Vous aimerez peut-être aussi
- Projecto de Um Motor de Combustão Interna PDFDocument109 pagesProjecto de Um Motor de Combustão Interna PDFRobertoPas encore d'évaluation
- Sistema de LubrificacaoDocument31 pagesSistema de LubrificacaoLeonam CordeiroPas encore d'évaluation
- Apostila de EletricidadeDocument13 pagesApostila de EletricidadesilvinhocgvPas encore d'évaluation
- Programação Em Assembly Para O Microcontrolador Pic12f Volume ID'EverandProgramação Em Assembly Para O Microcontrolador Pic12f Volume IÉvaluation : 5 sur 5 étoiles5/5 (1)
- Atividade de Recuperação Da UFCDDocument2 pagesAtividade de Recuperação Da UFCDfcarochaPas encore d'évaluation
- AlinhamentoDocument6 pagesAlinhamentoJosé Ramos FilhoPas encore d'évaluation
- Manual de Proprietários, Motoristas e Chofer: THE POETRY OF THE END OF THE WORLD, מסכת מכות, Chaves de Tetuan, by Mois BenarrochD'EverandManual de Proprietários, Motoristas e Chofer: THE POETRY OF THE END OF THE WORLD, מסכת מכות, Chaves de Tetuan, by Mois BenarrochPas encore d'évaluation
- BateriasDocument26 pagesBateriasrq701Pas encore d'évaluation
- Auto EletricaDocument31 pagesAuto EletricaCarlosqrzPas encore d'évaluation
- 15 - Mancais e RolamentosDocument33 pages15 - Mancais e RolamentosAurelio AlbuquerquePas encore d'évaluation
- Matéria Prova Motores CombDocument18 pagesMatéria Prova Motores CombRobson MagalhãesPas encore d'évaluation
- Sistema de SuspençãoDocument16 pagesSistema de SuspençãoCarlos RibeiroPas encore d'évaluation
- Princípio de Funcionamento Dos AlternadoresDocument7 pagesPrincípio de Funcionamento Dos AlternadoresSonia Pompeu de CamargoPas encore d'évaluation
- Aula 02 - Introdução A HidraulicaDocument67 pagesAula 02 - Introdução A HidraulicaSergio AlvesPas encore d'évaluation
- Manutencao Automotiva Matriz CurricularDocument3 pagesManutencao Automotiva Matriz CurricularDanilo FreitasPas encore d'évaluation
- Coletor de Admissao - Remocao e Instalacao PDFDocument6 pagesColetor de Admissao - Remocao e Instalacao PDFBruno SoutoPas encore d'évaluation
- Apostila Eletricista AutomoveisDocument107 pagesApostila Eletricista Automoveisraimundo josé de souza diasPas encore d'évaluation
- Sistema de Lubrificação em Motores A Gasolina A 4 TemposDocument14 pagesSistema de Lubrificação em Motores A Gasolina A 4 TemposMateus Queiroz100% (1)
- Baterias AutomotivasDocument13 pagesBaterias AutomotivasJairo de PaulaPas encore d'évaluation
- Sistemas de Transmissoes AutomotivasDocument85 pagesSistemas de Transmissoes AutomotivasmarceloPas encore d'évaluation
- Anéis de PistãoDocument27 pagesAnéis de PistãoGadus MorhuaPas encore d'évaluation
- Alternativas Energéticas - Uma Visao CemigDocument364 pagesAlternativas Energéticas - Uma Visao CemigLetícia Allet100% (1)
- Sistemas Segurança Ativa e PassivaDocument20 pagesSistemas Segurança Ativa e PassivaAntonio Barroso100% (1)
- Apresentação 1Document84 pagesApresentação 1João BaptistaPas encore d'évaluation
- Cepra CintosDocument3 pagesCepra CintosaamarosaPas encore d'évaluation
- Elementos de UniãoDocument21 pagesElementos de Uniãoatleite1234Pas encore d'évaluation
- 2-Metais Não Ferrosos e Suas LigasDocument63 pages2-Metais Não Ferrosos e Suas LigasSérgio PessoaPas encore d'évaluation
