Académique Documents
Professionnel Documents
Culture Documents
Oct 2013
Transféré par
NAUTILUS87Titre original
Copyright
Formats disponibles
Partager ce document
Partager ou intégrer le document
Avez-vous trouvé ce document utile ?
Ce contenu est-il inapproprié ?
Signaler ce documentDroits d'auteur :
Formats disponibles
Oct 2013
Transféré par
NAUTILUS87Droits d'auteur :
Formats disponibles
The Indian Roads Congress
E-mail: secretarygen@irc.org.in/indianhighways@irc.org.in
Founded : December 1934
IRC Website: www.irc.org.in
J amnagar House, Shahjahan Road,
New Delhi - 110 011
Tel : Secretary General: +91 (11) 2338 6486
Sectt. : (11) 2338 5395, 2338 7140, 2338 4543, 2338 6274
Fax : +91 (11) 2338 1649
Kama Koti Marg, Sector 6, R.K. Puram
New Delhi - 110 022
Tel : Secretary General : +91 (11) 2618 5303
Sectt. : (11) 2618 5273, 2617 1548, 2671 6778,
2618 5315, 2618 5319, Fax : +91 (11) 2618 3669
No part of this publication may be reproduced by any means without prior written permission from the Secretary General, IRC.
Edited and Published by Shri Vishnu Shankar Prasad on behalf of the Indian Roads Congress (IRC), New Delhi. The responsibility of the
contents and the opinions expressed in Indian Highways is exclusively of the author/s concerned. IRC and the Editor disclaim responsibility
and liability for any statement or opinion, originality of contents and of any copyright violations by the authors. The opinions expressed in the
papers and contents published in the Indian Highways do not necessarily represent the views of the Editor or IRC.
VOLUME 41 NUMBER 10 OCTOBER 2013
CONTENTS ISSN 0376-7256
INDIAN HIGHWAYS
A REVIEW OF ROAD AND ROAD TRANSPORT DEVELOPMENT
Page
2-3 From the Editors Desk - "New Laws - New Opportunities for Road Sector"
4-5 Glimpses of the Visit of Hon'ble Minister of Road Transport and Highways to IRC
6 Important Announcement - Forthcoming International Seminar in November, 2013
7 Potential of Shredded Scrap Tyres in Flexible Pavement Construction
C.N.V. Satyanarayana Reddy and K. Durga Rani
13 Steel Slag Waste Material for the Construction of Road
A.K. Sinha, V.G. Havanagi, A. Ranjan and S. Mathur
21 A Loaded Wheel Test to Determine the Suitability of Assam and Meghalaya Aggregates for Microsurfacing
Teiborlang Lyngdoh Ryntathiang and Ashok Kumar Jali
31 Study of Noise Pollution at Different Intersections at Agartala City
Manish Pal and Dipankar Sarkar
38 Fiber Reinforced Cement Composites: A Review
Shashi Kant Sharma, G.D. Ransinchung R.N and Praveen Kumar
48 Amendment of IRC:6-2010
49-50 Amendment of IRC:112-2011
51 Amendment of IRC:SP:56-2011
52-106 Circulars issued by MORT&H
107 Tender Notice of NH Circle, Madurai
108 Tender Notice of NH Circle, Bareilly
2 INDIAN HIGHWAYS, OCTOBER 2013
Dear Readers,
Can Road sector remain impervious to the dynamism and dynamic changes taking place in
socio-economic eco system of a country? The answer may be in negative. There may be more
need for an integrated approach with a pragmatic view point to build upon the opportunities getting
emerged in such scenario.
Should the road sector in India consider the situations emerging consequent upon the passage of
Land Acquisition, Rehabilitation & Re-settlement Bill, National Food Security Bill, etc. as challenge
or as new opportunities? The issue can be addressed with a pro-active approach or as a reactive
approach or as a passive approach. The need is not to become the victim of inertia but to capture
the positivities throwing open the new opportunities to contribute effectively in deliverance of the
positive results of such initiations by the Government. Therefore, the road sector professionals
may rise to the occasion, as the consequential demands emerging would require farsightedness in
planning and development of the road sector.
Consideration may be given for initiating reforms in some of the existing programmes and policies
for optimized usage of land resources in three dimensional manner which may in turn requires the
changes in the land usage concepts and related regulations both at the National and State level. The
engineering of economic decisions should be practiced instead of normal practice of economics of
engineering decision. The need and necessity in a futuristic demand scenario to be super imposed on
the life-cycle cost should be the governing criteria to ensure inclusive and sustainable developmental
system in the road sector.
The road sector open up the economy, sustain the economy and help in growth of an economy but
if the development of this sector is done in a restrictive and with the narrow vision, the situation
as being experienced in some of the road projects gets created which may entail in spending more
than what could have been spent had the system &approach adopted been pragmatic in nature. The
issue is more connected with building the confdence in all stakeholders and taking all together.
Such balanced approach may not only improve the performance of road sector persay but will help
in improvement and performance in other sectors as well.
The noble action of National Food Security Bill is unique model in the world and throws open a
number of opportunities for expeditious development of road sector in a number of ways. Usual
thought & thinking process should make way for Out of box thinking and innovative approach.
From the Editors Desk
NEW LAWS NEW OPPORTUNITIES
FOR ROAD SECTOR
EDITORIAL
INDIAN HIGHWAYS, OCTOBER 2013 3
The road sector consequent upon this bill have to shoulder a bigger responsibility of effcient
connectivity as well as better relationship between the production, storage and consumption areas.
The traffc circulation through an effcient road network will help a robust supply chain mechanism,
which will in turn contribute immensely in successful implementation of the National Food
Security Bill. Dedicated Freight Expressway Corridors (DEFC) for faster, timely and safe freight
movement having fexibility of road connectivity may provide a viable and dependable solution
in this direction. These emerging situations also create opportunities for more extensive as well
as intensive research oriented endeavors and actions in which all stakeholders including private
sector and education institutions should consider to share their research output and their opinion in
a constructive manner. This responsibility should not rest with one or any specifc stakeholders but
should be considered as a collective responsibility to contribute towards building an Indian brand
in the road sector. Let us join hands together to move forward.
Patience cannot be acquired overnight. It is just like building a muscle.
Every day you need to work on it
Eknath Easwaran
Place: New Delhi Vishnu Shankar Prasad
Dated: 18
th
September, 2013 Secretary General
GLIMPSES OF THE VISIT OF HONBLE MINISTER OF ROAD
TRANSPORT AND HIGHWAYS, SHRI OSCAR FERNANDES JI
TO INDIAN ROADS CONGRESS ON 21
ST
AUGUST, 2013
Honble Minister of Road Transport & Highways, Shri Oscar Fernandes J i being received by
Secretary General, IRC, Shri Vishnu Shankar Prasad President, IRC and Director General (Road Development)
& Special Secretary, MoRT&H, Shri C. Kandasamy
Honble Minister of Road Transport & Highways, Shri Oscar Fernandes J i being received by
Past President, IRC and Chief Engineer (NH) & Addl. Technical Secretary to DG (RD) & SS, MoRT&H,
Secretary to the Govt. of Gujarat, Shri P.N. J ain Shri Rahul Gupta
Honble Minister of Road Transport & Highways, Shri Oscar Fernandes J i entering the IRC Headquarters
4 INDIAN HIGHWAYS, OCTOBER 2013
Honble Minister of Road Transport & Highways, Shri Oscar Fernandes J i meeting with staff members of IRC Secretariat
Honble Minister of Road Transport & Highways, Shri Oscar Fernandes J i taking a round of IRC Secretariat
Honble Minister of Road Transport & Highways, Shri Oscar Fernandes J i being breifed by
Secretary General, IRC, Shri Vishnu Shankar Prasad at IRC Secretariat
GLIMPSES OF THE VISIT OF HON'BLE MINISTER
INDIAN HIGHWAYS, OCTOBER 2013 5
IMPORTANT ANNOUNCEMENT
INTERNATIONAL SEMINAR ON 11
TH
12
TH
NOVEMBER, 2013 AT NEW DELHI
The Indian Roads Congress (IRC) is organizing an International Seminar on Experience Gained in PPP Projects in
Road Sector-The Way Forward in association with Government of France and PIARC on 11
th
- 12
th
November, 2013 at
New Delhi.
The Venue of the Seminar is Stein Hall, India Habitat Centre, Lodhi Road, New Delhi (India).
The Themes of the Seminar are as under:
Theme 1: Overview in Developing and Managing Road Infrastructure in India and other Countries.
Theme 2: PPP Policy Framework
Theme 3: Overview of Developments in Financing for Road Infrastructure Programmes in different Countries
Theme 4: Experience Sharing in Contractual Model Choices: Analysis, Risk Allocation, Government Support
Mechanisms
Theme 5: Experience Sharing in Tendering for Road Infrastructure Contracts & Pre-Construction Activities
Theme 6: Legal Aspects for Road Infrastructure Projects, including Contract Management Aspects
Theme 7: Panel Discussion Recap on Key Strategies for Way Forward for PPP Road Projects
A Souvenir will be published on this occasion, for which Papers are invited from the Experts/Researchers in this feld.
The details in respect of the format of the Papers and related Guidelines are available at IRC Website: www.irc.org.in
and the same may please be referred to. The Papers may be submitted to Shri R.V. Patil, Assistant Director (Technical),
IRC through e-mail at rahulpatil@irc.org.in latest by 7
th
October, 2013. For any clarifcation you may contact him at
09312849826.
Excellent opportunity is available for showcasing the strength/capabilities/product range through advertisement in the
Souvenir. The space will be available on frst-cum-frst basis for the advertisement with tariff as under:
Position of Page Black & White Colour
Outside Back Cover (Print area 24 cm x 17 cm) - Rs.60,000.00
Inside Front & Inside Back Covers (Print area 24 cm x 17 cm) - Rs.50,000.00
Full Page (Print area 24 cm x 17 cm) Rs.20,000.00 Rs.30,000.00
Full Page for Sponsors, Co-Sponsors & Donors Rs.15,000.00 Rs.25,000.00
Half Page (Print area 11.5 cm x 17 cm) Rs.10,000.00 Rs.15,000.00
For Sponsorship, the fees* is as under:
Sponsorship (with fve delegates free) Rs. 2,00,000.00
Co-sponsorship (with three delegates free) Rs. 1,00,000.00
Donors fee (with one delegate free) Rs. 50,000.00
* The names of the Sponsors, Co-sponsors & Donors will be displayed prominently during the event.
For Registration, the fees is as under:
For Delegates from India and SAARC Countries Rs.3000.00
International Delegates other then SAARC Countries $100.00
For more details you may contact Shri D. Sam Singh, Under Secretary, IRC at +91 11-2618 5273 (samsingh@irc.org.in)
& Shri S.K. Chadha, Under Secretary, IRC at +91 11-2338 7140 (skcadmn@gmail.com).
*******
6 INDIAN HIGHWAYS, OCTOBER 2013
INDIAN HIGHWAYS, OCTOBER 2013 7
POTENTIAL OF SHREDDED SCRAP TYRES IN FLEXIBLE
PAVEMENT CONSTRUCTION
C.N.V. SATYANARAYANA REDDY* AND K. DURGA RANI*
* Professor of Civil Engineering, College of Engineering, Andhra University, Visakhapatnam
ABSTRACT
Well-connected road networks play vital role in the economic
development of any country. Our country is unable to complete the
targeted length of roads as the cost of construction is increasing at
an alarming rate due to increasing cost of construction materials.
Partial or full replacement of conventional materials by suitable
waste materials results in reduced construction costs and also
helps in safe disposal of waste. Researchers have performed
studies on utilizing waste materials such as Crusher dust, Fly ash,
Zinc slag, Copper Slag etc. in pavement construction. The present
paper is intended to explore the potential of scrap tyres for use
in fexible pavement construction by evaluating the properties of
soil-tyre chip mixes, aggregate-tyre chip mixes and rubberized
bitumen. The optimum percentages of tyre chips to be added to
soil, aggregate and bitumen have been arrived for use in pavement
construction.
1 INTRODUCTION
Progress follows lines of transportation as it
contributes to the economic, industrial, social and
cultural development of country. In India, there are
5.76 lakhs of villages, of which most of them are
unconnected with suffcient road system. This entails
construction of nearly 1.2 million km length of rural
roads with additional investment of about 40,000
crores at current prices.
The fact that even after fve decades of planning,
majority of rural population in India does not enjoy
access to suitable road system. Hence the situation
warrants comprehensive steps to be taken to tackle
the problem. In recent years, attention has been laid
on the use of waste materials in the road construction
to conserve the expensive and scarce conventional
materials. Based on the works carried out by
researchers, different waste materials such as Crusher
Dust, Fly Ash, Zinc, Copper Slags, Recycled Bag
Filter Dust were used in construction of pavements
(Brind Kumar et al. 2008; Selvanambi and
Thirumurthy, 2008).
Tyre chips have drawn the attention of highway
engineers due to their properties of light weight, good
shock absorbance and high resilience. The cost of tyre
chips is about Rs 600/- to Rs 1800/- per cubic metre
depending on the quality and size. Studies on soil-tyre
chip mixtures by Bosscher and Edil (1992, 1994) and
J ain and Shukla (1990) indicated improved frictional
characteristics, increased resistance to dynamic
loading and improved drainage characteristics
of the soil. The tyre chips having size less than
20 mm have been used. Mc. Donald (1996) developed
rubber-bitumen compositions containing up to 25%
cryogenically recovered rubber tyre. It has been
reported that at high temperatures, jelly like material
with improved elastic properties is produced. The
blends were recommended for prevention of refection
cracking in bituminous pavements. Attempts have
been made to investigate the effect of Rubber Additive
in Bituminous Paving Mixture (Alocke and Gregg,
1959; Oliver, 1981; J ain and Shukla 1990; Nagarajan
and Thirunavakkarasu, 1992) and it is reported that
partial replacement of rubber can be made in bitumen
without much affecting the properties of bitumen. The
rubber from discarded tyres received greater attention
due to comparative cost and prevention of air pollution
from environmental point of view. The performance
of a test embankment constructed of Sand-Tyre shred
mixture as fll material was reported by S. Yoon et al.
(2006). The embankment was observed to perform
satisfactorily exhibiting a maximum settlement of
12 mm.
The present work is aimed to assess the suitability of
soiltyre chip mixes for use in subgrade formation,
TECHNICAL PAPERS
8 INDIAN HIGHWAYS, OCTOBER 2013
construction of highway/railway embankments,
aggregate tyre chip mixes for subbase application
and to study the variation in engineering properties of
bitumen mixed with different percentages of rubber
powder.
2 DETAILS OF THE WORK
2.1 Materials
The materials used in the experimental study
consisted of soil, aggregate, bitumen and tyre chips.
The aggregate passing 25 mm and retained on 10 mm
sieve has been used in the study. Tyre chips of size
10 mm -20 mm size extracted from scrap tyres have
been collected from tyre retreading units. Bitumen of
80/100 grade has been used in the investigations. The
Engineering properties of soil have been determined
as per IS 2720 specifcations. The aggregate Crushing,
Impact, Abrasion values, Flakiness and Elongation
indices have been determined by conducting tests
as per IS 2386 (part IV)-1963. The abrasion value
is determined from Los Angeles abrasion test using
aggregate of grading B. The penetration, softening
point and ductility of bitumen are determined as per
IS 1203, IS 1205 and IS 1208 respectively. The
properties of the materials used in the study are
presented in Tables 1, 2, 3 and 4.
2.2 Studies on Soil-Tyre Chip Mixes
Soil is mixed with different proportions of Tyre chips
by weight (4%, 5%, 7% and 10%) and compaction
characteristics have been determined from IS Heavy
Compaction tests (IS 2720 : Part VIII -1983). CBR
Specimens are prepared at respective Optimum
Moisture Content (OMC) and Maximum Dry Density
(MDD) values of Soil-Tyre Chip mixes and tested after
4 days of soaking. The results of IS Heavy compaction
and CBR tests are presented in Table 5. A plot is made
between soaked CBR values and percentage of tyre
chips added to soil to determine optimum percentage
of Tyre Chips for stabilizing the soil and is presented
in Fig. 1.
Table 1 Engineering Properties of Soil
S. No. Property Value
1. Specifc gravity 2.62
2. Grain size analysis
Gravel (%)
Sand (%)
Fines (%)
0
58
42
3. Atterberg limits
Liquid limit (%)
Plastic limit (%)
Shrinkage limit (%)
Plasticity index (%)
30.7
21.1
18.7
9.6
4. I.S. Classifcation symbol SC
5. Compaction characteristics
i) Maximum dry density (g/cc)
ii) Optimum moisture content (%)
1.85
14.2
6. Soaked C.B.R. (%) 6.0
7. Differential free swell (%) 10.0
Table 2 Engineering Properties of Aggregate
S.No. Property Value
1.
2.
3.
4.
5.
Specifc gravity
Impact value (%)
Crushing value (%)
Los Angeles Abrasion value (%)
Soaked C.B.R. (%)
2.67
25.0
34.0
10.0
30.0
Table 3 Engineering Properties of Bitumen
S.No. Property Value
1.
2.
3.
4.
5.
Penetration (1/10
th
mm)
Ductility (cm)
Softening point
Flash point
Fire point
90
100
50C
320C
340C
Table 4 Engineering Properties of Rubber Tyre Chips
S.No. Property Value
1.
2.
3.
Specifc gravity
Maximum dry density (g/cc)
Minimum dry density (g/cc)
1.26
0.659
0.527
TECHNICAL PAPERS
INDIAN HIGHWAYS, OCTOBER 2013 9
Table 5 Compaction and Strength Characteristics of
Soil-Tyre Chip Mixes
S. No. Tyre Chips added
to soil by weight
(%)
MDD
(g/cc)
OMC
(%)
Soaked
CBR
(%)
1
2
3
4
5
0
4
5
7
10
1.85
1.82
1.83
1.80
1.78
14.2
14.0
13.8
13.6
13.4
6.0
11.5
12.0
11.2
7.6
Fig. 1 Soaked C.B.R Values of Soil - Tyre Chip Mixes
With reference to Table 5, it can be observed that with
increase in percentage of tyre chips addition to soil, the
optimum moisture content and maximum dry density
values decreased gradually. This is attributed to less
water requirement and light weight of tyre chips.
Further, it can be seen that the CBR value of soil-
tyre chips mixes increased up to 12% and thereafter
decreased. The maximum increase in CBR value being
100 percent for soil under study. The increase in CBR
values are due to higher toughness of rubber and also
due to improved gradation of soil-tyre chips mixes.
At optimum percentage of Tyre Chips (5%), as the
CBR value is 12 percent and MDD value is more than
1.7 g/cc, the material can be considered suitable for
use in construction of Highway/Railway embankments
and in forming improved subgrades. The presence of
tyre chips besides improving permeability also helps
in absorption of vibrations caused due to vehicular
loads.
2.3 Studies on Aggregate-Tyre Chips Mixes
The study is conducted using aggregate of size
25 mm - 10 mm by mixing with varied percentage of
tyre chips (2%, 4% and 6%) to assess the strength in
terms of Soaked CBR. CBR specimens are prepared
using dry aggregate and tyre chips under heavy
compaction condition and tested after soaking. The
results of the tests are presented in Table 6. The
variation in CBR with increased percentage of tyre
chips addition is presented in Fig. 2.
Table 6 C.B.R. Values of Aggregate - Tyre Chip Mixes
S. No. Tyre Chips Added to
Aggregate by Weight (%)
Soaked C.B.R.
(%)
1.
2.
3.
4.
0
2
4
6
30
27
19
14.8
Fig. 2 Variation in Soaked C.B.R Value with Percentage of Tyre
Chips in Aggregate
Fig. 2 shows that with increase in percentage of tyre
chips added to aggregate, the CBR values decreased.
