Vous aimerez peut-être aussi
- Load SensingDocument27 pagesLoad SensingRobert Gordon100% (6)
- Directional Control Valves GuideDocument193 pagesDirectional Control Valves GuidephaindikaPas encore d'évaluation
- QSB3.3 Ratings and Specs for Cummins Power Products Diesel EngineDocument2 pagesQSB3.3 Ratings and Specs for Cummins Power Products Diesel EngineShahzad AliPas encore d'évaluation
- BruceBesch IntroElectrohydraulicDocument96 pagesBruceBesch IntroElectrohydraulicbabaPas encore d'évaluation
- Bolts and Bolt TorqueDocument1 pageBolts and Bolt TorqueRichard ChuaPas encore d'évaluation
- Hydrostatic TransmissionsDocument12 pagesHydrostatic TransmissionsMohamed Rashed100% (1)
- Main Hydraulic Pump Air - PurgeDocument3 pagesMain Hydraulic Pump Air - Purgemekanicobucaro100% (1)
- 06 Travel Drive 2plus2Document23 pages06 Travel Drive 2plus2MACHINERY101GEAR67% (3)
- Electric SystemDocument78 pagesElectric SystemHarry Wart Wart100% (2)
- Scoop R1600 6yd3Document20 pagesScoop R1600 6yd3Mario Silva Zea0% (1)
- Load Sensing Valve TheoryDocument12 pagesLoad Sensing Valve TheorySammy Ulita100% (1)
- Cat 307B Control JoystickDocument2 pagesCat 307B Control JoystickAtaa AssaadPas encore d'évaluation
- Load Sensing2Document6 pagesLoad Sensing2Victor Acuña0% (1)
- Hydraulic Schematic SymbolsDocument12 pagesHydraulic Schematic SymbolsswainpiyushPas encore d'évaluation
- Testing and AdjustingDocument53 pagesTesting and AdjustingAlexandra Yupanqui sarmiento100% (1)
- Blue Line Hydraulic Breakers: Product RangeDocument6 pagesBlue Line Hydraulic Breakers: Product RangeChandra prakash Jangid0% (1)
- Torque Conveter TA22-42E Training TextDocument8 pagesTorque Conveter TA22-42E Training TextPHÁT NGUYỄN THẾPas encore d'évaluation
- Manual XP-308B Eng PDFDocument30 pagesManual XP-308B Eng PDFnguyễn quốc hoànPas encore d'évaluation
- Configuration ModeDocument40 pagesConfiguration ModeDANIEL VARGAS RODRIGUEZPas encore d'évaluation
- Eccentric Weight Housing Oil - Change: Operation and Maintenance ManualDocument3 pagesEccentric Weight Housing Oil - Change: Operation and Maintenance ManualLuis AugustoPas encore d'évaluation
- Catalogue2014 PDFDocument158 pagesCatalogue2014 PDFاشرينكيل مسونكيل100% (1)
- K8V Technical Brochure October 2017Document40 pagesK8V Technical Brochure October 2017juanchis650Pas encore d'évaluation
- Machine Profiles: D9R Track-Type TractorsDocument8 pagesMachine Profiles: D9R Track-Type TractorsJavier Pagan TorresPas encore d'évaluation
- 318C L 318C LN: Hydraulic ExcavatorDocument24 pages318C L 318C LN: Hydraulic ExcavatorJose Antonio Temoche Ruiz100% (1)
- Datasheet VT Modular enDocument52 pagesDatasheet VT Modular enTimon2005Pas encore d'évaluation
- New 7A Series Wheeled Excavator Standard and Optional EquipmentDocument10 pagesNew 7A Series Wheeled Excavator Standard and Optional Equipmentgaiex0% (1)
- Powertrain Troubleshooting (Test and Adjust)Document11 pagesPowertrain Troubleshooting (Test and Adjust)Jean Jacques ouanda100% (1)
- HX225S HX225S: Engine STD Opt Hydraulic System STD Opt Safety STD OptDocument12 pagesHX225S HX225S: Engine STD Opt Hydraulic System STD Opt Safety STD OptAlekseyPas encore d'évaluation
- J-Gear Pumps CatalogueDocument21 pagesJ-Gear Pumps CatalogueturandotPas encore d'évaluation
- Testing and Adjusting Hydraulic PressureDocument6 pagesTesting and Adjusting Hydraulic Pressuremink4u100% (2)
