIndia Foundry Best Practice GuideSiddharth Gupta100% (2)
- The Balanced Scorecard at StarbucksDocument19 pagesThe Balanced Scorecard at StarbucksChandra NurikoPas encore d'évaluation
- CGMA - Role - of - Management - Accounting PDFDocument5 pagesCGMA - Role - of - Management - Accounting PDFAbdulaziz Khattak Abu FatimaPas encore d'évaluation
- VP Finance CFO Chief Financial Officer in San Francisco Bay CA Resume John ArthurDocument3 pagesVP Finance CFO Chief Financial Officer in San Francisco Bay CA Resume John ArthurJohnArthur2Pas encore d'évaluation
- Dokumen - Tips - CSCP Module 3Document10 pagesDokumen - Tips - CSCP Module 3DzifahManteauPas encore d'évaluation
- Hyundai New Product DevelopmentDocument29 pagesHyundai New Product DevelopmentDheeraj Kumar100% (2)
- Samsung PresentationDocument21 pagesSamsung Presentationkhanzakirahmad10Pas encore d'évaluation
- The biggest failures in managing strategy implementationDocument10 pagesThe biggest failures in managing strategy implementationperminderlbwPas encore d'évaluation
- Sample Resume President ResumeDocument3 pagesSample Resume President ResumeRodrigo CenturionPas encore d'évaluation
- Chapter 1 IntoductionDocument6 pagesChapter 1 IntoductionKeahlyn Boticario100% (1)
- 4th MBA PCP CircularDocument9 pages4th MBA PCP Circularnothing stillPas encore d'évaluation
- Nissin - Final AssessmentDocument5 pagesNissin - Final AssessmentArlo WatsonPas encore d'évaluation
- HSGL - WM - 6Document8 pagesHSGL - WM - 6cueballgroupPas encore d'évaluation
- Singapore It Sector: Amity Global Busines SchoolDocument9 pagesSingapore It Sector: Amity Global Busines SchoolVirag ShahPas encore d'évaluation
- Six Sigma and TQM in Taiwan An Empirical Study of Discriminate AnalysisDocument17 pagesSix Sigma and TQM in Taiwan An Empirical Study of Discriminate AnalysisAnonymous smFxIR07Pas encore d'évaluation
- Summary CHPT 1-7 Emerging MarketsDocument8 pagesSummary CHPT 1-7 Emerging MarketsRene SerranoPas encore d'évaluation
- Chapter 12 QuestionsDocument13 pagesChapter 12 QuestionsAbed ShaabanPas encore d'évaluation
- MIS Case StudyDocument3 pagesMIS Case StudyShanesh Biggs67% (3)
- Business Strategy Assignment: Presented To Stratford AcademyDocument9 pagesBusiness Strategy Assignment: Presented To Stratford AcademyZadok AdeleyePas encore d'évaluation
- Lovelock C - 1983 - Classifying Services To Gain Strategic Marketing Insights - Journal of Marketing - 47 - Pp. 9-20Document13 pagesLovelock C - 1983 - Classifying Services To Gain Strategic Marketing Insights - Journal of Marketing - 47 - Pp. 9-20Băltoiu Son AlisaPas encore d'évaluation
- LECTURE 1 - Introduction To Operations & Supply Chain ManagementDocument22 pagesLECTURE 1 - Introduction To Operations & Supply Chain ManagementMihlaliPas encore d'évaluation
- Strategic Agility, Business Model Innovation, and Firm Performance: An Empirical InvestigationDocument18 pagesStrategic Agility, Business Model Innovation, and Firm Performance: An Empirical InvestigationAbril DianaPas encore d'évaluation
- Swot Analysis & Gap AnalysisDocument3 pagesSwot Analysis & Gap AnalysisMuhammad Usman AshrafPas encore d'évaluation
- Malcolm Baldrige National Quality AwardDocument33 pagesMalcolm Baldrige National Quality AwardGil Angelo De LeonPas encore d'évaluation
- Ryanair Strategic PlanningDocument17 pagesRyanair Strategic PlanningShamim Iqbal Rafi100% (1)
- Leveling The Playing Field: Business Analytics For Mid-Sized CompaniesDocument20 pagesLeveling The Playing Field: Business Analytics For Mid-Sized CompaniesDeloitte AnalyticsPas encore d'évaluation
- Organic Product Development and Marketing PlanDocument17 pagesOrganic Product Development and Marketing PlanRubayet Hossain IdlePas encore d'évaluation
- Managing Change Course at Great Zimbabwe UniversityDocument93 pagesManaging Change Course at Great Zimbabwe UniversityndmudhosiPas encore d'évaluation
- Report GurdeepDocument42 pagesReport GurdeepRitesh Agrawal100% (1)
- B2B MarketingDocument182 pagesB2B MarketingAngela LopezPas encore d'évaluation
- McKinsey Health Systems Reform ImpactDocument35 pagesMcKinsey Health Systems Reform ImpactJason McCoy100% (1)