The drop in the CBR value is attributed to the higher
compressibility of tyre chips relative to the aggregates.
Above 2 percent addition of tyre chips resulted in
considerable drop in the CBR values and hence tyre
chips percentage for stabilizing the aggregate is
restricted to 2 percent in the study. Impact, crushing
and abrasion tests were conducted on aggregate mixed
with 2 percent of tyre chips by weight and the results
are presented in Table 7.
TECHNICAL PAPERS
10 INDIAN HIGHWAYS, OCTOBER 2013
Table 7 Properties of Aggregate Mixed with 2%
Rubber Chips
S. No Property Aggregate
+ 2% Tyre Chips
1
2
3
Impact value (%)
Crushing value (%)
Abrasion value (%)
20.9
30.0
7.0
It can be observed from Tables 2 and 7 that the
Aggregate Impact value, Crushing value and Los
Angels Abrasion values improved by about 16, 12
and 30 percent respectively. Hence, addition of small
amount of tyre chips (of the order of 2%) results in
decreased wear and tear, improved toughness and
durability.
2.4 Studies on Rubber Powder Mixed Bitumen
Rubber powder of different sizes extracted from
scrap tyres has been mixed with bitumen heated upto
200C. The contents are agitated for about one hour
for thorough dispersion of rubber powder in bitumen.
The mixes are placed in moulds and kept in water
bath. The rubber powder mixed bitumen is tested for
ductility, softening point and penetration values. The
results of the tests are presented in Table 8. Variation
of Ductility, Penetration and softening point with
varying percentages of rubber powder of different
sizes is presented in Fig. 3, Fig. 4 and Fig. 5.
Table 8 Properties of Scrap Rubber-Bitumen Blends
S. No. Size of Rubber
powder (mm)
Percentage of
rubber powder
Penetration value
(1/10
th
mm)
Ductility
value (cm)
Softening
Point (C)
1 2.36 - 1.18 0
5
10
15
20
90
87
87
86
82
100
24
23
20
20
50
56
58
58
59
2 1.18 0.75 0
5
10
15
20
90
86
85
83
80
100
25
24
22
22
50
57
59
61
61
3 <0.75 0
5
10
15
20
90
85
84
80
77
100
28
27
27
26
50
58
59
61
62
Fig. 3 Variation of Penetration Values
Fig. 4 Variation of Softening Point Values
TECHNICAL PAPERS
INDIAN HIGHWAYS, OCTOBER 2013 11
Fig. 5 Variation of Ductility Values
From Table 8 and Fig. 3, it can be seen that the
penetration values of the three different particle sizes
of rubber powder blends are reduced compared to
the original penetration value for the bitumen used.
The reduction in penetration is more with increasing
concentration of the rubber powder in all cases (about
8 percent with 1.18 - 2.36 mm size, 12 percent for
0.75 mm 1.18 mm size and about 14 percent for less
than 0.75 mm size). The results clearly indicate that the
bitumen is hardened by the addition of rubber powder
and hence can sustain hotter climatic conditions.
The results presented in Table 8 and Fig. 4 indicate
that the softening point values increased with
increasing concentration of rubber powder in bitumen
(about 9 percent for 1.18-2.36 mm size, 13 percent for
0.75 mm 1.18 mm size and about 15 percent for less
than 0.75 mm size). The results also indicate the trend
towards hardening of the bitumen due to the addition
of powder and hence such bitumen can better sustain
higher temperatures.
However, the ductility values reduced drastically with
increase in percentage addition of bitumen powder
of all sizes under the study as shown in Fig.5. The
drastic reduction in ductility may be partially due
to diffculties in uniformly dispersing or blending
the rubber powder with bitumen. As specimens of
rubberized bitumen have ductility values above
20 cm, they may still be considered for pavement
construction in hotter climatic conditions. Lower
ductility values may result in cracking of bitumen in
cold weather conditions. Hence, rubberized bitumen
should be used with caution in colder areas.
Further, it may be seen from the results that the
effectiveness of mixing of rubber powder with bitumen
improved with decrease in size of rubber powder. This
is attributed to ease in mixing and better dispersion of
material in bitumen.
3 CONCLUSIONS
The following conclusions have been drawn from the
investigations carried out in the study.
1. The soil-tyre chips mixes can be used for
highway and railway embankment constructions
and for preparation of improved subgrades as
the soaked CBR value at optimum percentage
of tyre chips (5% with respect to soil under
study) is more than 10%.
2. Addition of small percentage of tyre chips of
the order of 2% by weight to aggregate results
in improved toughness and reduced wear and
tear.
3. The penetration values and softening points
improved by about 10 percent by replacing
bitumen by rubber powder to the extent of 15
percent.
4. The use of scrap rubber powder leads to
the conservation of bitumen to the extent of
15 percent without affecting grade of bitumen.
5. The fner powder of bitumen of size less than
0.75 mm should be preferred to other sizes to
minimise diffculty in mixing and laying. Due
to better dispersion, it results in higher ductility,
higher softening point and lesser Penetration
value in comparison to rubber powders of larger
sizes.
Overall tyre chips and rubber powder extracted
from scrap tyres have potential for use in pavement
construction. The effectiveness of soil-tyre chip
and aggregate tyre chip mixes depend on effective
mixing. In the feld, for large scale application, rotary
mixers may be used. Utilization of scrap tyres in
pavement construction not only leads to conservation
of conventional construction materials and helps in safe
disposal of scrap tyres but also enables construction
of durable pavements with improved performance.
TECHNICAL PAPERS
12 INDIAN HIGHWAYS, OCTOBER 2013
REFERENCES
1. Alocke, W.H. and Gregg, L.E. (1959), Investigation
of Rubber Additive in Bituminous Paving Mixture,
Proceedings of Association of Asphalt Paving
Technologists, 28, 385.
2. Bosscher, P.J . and Edil, T.B (1994), Engineering
Properties of Tyre Chips and Soil Mixtures, Geotechnical
Testing J ournal, Volume 17, No. 4, pp 453 454.
3. Bosscher, P.J ., Edil T.B. and Eldin N.N. (1992),
Construction and Performance of Shredded Waste Tyre
Test Embankments, TRR No. 1345, Transportation
Research Board, Washington DC, pp 44 52.
4. Brind Kumar, R. N, Ransinchung, G.D. and Raf Ahmad
(2008), Use of Recycled Bag Filter Dust in hot mix plants
for Bituminous pavements A Case Study, Highway
Research J ournal, Highway Research Board, Indian Roads
Congress, Special Issue.
5. IS 1203-1978: Indian Standard methods for testing Tar and
Bitumen Determination of penetration, Indian Standards
Institution.
6. IS 1205 -1978: Indian Standard methods for testing Tar
and Bitumen Determination of Softening point, Indian
Standards Institution.
7. IS 1208 -1978: Indian Standard methods for testing Tar and
Bitumen Determination of Ductility, Indian Standards
Institution.
8. IS 2386 (part IV)-1963: Indian Standard Methods of Test
for Aggregate for concrete, Indian Standards Institution.
9. IS 2720 - Methods of Test for Soils, Indian Standards
Institution.
10. J ain, P.K and Shukla, R. K. (1990), A Laboratory Study
on Utilization of Waste Tyre Rubber and Reclaimed
Rubber in Construction of Bituminous Roads, Highway
Research Bulletin, No. 41, Highway Research Board.
11. Mc. Donald C.H. (1966), New Patching Materials for
Pavements Failure, 45
th
meeting of Highway Research
Board.
12. Nagarajan, K and Thirunavakkarasu, D. (1992), Study on
the Improvement of Bitumen and Bituminous Mixes by
the Addition of Rubber Powder Derived from Old Tyres,
IRC J ournal, Vol. 20, No. 7.
13 Oliver, J.W.H. (1981), Modifcation of Paving Asphalt
by Digestion of Scrap Rubber, Transportation Research
Record No. 821.
14. Selvanambi, P and Thirumurthy, A. M. (2008), The
Assessment of the suitability of Granulated Copper Slag as
an Aggregate for Bituminous Works, Highway Research
J ournal, Highway Research Board, Indian Roads congress,
Special Issue.
15. Sungmin Yoon, Monica Prezzi, Nayyar Zia Siddiki and
Bumjoo Kim (2006), Construction of a Test Embankment
Using a Sand Tyre Shred Mixture as Fill Material,
J ournal of Waste Management, Vol.26, pp 1033-1044.
INDIAN HIGHWAYS, OCTOBER 2013 13
STEEL SLAG WASTE MATERIAL FOR THE
CONSTRUCTION OF ROAD
A.K. SINHA*, V.G. HAVANAGI*, A. RANJAN* AND S. MATHUR*
* Scientists, GTE Division, Central Road Research Institute, New Delhi
SYNOPSIS
The utilization of waste materials like coal ash, copper slag,
steel slag, jarofx, zinc slag etc. in road construction industries
is gradually gaining signifcant importance in India considering
the disposal, environmental problems and gradual depletion of
natural resources like soil and aggregates. Steel slag is a waste
material generated as a by-product during the manufacturing of
steel from steel industries. The quantity of generation is around
24 lacs MT per year from different steel industries in the state of
Goa, India. Presently, it has no applications and dumped
haphazardly on the costly land available near the plants. In this
study, a typical steel slag was collected from an industry in
Goa (India) and its feasibility for use in different layers of
road construction was investigated. To improve its engineering
properties, the material was mechanically stabilized with
locally available soil in the range of 25 75%. Geotechnical
parameters of these stabilized mixes were evaluated to investigate
their suitability in the construction of different layers of road.
Technical specifcation of steel slag is developed for utilization
in the construction of embankment, sub grade and sub base layers
of road pavement. The material was also investigated for its
feasibility in bituminous layers. The paper discusses geotechnical
characteristics of slag, design and stability analysis of slag
embankment, construction of sub grade and sub base layers,
suitability of slag in bituminous layers. It was concluded that slag
may be used for the construction of embankment and sub grade. It
was also concluded that about 40 to 50% of slag material may be
replaced conventional aggregate for the construction of granular
sub base layers and it is not suitable for the use in bituminous
layers.
1 INTRODUCTION
The iron and steel slag that is generated as a by
product of iron and steel manufacturing processes
can be broadly categorized into blast furnace slag and
steel making slag. Blast furnace slag is recovered by
melting separation from blast furnaces that produce
molten pig iron. It consists of non-ferrous components
contained in the iron ore together with limestone as
an auxiliary materials and ash from coke. Depending
on the cooling method used, it is classifed either as
air-cooled slag or granulated slag. Steel making slag
consists of converter slag (Basic oxygen furnace slag)
that is generated by converter and electric arc furnace
slag that is generated during the electric arc furnace
steel making process that uses steel-scrap as the raw
material. In the present study, solid waste which is
generated as a by-product, during the melting process
of mixed materials viz. steel scrap, sponge iron, pig
iron, ferro-silicon, silico-manganese and Al-shots is
termed as granulated blast furnace slag. The waste
material is neutral and non hazardous in nature as per
chemical analysis report of Goa Pollution Control
Board (Hazardous waste rules, 2008). The quantity of
generation of this slag is around 24 lacs MT per year
from different steel industries in Goa (CRRI, 2010).
Steel slag may be used as a land fll cover liner
(Inga, 2010). Pazhani and J eyaraj (2010) studied
feasibility of Granulated Blast Furnace slag (GBFS)
for production of high performance concrete. Use of
steel slag in asphaltic concrete minimizes potential
expansion and takes advantage of the positive features
in giving high stability, stripping resistant asphalt
mixes with excellent skid resistance (Emery, 1994 and
Mullick, 2005).
Presently, this granulated blast furnace slag is not
utilized and is dumped on the costly land available
near the plants. Study was carried out to utilize the
slag in different layers of road construction. Being
a cohesionless material, it was mixed with local
TECHNICAL PAPERS
14 INDIAN HIGHWAYS, OCTOBER 2013
soil in the range of 25-75% and their geotechnical
characteristics were evaluated. Design and stability
analysis of slag embankment was carried out in
different water saturation condition under earthquake
and traffc loadings. Technical specifcations of slag
were developed for utilization in the construction
of embankment, sub grade, sub base layers of road
pavement. Slag was investigated for its feasibility in
bituminous layers.
2 MATERIAL
Slag sample was collected from M/s Mohit steel
industry, state of Goa, India. It was selected from
different locations of the heap and mixed thoroughly
before using it for laboratory study. Local soil was also
collected from surrounding area of the plant where the
proposed roads would be constructed. Pictorial view
of blast furnace slag is shown in the Fig. 1.
Fig. 1 Pictorial View of Blast Furnace Slag
3 CHEMICAL ANALYSIS
Chemical analysis was carried out of blast furnace
slag as per US-EPA SW-846 and results is given in
the Table 1.
Table 1 Results of Chemical Analysis of Blast Furnace Slag
Sl. No. Parameters Unit Results Permissible Limit
1 Chromium as Cr
+3
mg/kg 92.88 5000
2 Nickel as Ni mg/kg BDL 5000
3 Total Sulpher as S mg/kg 113 50,000
4 Iron as Fe
+2
mg/kg 997 --
5 Mangnese as Mn
+2
mg/kg 3191 --
6 Silica as SiO
2
mg/kg BDL --
4 GEOTECHNICAL CHARACTERISATION
OF SLAG, LOCAL SOIL AND THEIR
MIXES
The geotechnical characteristics of blast furnace slag,
local soil and their mixtures were investigated to study
their feasibility in different layers of road pavement.
Construction of road embankment using slag alone
would not be feasible as it is a cohesionless material.
Such embankments would be highly erodible.
Therefore, it was blended with local soil in the range
of 25-75 % and their geotechnical characteristics were
investigated. Different mix proportions with their
corresponding mix designations are given in Table 2.
Table 2 Mixes and their Mix Designation
Mix
Designation
Mixes
S 100% blast furnace slag
LS 100% local soil
S1LS 75% blast furnace slag+25% local
soil
S2LS 50% blast furnace slag + 50%
local soil
S3LS 25% blast furnace slag + 75%
local soil
TECHNICAL PAPERS
INDIAN HIGHWAYS, OCTOBER 2013 15
Blending of slag and soil slag and soil were blended
manually as per percentage by weight in the laboratory
for investigation.
Important geotechnical characteristics namely, specifc
gravity, free swelling index, Aggregate impact value
test, moisture absorption test, grain size analysis,
Atterberg limit, Proctor compaction test, CBR test
and direct shear test were carried out. Based on the
results, potential mixes were selected for embankment
fll, sub grade and sub base applications.
4.1 Specifc Gravity Test
Specifc gravity test was carried out as per IS 2720
Part 3 (1980). Specifc gravity of blast furnace slag
and local soil was observed to be 2.75 and 2.67
respectively.
4.2 Free Swelling Index Test
The possibility of damage to structures due to swelling
of soil samples need be identifed at the outset by an
investigation which is likely to posses undesirable
expansion characteristics. Free swelling index test
was carried out as per IS:2720 Part 40 (1977). Blast
furnace slag was non swelling in nature. However, the
swelling index value of local soil was observed to be
25%.
4.3 Aggregate Impact Value Test
To know the relative measure of the resistance of
an aggregate to sudden shock or impact, aggregate
impact value test was carried out as per BIS 2386
Part 4 (1963). Aggregate impact value of blast furnace
slag was observed to be 42%.
4.4 Moisture Absorption Test
To know the voids in slag, moisture absorption test is
carried out as per BIS 2386 Part 3 (1997). Moisture
absorption value of blast furnace slag was obtained
as 10%.
4.5 Grain Size Analysis
Grain size analysis was carried out of slag and local
soil as per IS 2720 part 4 (1985). Slag and local soil
samples were observed to be coarse grained materials.
Slag was crushed by roller and grain size analysis was
also carried out. Fig. 2 shows the pictorial view of
crushed blast furnace slag. Grain size distribution
curves are shown in the Fig. 3.
Fig. 2 Pictorial View of Crushed Blast Furnace Slag
Fig. 3 Grain Size Distribution Curves of Blast Furnace
Slag and Local Soil
4.6 Atterberg Limit Test
Atterberg limit test was carried out as per IS:2720
Part 5 (1985). Oven dried samples (Passing 425
micron) were used to determine the Liquid Limit
(LL) and Plastic Limit (PL). Slag and their mixes
were observed to be non plastic in nature. The Liquid
Limit (LL) and Plastic limit (PL) of the local soil were
determined as 51% and 29% respectively.
TECHNICAL PAPERS
16 INDIAN HIGHWAYS, OCTOBER 2013
4.7 Proctor Compaction Test
To assess the compaction properties of selected
materials, their mixes and effect of varying relative
proportion of two materials, modifed Proctor
compaction test was carried out as per IS:2720-part 8
(1983). The Maximum Dry Density (MDD) of slag and
local soil was found to be 23.5 kN/m
3
and 19 kN/m
3
respectively and OMC of 8% and 12% respectively.
4.8 California Bearing Ratio Test
California Bearing Ratio (CBR) test was carried
out as per IS: 2720-Part 16 (1979). Samples were
compacted statically compacted in the CBR mould at
its corresponding optimum moisture content to achieve
maximum dry density. CBR values of slag and local
soil were observed to be 70% and 22% respectively.
4.9 Direct Shear Test
Direct shear test was carried out as per IS 2720-part 39
(1977). Samples were prepared at their corresponding
optimum moisture content and maximum dry density.
Consolidated drained test was carried out at 50 KPa,
100 KPa and 150 KPa normal stresses.
5 RESULTS AND DISCUSSIONS
The high specifc gravity of slag as compared to sand/
soil (2.6 2.7) is due to presence of high content of
iron oxide. The specifc gravity lies in the range of
2.8-3.8 as reported by OECD (1977).
Slag has non swelling characteristics while local soil
has low swelling in nature. Aggregate impact value of
slag was observed to be 42%. This indicates that the
material is crushable in nature. Moisture absorption
value of slag was obtained as 10% which exceeds the
criteria (< 2%) as per MORTH specifcation.
Slag has gravel (100%) of size around 50 mm. The
value of coeffcient of uniformity (Cu) and coeffcient
of curvature (Cc) were 1.5 and 1 respectively. It was
observed that crushed slag has gravel (86%) and sand
(14%). It was concluded that material is crushed
about 40%. The percentages of gravel, sand and silt
in the soil were observed to be 63%, 27% and 10 %
respectively. According to IS:1498 (1970)
classifcation, slag is classifed as GP i.e. Poorly graded
gravel. The plasticity index of the soil is determined as
22% indicating medium plastic in nature. According
to IS classifcation, soil is classifed as GC i.e. Gravel
with clay content. The mixes of slag and local soil
were also observed to be non plastic in nature.
The high dry density of slag is due to high specifc
gravity of slag particles. Compaction curve of slag
was observed to be fat indicating that variation in
moisture content does not predominantly affect the
dry density. It was observed that all mixes of slag and
local soil have density in the range from 23.8 kN/m
3
to 20.8 kN/m
3
. Dry density increases with slag content
with the corresponding decrease in optimum moisture
content. This may be due to proper flling of voids in
the slag with soil as former is poorly graded material.
The variation of dry density of different mixes of slag
and local soil with content of slag is shown in the
Fig.4.
Fig. 4 CBR and Dry Density Versus Percentage of Slag
It was observed that CBR value increased with the
content of slag. In the slag-local soil mixes, the
increase in CBR is signifcant for 25 75% of slag
content and then after reduces. The variation of CBR
of different mixes of slag and local soil with content
of slag is shown in the Fig. 4.
TECHNICAL PAPERS
INDIAN HIGHWAYS, OCTOBER 2013 17
It was observed that slag has high angle of
internal friction (40) while the mixes of slag
and soil, the values ranged between 26 to 35.
The results of geotechnical characterization of
slag and its mixes have been summarized in the
Table 3.