- SEN00313-04 Testing and Adjusting ToolsDocument28 pagesSEN00313-04 Testing and Adjusting ToolsЕгор100% (1)
- Caterpillar Small Landfill Compactors CP Cs423eDocument16 pagesCaterpillar Small Landfill Compactors CP Cs423esamasaPas encore d'évaluation
- HY11-3362 Press Control PPCC UKDocument40 pagesHY11-3362 Press Control PPCC UKLucas Cardoso100% (1)
- Zenith-913 en PDFDocument4 pagesZenith-913 en PDFLucky TraderPas encore d'évaluation
- VP1 Service ParkerDocument16 pagesVP1 Service ParkerAdrian Alonso Bustos GonzalezPas encore d'évaluation
- Hydrostatic drive component sizingDocument23 pagesHydrostatic drive component sizingAnonymous 5bDmByBfs100% (1)
- Backho eDocument10 pagesBackho eRaul RiveraPas encore d'évaluation
- Inspection and Adjustment of Pump Ls ControlDocument10 pagesInspection and Adjustment of Pump Ls ControlHai Van100% (1)
- 966H, 972H Service Tools ListDocument76 pages966H, 972H Service Tools ListevanPas encore d'évaluation
- Atachment System 3.sis PDFDocument2 pagesAtachment System 3.sis PDFJuan GarciaPas encore d'évaluation
- Hydrostatic drive system components and functionsDocument27 pagesHydrostatic drive system components and functionsGiancarlo Olivera Bejar100% (3)
- MHV Proportional Directional Control Valve Series MHV... K: FeaturesDocument28 pagesMHV Proportional Directional Control Valve Series MHV... K: FeaturesthijssilderhuisPas encore d'évaluation
- 329 D PDFDocument24 pages329 D PDFCapacitaciones RutasPas encore d'évaluation
- Piston SealsDocument149 pagesPiston SealspamururamuPas encore d'évaluation
- Technical Information: Series 20 Axial Piston PumpsDocument20 pagesTechnical Information: Series 20 Axial Piston PumpsHeather Murphy100% (2)
- Moog Hydraulic Servo Valve Construction Plus Moog PDFDocument13 pagesMoog Hydraulic Servo Valve Construction Plus Moog PDFJean DesingermainPas encore d'évaluation
- Mach3 ThreadingDocument0 pageMach3 ThreadingferskyPas encore d'évaluation
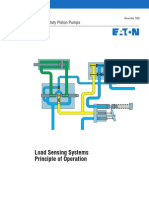
- Load Sensing Syst. Princ Oper. EatonDocument28 pagesLoad Sensing Syst. Princ Oper. EatonPedro Blanco92% (12)
- 04 Hydraulic System OperationDocument24 pages04 Hydraulic System OperationJUAN MANUEL RUIZ BERMEJOPas encore d'évaluation
- Sistema HidráulicoDocument36 pagesSistema HidráulicoValdir AlexandrePas encore d'évaluation
- Pressure-Control Valves PDFDocument15 pagesPressure-Control Valves PDFRagab Abulmagd100% (1)
- Deal With The Function of The Pressure Control Valves in Hydraulic Power SystemsDocument6 pagesDeal With The Function of The Pressure Control Valves in Hydraulic Power Systems666667Pas encore d'évaluation
- PM Tune Up PC 1250SP - 7Document23 pagesPM Tune Up PC 1250SP - 7Abc KeuanganPas encore d'évaluation
- Pressure-Relief ValvesDocument11 pagesPressure-Relief ValvesbalaPas encore d'évaluation
- What Is The Differences Between Gas Turbine and A Steam TurbineDocument1 pageWhat Is The Differences Between Gas Turbine and A Steam TurbineGourav ChoudhuriPas encore d'évaluation
- Valves: Iii Year Vi SemDocument69 pagesValves: Iii Year Vi SemKshitij SharmaPas encore d'évaluation
- FM HydraulicsDocument4 pagesFM HydraulicsOnkar KakadPas encore d'évaluation
- Basic hydraulic systems componentsDocument21 pagesBasic hydraulic systems componentsdane63Pas encore d'évaluation
- Hydraulic SystemsDocument44 pagesHydraulic Systemsrizaazari4530100% (1)
- Camless Engine (Recent Trends in Ic Engines)Document15 pagesCamless Engine (Recent Trends in Ic Engines)wiiharishPas encore d'évaluation