- Motores de Combustao InternaDocument55 pagesMotores de Combustao InternaBruno PereiraPas encore d'évaluation
- Termos Tecnicos MotoresDocument19 pagesTermos Tecnicos MotoresEnio LimaPas encore d'évaluation
- Manual Sistema de Freios - NakataDocument19 pagesManual Sistema de Freios - NakatadesrtyPas encore d'évaluation
- LIVRODEBOLSO3Document21 pagesLIVRODEBOLSO3Rafael Tobias Canalobuana CanalobuanaPas encore d'évaluation
- Aula 1 - Noções de Mecânica GeralDocument30 pagesAula 1 - Noções de Mecânica GeralMarcus ViníciusPas encore d'évaluation
- Sistema de Injeção A GasolinaDocument22 pagesSistema de Injeção A GasolinaMaycon Lombardi100% (1)
- Mecanico de Motores DieselDocument13 pagesMecanico de Motores DieselsunaramelloPas encore d'évaluation
- Solda Mig - Mag - Trabalho EscolarDocument21 pagesSolda Mig - Mag - Trabalho EscolarklausahlfPas encore d'évaluation
- PinturaDocument3 pagesPinturaJosé Flávio Retkwa RetkwaPas encore d'évaluation
- Dicionario de Mecanica e Eletronica EmbarcadaDocument8 pagesDicionario de Mecanica e Eletronica EmbarcadaHenrique J. G. UlbrichPas encore d'évaluation
- Torquimetro Tramontina ProDocument4 pagesTorquimetro Tramontina ProAlex MoreiraPas encore d'évaluation
- Eletrônica Automotiva - 5 (Componentes Eletrônicos Básicos - Ativos)Document5 pagesEletrônica Automotiva - 5 (Componentes Eletrônicos Básicos - Ativos)JorgeRomeroLópezPas encore d'évaluation
- Tcnicoa de Mecatrnica Automvel ReferencialCADocument54 pagesTcnicoa de Mecatrnica Automvel ReferencialCANelson Jesus100% (1)
- Slides - Eletricidade Básica VeicularDocument52 pagesSlides - Eletricidade Básica VeicularFernando Alves GaiaPas encore d'évaluation
- Fechos CentralizadosDocument6 pagesFechos CentralizadosdianaPas encore d'évaluation
- Slide Pneumatica - CenfimDocument34 pagesSlide Pneumatica - CenfimSergio MonteiroPas encore d'évaluation
- Tecnologia AutomotivaDocument114 pagesTecnologia AutomotivaVW na VeiaPas encore d'évaluation
- Os Fatores Que Influenciam A Eficiência Da HéliceDocument10 pagesOs Fatores Que Influenciam A Eficiência Da HéliceFlavio Mesquita-Aircraft MechanicPas encore d'évaluation
- 10operecao Manut Do MotorDocument99 pages10operecao Manut Do MotorchristoferivPas encore d'évaluation
- Manutenção de BicicletasDocument13 pagesManutenção de BicicletasVALDECIRDOMINGOSPas encore d'évaluation
- Et 02118-Cemig-304fDocument20 pagesEt 02118-Cemig-304fWesleySilva Silva100% (1)
- CARGA HORÁRIA Técnico em EdifiçõesDocument59 pagesCARGA HORÁRIA Técnico em Edifiçõesitavo0% (1)
- Analise de Problemas em Bronzinas - enDocument32 pagesAnalise de Problemas em Bronzinas - enVinicius FolyPas encore d'évaluation
- Calhas de AluminioDocument6 pagesCalhas de AluminiojoseocsilvaPas encore d'évaluation
- A Importância Da Sede de Válvulas No Cabeçote.Document2 pagesA Importância Da Sede de Válvulas No Cabeçote.Fabricio LimaPas encore d'évaluation
- 06 - Medição de Resistências de Isolamento - SlidesDocument34 pages06 - Medição de Resistências de Isolamento - SlidesHemersonFA100% (1)
- Classificação API para Óleos Lubrificantes-MifDocument21 pagesClassificação API para Óleos Lubrificantes-MifNando BarbosaPas encore d'évaluation