Table 3 Geotechnical Characteristics of Mechanically Stabilized Slag Mixes
Type of
mix
MDD (kN/
m
3
)
OMC (%) LL (%) PL (%) CBR
(%)
AIV
(%)
Moisture
Absorption (%)
C (k/N
2
)
(degrees)
S 23.5 8 - NP 70 42 10 0 40
LS 19 12 51 29 22 -- -- 5 25
S1LS 23.8 9 -- NP 80 -- -- 0 35
S2LS 22.5 9 -- NP 60 -- -- 0 31
S3LS 20.8 12 -- NP 35 -- -- 0 26
NP- Non plastic --- Not applicable
6 DESIGN SPECIFICATION OF SLAG
WASTE MATERIAL
Based on the results of geotechnical characteristics of
slag and its mixes, technical specifcations have been
arrived for construction of embankment, sub grade
and sub base layers of road pavement.
6.1 As an Embankment and Sub Grade Material
As per MORTH Specifcations, the fll material shall
have Plasticity Index (PI) value less than 45% and
dry density shall not be less than 15.1 kN/m
3
for use
in embankment and should not be less than
17.2 kN/m
3
for use as sub grade soil.
The results of geotechnical characteristics
of slag material viz. non-plasticity, high
dry density (d= 23.5 kN/m
3
) and non
free swelling characteristics indicated
that the material satisfed the MORTH
Specifcations (2001) criteria for used as
an embankment and sub-grade materials.
The results of geotechnical characteristics
of slag +soil mixes viz. high dry density
(20.8 23.8 kN/m
3
), non plastic nature
of mixes, high CBR value (35 - 80%)
indicated that slag in combination with
local soil (50:50 and 75:25) have the
potential for use in embankment and sub-
grade construction.
The practical feasibility of utilization
of slag and their mixes needs to be
investigated before recommending the
same for large scale feld applications.
The slag and its mixes are non plastic
in nature and observed to be erodible in
nature. So, it is recommended to use the
material in the core of the embankment
confned by use of cover soil of specifed
characteristics.
6.2 As a Granular Sub-Base Material
Slag is highly crushable material. So, it is recommended
that it should be crushed by roller before application
in road construction. To determine the feasibility of
slag material as a replacement of coarse aggregate in
the Granular Sub base (GSB, Close and coarse graded
III, MORTH, 2001), gradation design was carried out
by mixing the crushed slag material with conventional
20 mm, 10 mm aggregates, stone dust in different
proportions and evaluating the mix proportion by trial
and error method. It was observed that slag may replace
about 40-50% of conventional aggregates to achieve
the gradation as per the MORTH Specifcations. The
proportion of different mixes is shown in Table 4
and the achieved gradation is shown in Figs. 5 & 6
for coarse and close graded respectively. Modifed
Proctor compaction test was carried out on both
close graded and coarse graded GSB mixes as per
IS:2720-part 8. To determine the strength of the GSB
mixes, CBR test was carried out as per IS:2720-
part 16. The results are summarized in Table 5.
Considering the higher dry density and CBR of both
coarse and close graded mixes, the mixes of gradation
of crushed slag may be tried in the feld for construction
of GSB layer.
TECHNICAL PAPERS
18 INDIAN HIGHWAYS, OCTOBER 2013
Table 4 Percentage of Material in the GSB Design Mix
Design Mix 20
mm
10
mm
Slag Stone
Dust
GSB coarse graded III 40 20 40 ---
GSB close graded III 20 --- 50 30
Fig. 5 GSB Design Mix of Coarse Graded III
Fig. 6 GSB Design Mix of Close Graded III
Table 5 Result of Proctor Compaction and
CBR Tests of GSB Mix
Design Mix Dry Density
(kN/m
3
)
OMC
(%)
CBR
(%)
GSB coarse graded III 23 10 60
GSB close graded III 22.5 10 50
6.3 Feasibility of Slag in Bituminous Courses
As the material is crushable, high AIV value, high
water absorption, it is considered that utilization of slag
may not be feasible in bituminous mixes. The stresses
under the wheel loads in base and wearing courses
would be heavy and its use would result in rutting.
High water absorption would result in stripping and
failure of fexible pavement.
7 DESIGN AND STABILITY ANALYSIS OF
SLAG EMBANKMENT
A 5 m high embankment is proposed to be constructed
with slag soil mixes within the plant premises.
Slag soil mixes (25:75, 50:50, and 75:25) were
proposed to be used in the core whereas the local soil
is proposed to be used as side cover. The provision
of side cover of thickness 2 m is found necessary as
the exposure of non plastic mix to open environment
would lead to surface erosion. The proposed slag
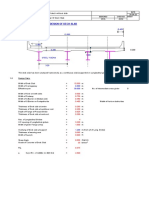
typical embankment section is shown in Fig. 7.
Fig. 7 A Typical Embankment Cross Section for a
Two Lane Road
The values of geotechnical parameters of embankment
fll material and sub soil are used in the stability analysis
are taken from Table 2. The slope of embankment is
proposed as 1V:2H. Stability analysis was carried
out with different embankment fll materials under
different saturation conditions i.e. partially saturated,
1m HFL and steady seepage. The surcharge weight on
the embankment is considered 24 kN/m
2
(dead load
of pavement crust + traffc load). The horizontal and
vertical acceleration factors due to earthquake were as
considered in the analysis (
h
= 0.05 and
v
= 0.025
respectively (IRC:6-2000). The results of stability
analysis are given in Table 6. The factor of safety
values varied in the range of 1.03 to 1.56.
TECHNICAL PAPERS
INDIAN HIGHWAYS, OCTOBER 2013 19
Table 6 Factor of Safety of Slag and Slag-Soil
Embankment
Height of
Embankment
(m)
Condition Slag + Soil (75:25) Slag + Soil (50:50)
Without
Earth-
quake
With
Earth-
quake
Without
Earth-
quake
With
Earth-
quake
5 Partially
saturation
1 m HFL
Steady
seepage
1.53 1.36 1.56 1.43
1.46 1.23 1.49 1.26
1.12 1.03 1.17 1.08
8 DESIGN OF FLEXIBLE PAVEMENT
Slag and its mixes can be used in the construction of
sub grade. Flexible pavement design was carried out
as per IRC:37-2001. The pavement crust thickness
was arrived by considering cumulative traffc of
50 msa (million standard axles) and CBR value of sub
grade as 10 %. Total pavement thickness is determined
as 600 mm, consisting of 40 mm (BC), 110 mm
(DBM), 250 mm (WMM) and 200 mm (GSB).
9 CONCLUSIONS
Slag, soil and slag-soil mixes (25-75%) are evaluated
for their geotechnical characteristics by detailed
laboratory investigations. Different laboratory tests
carried out included: grain size analysis, Atterberg
limit test, Proctor compaction test, CBR test, aggregate
impact value test, moisture absorption test and direct
shear test. The brief conclusions are given below:
1. Slag and local soil are coarse grained materials.
Slag was observed to be non-plastic while soil
was observed to be medium plastic in nature.
2. Slag and soil were observed to be non swelling
and low swelling in nature respectively.
3. High specifc gravity and maximum dry
density (23.5 kN/m
3
) of slag as compared to
conventional soil may be due to high percentage
of iron oxide present in the slag.
4. The high value of CBR (35-70%) of slag-soil
mixes indicated high shear strength under
confned state.
5. Slag was observed to be highly crushable while
soil was non crushable. When generated slag
is being rolled by a roller, it is observed that
gravel size material gets changed to sand size
material. The material is also observed to be
porous as indicated by moisture absorption test
(10%).
6. The geotechnical characteristics of slag and slag
soil mixes (25 -75%) indicate that these mixes
have the potential for the use in embankment and
sub-grade construction. Hence, this material is
recommended for construction of embankment
and sub-grade.
7. Slag can be used for the partial replacement
of conventional aggregate upto 40- 50% in the
construction of granular sub base layer.
8. As the material is crushable, high AIV value,
high water absorption, the slag is may not be
suitable for bituminous mixes.
9. The practical feasibility of the slag material has
to be investigated in the feld by construction
of experimental test sections and monitoring
over a period of time before recommending
the same for large scale construction. Mixing
methodology (slag+soil) would be developed
after experienced gain during the construction
of experimental test sections.
ACKNOWLEDGEMENT
The authors are thankful to Director, Central Road
Research Institute, New Delhi for giving permission
to publish this paper. The research project is fnanced
by Goa pollution control board, Goa, India. Logistic
support and technical discussion with, Mohit Steel
Industries, is also acknowledge.
REFERENCES
1. CRRI report (2010). Feasibility study of steel slag in
construction of embankment and pavement layers. Report
prepared by Central road research institute, New Delhi.
2. Hazardous waste material rules (2008). Ministry of
Environment and Forest notifcation New Delhi. Published
by Gazette of India.
3. Inga Herrmann, Lale Andreas, Silvia Diener and Lotta
Lind (2010). Steel slag used in landfll cover liners:
laboratory and feld tests. Journal of waste management,
Vol. 28(12) pp 1114-1121.
4. O.E.C.D (1977). Use of waste materials and by-products
in road construction. Organization for economic co-
operation and development. pp 68-69.
5. MORTH (2001).Specifcations for Road and Bridge
Works, Published by Indian Road Congress New Delhi.
TECHNICAL PAPERS
20 INDIAN HIGHWAYS, OCTOBER 2013
6. IRC:6-2000. "Standard Specifcations and Code of
Practice for Road Bridges Section II Loads and Stresses".
Published by Indian Road Congress, New Delhi, India.
7. IRC:37-2001. "Guidelines for the Design of Flexible
Pavement". Published by Indian Road Congress,
New Delhi, India.
8. Pazhani, K and J eyaraj, R (2010). Study on durability
of high performance concrete with industrial wastes.
J ournal of applied technologies and innovations. Vol. 2(2)
pp 19-28.
9. Emery, J ohn (1984). Steel slag utilization in asphalt mixes.
Proceeding of Canadian technical asphalt association,
Canada.
10. Mullick, A (2005). High performance concrete in India
development, practices and standardization. Indian
concrete journal. pp 83-98.
OBITUARY
The Indian Roads Congress express their profound sorrow on the sad demise of Shri D.K. Dutta, resident
of 11, Ashoka Road, Alipore, Kolkata; Shri S.S. Dhanjal, 53, Himvarsha Apartments, P. No. 103,
I.P. Extension, Patparganj, Delhi and Shri Aravindan Narayanan, resident of No. 28 Sterling Road,
F. No. 4-C, Sterling Apartments, Nungambakkam, Chennai. They were very active members of the Indian
Roads Congress.
May their souls rest in peace.
INDIAN HIGHWAYS, OCTOBER 2013 21
A LOADED WHEEL TEST TO DETERMINE THE SUITABILITY
OF ASSAM AND MEGHALAYA AGGREGATES FOR
MICROSURFACING
TEIBORLANG LYNGDOH RYNTATHIANG* & ASHOK KUMAR JALI**
* Associate Professor
** Ex- M. Tech Student
ABSTRACT
Microsurfacing is a mixture of dense-graded, crushed mineral
aggregates, mineral fller (generally Ordinary Portland Cement),
polymer modifed cationic emulsion, water and additives and is a
cost effective preventive method. Microsurfacing has been known
to bring a remedy to a broad range of problems on todays street,
highways and airfelds. The Assam PWD in its effort to repair the
road towards the Airport and some of its urban roads has used
microsurfacing as a trial preventive method. Therefore, the scope
of this paper is limited to determine the physical properties of
Assam and Meghalaya aggregates, the properties of the pre-mix
and post-mix polymer added emulsion and Loaded Wheel Test
on microsurfacing specimens. Microsurfacing is of two types
of aggregate gradations, Type II and Type III. In present study,
Type II gradation with 6%, 8% and 10% residual bitumen and
TYPE III with 5%, 6% and 8% residual bitumen with and without
fber were studied. Loaded Wheel Test on specimens showed that
micorsurfacing with Meghalaya aggregate has better performance
than microsurfacing made with Assam aggregate. Furthermore,
study shows that microsurfacing made with post-mix polymer
added emulsion are performing better than microsurfacing made
with pre-mixpolymer added emulsion.
1 INTRODUCTION
Microsurfacing being a preventive maintenance and
the most advance preventive method is a mixture of
dense-graded, crushed mineral aggregate, mineral
fller (generally Ordinary Portland Cement), polymer
modifed cationic emulsion, water and additives
(ISSA, 2005; Smith & Beaty, 1999; IRC, 2008) that
are proportioned, mixed and spread by a machine on
a properly prepared surface. Microsurfacing is a cost
effective treatments that can preserve the pavement
system, postpone deterioration, and maintain or
improve the functional condition of the pavement but
not its structural capacity. Microsurfacing systems are
low-cost preventive maintenance treatments that retard
deterioration of the pavement, maintain or improve
the functional condition of roadways, and extend
the pavements service life when applied on suitable
candidate (The Miller Group). As a maintenance
treatment, microsurfacing is used to fll rut, correct
the cross-sectional profle of the road. Microsurfacing
has been known to bring remedy to a broad range of
problems on todays street, highways and airfelds.
Microsurfacing when applied to bituminous surface
pavements in appropriate condition can increase the
service life of the pavement by 3 to 8 years (Labi &
Sinha, 2003; Raza 1994; Smith & Beaty, 1999; The
Miller Group) for relatively heavy traffc and may
be considerable longer for low to medium traffc.
Microsurfacing is similar in apperanace to a type II and
type III standard slurry seal with a polymer-modifed
binder and very good aggregate (ISSA, 2005; Smith
& Beaty, 1999).
In the state of Assam, the Assam PWD have recognized
that microsurfacing as the best method for resurfacing
its roads as most of them are being made with premix
carpet with improper seal coat. Therefore, these roads
get raveled and rutted easily which reduced the life of
the pavement greatly. In order to enhance the life of
the pavement, the Assam PWD recognises the need to
introduce this advance technology for improving the
pavement life. Therefore, the Assam PWD had taken
up some stretches in Guwahati, like J halukbari to
airport Road to resurface the top surfaced of the road
with Microsurfacing. So in order to understand the
suitability of the materials used for Microsurfacing
in these roads like the above mentioned stretch,
a laboratory Investigation on Loaded Wheel Test
is needed to study the suitability of Assam and
Meghalaya aggregates for microsurfacing and to
evaluate the suitability of the aggregates and polymer
Department of Civil Engineering, IIT Guwahati
TECHNICAL PAPERS
22 INDIAN HIGHWAYS, OCTOBER 2013
modifed emulsion used for microsurfacing which are
available in the state of Assam and Meghalaya.
2 OBJECTIVE AND SCOPE OF THE STUDY
The main objective of the study was to evaluate the
suitability of the Assam and Meghalaya aggregates for
their use as microsurfacing by Loaded Wheel Test, the
emulsion that is commonly available to the two states
and being manufactured by two companies that carter
their products to the two states. More specifcally, the
scope of the present study is:
1. To study the suitability of the materials
used for Microsurfacing (The Assam &
Meghalaya aggregate) i.e. aggregate,
polymer added emulsion.
2. To study the Loaded Wheel Test for the
Type II and Type III gradations.
3. To evaluate the effciency of using the
pre-mix and post-mix natural rubber
latex as polymer added emulsion with
and without fber.
3 LABORATORY INVESTIGATION
3.1 Materials Used
3.1.1 Aggregates
The aggregate used in this study was obtained from
two sources:
i) Assam aggregate : The aggregate is
collected from a stone crusher plant that
is located near the IIT and stone used for
crushing into aggregates are from the
state of Assam
ii) Meghalaya aggregate : The aggregate is
collected from a stone crusher plant that is
located at the border between Assam and
Meghalaya and stone used for crushing
into aggregates comes from the state of
Meghalaya.
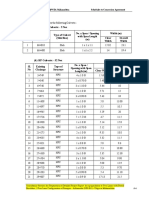
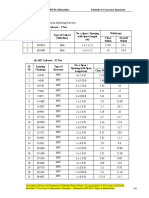
Figs. 1 & 2 shows the gradation of Assam and
Meghalaya aggregates of Type II and Figs. 3 &
4 shows the gradation of Assam and Meghalaya
aggregates of Type III respectively as a results of
particle size analysis that was carried out on the two
types of aggregates (AASHTO: T 27-2006).
Fig. 1 Gradation of Assam Aggregate Type II
Fig. 2 Gradation of Meghalaya Aggregate Type II
Fig. 3 Gradation of Assam Aggregate Type III
TECHNICAL PAPERS
INDIAN HIGHWAYS, OCTOBER 2013 23
Fig. 4 Gradation of Meghalaya Aggregate Type III
From Figs. 1, 2, 3 and 4, it can be seen that both the
gradations of Assam and Meghalaya aggregate are
not satisfying the gradation limit of microsurfacing of
Type II and Type III. Therefore, in the mix design, the
mid-point gradation between upper and lower limits
is chosen as the gradation to be followed for casting
microsurfacing samples. In order to achieve this,
the aggregate sizes separately and collects them in
different bags. By knowing the percentage retained of
aggregate of different sieve sizes from the specifcation
for microsurfacing of type II and Type III, the weight
of the aggregate of different sieve size are weight
separately and mixed together to give a particular
quantity required to make the mix for microsurfacing
samples.
Table 1 shows the properties of aggregates of Assam
and Meghalaya that were determined according to
ASTM standards (C88, 2005; C131, 2006). It can
be seen that the Meghalaya aggregate is satisfying
both the properties requirements of aggregate for
microsurfacing.
Table 1 Property of Aggregates
Property
(ASTM Standards)
Specifed Value Obtained Value Aggregate
Assam Meghalaya
Soundness (C 88) 15 % max. for
sodium sulphate
20 % 11.33 %
Abrasion (C 131)
(Parent material)
40 % max. 26.80% 25.60%
Geological name of aggregate* Granite Limestone
Note : * Reference No. 16 and 17
3.1.2 Filler
Ordinary Portland Cement of 43 grade is used as
mineral fller for the study.
3.1.3 Fibers
Photo 1 shows the fber used in the study, Recron 3S
(TYPE: CT 2024) manufactured by Reliance Industries
Limited. Recron 3S is a polyester staple fbers that
have special triangular shape for better anchoring
with other ingredients of the mix and are made from
polyemerisation of pure teraphthalic acid and Mono
Ethylene Glycol using catalyst. Specifcally, Recron
3S is manufactured for use in mixing with concrete
and mortar to improve certain properties of the
concrete and mortar. Recron 3S fbers are available
in 6 mm and 12 mm length. Though Recron 3S are
made for use in concrete and mortar only, but as an
attempt to see its applicability to other application, it
is used in this study as a material that will enhance
the properties of microsurfacing. In this study, the
percentage of fber used for investigation is of 12 mm
long and 0.5% as determined from the ability of fbers
in mixing with the mix.
Photo 1 Fiber Recron 3S that is Used in the Study
3.1.4 Emulsion
The emulsion used in the study was CSS-1h (ISSA,
2005). The emulsion was obtained from two
manufacturing companies, Meghalaya Bitchem
Private Limited (a polymer, natural rubber latex of
3% is mixed with emulsion in the colloid mill and
TECHNICAL PAPERS
24 INDIAN HIGHWAYS, OCTOBER 2013
hereby called as pre-mix polymer added emulsion-
PrPAE) and Om Infraction Private Limited (a polymer,
natural rubber latex of 3% is mixed with emulsion
after it is manufactured and is hereby called as post-
mixpolymer added emulsion-PoPAE). Standard tests
on the two different emulsions like Viscosity, Storage
stability, Particle charge, Sieve test, Distillation,
Tests on residue from Distillation, etcwere conducted
according to ASTM, AASHTO and ISS tandards
(ASTM: D2397, 2005; AASHTO: T44, 2003; T59,
2008; IS: 8887, 2004 ).