- EW180C Main Valve Assembly, Assembly Block None 3-3 NoneNone None Autodata Volvo OnlineDocument2 pagesEW180C Main Valve Assembly, Assembly Block None 3-3 NoneNone None Autodata Volvo OnlineSyed Azhar HussainPas encore d'évaluation
- Hyundai D6ca Manual PDFDocument1 pageHyundai D6ca Manual PDFSyed Azhar HussainPas encore d'évaluation
- Ic-On-Line - CN 100343 126605Document8 pagesIc-On-Line - CN 100343 126605Syed Azhar HussainPas encore d'évaluation
- Service Manual Common Rail System Isuzu 4HK1 6HK1Document48 pagesService Manual Common Rail System Isuzu 4HK1 6HK1vagpoul95% (148)
- Volvo Penta Tad 1640 & 1641 & 1642 Ge Tad 1641 & 1642 VeDocument276 pagesVolvo Penta Tad 1640 & 1641 & 1642 Ge Tad 1641 & 1642 VeGoran Murtic93% (41)
- DPA Pinouts Dec2012Document18 pagesDPA Pinouts Dec2012Carolyn ThomasPas encore d'évaluation
- A11vo - Re 92 500 - PDFDocument60 pagesA11vo - Re 92 500 - PDFSyed Azhar Hussain50% (2)
- Aristopower-4600c DC Welding Power Source 0558008884Document46 pagesAristopower-4600c DC Welding Power Source 0558008884Syed Azhar HussainPas encore d'évaluation
- Technical Data: Model NumberDocument2 pagesTechnical Data: Model NumberSyed Azhar HussainPas encore d'évaluation
- Refrigerator: Service ManualDocument30 pagesRefrigerator: Service ManualSyed Azhar HussainPas encore d'évaluation
- MD3060 Trouble ShootingDocument396 pagesMD3060 Trouble ShootingOmar Robles G82% (22)
- DPA4Plus User Manual-05102012Document43 pagesDPA4Plus User Manual-05102012Ovidio RiosPas encore d'évaluation
- Switching Regulator Applications: Absolute Maximum RatingsDocument6 pagesSwitching Regulator Applications: Absolute Maximum RatingsSyed Azhar HussainPas encore d'évaluation
- Manual DANA T12000 Trans MainDocument140 pagesManual DANA T12000 Trans Maincristiannnnnnnnnn75% (8)
- STERLING POWER PARTS CATALOGUE VERSION 2 MAY 2011Document86 pagesSTERLING POWER PARTS CATALOGUE VERSION 2 MAY 2011Syed Azhar HussainPas encore d'évaluation
- Perkins 1103 and 1104c Operation and Maintenance ManualDocument84 pagesPerkins 1103 and 1104c Operation and Maintenance ManualSyed Azhar Hussain80% (5)
- 1204e EleDocument254 pages1204e EleSyed Azhar Hussain100% (2)
- Konica Minolta Bizhub 250/350 User Guide / ManualDocument390 pagesKonica Minolta Bizhub 250/350 User Guide / ManualAbrahamF1100% (1)
- Perkins 1103 and 1104c Engines Systems Operation Testing and AdjustingDocument56 pagesPerkins 1103 and 1104c Engines Systems Operation Testing and AdjustingSyed Azhar Hussain97% (33)
- Isuzu Trooper 20workshop 20manual (Petrol Engine)Document3 573 pagesIsuzu Trooper 20workshop 20manual (Petrol Engine)Syed Azhar HussainPas encore d'évaluation
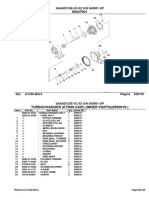
- Part Catalogue Component Data 5Document94 pagesPart Catalogue Component Data 5Syed Azhar HussainPas encore d'évaluation
- Ipvp 6-80 101 Voith PumpDocument24 pagesIpvp 6-80 101 Voith Pumppapinaidu2Pas encore d'évaluation
- DesuperheaterDocument14 pagesDesuperheatervon18100% (1)
- AMT Landing Gear-Operacion Trenes PDFDocument6 pagesAMT Landing Gear-Operacion Trenes PDFALBA VIVIANA MOLINA RADAPas encore d'évaluation
- Documents - MX DPV Vertical Multistage Pumps 60 HZ Technical Data DP PumpsDocument80 pagesDocuments - MX DPV Vertical Multistage Pumps 60 HZ Technical Data DP PumpsAnonymous ItzBhUGoi100% (1)
- RT 06 Centrif Comp PDFDocument22 pagesRT 06 Centrif Comp PDFAdrian García MoyanoPas encore d'évaluation