- Sistema Hidráulico de PotenciaDocument69 pagesSistema Hidráulico de PotenciaGelson TchiloiaPas encore d'évaluation
- Resuno Da en 13108-1Document16 pagesResuno Da en 13108-1AMGConsultadoriaPas encore d'évaluation
- 06 Registos de Formação 2023Document1 page06 Registos de Formação 2023AMGConsultadoria100% (1)
- Procedimento Completo para Trabalho em Altura - 25.01.2024 - v1Document17 pagesProcedimento Completo para Trabalho em Altura - 25.01.2024 - v1AMGConsultadoriaPas encore d'évaluation
- Legislacao SHSTDocument3 pagesLegislacao SHSTAMGConsultadoriaPas encore d'évaluation
- Balancas LegislacaoDocument1 pageBalancas LegislacaoAMGConsultadoriaPas encore d'évaluation
- EV1 - PAME 27 - Aço A500NR SDDocument1 pageEV1 - PAME 27 - Aço A500NR SDAMGConsultadoriaPas encore d'évaluation
- IGAE-PREVENT-Padaria e PasterlariaDocument2 pagesIGAE-PREVENT-Padaria e PasterlariaAMGConsultadoriaPas encore d'évaluation
- Julho 2022Document3 pagesJulho 2022AMGConsultadoriaPas encore d'évaluation
- Representante Dos Trabalhadores SSTDocument84 pagesRepresentante Dos Trabalhadores SSTAMGConsultadoriaPas encore d'évaluation
- Reg CE-995 - 2010 - ResumoDocument28 pagesReg CE-995 - 2010 - ResumoAMGConsultadoriaPas encore d'évaluation
- Registos de Inspeção e EnsaioDocument8 pagesRegistos de Inspeção e EnsaioAMGConsultadoriaPas encore d'évaluation
- Estruturas Metálicas - Marcação CE - ISQDocument20 pagesEstruturas Metálicas - Marcação CE - ISQAMGConsultadoriaPas encore d'évaluation
- Registos Qualificação de SoldaduraDocument3 pagesRegistos Qualificação de SoldaduraAMGConsultadoria0% (1)
- ISO 3834 Requisitos EXCx PDFDocument1 pageISO 3834 Requisitos EXCx PDFAMGConsultadoria0% (1)
- Interpretacao Da Iso 9001Document82 pagesInterpretacao Da Iso 9001Rômulo Gabriel de Miranda de Paula PInto100% (1)
- CPR 07-04-3 - versaoPT Clarification On CE Marking With en 1090-1Document5 pagesCPR 07-04-3 - versaoPT Clarification On CE Marking With en 1090-1AMGConsultadoriaPas encore d'évaluation
- Manual Formação MIG-MAGDocument126 pagesManual Formação MIG-MAGAMGConsultadoriaPas encore d'évaluation
- APCER HelenaFerreiraDocument56 pagesAPCER HelenaFerreiraTiago CunhaPas encore d'évaluation
- Manual SoldaduraDocument37 pagesManual SoldaduraArmando ChainhoPas encore d'évaluation
- Lista Empresas Servico Certificado Regulamentos CeDocument1 pageLista Empresas Servico Certificado Regulamentos CeAMGConsultadoriaPas encore d'évaluation
- NP 4413 - 2012 - ScI ExtintoresDocument28 pagesNP 4413 - 2012 - ScI ExtintoresCJCONSTANTEPas encore d'évaluation
- NP 4457 - 2007Document15 pagesNP 4457 - 2007AMGConsultadoriaPas encore d'évaluation
- Dim EletrodutoDocument14 pagesDim EletrodutozoulouwePas encore d'évaluation
- Resumo Origem Da VidaDocument4 pagesResumo Origem Da VidaianPas encore d'évaluation
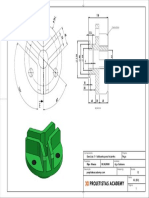
- Exercício 51 - Solidworks para Iniciantes Comandos Básicos PDFDocument1 pageExercício 51 - Solidworks para Iniciantes Comandos Básicos PDFMartinsPas encore d'évaluation
- E.P.I - Gestão em UANDocument43 pagesE.P.I - Gestão em UANKarol AraújoPas encore d'évaluation
- Fisico QuimicaDocument31 pagesFisico QuimicaCarlosAlbertoRibeiroRuyPas encore d'évaluation