Table 2 shows the properties of the two different
emulsions. It can be seen from the table that the
properties of the two different emulsions as
manufactured by the two different companies are
satisfying all of the requirements but only with
the softening point of the residual bitumen, the
requirement of the two types of emulsions fall short
on this property.
Table 2 Properties of PrPAE and PoPAE
Properties Emulsion Min
Value
Max
Value
Pre-mix Post-mix
Viscosity, Saybolt Furol, 25C, Sec. 20 24 15 100
Storage Stability, one day, % 0.0002 0.0001 - 1
Particle Charge Positive Positive Positive
Sieve Test, % 0.024 0.027 - 0.1
Residue, % 62 65 62* -
Test on residue
Penetration, 25C, 100g , 5 sec. 82 78 40 90
Ductility, 25 C, 50 mm/sec. 54 60 50 -
Softening Point, Ring-and-Ball, C 41.20 54.40 57 -
4 EXPERIMENTAL STUDIES
4.1 Loaded Wheel Test
The Loaded Wheel Test (Photo 2; ASTM
D6372-05:2010) is a 7.62 cm diameter soft rubber
wheel that is loaded to a total weight of 56.7 kg. The
wheel moves to and fro through a 30.48 cm horizontal
path at a rate of 44 cycles per minute. This test
measures the amount of compaction and displacement
characteristics of multi-layered micro-surfacing
mixtures under simulated rolling traffc compaction.
Photo 2 shows the loaded wheel tester.
Photo 2 A Micro-Surfacing Sample Under Test in a Loaded
Wheel Tester
TECHNICAL PAPERS
INDIAN HIGHWAYS, OCTOBER 2013 25
4.2 Microsurfacing Sample Casting
4.2.1 Mixing Methodology
A 500 gram dry aggregate mixture is prepared using the
particle sizes retained on and passing through 4.75 mm
as coarse and fne aggregates, the desired quantities of
fllers, water, and emulsion. The methodology adopted
(Tipnis & Pandey, 2002) for mixing the mixture is as
given below:
Coarse and fne aggregates were weighed
separately into separate mixing bowls.
Calculated quantity of mixing/premix
water was divided in an approximate
proportion of estimated surface areas of
coarse and fne aggregate and added to
coarse and fne aggregate separately.
Coarse and fne aggregate were mixed
thoroughly with the premix water to
obtain two separate mixes with uniformly
wetted aggregate mass.
The moistened aggregate masses were
allowed to stand for 10 minutes, so as to
provide time for water to fll up surface
voids and uniformly coat the aggregate
pieces.
Calculated quantity of emulsion (at
required residual bitumen contents) for
microsurfacing of Type II and Type III
were divided in proportion approximate to
the estimated surface areas of coarse and
fne aggregate. The estimated quantity of
emulsion for coarse aggregate was frst
poured into the mixing bowl containing
the moistened course aggregate.
The moistened coarse aggregate were
mixed thoroughly with the added
emulsion so that the emulsion was
uniformly distributed over the surface of
all aggregate pieces and uniform coating
was obtained.
Moistened fne aggregate were then
transferred into the mixing bowl
containing coated coarse aggregate mass
and mixed thoroughly and uniformly to
blend the whole mass of coarse and fne
aggregates.
Half of the remaining emulsion was then
added to the blended mass of aggregate
and mixed thoroughly to obtain a uniform
dispersion of the added emulsion.
Remaining quantity of bitumen emulsion
was then added to the mixture and mixed
thoroughly, to obtain a uniformly coated
homogeneous mix.
During mixing process, care was exercised
to limit mixing time to an optimum and
not to allow loss of coating due to friction
between the aggregate pieces.
After the vigorous mixing of the mixture, it is cast
into the mould which is centred over the 0.60 mm
mounting plate and immediately struck-off uniformly
with a straight edge or U-shaped wooden screed using
a sawing action. As soon as the mixture is suffciently
set to prevent free fow, the mould is carefully removed
without disturbing the specimen and it is then cured in
oven for 24 hour at 60C. After this time has elapsed,
the specimen is removed from oven and weighted to
a constant weight. After the weight has been taken, it
is allowed to cool at room temperature for a period
of 2 hours and then with a calliper, measurement for
lateral width of the specimen is taken. After the whole
process, the specimen is then mounted in the loaded
wheel tester machine, after which, it is subjected to
cycles of compaction at a temperature of 22 2C
(ASTM D6372-05, 2010).
5 RESULTS AND DISCUSSION
The Loaded Wheel Test results on the microsurfacing
specimens casted with Assam and Meghalaya
aggregates with pre-mix and post-mix polymer added
emulsions with and without fbers are as follows.
TECHNICAL PAPERS
26 INDIAN HIGHWAYS, OCTOBER 2013
5.1 Type II Microsurfacing Gradation
Figs. 5 & 6 show that the trends of the curve for both
microsurfacing mixes made with pre-mix and post-
mix polymer added emulsions are same. The trends
of the curves show that the number of cycles in the
Loaded Wheel Test is increasing with increase in %
residual bitumen content upto the studied one. The
increase in no. of cycles with increase in residual
bitumen is due to a proper coating of aggregate and its
bonding between them. Figure 5 shows that when 5%
fber are added to the microsurfacing mix made with
pre-mix polymer added emulsion, the no. of cycles
increases by about 10.9 % to 11.11% and 11.04% to
11.19% for Assam and Meghalaya aggregates when
compared to specimens without the addition of fber.
Figure6 shows the increase in no. of cycles with the
addition of fber by about 20% for Assam aggregate
and 20.15% to 34.89% for Meghalaya aggregates
with post-mix polymer added emulsion. The addition
of fber in the mixture helps in further increasing the
bond between the bitumen flm and aggregates particle
and therefore help in increasing the resistance to the
lateral force as exerted by the repeated loaded wheel
test and thereby increases the no. of cycles of wheel
repetitions. It may also be noted that when the no of
cycles for Loaded Wheel Test is compared between
the two aggregate types, the Meghalaya aggregate is
about 7.8% to 11.38% higher than the Assam aggregate
for mixes made with pre-mix polymer added emulsion
and about 7% to 17% for mixes made with post-mix
polymer added emulsion . This shows that Meghalaya
aggregate is superior to Assam aggregate and also as
seen by the property of the aggregate in Table 1.
Figs. 7 & 8 show the decrease in lateral displacement
of the microsurfacing specimens with an increase
in residual bitumen for both pre-mix and post-mix
polymer added emulsions till failure. It can be seen
from both fgures that the lateral displacement of the
specimens decreases with increase in residual bitumen
content. As explained earlier, with increase in residual
bitumen content, the bonding between the aggregates
increases and therefore, the resistance to lateral force
exerted by the repeated wheel load increases or the
shoving of aggregates at the loaded path gets reduced.
The decrease in lateral displacement for mixes with
pre-mix polymer added emulsion with fbre is about
15.58% to 17.68% for Assam aggregate and 15.71%
to 20.15% for Meghalaya aggregate when compared
with mixes without fber. For specimens made with
post-mix polymer added emulsion, the decrease in
lateral displacement is about 13.44% to 15.66% for
Assam aggregate and about 13.55% to 18.22% for
Meghalaya aggregate. Also a comparison on the
specimens casted with the two aggregate types, the
lateral displacement shows the percentage decrease
by about 0.99% to 17.67% for Meghalaya aggregate
as compared to Assam aggregate for specimens made
with pre-mix and post-mix polymer added emulsions
and with fber. This only show that the Meghalaya
aggregate is a superior to Assam aggregate in terms
of performance.
Assam Vs Meghalaya Aggregate-Type II
(Pre Mix Polymer Added Emulsion)
Fig. 5 Variation of No. of Cycles with Residual Bitumen
on PrPAE Specimens
Assam Vs Meghalaya Aggregate-Type II
(Post Mix Polymer Added Emulsion)
Fig. 6 Variation of No. of Cycles with Residual Bitumen
on PoPAE Specimens
TECHNICAL PAPERS
INDIAN HIGHWAYS, OCTOBER 2013 27
Assam Vs Meghalaya Aggregate-Type II
(Pre Mix Polvmer Added Emulsion)
Fig. 7 Variation of Lateral Displacement with
Residual Bitumen for PrPAE Specimens
Assam Vs Meghalaya Aggregate-Type II
(Post Mix Polvmer Added Emulsion)
Fig. 8 Variation of Lateral Displacement with
Residual Bitumen for PoPAE Specimens
From Figs. 7 & 8, when comparison is made between
the microsurfacing specimens made with pre-mix and
the post-mix polymer added emulsion with and without
fber, it can be seen that there is further decrease in
lateral displacement for post-mix specimens and at: 6%
residual bitumen content is about 10.87% to 13.07%;
8% residual content, decrease in displacement is
about 11.34% to 15.23% and at 10% residual bitumen
content, the decrease in displacement is about 12.7%
to 16.82%. This shows that microsurfacing mixes of
Type II made with post-mix polymer added emulsion
will perform better that mixes made pre-mix polymer
added emulsion.
5.2 Type III Microsurfacing Gradation
Figs. 9 & 10 show the trends of the curve for both
pre and post-mixes polymer added to be increasing
with increase in % residual bitumen content upto the
studied residual content and they are almost same. As
explained in section 5.1, there is an increase in bonding
between aggregate with increase in residual bitumen.
Fig. 9 shows that with the addition of 5% fber to the
mixture made with pre-mix polymer added emulsion,
there is about 11.5% increase in the number of cycles
of a Loaded Wheel Test for Assam aggregate and about
11% for Meghalaya aggregate. Fig. 10 shows the trend
of the curve for post-mix microsurfacing specimens to
be of the same nature for both the aggregates types,
i.e Assam and Meghalaya aggregates. It may also be
noted that with the addition of 5% fber to the mix,
there is about 20% increase in the no. of cycle for both
the aggregates types. When compare between Assam
and Meghalaya aggregates, for pre-mix polymer
added emulsion specimens, there is about 5.4% to
6.7% increase in the no. of cycles and about 4.97% to
5.35% increase in no. of cycles for post-mix polymer
added emulsion specimens for Meghalaya aggregate
as to microsurfacing specimens made with Assam
aggregate. This shows that Meghalaya aggregate for
Type III microsurfacing is also superior to the Assam
aggregate.
Assam Vs Meghalaya Aggregate-Type III
(Pre Mix Polymer Added Emulsion)
Fig. 9 Variation of No. of Cycles with Residual Bitumen
on PrPAE Specimens
TECHNICAL PAPERS
28 INDIAN HIGHWAYS, OCTOBER 2013
Assam Vs Meghalaya Aggregate-Type III
(Post Mix Polymer Added Emulsion)
Fig. 10 Variation of No. of Cycles with Residual
Bitumen on PrPAE Specimens
Figs. 11 & 12 show the decrease in lateral displacement
of the specimens with an increase in residual bitumen
for both the pre and post mixes polymer added
emulsions till failure. It can be seen that at each
residual bitumen content, the lateral displacement
gets reduced irrespective of whether the mix is with
or without fber. As mentioned in previous section,
with increase in residual bitumen content, the coating
of aggregate with bitumen is more proper and this
coating of aggregate helps in better bonding between
the aggregate which increases with increase in residual
bitumen content and therefore, the resistance to lateral
force exerted by the repeated wheel load increases
or the shoving of aggregates at the loaded path gets
reduced.
Assam Vs Meghalaya Aggregate-Type III
(Pre Mix Polymer Added Emulsion)
Fig. 11 Variation of Lateral Displacement with Residual
Bitumen for PrPAE
Assam Vs Meghalaya Aggregate-Type III
(Post Mix Polymer Added Emulsion)
Fig. 12 Variation of Lateral Displacement with Residual
Bitumen for PoPAE Specimens
Fig. 11 shows that the addition of fber with pre-mix
polymer added emulsion mixes helps in decreasing the
lateral displacement on a Loaded Wheel Test further
and this decrease is about 13.8% to about 20.5% for
Assam aggregate, and 15.6% to 20.7% for Meghalaya
Aggregate. Fig.12 shows that the decrease in lateral
displacement for specimens made with post-mix
polymer added emulsion with fberto be about 11.7%
to 18.64% for Assam aggregate and 13.4% to 24.62%
for Meghalaya aggregate when compared with
specimens without fber. Also as a comparison between
the two aggregate types, the percentage decrease in
lateral displacement at 8% residual bitumen content
for Meghalaya aggregate is about 31.56% and 27.48%
less with specimen made from pre-mix and post-mix
polymer added emulsions than the Assam aggregate.
From Figs. 11 & 12, when comparison is made between
the micro surfacing mixes made with pre-mix and the
post-mix polymer added emulsion with and without
fbres, it can be seen that the % decrease in lateral
displacement for post-mixspecimens at: 5% residual
bitumen content to be about 9.42% to 12.83%; 6%
residual content, decrease is about 12.65% to 15.14%
and at 8% residual bitumen content, the decrease is
about 15.17% to 21.12%. This also show that micro
surfacing mixes of Type III made with post-mix
polymer added emulsion will perform better that
mixes made pre-mix polymer added emulsion.
TECHNICAL PAPERS
INDIAN HIGHWAYS, OCTOBER 2013 29
6 CONCLUSIONS
1. On sieve analysis of the aggregates collected for
the study (Assam and Meghlalya aggregates),
the gradations of the two types of aggregates
do not ft into the limits of the specifcations.
However, for mix design, the mid points
of the specifcations for the two types of
microsurfacing (Type II & III) are chosen as the
gradations to be followed for casting samples.
2. The two types of emulsion (pre-mix and post-
mix polymer added emulsions) used for the
study and as manufactured the two different
companies satisfy the specifcation laid down
for microsurfacing except the property of
softening point.
3. Loaded Wheel Tests show that the no. of cycles
is increasing with increase in % residual bitumen
upto the studied residual bitumen for the two
types of microsurfacing (Type II and Type III)
and for mixes with and without fbres.
4. Mixes with fber are found to have higher no.
of cycles of load repetitions when compared
to mixes without fber for the two types of
microsurfacing.
5. Meghalaya aggregate is found to be superior to
Assam aggregate both in terms of, the increase
of number of cycles and the reduction in lateral
displacement for a pre-mix and post-mix
polymer added emulsion mixes.
6. The increase in number of cycles for specimens
made with Meghalaya aggregate are found to
be at 7.8% to 11.38% for microsurfacing mixes
made with pre-mix and 7% to 17% with post-
mix polymer added emulsions and with fber
for the Type II microsurfacing.
7. For type III, the increase in number of cycles
for microsurfacing mix made with Meghalaya
aggregate are found to be in the range of 5.4%
to 6.7% for mixes made with pre-mix polymer
added emulsion and in the range of 4.9% to
5.36% with post-mix polymer added emulsions
and with fber.
8. The lateral displacements of the specimens
along the wheel path are found to decrease with
increase in residual bitumen and with the use of
fbers.
9. The decrease in lateral displacement for mixes
made with pre mix polymer added emulsion
with fbre is about 15.58% to 17.68% for Assam
aggregate and 15.71% to 20.15% for Meghalaya
aggregate when compared with mixes without
fbres. For specimens made with post-mix
polymer added emulsion, the decrease in lateral
displacement is about 13.44% to 15.66% for
Assam aggregate and about 13.55% to 18.22%
for Meghalaya aggregate. The decrease in lateral
displacement is also found in microsurfacing
mixes made with Meghalaya aggregate by
about 0.92% to 17.67% when compared with
mixes made with Assam aggregate for the Type
II microsurfacing.
10. For Type III microsurfacing, the decrease in
lateral displacement for mixes made with pre
mix polymer added emulsion with fbre is
about 13.8% to 20.5% for Assam aggregate
and 15.6% to 20.7% for Meghalaya aggregate
as compared to mixes made without fber. The
lateral displacement for mixes made with post
mix polymer added emulsion with fbre are
about 11.7% to 18.64% for Assam aggregate
and 13.4% to 24.62% for Meghalaya aggregate
when compared with mixes without fbres. A
comparison between the two aggregate types
revealed that the percentage decrease in lateral
displacement at 8% residual bitumen content
for Meghalaya aggregate is about 31.56% and
27.48% less with specimen made from pre-mix
and post-mix polymer added emulsions than
the Assam aggregate.
11. Microsurfacing mixes made with post-mix
polymer added emulsion have shown to
perform better than the mixes made with pre-
mix polymer added emulsion in terms of lateral
displacement of the specimens on the Loaded
Wheel Test. This % reduction for Type II
TECHNICAL PAPERS
30 INDIAN HIGHWAYS, OCTOBER 2013
microsurfacing is in the range of about 10.87%
to 16.82% for the studied residual contents.
For Type III, the % reduction is in the range of
9.42% to 21.12%
ACKNOWLEDGEMENT
The authors wish to acknowledge Meghalaya Bitchem
Pvt. Limited (Meghalaya) for generously allowing
Ashok J ali to work in their laboratory and to carry
out test on microsurfacing specimens in the Loaded
Wheel Test and for providing the emulsion. The
authors also express the gratitude to Om Infracon Pvt.
Limited (Assam) for providing the emulsion in which
the study on microsurfacing was carried out.
REFERENCES
1. AASHTO: T 44-2003, Standard Method of Test for
Solubility of Bituminous Materials, American Association
of State Highway and Transportation Offcial, Washington
D.C.
2. AASHTO: T 59-2008, Standard Method of Test for
Emulsifed Asphalts, American Association of State
Highway and Transportation Offcial, Washington D.C.
3. ASTM: C 88-2005, Standard Test Method for Soundness
of Aggregates by Use of Sodium Sulfate or Magnesium
Sulfate,American Society for Testing and Material, PA
USA.
4. ASTM: D 2397-2005,Standard Specifcation for Cationic
Emulsifed Asphalt, American Society for Testing and
Material, PA USA
5. ASTM: C 131-2006,Standard Test Method for Resistance
to Degradation of Small-Size Coarse Aggregate By
Abrasion and Impact in the Los Angeles Machine,
American Society for Testing and Material, PA USA.
6. ASTM: D6372-05 (2010). Standard Practice for Design,
Testing, and Construction of Micro-Surfacing, American
Society for Testing and Material, PA USA
7. IRC:SP-81-2008, Tentative Specifcations for Slurry
Seal and Microsurfacing, Indian Road Congress,
New Delhi.
8. ISSA-2005,Design Technical Bulletins 2005,
International Slurry Seal Association, Annapolis, U.S.A.
9. Labi, S. and Sinha, K.C. (2003). Measures of short-term
effectiveness of highway pavement maintenance. J ournal
of Transportation Engineering, VOl 129(6), pp 673683.
10. Miller group-2010. Retrieved J une 3, 2010, fromhttp://
www.millergroup.ca/pavement/micro_surfacing.html.
11. Raza, H. (1994), State of the Practice: Design,
Construction, and Performance of Microsurfacing.
Technical Rep. No. FHWA-SA-94-051, Federal Highway
Administration, DOT, Washington, D.C.
12. Smith, R.E andBeatty, C.K.(1999), Microsurfacing Usage
Guidelines,Transportation Research Record, vol.1680,
pp: 13-14.
13. Tipnis,M.M. and Pandey, B.B. (2002),A Laboratory
Investigation On Bitumen-Emulsion Mixes Highway
Research Bulletin, I.R.C., New Delhi. pp: 47-75.
14. IS:8887-2004, Bitumen Emulsion for Roads (Cationic
Type)-Specifcation, Bureau of Indian Standard,
New Delhi.
15. AASHTO: T 27-2006, Standard Method of Test for Sieve
Analysis of Fine and Course Aggregates, American
Association of State Highway and Transportation Offcial,
Washington D.C.