- Relief Valves For Centrifugal Pumps According To NFPA 20 - Fire Protection SpecialistsDocument1 pageRelief Valves For Centrifugal Pumps According To NFPA 20 - Fire Protection SpecialistsMohamed Abou El hassanPas encore d'évaluation
- SNO-I-DS-006 - C Datasheet For Pressure Regulator ValveDocument44 pagesSNO-I-DS-006 - C Datasheet For Pressure Regulator Valveono_czePas encore d'évaluation
- Low Pressure Compressor Block Screw Compressor: Instruction Manual and Replacement Parts ListDocument104 pagesLow Pressure Compressor Block Screw Compressor: Instruction Manual and Replacement Parts ListKrzysiek Podsiadło100% (2)
- 1911 NFPA Pump Test Form PDFDocument2 pages1911 NFPA Pump Test Form PDFejjjnPas encore d'évaluation
- Manual ParametrosDocument126 pagesManual Parametrosares201216675Pas encore d'évaluation
- Turbine Lab ReportDocument11 pagesTurbine Lab ReportIzzul Hazim75% (8)
- NPSH - An Introduction For Pump Users: 1. General FormulationDocument4 pagesNPSH - An Introduction For Pump Users: 1. General FormulationTravis SkinnerPas encore d'évaluation
- Turbocharger KTR90 232e Inne PDFDocument1 pageTurbocharger KTR90 232e Inne PDFWilheam MamaniPas encore d'évaluation
- Laminar and Turbulent in Pipe-2 PDFDocument20 pagesLaminar and Turbulent in Pipe-2 PDFBoos yousufPas encore d'évaluation
- Positive Displacement PumpsDocument1 pagePositive Displacement PumpsAnonymous 1zdRSWskhg100% (1)
- PrayerDocument50 pagesPrayerKristine ValenzuelaPas encore d'évaluation
- Piping Design, Layout and Stress Analysis: Foreword 1 Scope 2 Normative References 3 Definitions and AbbreviationsDocument15 pagesPiping Design, Layout and Stress Analysis: Foreword 1 Scope 2 Normative References 3 Definitions and AbbreviationsWalid LabidiPas encore d'évaluation
- Midsteel Pipe Fittings Manufacturer ProfileDocument14 pagesMidsteel Pipe Fittings Manufacturer Profilerutuja rogePas encore d'évaluation
- Merlo Treemme Mm350b Sav C102a01 - Parts ManualDocument286 pagesMerlo Treemme Mm350b Sav C102a01 - Parts ManualДм СевPas encore d'évaluation
- Numerical Analysis of A Hypersonic Turbulent and LDocument13 pagesNumerical Analysis of A Hypersonic Turbulent and LDANUSH DATTHATHIREYAN KPas encore d'évaluation
- Air Compressor Lubricants 2Document1 pageAir Compressor Lubricants 2Rifki AndriyanPas encore d'évaluation
- Supply circuit components overviewDocument32 pagesSupply circuit components overviewNovie RizkyPas encore d'évaluation
- Prohibited Outside of Their Purpose Information in This Document Is Property of Petrobras, BeingDocument5 pagesProhibited Outside of Their Purpose Information in This Document Is Property of Petrobras, BeingRobles DreschPas encore d'évaluation
- Iii Viscous ResistanceDocument33 pagesIii Viscous Resistancesiddarth amaravathiPas encore d'évaluation
- Compact 600 Parts ManualDocument22 pagesCompact 600 Parts ManualCarlos Molina TorradoPas encore d'évaluation
- Valvula Selectora Trans.Document4 pagesValvula Selectora Trans.enriquePas encore d'évaluation
- FM Butterfly ValvesDocument3 pagesFM Butterfly ValvesahsanPas encore d'évaluation
- Boiler Mountings and AccessoriesDocument14 pagesBoiler Mountings and AccessoriesAnil DamahePas encore d'évaluation
- Well BlowdownDocument47 pagesWell BlowdownMask BlackPas encore d'évaluation
- Rig Hydraulic ExercisesDocument8 pagesRig Hydraulic ExercisesShakerMahmood100% (2)