- Ansiolíticos e HipnóticosDocument37 pagesAnsiolíticos e HipnóticosRuan Tcharle100% (1)
- MT Ko3500seg1 060907Document20 pagesMT Ko3500seg1 060907agassisrPas encore d'évaluation
- Fispq Fispq n.0053 Silicone Neutro Transparente Rev 06 17 GhsDocument5 pagesFispq Fispq n.0053 Silicone Neutro Transparente Rev 06 17 GhsNeiandro AndradePas encore d'évaluation
- RDC 98 2016Document9 pagesRDC 98 2016haphaeoPas encore d'évaluation
- Aula 8 EstereoquímicaDocument58 pagesAula 8 EstereoquímicaMatheus JerônimoPas encore d'évaluation
- FCMMG 2007 Resumo Prova Medicina e GabaritoDocument74 pagesFCMMG 2007 Resumo Prova Medicina e GabaritoNovo BeagaPas encore d'évaluation
- Aol 1 PatologiaDocument9 pagesAol 1 PatologiaAissa SantosPas encore d'évaluation
- Modulo III Regularização de BarrasDocument27 pagesModulo III Regularização de BarrasfilipePas encore d'évaluation
- Aula 1 - Soldagem Eletrodo Revestido - Aula ApresentaçãoDocument25 pagesAula 1 - Soldagem Eletrodo Revestido - Aula ApresentaçãoJuliano Sampaio100% (1)
- CT 18 Linha MSV CSV Max WTV WV 07 2017Document19 pagesCT 18 Linha MSV CSV Max WTV WV 07 2017vi_bezerraPas encore d'évaluation
- Função Excretora ResumoDocument4 pagesFunção Excretora Resumohesteves135536Pas encore d'évaluation
- Matéria e Suas Transformações PDFDocument3 pagesMatéria e Suas Transformações PDFDRIELE GOBETTI DA SILVAPas encore d'évaluation
- PDF - Lista 41 - Propriedades ColigativasDocument4 pagesPDF - Lista 41 - Propriedades ColigativasLucas AmorimjsPas encore d'évaluation
- N-42 Projeto de Sistema de Aquecimento Externo de Tubulação, Equipamento E Instrumentação, Com VaporDocument63 pagesN-42 Projeto de Sistema de Aquecimento Externo de Tubulação, Equipamento E Instrumentação, Com VaporDenis EspíndolaPas encore d'évaluation
- Revisões em Processos e Técnicas Avançadas de Isolamento e Determinação Estrutural de Ativos de PDocument316 pagesRevisões em Processos e Técnicas Avançadas de Isolamento e Determinação Estrutural de Ativos de PRenata SeixasPas encore d'évaluation
- Aula - Eletroquímica - Pilhas e BateriasDocument26 pagesAula - Eletroquímica - Pilhas e BateriasAndré Mauricio de OliveiraPas encore d'évaluation
- Catalogo Smart Floor 2022Document10 pagesCatalogo Smart Floor 2022Fabio DiasPas encore d'évaluation
- Fispq Cera Auto BrilhoDocument4 pagesFispq Cera Auto BrilhoMatheus OliveiraPas encore d'évaluation
- Conservação Da Polpa Do Tomate Submetido A Diferentes Conservantes (Limão e Óleo de Cozinha)Document14 pagesConservação Da Polpa Do Tomate Submetido A Diferentes Conservantes (Limão e Óleo de Cozinha)Mendes MindiatePas encore d'évaluation
- Bomba de IncendioDocument9 pagesBomba de IncendiocamilafernandescofPas encore d'évaluation
- BioenergéticaDocument23 pagesBioenergéticaJedaías Silva100% (1)
- Manual MotosserraDocument52 pagesManual MotosserraLenitaSerafim33% (3)
- Glossário EcológicoDocument27 pagesGlossário EcológicoribasrgtPas encore d'évaluation
- Relatorio Da Sanduicheira PDFDocument7 pagesRelatorio Da Sanduicheira PDFBruno LufierPas encore d'évaluation
- Métodos de Cura para Pós ReativosDocument12 pagesMétodos de Cura para Pós ReativosThiago SilvaPas encore d'évaluation