16. Geological Survey of India (2009), Geology and mineral
Resources of Assam Miscellaneous Publication No. 30,
Part IV, Vol 2 (1), Assam
17. Govt. of Meghalaya, Dept. of Mining and Geology,
directorate of Mineral Resources, Retrieved J uly 2,
2013, megdmg.gov.in/mineral.html.
INDIAN HIGHWAYS, OCTOBER 2013 31
STUDY OF NOISE POLLUTION AT DIFFERENT
INTERSECTIONS AT AGARTALA CITY
MANISH PAL* AND DIPANKAR SARKAR**
* Associate Professor,
** Assistant Professor,
ABSTRACT
Agartala, the capital city of Tripura, faces traffc congestion
particularly at different road intersection due to rapid and
uncontrolled development by an unacceptable level of disparity
in transportation demand and supply scenario resulting in
environmental degradation. When the vehicles are waiting for
their turn to clear the intersection, the drivers normally keep
the engines of their vehicle on and unnecessary blow horns. As
a result noise level is increased particularly at the intersection.
10 (ten) representative intersections of varying traffc volume
have been selected in this study to ascertain noise level during
idling of vehicles. The study reveals that Ashram Chowmohani
is the busiest intersection whereas North Gate is found to be the
noisiest intersection. In North Gate, during day time noise level is
in between 66.7 dB(A) to 108.6 dB(A) and during night time 60.4
dB(A) to 100.9 dB(A). Average noise level of 10 (ten) important
intersection of Agartala city are 79.9 dB(A) and 73.3 dB(A)
during day time and night time respectively. After implementation
of remedial measures, noise level of all intersection of Agartala
city can be reduced.
Noise level at different intersection of Agartala city and strategies
to control the noise pollution has been discussed in this paper.
1 INTRODUCTION
Agartala city is the nucleus of the greater Agartala
regions and all of the divisional offces, educational
facilities, many business and shopping centers,
temples, stadium etc are located in and around the
Agartala city. Thus the city plays a major role in
controlling the economic development of not only
in Agartala region but also the entire Tripura state.
Due to lack of proper planning and control over land
use activities, people from various districts rush to
Agartala and made it a hub of residential, commercial
and business activities. Variety of road based transport
modes catering to the transport need ply in large no on
the road system. As a result traffc and transportation
problems are aggravating day by day. These problems
are manifesting in the form of increased traffc
congestion, delays and subsequently create noise.
Generally a low sound is pleasant where as loud sound
is unpleasant and commonly referred to as noise.
With increasing traffc in the city traffc is increasing
at different intersections and subsequently, noise
pollution is also increasing at the intersections. In
Agartala city, traffc at the intersection is being
controlled by traffc police raising their hand and
Stop/Go signal is totally dependent on that
particular traffc police. As a result, when the vehicles
are waiting for Go signals at the intersection they
always are in start mode during vehicles idling
condition and drivers unnecessarily horns which
causes the more noise pollution at the intersection.
2 OBJECTIVES AND SCOPE OF THE
STUDY
The objectives of the study are summarized as
follows:
1) Study of movement of vehicles at the
different important intersection in
Agartala city.
2) Measurement of noise intensity (or
loudness) at different important
intersections in Agartala city.
3) Implementation of improvement
measures to control the noise pollution at
different intersections.
3 METHODOLOGY OF THE STUDY
There are 10 (ten) no of important intersections
available in Agartala city namely IGM Chowmuhani,
Paradise Chowmuhani, Fire Brigade Chowmuhani,
Bidurkarta Chowmuhani, Ganaraj Chowmuhani,
Math Chowmuhani, Ashram Chowmuhani (3 legged
intersection), North Gate, RMS Chowmuhani
Department of Civil Engineering, National Institute of Technology, Agartala
TECHNICAL PAPERS
32 INDIAN HIGHWAYS, OCTOBER 2013
(3 legged intersection), Orient Chowmuhani. In
Agartala, interestingly four legged and three legged,
both the intersections are called Chowmuhani. In all
the intersections, it is found that the road width is
10 m to 16 m and all the roads are undivided. All the
intersections are 4-legged cross type except Ashram
chowmuhani and RMS chowmuhani which are WYE
type and T-type intersection respectively. There are
mixed types of traffc like Pedal cycle, Pedal rickshaw,
Hand cart, Motor bike, Car, J eep, Bus, Mini bus,
Truck, Pick up van etc are moving in the City. Sound
level is observed for mixed traffc or heterogeneous
traffc fow.
Study has been carried out for observation of vehicle
movement at these intersections during 6 AM to
10 PM. In the above mentioned intersections sound level
has been measured during day time as well as at night
time. According to the intersection type, three sound
level meters for 3-legged intersection & four sound
level meters for 4-legged intersection were placed at a
time at each arm (road) side of the intersection to take
the noise level. This noise level survey is carried out
during 6 AM to 10 PM at all intersections. The sound
level instruments were placed over tripod stand at an
average height of 1.5 m from the ground level and
at a distance of 2 m from the pavement edge with its
microphone pointing towards the noise source. From
the preliminary survey, it was observed that, there
were vary less no of vehicles plying during 10pm
to 6am. For calculation of traffc fow, 24 hours data
is essential. But in this work, traffc fow and noise
level study were carried out for 14 hours daily from
6 AM to 10 PM as very negligible no of vehicles plying
during rest of the time. So survey of 14 hours time
period was considered as equivalent to 24 hours and
traffc entering to the intersection has been expressed
as Average Daily Traffc (ADT). For completion of
the entire study in 10 intersections, 6 (six) month time
was spent at an average of 18 days per intersection.
Average Daily Traffc was calculated in respect of
18 days.
4 POLLUTION AND INSTRUMENT FOR
NOISE LEVEL
Intensity and frequency are the two important properties
of sound. The unit of measurement of intensity (or
loudness) is decibel (abbreviated as dB).The decibel
scale begins with zero. One unit or one decibel is the
smallest change of sound intensity which an average
healthy human ear can perceive i.e., the threshold of
hearing or the least audible sound is equal to zero
decibel. Often neglected, noise induces a severe impact
on human and on other living organisations. Some of
the adverse effects are Annoyance, Physiological
effects, less hearing, Deceased human performance,
problem of nervous system, sleep interference etc.,
in the Table 1. Indian Standards for Ambient noise
levels has been shown. Various instruments like sound
level meters, impulse meters, frequency analyzers,
graphic recorders, noise dosimeters and calibrators
are being used. For measuring the noises level at
idling condition of vehicles (start mood) in different
intersection of Agartala city, in present study, sound
level meters of Tenmars Electronics Co. Ltd. Taiwan
(IEC 61672 TYPE II) have been used. This instrument
basically consists of a microphone and an electronic
circuit including an attenuator, amplifer, weighting
networks and a display unit. The microphone converts
the sound signal to an equivalent electrical signal,
which passes through a weighting network which
provides a conversion and gives the sound pressure
level in dB. The time constants used for the sound
level meter standards are.
S (slow) = 1 second, F (fast) = 125 milliseconds.
Relatively steady sounds are easily measured using
the fast response and unsteady sounds using
slow response. When measuring long-term noise
exposure, the noise level is not always steady and
may vary considerably, in an irregular way over the
measurement Period.
5 RESULT AND DISCUSSION
Indian standard for ambient noise level has been shown
in Table 1. The approaching arm wise traffc fow is
presented in Table 2. The noise level experienced by
vehicles on each approaching arm are obtained by
noise level study and presented in Table 3. The noise
level experienced by vehicles are above 65 dB(A) at
all 10 (ten) intersections of Agartala city as shown in
Fig. 1. Average Noise level of 10 (ten) intersections
are 79.9 dB(A) and 73.3 dB(A) during daytime
TECHNICAL PAPERS
INDIAN HIGHWAYS, OCTOBER 2013 33
and night time respectively. Ashram Chowmohani
intersection is the busiest intersection whereas
North Gate intersection is found to be the noisiest
intersection. In North Gate, during day time noise
level is in between 66.7 dB(A) to 108.6 dB(A) and
during night time 60.4 dB(A) to 100.9 dB(A). That
is in all the intersections, noise levels are found
exceeding the permissible limit during daytime and
night time (ref. Table 1). In all the intersections,
ratio of Motorized Traffc (MT) and Non-Motorized
Traffc (NMT) is 4 : 1 in respect of Passenger Car Unit
(PCU). It is observed that during idling condition,
no noise pollution is created from NMT modes. So,
only motorized vehicles are responsible for creating
noise pollution at the intersection. Again in motorized
traffc, less no of High Occupancy Vehicles (HOV)
like buses, mini buses are plying in the city. More no
of cars (personalized), autos, jeeps are plying in the
city. As a result numbers of motorized vehicles are
increased. So it is evident that in all the intersections,
high noise pollution is being created by the large no
of Motorized vehicles. It is a serious environmental
problem and health hazard. From Table 3, it is observed
that almost 99% of the drivers do not switch off their
engines of their vehicles and almost 90% of the drivers
unnecessarily press their horns while waiting for
signal to turn Go at the intersections and resulting
the increase of noise level. So, some strategies like
Extending use of HOV, Curbing Motorized Traffc &
blowing of horn, Encouraging Non-motorized modes,
Turning off engines of vehicles at traffc signals,
Imparting Traffc Education etc. may be adopted to
control the noise level.
Table 1 Indian Standards for Ambient Noise Levels
(Noise Pollution Regulation and Control Rules, 2000,
CPCB)
Area Noise Limits, dB (A)
Day Time Night Time
Silence zone 50 40
Residential area 55 45
Commercial area 65 55
Industrial area 75 70
Table 2 Daily Traffc Entering the Selected Intersections in Agartala City
Intersection Traffc entering from Traffc entering (ADT) Total Traffc
(PCU/day)
NMT
(PCU/day)
MT
(PCU/day)
IGM Chowmuhani
(4-Legged)
RMS (East) 1241 5049 18421
Fire brigade (West) 1111 4523
Music College (North) 825 3356
Paradise (South) 457 1859
Paradise Chowmuhani
(4-Legged)
Post Offce (East) 1397 5698 18778
Battala (West) 1078 4451
IGM (North) 787 3201
Gandhighat (South) 427 1379
Fire brigade
Chowmuhani
(4-Legged)
IGM (East) 1168 4761 21205
Border Golchakkar (West) 813 3308
Ker Chowmuhani (North) 876 3562
Battala (South) 1328 5390
TECHNICAL PAPERS
34 INDIAN HIGHWAYS, OCTOBER 2013
Intersection Traffc entering from Traffc entering (ADT) Total Traffc
(PCU/day)
NMT
(PCU/day)
MT
(PCU/day)
Bidurkarta
Chowmuhani
(4-Legged)
Rabibndra Bhaban (East) 975 3953 17179
Krishnanagar (West) 787 3187
Cornel Chowmuhani (North) 1160 4706
RMS (South) 477 1933
Ganaraj Chowmuhani
(4-Legged)
Purbasha (East) 916 3715 17492
Rajbari (West) 994 4033
Lalbahadur (North) 593 2431
Motor stand (South) 952 3858
Math Chowmuhani
(4-Legged)
Ramkrishna Mission (East) 1414 5732 21122
Motor stand (West) 1305 5310
Central J ail (North) 912 3683
MBB College (South) 554 2211
Ashram Chowmuhani
(3-Legged)
Chandrapur ISBT (East) 2210 9265 23064
Kalyani (West) 1172 4751
J ail (North West) 1117 4549
North Gate
(4-Legged)
AIR (East) 919 3736 21490
BSNL (West) 1289 5250
Circuit House (North) 1595 6624
Rajbari (South) 410 1668
RMS Chowmuhani (3-
Legged)
Orient (East) 1075 4371 15918
IGM (west) 1180 4798
Post Offce (South) 856 3629
Orient Chowmuhani
(4- Legged)
J ackson Gate (East) 552 2237 13651
RMS (West) 1009 4088
Rabindra Bhavan (North) 856 3451
Surja Chowmuhani (South) 289 1170
Table 3 Noise Level, Switching off the Engine and Pressing Horn at the Intersections
Intersection Traffc entering from Maximum Noise Level
dB (A)
Averag Noise Level dB
(A)/ Switch off the engine
(%) / unnecessarily
Pressing horn (%) Day Time Night Time
IGM Chowmuhani
(4-Legged)
RMS (East) 102.5 93.5 aNVd = 78.6,
aNVn = 72.4
SOE = 1.3%
UPH = 89%
Fire brigade (West) 95.7 88.6
Paradise (South) 45.7 41.2
Music College (North) 70.3 66.3
Paradise Chowmuhani
(4-Legged)
Post Offce (East) 108.6 93.4 aNVd = 77.9
aNVn = 69.0
SOE = 0.8%
UPH = 91%
Battala (West) 93.6 85.1
IGM (North) 68.5 60.3
Gandhighat (South) 40.9 37.3
TECHNICAL PAPERS
INDIAN HIGHWAYS, OCTOBER 2013 35
Intersection Traffc entering from Maximum Noise Level
dB (A)
Averag Noise Level dB
(A)/ Switch off the engine
(%) / unnecessarily
Pressing horn (%) Day Time Night Time
Fire brigade
Chowmuhani (4-Legged)
IGM (East) 96.0 89.6 aNVd = 86.5,
aNVn =78.5
SOE = 1%
UPH = 90%
Border Golchakkar (West) 69.4 62.5
Ker Chowmuhani (North) 72.9 66.6
Battala (South) 107.6 95.2
Bidurkarta Chowmuhani
(4-Legged)
Rabibndra Bhaban (East) 79.9 70.1 aNVd = 72.6,
aNVn = 66.0,
SOE =1.1%,
UPH = 88%
Krishnanagar (West) 65.1 60.3
Connel Chowmuhani (North) 97.2 90.2
Orient (South) 48.3 43.3
Ganaraj Chowmuhani
(4-Legged)
Purbasha (East) 78.9 72.8 aNVd =75.0,
aNVn = 68.8
SOE = 0.9%,
UPH = 92%
Rajbari (West) 84.6 78.8
Lalbahadur (North) 53.9 47.4
Motorstand (South) 82.8 76.3
Math Chowmuhani
(4-Legged)
Ramkrishna Mission (East) 108.9 100.9 aNVd = 83.8,
aNVn =77.7 ,
SOE = 1%,
UPH = 90%
Motor stand (West) 103.3 98.7
Central J ail (North) 77.3 71.2
MBB College (South) 45.8 40.0
Ashram Chowmuhani
(3-Legged)
Chandrapur ISBT (East) 105.9 100.6 aNVd = 85.6,
aNVn = 80.5
SOE =1.2%, UPH = 93%
Kalyani (West) 78.5 73.6
J ail (North West) 72.3 67.4
North Gate (4-Legged) AIR (East) 78.5 71.9 aNVd = 88.8,
aNVn = 82.0 ,
SOE = 1%,
UPH = 91%
BSNL (West) 101.2 94.6
Circuit House (North) 108.6 100.9
Rajbari (South) 66.7 60.4
RMS Chowmuhani
(3- Legged)
Orient (East) 90.1 85.7 aNVd =87.7,
aNVn = 81.6
SOE = 0.8%, UPH =90%
IGM (west) 95.1 88.0
Post Offce (South) 77.9 71.2
Orient Chowmuhani
(4- Legged)
J ackson Gate (East) 62.9 57.1 aNVd = 65.9
aNVn = 60.3
SOE =1.1%
UPH = 91%
RMS (West) 86.7 80.3
Rabindra Bhavan (North) 71.7 65.4
Surja Chowmuhani (South) 42.3 38.2
** aNVd = Average Noise value (day time), aNVn = Average Noise value (night time), SOE = Switch off the Engine,
UPH = Unnecessarily pressing horn,
TECHNICAL PAPERS
36 INDIAN HIGHWAYS, OCTOBER 2013
Fig. 1 Noise Level at 10 Different Intersection of Agartala City
(1. IGM Chowmuhani, 2. Paradise Chowmuhani,
3. Fire Brigade Chowmuhani, 4. Bidurkarta
Chowmuhani, 5. Ganaraj Chowmuhani, 6. Math
Chowmuhani, 7. Ashram Chowmuhani, 8. North Gate,
9. RMS Chowmuhani, 10. Orient-Chowmuhani).
Fig. 2 shows that Traffc fow is directly proportional
to Noise level. Following Regression equation of
traffc fow (PCUs) with noise level is proposed.
This equation is proposed based on thirty two no. of
approaching arms at different intersections.
S
L
= 0.012 T
F
+19.07, (R
2
= 0.954) ... (1)
Where,
S
L
= Noise level in dB(A)
T
F
= Traffc Flow (PCU/day)
Fig. 2 Relation Between Traffc Flow and Noise Level
6 STRATEGIES TO CONTROL NOISE LEVEL
The following strategies may be considered to decrease
the noise pollution.
I. Extending use of HOV Through Public
Transport
Introduction of more High Occupancy Vehicle (HOV)
through public transport will be better and safer in
respect of noise pollution in the city as well as at different
intersection. HOV reduces congestion, noise level and
other pollution & it provides more effciently, less costly
and minimal energy solution to the urban Transport
problem.
II. Curbing Motorized Traffc and Blowing of
Horn
Curbing motorized traffc indirectly provides priority
and preference to Non-Motorized Traffc (NMT) modes
in the traffc system operation. Through Transportation
System Management (TSM) techniques entry to
congested areas and Central Business District (CBD) by
motorized modes should be restricted permitting only
HOV through public transport. The motorized private
modes should be taxed by way of road users charges and
parking fee in the CBD area of Agartala city.
Due to inherent idling of the vehicles on the intersection
the noise and chemicals released in the atmosphere at
a given location and its vicinity to CBD, schools and
Hospitals can be a major source of worry. There are
a major source of pollution and therefore need to be
tamed for the sake of the health of environment. In
the particular zone of road intersection during idling
condition of vehicle blowing a horn should be totally
restricted otherwise it should be punishable by law. No
Horn sign may be installed in the particular zone of every
intersection studying queue length of the vehicles.
III. Encouraging Non-motorized Modes
Non-motorized modes are an essential part of the
sustainable and suitable transport modal mix for the city
like Agartala. On considerations of the environmental
concerns, affordability, employment and safety these
modes have a vital role to play. Non-motorized
transports have continued to play a vital role in countrys
transportation system. NMT modes being labour intensive,
non-fuel dependent, free from noise are best suited for
Indian conditions and the infrastructure requirements
for their operation are minimal. Special allowance can
also be provided as incentive to employees using non-
TECHNICAL PAPERS
INDIAN HIGHWAYS, OCTOBER 2013 37
motorized travel; these methods can lead to an improved
interest among them. As a result Noise pollution as well
as other pollution will be decreased in the city as well as
at various intersections in the city.
IV. Turning off Engines of Vehicles at Traffc
Signals
A high percentage of noise level is at intersections, this
generally occurs due to the vehicles waiting to get the
GO signal. Due to running of engines heavy noise and
air pollution take place. Continuous awareness programs
through print and electronic media is required to make the
drivers aware of the harmful effects of noise pollution.
A mandatory system must be followed to switch off the
engines of vehicles if the waiting time is more than 14
seconds. The drivers of the vehicle need to be sensitized
about the grim situation and the little contributions they
can make to improve it.
V. Imparting Traffc Education
Traffc education is a very important tool in achieving
the traffc discipline. Traffc education needs to be given
at school level, so that the habit of following rules and
discipline are indoctrinated at a very tender age. If the
children are alerted of ill effects of enhanced usage of
motorized modes at an early age they can extend their
experience and knowledge to their parents and their
future generations who in turn can optimize usage of
personalized motorized traffc.
7 CONCLUSION
In all the intersections, ratio of Motorized Traffc (MT)
and Non-Motorized Traffc (NMT) is 4:1 in respect of
Passenger Car Unit (PCU). It is observed that during
idling condition, no noise pollution is created from NMT
modes. So, only motorized vehicles are responsible for
creating noise pollution at the intersection. Again in
motorized traffc, less no of High Occupancy Vehicles
(HOV) like buses, mini buses are plying in the city.
More number of cars (personalized), autos, jeeps are
plying in the city. As a result no of motorized vehicles
are increased. So it is evident that in all the intersections,
high noise pollution is being created by the large number
of Motorized vehicles.
The results of switch off behavior survey revealed
that almost 99% of the drivers do not switch off their
engine of their vehicles and almost 90% of the drivers
unnecessarily press their horn while waiting for the
signal to turn GO at the intersection and resulting the
increase of noise level. As per Indian standers ambient
noise level in city area particularly in commercial area
is in between 65 dB (A) to 55 dB (A) for day time to
night time respectively. Average noise level of 10 (ten)
important intersection of Agartala city 79.9 dB(A) and
73.3 dB(A) during day time and night time respectively
which is ill effective on human health and environment.
Besides, Traffc fow is directly proportional to Noise
level and Noise level may be predicted by the equation
SL = 0.012 TF + 19.07, where SL = Noise level in dB(A),
TF = Traffc Flow (PCU/day).
Promoting HOV, non-motorized modes, reducing the
demand for motorized modes, curbing of blowing of
horn in the particular zone of intersection providing
NO HORN sign are very effective in reducing noise
pollution. Traffc education is a very important tool in
achieving the traffc discipline. Traffc education needs
to be imparted at school level so that habit of following
rules and discipline is inculcated at a very tender age.
REFERENCE
1. Banik, B.K., Chowdhury, A.I., and Sarkar, S.K.A., (2009)
volume 70-1, pp: 75-86, Study of Traffc Congestion in
Sylhet City, J ournal of Indian Road Congress.
2. Reddy,R., Rao, S.N., and Rao, C.R. (2008) volume 69-1,
pp: 101-109, Modeling and Evaluation Patterns on the
Impact of on-street Parking, J ournal of Indian Road
Congress.
3. Suresh K. Dhameja (2008), Environmental Studies,
Publisher: S.K. Kataria and Sons.
4. Suneela, M.S., M., Shashidhar K.N.P. and Hussain S.K.,
(2004) volume 46(2), pp- 86-91, Air Quality Status
at selected Locations in Hyderabad City, J ournal of
Environment Science and Engineering.
5. Kadiyali, L.R., (2003), Traffc Engineering and Transport
Planning, Khanna Publishers.
6. IRC:70-1977 (Reprinted on 2002), Guidelines on
Regulation and Control of Mixed Traffc in Urban Areas,
Indian Road Congress.
7. Khanna, S.K. and J usto CEG. (2001), Highway
Engineering, Neemchand and Brothers.
8. The Noise Pollution (Regulation and Control) Rules,
(2000), Central Pollution Control Board.
9. Mukherjee, A. and Mukherjee, G, (1998) volume 19, pp-
16-64, Health Effects of Automobile Exhaust Pollution
on Traffc Personal of Calcutta, Man and Environment.
10. IRC:106-1990, Guidelines for Capacity of Urban Roads
on Plain Areas, Indian Road Congress.
38 INDIAN HIGHWAYS, OCTOBER 2013
FIBER REINFORCED CEMENT COMPOSITES: A REVIEW
SHASHI KANT SHARMA*, G.D. RANSINCHUNG R.N** AND PRAVEEN KUMAR***
* Research Scholar, E-mail: shashi_pec@yahoo.co.in
** Asstt. Professor, E-mail: gdranfce@iitr.ernet.in
*** Professor, E-mail: pkaerfce@iitr.ernet.in
ABSTRACT
Cement composites are mainly of three types; cement paste,
cement mortar and cement concrete. All of these types have same
defciencies like, low tensile strength and limited deformation
capacity and thus fail on frst crack appearance. Discrete fber
reinforcement provides a solution for this problem at both of
these defcient stages; this has been proved by below referenced
studies. There is a huge difference in the working mechanism of
fbers in all of these composites. Fibers, whether microfbers or
macrofbers, have found difference in use-weightage according
to their properties (size, shape, yield strength etc.) in different
composites. Microfbers toughen the cement pastes more, with
respect to other composites and do not allow them to shrink, but
they are not capable of increasing the post crack strength, alike
macro fbers. Mortars and concrete mixes already have high
toughness (tensile strength), therefore macrofbers are more
helpful in increasing their post crack deformation capacity. These
composites need microfbers also, to prevent shrinkage crack
at initial stage of hydration because, at this stage their tensile
strength is low and shrinkage stresses are produced at higher rate.
The present paper highlights the differences in the use of fbers
in various composites, as well as their effect at both stages of
cracking i.e. pre crack and post crack stage.
1 INTRODUCTION
1.1 Cements Limitations and Role of Concrete
Concrete is the most widely used construction
material in the world. Plain concrete fails in a brittle
manner with little warning. With proper incorporation
of fbers, the failure mode of concrete can change
from brittle to quasi-ductile (Li and Leung 1992;
Li and Wu 1992; Leung 1996). The toughness of
the material (measured, for example, from the area
under a complete load-displacement curve) can also
be signifcantly increased. An investigation into the
reinforcing behaviour of fbers in various cement
composites laid fve stages of composite damage.
They are: Zone I, linear-elastic behavior; Zone II,
nonlinear deformation; Zone III, stable growth of the
failure crack; Zone IV, unstable growth of the failure
crack; and Zone V, fber bridging of the crack.
In cement composites, fbers infuence the fracture
processes ahead of the crack tip in the Frontal
Process Zone (FPZ) and behind the crack tip in the
crack bridging wake Fig.1. Happenings in the FPZ
determines the frst crack strength of the composite.
For thin sheet fber reinforced composites, prevention
against formation of frst crack is essential (Nelson
P.K.et al. 2002), because crack appearance signifes
the onset of permanent damage. Cracking may initiate
the processes that reduce durability. If the crack opens,
the reinforcing fbers are exposed to environmental
deterioration processes. However, if the crack does
not, durability is not necessarily reduced. Crack width
is strongly infuenced by the stiffness, volume fraction,
and bond properties of the fbers.
Fig. 1 Schematic of Composite Frontal Process Zone (FPZ)
and Crack Bridging Wake
Department of Civil Engineering, IIT-Roorkee
TECHNICAL PAPERS
INDIAN HIGHWAYS, OCTOBER 2013 39
Initial faws are always present in any cementitious
material, whether it is a plain cement paste specimen
or a Fiber-Reinforced Cement Composite (FRCC).
When load is frst applied to the FRCC, stress
concentration develops in the area in vicinity of the
tips of the initial faws. With increment in loading,
microcracks form and grow in the frontal process
zones ahead of the crack tips. It is assumed that the
initial faw will extend into the microcracked region
when the microcracking has reached a saturated level
(Nelson P.K. et al. 2002).
Various studies have been done independently on
different types of fbers, in different cement composites,
in the recent decades. Very few studies have tried to
compare their behaviour in different mixes, but in
general proper parameters could not be evolved for
comparing test results and effect of properties. This
paper tries to review the studies done, to fnd:
Effect of fbers properties: type of fber
(shape, yield strength), matrix type and
interface as well as fber size (length/
diameter), volume fraction, geometry
and distribution (inclination) on cement
composites. Thus, on these basis, fnding
out which fber (microfber, macrofber
or hybrid fber) is best for a given
composite.
Method of use, of fbers.
Testing of fber reinforced cement
composites.
2 EFFECT OF FIBERS PROPERTIES
2.1 Pre Crack Reinforcement
Wu H.C. (2001) and Pierre P. et al. (1999), in their
comparison studies found the difference in the role
of fbers in cement paste and mortar. They concluded
that for brittle materials, the magnitudes of the
fracture toughness or the sizes of the existing faws
of the materials primarily determine their tensile
strengths. Typically, a mortar has higher fracture
toughness than that of a cement paste. Hence, a
mortar is usually stronger in tension than a paste when
a similar size of faw is present in both composites.
When fber reinforcement is used, the composite
can become tougher and stronger, resulting from the
additional increase in fracture toughness due to the
toughening effect of the fbers in front of the crack tip
and the bridging effect of the fbers behind the crack
tip. Therefore, the tensile strength of the cement-
paste composites showing pseudo strain-hardening,
increases with the fber contents; this has been found
by Wu H.C. (2001). However, increasing fber content
inevitably induce a higher air content.
It is possible that high air content may also induce
high air voids around the fbers. It is also possible that
the high air content resulted from the entrapped air
around the fbers. In either case, a weaker interfacial
bond would exist due to less possible contact area of
the fber with the matrix. Thus, the increase in tensile
strength at high fber content (about 5%) could be
less profound. Nevertheless, the tensile strength can
possibly be increased if the interfacial bond can be
improved by other means, such as the use of plasma
treatment of fbers (Li et al. 1996). The mortar
composites still behave like a brittle material, because
the air content increases with both: sand-to-binder
ratio and microfber content, and so possibly does
the maximum faw size of the composites, since it is
likely a function of the air content, the sand-to-binder
ratio, and the microfber content (Wu H.C. 2001). The
effect of increasing fracture toughness by addition of
microfbers or sand on the tensile strength appears
to be offset by the negative effect of the increasing
faw sizes; hence the tensile strength of the mortar
composites is not signifcantly infuenced by the sand-
to-binder ratio or the microfber content.
2.2 Post Crack Reinforcement
The reinforcement effciency, in terms of maximum
crack bridging force and total energy absorption
during fber pullout, is a function of many
parameters including the properties of fber, matrix,
and interface as well as fber size, volume fraction,
geometry, and distribution. Aveston et al. (1971);
Li and Leung (1992); Li and Wu (1992) concluded
TECHNICAL PAPERS
40 INDIAN HIGHWAYS, OCTOBER 2013
that, when a composite is loaded beyond its tensile
strength, a macroscopic crack is formed in the matrix.
Subsequently, there are two possible scenarios.
First, the composite load is large enough either to
rupture the bridging fbers or to pull out the fbers,
leading to a rapidly or gradually declined post peak
behaviour. This composite is still considered quasi-
brittle. Secondly, the composite load can be shared
by the bridging fbers. These fbers then transfer the
load via their interface back into the matrix. If enough
load is transferred, the matrix may crack again and the
process repeats until the matrix is broken by a series
of subparallel cracks. During the process of multiple
cracking, the composite load can even rise and exceed
the frst cracking strength of the composite (Wu and
Li 1995). A critical fber volume fraction, V
f,crit
, has
been defned as the minimum fber quantity required
for achieving multiple cracking. The exact magnitude
of this quantity depends on fracture toughness of
matrix, fber properties, and interfacial bonds (Li and
Leung 1992). Low fracture toughness of the matrix is
in favour of low V
f,crit
. Hence, a weak cement paste is
expected relatively easy to achieve multiple cracking
as compared with a mortar (Wu and Li 1994).
The crack bridging effciency of a steel fber depends
on its length, radius, interfacial properties, and
geometry as well as steel properties such as yield
strength and ductility. An experimental study
by Krishnadev et al. (1992), showed that the
strength of steel is more dominant than its ductility
for the achievement of high pullout load and
energy absorption. This is the reason that steel
macrofbers are mostly used for providing post crack
reinforcement in cement composites rather than
ductile Poly Acrylo Nitrile (PAN) fbers. More
specifcally, among the fbers studied by Krishnadev
et al. (1992) the reinforcement effciency increased
with fber strength. This conclusion, however, should
be taken with caution as the experimental work is
limited to the pullout of fbers lying perpendicular
to the crack. This is a very rare situation in a real
composite where fbers are distributed in a quasi-
random manner.
As shown by Banthia and Trottier (1994), the pullout
behaviour of inclined fbers can be very different from
that of perpendicular fbers. Results from perpendicular
fber pullout may therefore not be representative of
crack bridging behaviour in the composite. For fbers
inclined at an angle to the crack, a theoretical study
by Leung and Chi (1995) showed that there is an
optimal range of fber yield strength within which
the best combination of peak pullout load and total
energy absorption can be attained. Increasing the fber
yield strength beyond the optimal range will lead to
excessive matrix local failure (near the fber exit point)
and hence a decrease in crack bridging effciency.
Banthia and Trottier (1994) performed pullout tests on
deformed fbers at various orientations. Due to matrix
failure, which allows the fber to relax, the pullout load
for an inclined fber increased at a much slower rate
than that for a perpendicular fber. In other words, for
the inclined fber to provide signifcant crack bridging
force, a signifcantly larger crack opening is required.
For most cases, the peak pullout load for the inclined
fber was also lower than that for the perpendicular
case.
Banthia et al. (1995) also performed pullout tests on
straight microsteel fbers inclined at various angles.
For microfbers, the relative peak load, defned
as the ratio between the peak loads of the angled
and perpendicular cases, was less than unity for all
inclination angles. This trend was different from that
observed for macrofbers [e.g., Naaman and Shah
(1976)], which showed an initial increase in relative
peak load with inclination angle. This difference can be
explained in terms of matrix failure. For a microfber,
the embedment length is signifcantly shorter (3 mm
versus 20 mm for the macrofber). As matrix failure
occurs, the microfber will have a larger relative
reduction in embedment length than the macrofber.
The reinforcement effciency is therefore reduced
to a higher extent. This is the reason, that mostly
macrofbers are favourable for providing post crack
reinforcement in mortars and concrete mixes. In
summary, matrix failure is widely observed when
inclined fbers are pulled out of a cementitious
TECHNICAL PAPERS
INDIAN HIGHWAYS, OCTOBER 2013 41
matrix, whether straight or deformed macrofbers are
employed. Hence, it is favourable to use deformed
inclined macro fbers for providing post crack
reinforcement.
Lawler J .S. et al. (2005) achieved a workable blend
of microfbers and macrofbers in concrete. During
the study, the fow of the wet mixture, mechanical
performance, resistance to restrained ring shrinkage
cracking and cracked permeability were all evaluated.
In terms of ultimate strength, the steel hybrid mixture
performance was comparable to the macrofber while
the Poly Vinyl Alcohol (PVA) hybrid exceeded it
by a signifcant margin. The toughness of the PVA
hybrid was greater than that of the macrofber mixture
in fexural crack opening less than 0.5 mm, but not
superior at larger openings. Benefcial effects of the
microfber in the fexural testing were seen up to and
shortly after the peak. In this region of the materials
mechanical responses, the microfber suppresses the
process by which microcracks grow and coalesce to
form macrocracks, the development of which signals a
change in damage mechanism from crack development
to crack opening and determines the strength of the
composite.
The mixture containing the PVA microfber hybrid
showed retarded development of restrained ring
shrinkage cracking, as the microfbers again delayed
the coalescence of cracks. However, at 44 days of
age, the total crack width was approximately the same
as that seen for the macrofber specimen and much
below that observed in the unreinforced concrete.
The fow rate of water through cracked concrete is
governed by the crack pattern. This is because for
laminar fow conditions, fow rate is proportional
to cube of crack width. For a given deformation, a
specimen with multiple cracks will display much
less permeability than a similar specimen with only
one crack. While crack multiplicity was increased
through the use of hybrid reinforcement, resulting in a
small but signifcant drop in permeability, the hybrid
reinforced composite material was not able to carry
a high enough postpeak stress to cause additional
cracks to develop (Lawler, J. S. 2001). Macrofber
reinforcement, on the other hand, resulted in multiple
cracking and produced lower permeability (Lawler
J .S. et al. 2005). Contrary to the trends observed
in mortar, when used in higher strength concrete,
the PVA microfber hybrid reinforcement was less
effective at improving mechanical performance and
reducing the crack permeability than macrofber only
reinforcement. While initial, frst cracking strength
was improved by the hybrid, this improvement was
not maintained much past the peak load, as it was
in the mortar matrix. This may be explained by the
difference in the failure mechanism of the microfbers
in the concrete, compared to the mortar. The lower
w/b in the concrete (less than 0.33 compared to
0.45 in mortar) produced a stronger matrix and
stronger fber-matrix bond, and the microfbers broke
instead of debonding and pulling out. This process
consumed less energy so, the microfbers were less
effective at improving the composite toughness. In
the dense concrete matrix, the microfbers increased
the likelihood of macrofbers breaking. This type of
macrofber failure was much more likely to occur
in the hybrid than in the concrete containing
the macrofber alone. This is clear evidence of
interaction between the fber types, and this
interaction may provide an opportunity for
increasing the effectiveness of hybrid blends
through modifcation of macrofbers as well
as microfbers. Clearly, given the potential for
improved performance through blending micro and
macrofbers, additional work is warranted in this
feld.
2.3 Workability
The addition of fbers in concrete mix signifcantly
improves many engineering properties of concrete
but, it reduces the workability of concrete.
Uygunoglu T. (2011) presented the effect of steel-
fber length (aspect ratio) and content on bleeding
of Steel Fiber Reinforced Concrete (SFRC). Two
different steel fber types (both were hooked-end)
were used at a ratio of 0% (control), 0.3%, 0.64%, 1%
and 1.3% by volume. Slump, Ve-Be test, air content
and unit weight were determined experimentally. The
TECHNICAL PAPERS
42 INDIAN HIGHWAYS, OCTOBER 2013
bleeding water content was increased by the
increment of the fber volume fraction and fber aspect
ratio, according to experimental results.
2.4 Shrinkage Cracking in Concrete
Laboratory investigations by Drago Saje et al.
(2011) into the time development of the shrinkage
of polypropylene fber-reinforced high-performance
concrete analyzed this behaviour. The volumetric
content of polypropylene fbers contained in the
investigated concretes varied from 0 to 0.75%.
Within this context, the infuence of both dry and
previously moistened polypropylene fbers added to
the concrete on the shrinkage of the composites was
examined. Electronic measurements conducted from
the beginning of the hardening of the concrete also
covered the early stage of autogenous shrinkage. In
high-performance composites, autogenous shrinkage
accounts for a signifcant part of total shrinkage. For
comparison purpose the shrinkage measurements
of an unreinforced concrete were also taken. The
measurement results showed that, the autogenous
as well as the total shrinkage of fber-reinforced
concrete is less than the shrinkage of a comparable
concrete without fbers. By increasing the content of
the fbers up to 0.5% of the volume of the composite,
the shrinkage of the fber-reinforced concrete
was considerably reduced, whereas with further
increasing of the fber content, the shrinkage
reduction rate became relatively insignifcant. The
concrete that had been reinforced by previously
moistened polypropylene fbers, which served as an
internal water reserve, exhibited a lesser degree of
early autogenous shrinkage than the concrete that
had been reinforced by dry polypropylene fbers.
The drying shrinkage of high-performance concrete,
reinforced by previously moistened polypropylene
fbers, was, however, approximately twice as large
as that of dry polypropylene fber-reinforced high-
performance concrete.
Talking about aggregates, in concrete it is normally
the cement gel or hardened cement paste that shrinks,
whereas the aggregate grains from most of the rock
materials do not shrink or even restrain the shrinkage
of the cement gel (Drago Saje et al. 2011). For this
reason, the shrinkage of a concrete made of aggregates
of a higher modulus of elasticity rock is less than that
of concrete, made of aggregates with a lower one.
Consequently, tensile stresses arise in the cement
paste, which quickly reach the tensile strength of a
young concrete. The additional internal stresses that
occur during the period of hydration of the cement
are further increased by the temperature gradient that
results from the heat of hydration released during the
concrete hardening process.
The occurrence of early cracks in concrete during
its hardening is a consequence of these two physical
phenomena mentioned. Reinforcing fbers added to
the concrete restrain crack growth and increase the
ductility of the composite, but they cannot replace
the statically required reinforcement of structural
elements (Pfyl and Marti 2001).
Banthia and Gupta (2006) found that polypropylene
fber reinforcement was very effective in limiting
cracking in concrete. They suggested that
polypropylene fbers generally result in a favorable
decrease in the width and number of cracks. Thinner
fbers are, according to them, more effective than
thicker ones, and longer fbers are in turn more
effective than shorter ones.
Kovler et al. (1992) stated that the presence of
polypropylene fbers results in a considerable
decrease in the plastic shrinkage of fber-reinforced
concrete. With regard to the total shrinkage of fber-
reinforced concrete, it was stated that the effect
of polypropylene fber reinforcement is virtually
insignifcant up to a volumetric content of 0.2%.
According to the fndings, crack width can be
reduced by as much as 50% by increasing the
volumetric content of polypropylene fbers. Swamy
and Stavrides (1979) also found that the drying
shrinkage of polypropylene fber-reinforced concrete
was about 20% less than that of concrete without
added fbers. Zollo (1984) and Zollo et al. (1986) have
argued that, in the case of an appropriate quantity of
TECHNICAL PAPERS
INDIAN HIGHWAYS, OCTOBER 2013 43
added polypropylene fbers, the drying shrinkage of
concrete can be reduced by as much as 75%.
Bayasi and Zeng, who investigated the infuence of
reinforcing fbers on the compressive strength of
fber-reinforced normal-strength concrete (Bayasi and
Zeng 1993) found that, concrete compressive strength
increased by 15% when reinforced with 1.27-cm-long
polypropylene fbers with a volumetric content of
0.1%, and by 19% in the case of a volumetric content
of 0.3%, whereas at a volumetric content of 0.50%, it
decreased by 2.5% compared with concrete having no
reinforcing fbers.
Myers et al. (2008), however, were of the opinion
that, when added to concrete, polypropylene fbers
exert a very small infuence on shrinkage. Aly et al.,
who studied the effect of polypropylene fbers on the
shrinkage and cracking of normal strength concrete
(Aly et al. 2008), concluded that the shrinkage of
test specimens made of fber-reinforced concrete
containing 0.50% by volume of polypropylene fbers,
increased by 15% after they were cured for 1 day and
then exposed to a temperature of 23C at a relative
humidity of 50%, and by 22% after they had been
cured for 7 days, when compared with the shrinkage
of concrete containing no polypropylene fbers. At the
same time, however, they stated that their results were
in disagreement with those of several other authors.
They justifed their results with the increased porosity
of fber-reinforced concrete as compared with the
porosity of concrete having no fbers, and with the
accelerated decrease of moisture in fber-reinforced
concrete. From all the studies it is for sure that fbers
geometry bring certain change in the shrinkage of the
cement composites.
3 PERFORMANCE TESTING OF FIBERS
IN CONCRETE
Apart from mechanical tests (compression strength,
fexural strength, splitting tensile strength, impact test),
following tests give a clear picture of the role played
by fbers in modifying the behaviour of concrete:
3.1 Pull Out Test
Fibers improve the performance of concrete by acting
as bridging ligaments in cracks. The crack bridging
behavior is usually studied with the fber pullout test.
In this test, the force versus displacement relationship
is measured when a fber (which may be embedded at
different angles to the pulling direction) is pulled out
from a cementitious specimen. By measuring the peak
bridging force and the total area under the pullout
curve, the crack bridging effciency of various types
of fbers can be compared. Based on the experimental
results, important micromechanisms governing the
crack bridging behaviour including fber debonding
(Lawrence 1972; Shah and Gopalaratnam 1985; Gao
et al. 1988; Li et al. 1991; Leung 1992), fber snubbing
(Li et al. 1990), fber bending, and local matrix spalling
(Leung and Li 1992; Katz and Li 1995; Leung and Chi
1995) can be studied.
Fiber pullout specimens with fber inclined at 0, 30,
and 60 are prepared with each type of fber. The size
of the pullout specimen is 25.4 mm12.7 mm12.7
mm. To make specimens, the fber is frst inserted
into a small plexiglass block with a hole drilled at the
appropriate angle in the middle (Leung and Shapiro
1999). A fber length of 10 mm is left outside the
block. The hole in the block is made slightly larger
than the fber size, and molding clay is placed in the
hole to secure the fber. After the fbers are secured in
the blocks, the blocks are placed in a matching mold
with six compartments. Demolding oil is applied
to all surfaces that will be in contact with mortar.
Extra care is taken to avoid contaminating the fber
surface. Mortar is mixed with a mechanical mixer
(Kitchen-aid K5-A) according to ASTM C 305-91.
With each batch, either 12 or 18 pullout specimens are
cast together with four compression cylinders (76.2
mm in diameter 152.4 mm in height). Compaction
is achieved by placing the mold on a vibration
table. Within each batch, pullout specimens are cast
with different inclination angle and fber type. The
effect of batch-to-batch material variability on the
experimental result can hence be reduced.
TECHNICAL PAPERS
44 INDIAN HIGHWAYS, OCTOBER 2013
To carry out a fber pullout test, special grips are
designed to hold the fber. The grip consists of two
separate parts connected by screws. At the middle of
the grip is a hole drilled at the required angle. The
hole size is made as close to the fber size as possible.
After inserting the fber, a screw on top of the hole is
tightened to secure the fber. A split grip is used
for two reasons: (1) Because the hole is so close in
size to the fber, the split grip allows easier insertion
of fber into the hole; and (2) after testing, it is much
easier to remove the fber if the grip can be separated.
The second point is particularly important as the
tightening of the screw to secure the fber distorts
the fbersection, which makes it almost impossible
to remove the fber unless a split grip is employed.
For each fber inclination, a grip of the corresponding
angle is employed. This will ensure that the fbers
are straight at the beginning of the test. To set up a
pullout test, the fber is frst inserted into the grip
and tightened. The other side of the pullout specimen
is then glued to a specimen holder. The whole
assemblage is then connected to a pullout apparatus.
Details of the apparatus have been described in Leung
and Geng (1995) and Geng and Leung (1996). After
the specimen is properly placed in the apparatus, an
LVDT is placed between the grip and the specimen
holder for displacement measurement.
3.2 Workability Test
Slump test is a used to measure consistency
of a concrete, which have a close indication to
workability. In addition, Ve-Be test is the most
suitable for the measurement of the workability of
fresh concrete with a very low workability. In other
words, the Ve-Be test is basically a mechanical version
of slump test for concrete with low workability
such as SFRC. It determines the consistency of the
concrete by measuring the time taken for the
concrete to collapse in the mould under the action of
vibration (Uygunoglu T. 2011).
To determine the slump according to EN 12350-2,
the traditional hollow Abrams cone is placed on a
slump plate with an edge length of 1000 1000 mm
and is flled with SFRC and lifted slowly. In order
to prevent any thixotropic effect, the Abrams cone is
lifted immediately after having been flled with the
SFRC. The slump of the fnal deformed, or slumped,
SFRC is measured from top height of concrete 2 min
after cone lifting. Ve-Be test method is carried out in
similar to the slump test on the fresh SFRC according
to EN 12350-3.
3.3 Bleeding Test
The concrete components are mixed; the fresh
concrete is poured into the concrete moulds with the
scoop and vibrated with a shaker vibrator. Once the
concrete moulds are flled, the surface of the concrete
is leveled with a lever. Then, the top of moulds are
coated with plate. Bleeding test is carried on three
standard moulds in size of 250 mm in height and with
top and bottom internal diameters of 300 and 230
mm, respectively, in accordance with ASTM C232-
92 (23). A napkin with a dry weight of 2 g is used for
the bleeding tests. Water absorption of the napkin is
measured at 30-min intervals up to 3 h on a balance
of 1g sensitivity and recorded as the quantity of
bleeding. All tests are performed in laboratory
condition at 20+/- 2C.
3.4 Restrained Ring Shrinkage Cracking Test
The effect of the fbers on shrinkage cracking is
evaluated in a restrained ring confguration, based
on work of (Gryzbowski and Shah 1990). This test is
carried out using a 50 mm thick concrete specimen,
150 mm in height, cast around a steel ring of 25 mm
thickness and 300 mm outside diameter. After 24 h of
wet curing, the outer mould is removed and the top
surface of the ring is sealed with silicone caulking,
resulting in an arrangement that permitted drying
from the outer surface only. The specimen and ring
are transported to an environmental chamber where
conditions are maintained at 22C and 50% RH. Daily
visual inspection is conducted for each specimen and
the age at which cracks are frst observed is recorded.
In addition, the crack width at 44 days is measured,
using an optical microscope at three heights,
TECHNICAL PAPERS
INDIAN HIGHWAYS, OCTOBER 2013 45
approximately 38, 75, and 113 mm from the base,
for all cracks observed. These values are averaged to
determine the width of the individual cracks, which
are summed to determine the total crack width for
that specimen. Fig. 2 depicts the ring and microscope
setup. Four specimens, cast two at a time, are tested
for each mix.
Fig. 2 Restrained Ring Shrinkage Cracking Setup
3.5 Cracked Permeability Test
A procedure similar to that, employed to measure the
cracked permeability of mortar under tensile load
(Lawler et al. 2002) is employed for concrete. The
apparatus used to measure the fow of water through the
specimen is pictured schematically in Fig. 3. Uniaxial
tensile loading is applied to prismatic specimens
producing cracks through which water is forced under
a pressure. The rate of fow of the water is measured
continuously throughout the test so that comparisons
can be made between mechanical response and
permeability. The specimens of size 50100120 mm
are cut from the ends of fexural testing specimens after
that test is performed. A closed-loop servohydraulic
machine of 4,448 kN capacity in conjunction with a
489 kN load cell is used for these tests. The average
of the displacement measured by two LVDTs mounted
on either side of the specimens is used as the feedback
control signal Fig. 3.
As discussed by other researchers (Hillerborg 1989;
Van Mier and Schlagen 1989), rotational instability
may cause diffculty during uniaxial tensile testing. To
maintain control of the test and ensure the uniformity
of the applied deformation, the rotational and axial
stiffness of the testing machine is maximized. At least
three successful tests of each mix are performed and a
representative result is chosen.
Fig. 3 Permeability Test Setup
4 CONCLUSION
The following fndings have been summed up from
the above literature review:
1. Plain concrete normally fails in brittle manner
with little warning. Whereas, inclusion of fbers
in conventional concrete would change from
brittle to quasi-ductile and at the same time
toughness characteristics of the material would
also increase signifcantly.
2. Initial faws are always present in any
cementitious material, whether it is plain cement
paste specimen or Fiber Reinforced Cement
Composite (FRCC). When fber reinforcement
is used, the composite can become tougher and
stronger, resulting from the additional increase
in fracture toughness due to the toughening
effect of the fbers in front of the crack tip
and the bridging effect of the fbers behind the
crack.
3. The crack bridging effciency of a steel fber
depends on its length, radius, interfacial
properties, and geometry as well as steel
properties such as yield strength and ductility.
4. For post crack reinforcement in mortars
and concrete mixes, macrofbers are more
favourable than microfbers as microfbers will
TECHNICAL PAPERS
46 INDIAN HIGHWAYS, OCTOBER 2013
have a larger relative reduction in embedment
length than the macrofbers.
5. In general tensile strength, fatigue strength and
compression strength, all increase with increase
in fber content, with the range lying in between
0-0.5%, but the increase at high fber content
(5%) could be less profound and reduces the
workability of concrete.
6. The effect of increasing fracture toughness
of mortars by addition of microfbers or sand
on the tensile strength appears to be offset
by the negative effect of the increasing faw
sizes; hence the tensile strength of the mortar
composites is not signifcantly infuenced by the
sand-to-binder ratio or the microfber content.
7. A critical fber volume fraction, V
f,crit
, defned
as the minimum fber quantity, is required for
achieving multiple cracking in cement pastes.
The exact magnitude of this quantity depends
on fracture toughness of matrix, fber properties,
and interfacial bonds. Low fracture toughness
of the matrix is in favour of low V
f,crit
. Hence, a
weak cement paste is expected relatively easy
to achieve multiple cracking as compared with
a mortar.
8. There is an optimal range of fber yield strength
within which the best combination of peak
pullout load and total energy absorption can
be attained. Increasing the fber yield strength
beyond the optimal range will lead to excessive
matrix local failure.
9. Micro and macro fber hybrid reinforcement is
best for strength enhancement and shrinkage
reduction of cement mortars, whereas in
concrete mixes macrofbers have been found to
give better results. While initial, frst cracking
strength is improved by the hybrid, this
improvement is not maintained much past the
peak load, as it is in the mortar matrix case.
10. The bleeding water content increases by
increase of the fber volume fraction and fber
aspect ratio. Hence fbers introduction reduces
workability. Microfbers tend to increase
workability whereas macrofbers do not.
REFERENCES
1. Aly, T., Sanjayan, J . G., and Collins, F. (2008). Effect
of polypropylene fbers on shrinkage and cracking of
concretes. J . of Mater. Struct., 41(10), 17411753.
2. Aveston, J ., Copper, G. A., and Kelly, A. (1971). Single
and multiple fracture. Properties of Fiber Compos. Conf.
Proc., IPC Press, Guildford, U.K., 1524.
3. Banthia, N., & Gupta, R. (2006). Infuence of
polypropylene fber geometry on plastic shrinkage cracking
in concrete. J . of Cement and Concrete Research, 36,
12631267.
4. Banthia, N., and Trottier, J . F. (1994). Concrete reinforced
with deformed steel fbers, Part I: Bond-slip mechanisms.
ACI Mat. J ., 91(5), 435446.
5. Banthia, N., Yan, N., Chan, C., Yan, C., and Bentur,
A. (1995). Bondslip mechanisms in steel micro-
fber reinforced cement composites.J. of Comp., 370,
Materials Research Society, USA, 370, 529-537.
6. Bayasi, Z., and Zeng, J . (1993). Properties of
polypropylene fber reinforced concrete. ACI Mater. J.,
90(6), 605610.
7. Drago Saje et al. (2011). Shrinkage of Polypropylene
Fiber-Reinforced High-Performance Concrete. J ournal
of Materials in Civil Engineering, 23(7), 941952.
8. EN 12350-2. Testing fresh concrete part 2: slump test.
TSE Ankara, Turkey; 2002 [in Turkish].
9. EN 12350-3. Testing fresh concrete part 3: vebe test.
TSE Ankara, Turkey; 2002 [in Turkish].
10. Gao, Y., Mai, Y.W., and Cotterell, B. (1988). Fracture
of fber-reinforced materials. J. Appl. Math. and Phys.
(ZAMP), 39, 550572.
11. Geng, Y., and Leung, C. K. Y. (1996). A microstructural
study of the fber/mortar interface during fber debonding/
pullout. J . Mat. Sci., 31, 12851294.
12. Gopalaratnam, V. S., and Shah, S. P. (1987). Tensile
fracture of steel fber reinforced concrete. J. Engg.
Mech., ASCE, 113(5), 635653.
13. Gryzbowski, M., and Shah, S. P. (1990). Shrinkage
cracking of fber reinforced concrete. ACI Mater. J.,
87(2), 138148.
14. Hillerborg, A. (1989). Stability problems in fracture
mechanics testing. Fracture of concrete and rock: Recent
developments, S. P. Shah, S. E. Swartz, and B. Barr, eds.,
Elsevier Science, New York, 369378.
TECHNICAL PAPERS
INDIAN HIGHWAYS, OCTOBER 2013 47
15. Katz, A., and Li, V. C. (1995). Inclination angle effect
of carbon fbers in cementitious composites. J. Engg.
Mech., ASCE, 121(12), 13401348.
16. Kovler, K., Sikuler, J ., and Bentur, A. (1992). Free and
restrained shrinkage of fber reinforced concrete with low
polypropylene fber content at early age. Fourth RILEM
Int. Symp. on Fiber Reinforced Cement and Concrete,
International Union of Laboratories and Experts in
Construction Materials, Systems and Structures, Sheffeld,
UK, 91101.
17. Krishnadev, M. R., Berrada, S., Banthia, N., and Fortier,
J.F. (1992). Deformed steel fber pull-out mechanics:
Infuence of steel properties. Fiber reinforced cement
and concrete, R. N. Swamy, ed., E & FN Spon, London,
390399.
18. Lawler, J . S., Zampini, D., and Shah, S. P. (2002).
Permeability of cracked hybrid fber-reinforced mortar
under load. ACI Mater. J ., 99(4), 379385.
19. Lawrence, P. (1972). Some theoretical considerations of
fber pull-out from an elastic matrix. J. Mat. Sci., 7(1),
16.
20. Leung, C. K. Y. (1996). Design criteria for pseudoductile
fber-reinforced composites. J. Engrg. Mech., ASCE,
122(1), 1018.
21. Leung, C. K. Y. (1992). Fracture-based two-way
debonding model for discontinuous fbers in elastic
matrix. J . Engg. Mech., ASCE, 118(11), 22982318.
22. Leung, C. K. Y., and Chi, J . (1995). Crack bridging force
in random ductile fber brittle matrix composites. J.
Engg. Mech., ASCE, 121(12), 13151324.
23. Leung, C. K. Y., and Li, V. C. (1992). Effect of fber
inclination on crack bridging stress in brittle fber
reinforced brittle matrix composites. J . Mech. Phys.
Solids, 40(6), 13331362.
24. Leung, C.K.Y., & Shapiro, N., (1999). Optimal steel fber
strength for reinforcement of cementitious materials.
J ournal of Materials in Civil Engineering, 11(2),
116123.
25. Li, V. C., and Leung, C. K. Y. (1992). Tensile failure
modes of random discontinuous fber reinforced brittle
matrix composites. J . Engg. Mech., ASCE, 118(11),
22462264.
26. Li, V. C., and Wu, H. C. (1992). Micromechanics based
design for pseudo strain-hardening in cementitious
composites. Proc., 9
th
ASCE Conf. on Engrg. Mech., L.
D. Lutes and J . M. Niedzwecki, eds., ASCE, Reston, Va.,
740743.
27. Li, V. C., and Wu, H. C. (1992). Conditions for pseudo
strain-hardening in fber reinforced brittle matrix
composites. Appl. Mech. Rev., 45, 390398.
28. Li, Z., Mobasher, B., and Shah, S. P. (1991).
Characterization of interfacial properties in fber
reinforced cementitious composites. J . Am. Ceramic
Soc., 74(9), 21562164.
29. Li, V. C., Wang, Y., and Backer, S. (1990). Effect of
inclining angle, bundling, and surface treatment on
synthetic fber pull-out from a cement matrix. J. of
Comp., 21(2), 132140.
30. Li, V. C., Wu, H. C., and Chan, Y. W. (1996). Effect of
plasma treatment of polyethylene fbers on interface and
cementitious composites properties. J . Am. Ceramic
Soc., 79(3), 700704.
31. Myers, D., Kang, T. H.-K., and Ramseyer, C. (2008).
Early-age properties of polymer fber-reinforced
concrete. Int. J . Concr. Struct. Mater., 2(1), 914.
32. Naaman, A. E., and Shah, S. P. (1976). Pull-out
mechanism in steel fber-reinforced concrete. J. Struct.
Div., ASCE, 102(8), 15371548.
33. Nelson, P.K. et al., (2002). Fracture Toughness of
Microfber Reinforced Cement Composites. Journal of
Materials in Civil Engineering, 14(5), 384391.
34. Pfyl, T., and Marti, P. (2001). Versuche an
stahlfaserverstrkten Stahlbetonelementen, ETH Zrich,
Zrich, Switzerland (in German).
35. Pierre, P. et al. (1999). Mechanical properties of steel
microfber reinforced cement pastes and mortars. Journal
of Materials in Civil Engineering, 11 (4), 317324.
36. Swamy, R. N., and Stavrides, H. (1979). Infuence of
fber reinforcement on restrained shrinkage and cracking.
J . of Am. Concr. Inst., 76(3), 443460.
37. Uygunoglu, T., (2011). Effect of fber type and content
on bleeding of steel fber reinforced concrete. J. of
Construction and Building Materials, 25, 766772.
38. Van Mier, J . G. M., and Schlangen, E. (1989). On the
stability of softening systems. Fracture of concrete and
rock: Recent developments, S. P. Shah, S. E. Swartz, and
B. Barr, eds., Elsevier Science, New York, 387397.
39 Wu, H.C. (2001). Discussion on mechanical properties
of steel microfber reinforced cement pastes and mortars.
J ournal of Materials in Civil Engineering, 240 -241.
40. Wu, H. C., and Li, V. C. (1995). Stochastic process of
multiple cracking in discontinuous random fber reinforced
brittle matrix composites. Int. J . Damage Mech., 4, 83
102.
41. Zollo, R. F. (1984). Collated fbrillated polypropylene
fbers in FRC. Fiber reinforced concrete, ACI SP-81,
American Concrete Institute, Detroit, 397409.
42. Zollo, R. F., Ilter, J . A., and Bouchacourt, G. B. (1986).
Plastic and drying shrinkage in concrete containing
collated fbrillated polypropylene fbers. 3rd Int.
Symp. on Developments in Fiber Reinforced Cement
and Concrete RILEM Symposium FRC, 86(1), RILEM
Technical Committee 49-TFR, Cachan, France.
48 INDIAN HIGHWAYS, OCTOBER 2013
I
R
C
Amendment No. 1/ August, 2013/IRC:6-2010
to
IRC:6-2010 Standard Specifcations and Code of Practice for Road Bridges,
Section II Loads and Stresses
(Fifth Revision)
Clause No. For Read
219.5.1 Fundamental time period of the bridge member is to be
calculated by any rational method of analysis adopting
the modulus of Elasticity of concrete as per IRC:21 and
taking gross uncracked section for moment of inertia. The
fundamental period of vibration can also be calculated by
method given in Annex D.
Fundamental time period of the bridge member is
to be calculated by any rational method of analysis
adopting the modulus of Elasticity of concrete (E
cm
)
as per IRC:112 and considering moment of inertia
of cracked section which can be taken as 0.75 times
the moment of inertia of gross uncracked section, in
the absence of rigorous calculation. The fundamental
period of vibration can also be calculated by method
given in Annex D.
219.9 (ii)
under
mandatory
provisions
To improve the performance of bridges during
earthquakes, the bridges in Seismic Zones IV and V may
be specifcally detailed for ductility for which IS:13920 or
any other specialist literature may be referred to.
To improve the performance of bridges during
earthquakes, the bridges in Seismic Zones III, IV and
V may be specifcally detailed for ductility for which
IRC:112 shall be referred.
Amendment No. 2 /August, 2013/IRC:6-2010
to
IRC:6-2010 Standard Specifcations and Code of Practice for Road Bridges,
Section II Loads and Stresses
(Fifth Revision)
Clause No. For Read
Fig. 13
of Clause
219.5
Period T (Secs)
Note: For structural components like short and rigid
abutments, the value of S
a
/g shall be taken as 1. Also, the
response reduction factor R shall be taken as 1.0 for seismic
design of such structures.
INDIAN HIGHWAYS, OCTOBER 2013 49
I
R
C
Amendment No. 1/August, 2013/IRC:112-2011
to
IRC:112-2011 Code of Practice for Concrete Road Bridges
S. No. Clause No. For Read
1 Clause 10.1
Page No. 80
Add following sub Para:
For concrete of grades higher than M60,
the shear strength shall be limited to that of
strength grade M60 for design purpose.
2 Clause 10.3.1
Notation
Page : 86
Page: 87
Page: 88
f
ywd
= Design strength of web reinforcement
used to resist shear limited to 0.8 f
yk
/g
m
.
v
1
is a strength reduction factor.
1. Value is given by v
1
v. Where v is
given by Eq. 10.6.
2. If design stress of shear reinforcement is
below 80 percent of f
yk
value of v
1
can be
taken as :
v
1
= 0.6 for f
ck
80 MPa
= 0.9
f
ck
250
>0.5 for f
ck
>80 MPa
f
ywd
= Design strength of web reinforcement to
resist shear =
f
yk
m
v
1
= v is a strength reduction factor for concrete
cracked in shear, given in Eq. 10.6.
Delete
Delete
3 10.3.3.2:
Members
with vertical
Shear
reinforcement
Page No. 91
f
ywd
= Design strength of web reinforcement
used to resist shear limited to 0.8 f
ywk
v
1
is a strength reduction factor for concrete
cracked in shear:
v
1
= 0.6 for f
ck
80 MPa
v
1
= 0.9
f
ck
250
>0.5 for f
ck
>80 MPa
If v
1
= v, then value of 0.67 f
yk
can be used.
f
ywd
is the design strength of web reinforcement
to resist shear =
f
yk
m
v
1
= v is a strength reduction factor for concrete
cracked in shear given in Eq 10.6.
Delete
Delete
Delete
50 INDIAN HIGHWAYS, OCTOBER 2013
I
R
C
AMENDMENT TO IRC:112-2011
S. No. Clause No. For Read
4 5.3.2.5
Limit State of
Fatigue
Page No. 21
The bridge or any of its components shall
not loose its capacity to carry design loads
by virtue of its materials reaching fatigue
limits due to its loading history.
Note : For structures designed as per this
Code, the effects of fatigue due to action of
live loads on concrete need not be taken into
account, unless otherwise specifed.
The bridge or any of its components shall
not lose its capacity to carry design loads by
virtue of its materials reaching fatigue limits
due to its loading history. For carrying out
fatigue verifcation, specialist literature may
be referred.
However, fatigue verifcation is not necessary
for the following:
a) For Reinforced concrete structures when
the stress in the tensile reinforcement is
less than 300 MPa under Rare Combination
of Serviceability Limit State as against
0.8 f
y
specifed in clause no. 12.2.2.
b) For prestressed concrete structures under
the frequent combination of action and
prestressing force, only compressive stresses
occur at the extreme concrete fbers, under
Serviceability Limit State.
S. No. Figure No. &
Page No.
For Read
5. Figure 6.1 (b)
(Page 29)
(b) Hot Rolled/Heat Treated HYSD Steel
f
yk
---
(b) Hot Rolled/Heat Treated HYSD Steel
INDIAN HIGHWAYS, OCTOBER 2013 51
I
R
C
Amendment No. 1/August, 2013/IRC:SP:56-2011
to
IRC:SP:56-2011 Guidelines for Steel Pedestrian Bridges
(First Revision)
Replace the Table 3 by the following:
Table 3 Minimum Clearance Between Pedestrian Bridge and Power Line
Sl. No. Voltage of Power lines Minimum Vertical
Clearance
Minimum Horizontal
Clearance
1 Less than or equal to 11,000 Volts 3.7 m 1.2 m
2 More than 11,000 volts but less than or equal to
33,000 volts
3.7 m 2.0 m
3 Extra-high voltage (i.e. more than 33,000 volts) 3.7 m + 0.3 m for every
additional 33,000 volts or
part thereof
2.0 m + 0.3 m for every
additional 33,000 volts or
part thereof
(Source : Indian Electricity Rules, 1956)
52 INDIAN HIGHWAYS, OCTOBER 2013
INDIAN HIGHWAYS, OCTOBER 2013 53
54 INDIAN HIGHWAYS, OCTOBER 2013
INDIAN HIGHWAYS, OCTOBER 2013 55
56 INDIAN HIGHWAYS, OCTOBER 2013
INDIAN HIGHWAYS, OCTOBER 2013 57
58 INDIAN HIGHWAYS, OCTOBER 2013
INDIAN HIGHWAYS, OCTOBER 2013 59
60 INDIAN HIGHWAYS, OCTOBER 2013
INDIAN HIGHWAYS, OCTOBER 2013 61
62 INDIAN HIGHWAYS, OCTOBER 2013
INDIAN HIGHWAYS, OCTOBER 2013 63
64 INDIAN HIGHWAYS, OCTOBER 2013
INDIAN HIGHWAYS, OCTOBER 2013 65
66 INDIAN HIGHWAYS, OCTOBER 2013
INDIAN HIGHWAYS, OCTOBER 2013 67
68 INDIAN HIGHWAYS, OCTOBER 2013
INDIAN HIGHWAYS, OCTOBER 2013 69
70 INDIAN HIGHWAYS, OCTOBER 2013
INDIAN HIGHWAYS, OCTOBER 2013 71
72 INDIAN HIGHWAYS, OCTOBER 2013
INDIAN HIGHWAYS, OCTOBER 2013 73
74 INDIAN HIGHWAYS, OCTOBER 2013
INDIAN HIGHWAYS, OCTOBER 2013 75
76 INDIAN HIGHWAYS, OCTOBER 2013
INDIAN HIGHWAYS, OCTOBER 2013 77
78 INDIAN HIGHWAYS, OCTOBER 2013
INDIAN HIGHWAYS, OCTOBER 2013 79
80 INDIAN HIGHWAYS, OCTOBER 2013
INDIAN HIGHWAYS, OCTOBER 2013 81
82 INDIAN HIGHWAYS, OCTOBER 2013
INDIAN HIGHWAYS, OCTOBER 2013 83
84 INDIAN HIGHWAYS, OCTOBER 2013
INDIAN HIGHWAYS, OCTOBER 2013 85
86 INDIAN HIGHWAYS, OCTOBER 2013
INDIAN HIGHWAYS, OCTOBER 2013 87
88 INDIAN HIGHWAYS, OCTOBER 2013
INDIAN HIGHWAYS, OCTOBER 2013 89
90 INDIAN HIGHWAYS, OCTOBER 2013
INDIAN HIGHWAYS, OCTOBER 2013 91
92 INDIAN HIGHWAYS, OCTOBER 2013
INDIAN HIGHWAYS, OCTOBER 2013 93
94 INDIAN HIGHWAYS, OCTOBER 2013
INDIAN HIGHWAYS, OCTOBER 2013 95
96 INDIAN HIGHWAYS, OCTOBER 2013
INDIAN HIGHWAYS, OCTOBER 2013 97
98 INDIAN HIGHWAYS, OCTOBER 2013
INDIAN HIGHWAYS, OCTOBER 2013 99
100 INDIAN HIGHWAYS, OCTOBER 2013
INDIAN HIGHWAYS, OCTOBER 2013 101
102 INDIAN HIGHWAYS, OCTOBER 2013
INDIAN HIGHWAYS, OCTOBER 2013 103
104 INDIAN HIGHWAYS, OCTOBER 2013
INDIAN HIGHWAYS, OCTOBER 2013 105
106 INDIAN HIGHWAYS, OCTOBER 2013
INDIAN HIGHWAYS, OCTOBER 2013 107
108 INDIAN HIGHWAYS, OCTOBER 2013
Vous aimerez peut-être aussi
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (399)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Suspension Design ProcedureDocument63 pagesSuspension Design ProcedurejalanayushPas encore d'évaluation
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (73)
- MQ Power DCA-70SSJUDocument102 pagesMQ Power DCA-70SSJULuis Eduardo Corzo Enriquez100% (1)
- Socketing Depth of Piles in RockDocument4 pagesSocketing Depth of Piles in RockNAUTILUS87100% (1)
- Design For 3D Tire MoldDocument12 pagesDesign For 3D Tire MoldChokchai BoonchuayPas encore d'évaluation
- So You Just Bought An E60 (V2.2)Document15 pagesSo You Just Bought An E60 (V2.2)limitlessjbPas encore d'évaluation
- Bomag BW 174 Ap-4Document20 pagesBomag BW 174 Ap-4Vishwdeep VaidPas encore d'évaluation
- JCPT0808 JCPT1612DCB Operatots ManualDocument99 pagesJCPT0808 JCPT1612DCB Operatots ManualJames GamingPas encore d'évaluation
- Tire SpecificationsDocument6 pagesTire SpecificationsPrateek KhanPas encore d'évaluation
- Unimog U4023-U5023 Technical InformationDocument12 pagesUnimog U4023-U5023 Technical Informationrodiziano0% (1)
- Tyre Life Management SystemDocument30 pagesTyre Life Management Systemash31399941100% (2)
- ExcavationDocument11 pagesExcavationaufal Riswan100% (1)
- SANY RSC45 Container Reach Stacker Maintenance Manual PDFDocument29 pagesSANY RSC45 Container Reach Stacker Maintenance Manual PDFejaz100% (6)
- RX 50 15 EN 2019 TD WebDocument11 pagesRX 50 15 EN 2019 TD WebAndrei DiacuPas encore d'évaluation
- +++ Off-Road Vehicle DynamicsDocument37 pages+++ Off-Road Vehicle Dynamicsnadjib62Pas encore d'évaluation
- Fsae Suspension Design LawrenceDocument7 pagesFsae Suspension Design LawrenceAbhishek Dixit100% (1)
- 012-General Arrangement For Pipe Culvert at CH-7+590 & 10+720Document1 page012-General Arrangement For Pipe Culvert at CH-7+590 & 10+720NAUTILUS87Pas encore d'évaluation
- 001-General Arrangement For Pipe Culvert at CH-0+560Document1 page001-General Arrangement For Pipe Culvert at CH-0+560NAUTILUS87Pas encore d'évaluation
- 012-General Arrangement For Pipe Culvert at CH-7+590 & 10+720Document1 page012-General Arrangement For Pipe Culvert at CH-7+590 & 10+720NAUTILUS87Pas encore d'évaluation
- Deck Slab - 4 Girder-0sk-12.9m-C PDFDocument14 pagesDeck Slab - 4 Girder-0sk-12.9m-C PDFNAUTILUS87Pas encore d'évaluation
- Major Bridge Abt PileDocument6 pagesMajor Bridge Abt PileNAUTILUS87Pas encore d'évaluation
- 3 Final Report - CH 45.140 KMDocument44 pages3 Final Report - CH 45.140 KMNAUTILUS87Pas encore d'évaluation
- Hydrology & Soil Report - 10.05.17Document32 pagesHydrology & Soil Report - 10.05.17NAUTILUS87Pas encore d'évaluation
- Design AidsDocument43 pagesDesign AidsNAUTILUS87Pas encore d'évaluation
- 012-General Arrangement For Pipe Culvert at CH-7+590 & 10+720Document1 page012-General Arrangement For Pipe Culvert at CH-7+590 & 10+720NAUTILUS87Pas encore d'évaluation
- Bridge On Garhi 45+200 - 02Document4 pagesBridge On Garhi 45+200 - 02NAUTILUS87Pas encore d'évaluation
- Fixed Ened Moment From RamamurthamDocument11 pagesFixed Ened Moment From RamamurthamNAUTILUS87Pas encore d'évaluation
- Stress Reduction FactorsDocument39 pagesStress Reduction FactorsNAUTILUS87Pas encore d'évaluation
- Pckg-1 Schedule - A-1 PDFDocument2 pagesPckg-1 Schedule - A-1 PDFNAUTILUS87Pas encore d'évaluation
- Pckg-1 Schedule - A-1 PDFDocument2 pagesPckg-1 Schedule - A-1 PDFNAUTILUS87Pas encore d'évaluation
- Pckg-1 Schedule - A-1 PDFDocument2 pagesPckg-1 Schedule - A-1 PDFNAUTILUS87Pas encore d'évaluation
- Stodola MethodDocument42 pagesStodola MethodRahul Chandel0% (3)
- 97 PDFDocument10 pages97 PDFNAUTILUS87Pas encore d'évaluation
- 05 Area Velocity 18+460Document10 pages05 Area Velocity 18+460NAUTILUS87Pas encore d'évaluation
- Pckg-1 Schedule - A-1Document2 pagesPckg-1 Schedule - A-1NAUTILUS87Pas encore d'évaluation
- Sr. No. Bridge at KM Utility Service To Be Carried Remark: 7.2 CulvertsDocument3 pagesSr. No. Bridge at KM Utility Service To Be Carried Remark: 7.2 CulvertsNAUTILUS87Pas encore d'évaluation
- HP Culvert As Per SiteDocument1 pageHP Culvert As Per SiteNAUTILUS87Pas encore d'évaluation
- Staircase Tower-3 LayoutDocument1 pageStaircase Tower-3 LayoutNAUTILUS87Pas encore d'évaluation
- Sr. No. Bridge at KM Utility Service To Be Carried Remark: 7.2 CulvertsDocument3 pagesSr. No. Bridge at KM Utility Service To Be Carried Remark: 7.2 CulvertsNAUTILUS87Pas encore d'évaluation
- 3 Final Report - CH 45.140 KMDocument44 pages3 Final Report - CH 45.140 KMNAUTILUS87Pas encore d'évaluation
- Omsicpl 103 GH DD Sup 103Document1 pageOmsicpl 103 GH DD Sup 103NAUTILUS87Pas encore d'évaluation
- Strut and Tie LectureDocument9 pagesStrut and Tie LectureNAUTILUS87Pas encore d'évaluation
- Tower-4 Staircase DetailsDocument1 pageTower-4 Staircase DetailsNAUTILUS87Pas encore d'évaluation
- Geometric Properties of The Cross-Section Parameter Value: V, y V, ZDocument2 pagesGeometric Properties of The Cross-Section Parameter Value: V, y V, ZNAUTILUS87Pas encore d'évaluation
- 001 - Arunachal Pradesh - Tissi River - 40.0m SpanDocument7 pages001 - Arunachal Pradesh - Tissi River - 40.0m SpanNAUTILUS87Pas encore d'évaluation
- 5 Characterisation of Dry Process Crumb RubberDocument331 pages5 Characterisation of Dry Process Crumb RubberAlberto RomeroPas encore d'évaluation
- New Holland W50C W60C W70C W80C Tier4 Compact Wheel Loader Service Repair ManualDocument21 pagesNew Holland W50C W60C W70C W80C Tier4 Compact Wheel Loader Service Repair ManualggjjjjotonesPas encore d'évaluation
- Cat CB335E Roller Operator ManualDocument12 pagesCat CB335E Roller Operator ManualTayla100% (1)
- XC60 Owners Manual MY15 en-GB tp17454Document432 pagesXC60 Owners Manual MY15 en-GB tp17454Sorin StPas encore d'évaluation
- GreenMech - User Manual - Combi 200 Manual English1Document36 pagesGreenMech - User Manual - Combi 200 Manual English1Mihai PopaPas encore d'évaluation
- Using the Gallaway Formula for Aquaplaning EvaluationDocument22 pagesUsing the Gallaway Formula for Aquaplaning EvaluationPrasannaPas encore d'évaluation
- Japan Factories PDFDocument21 pagesJapan Factories PDFNavneet KumarPas encore d'évaluation
- GV650 Carburetor ServicemanualDocument222 pagesGV650 Carburetor ServicemanualARhe7Pas encore d'évaluation
- Poljoprivredni TraktoriDocument13 pagesPoljoprivredni TraktoriDražan MiloložaPas encore d'évaluation
- Omm Wa800-3 Pen00683-00 ItpDocument365 pagesOmm Wa800-3 Pen00683-00 ItpMulyadi TarchaniPas encore d'évaluation
- Wheel Loader Hyundai HL960HD-1-30Document30 pagesWheel Loader Hyundai HL960HD-1-30Sri hartati100% (1)
- Automation of Coach Rollover SimulationDocument8 pagesAutomation of Coach Rollover SimulationAltairEnlightenPas encore d'évaluation
- Ropa Tiger 6 Us-En P600010usDocument48 pagesRopa Tiger 6 Us-En P600010uslauxingreyPas encore d'évaluation
- ssp380 - Audi TT Coupé '07Document52 pagesssp380 - Audi TT Coupé '07psychoreality100% (2)
- MIS Business ProcessesDocument6 pagesMIS Business Processesdenin joyPas encore d'évaluation
- ECOMASTER E Brochure Highlights Solid Tire PerformanceDocument4 pagesECOMASTER E Brochure Highlights Solid Tire PerformanceNima AhvaziPas encore d'évaluation