Académique Documents
Professionnel Documents
Culture Documents
Flange Management
Transféré par
Victor BiacoloCopyright
Formats disponibles
Partager ce document
Partager ou intégrer le document
Avez-vous trouvé ce document utile ?
Ce contenu est-il inapproprié ?
Signaler ce documentDroits d'auteur :
Formats disponibles
Flange Management
Transféré par
Victor BiacoloDroits d'auteur :
Formats disponibles
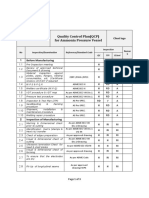
ITEM LINE NUMBER LOCATION DRW NO P&ID NO JOINT NO
FLANGE
SIZE DN
RATING #
GASKET
TYPE
NUMBER
OF BOLTS
BOLTS&NUTS SIZE MATERIAL
TORQUE VALUE
LB/FT
1 SUMP CAISSON P-700 SJJT-A DE-SFKA-P-4162/1 9-SFK-A-P-0017-0000, 9-SFK-A-P-0020-0000 1 100 150# SPW A193-B7
2 25-PL-023-6101 SJJT-A 1 25 600# SPW A193-B7
3 150-PL-014-6101 SJJT-A 1 25 600# SPW A193-B7
3 150-PL-014-6101 SJJT-A 2 25 600# SPW A193-B7
4 100-PL-008-6101 SJJT-A 1 25 600# SPW A193-B7
4 100-PL-008-6101 SJJT-A 2 25 600# SPW A193-B7
1 25 600# SPW A193-B7
2 25 600# SPW A193-B7
3 25 600# SPW A193-B7
1 25 600# SPW A193-B7
2 25 600# SPW A193-B7
3 25 600# SPW A193-B7
1 20 600# SPW A193-B7
2 20 600# SPW A193-B7
3 20 600# SPW A193-B7
1 20 600# SPW A193-B7
2 20 600# SPW A193-B7
3 20 600# SPW A193-B7
4 20 600# SPW A193-B7
1 20 600# SPW A193-B7
2 20 600# SPW A193-B7
1 50 150# SPW A193-B7
2 100 150# SPW A193-B7
11 JIB CRANE SFJT-B DE-SFJT-B-P-0741 9-SFJT-B-P-0008-0002 1 15 600# SPW 4 1/2"X80MM A193-B7 35
S176 150 150# SPW 8 3/4"X110MM A193-B7 137
S177 150 150# SPW 8 3/4"X110MM A193-B7 137
B178 150 150# SPW 8 3/4"X110MM A193-B7 137
S179 50 150# SPW 4 5/8"X90MM A193-B7 86
B184 150 150# SPW 8 3/4"X110MM A193-B7 137
S185 150 150# SPW 8 3/4"X110MM A193-B7 137
S186 80 150# SPW 4 5/8"X90MM A193-B7 86
S187 50 150# SPW 4 5/8"X80MM A193-B7 86
S188 50 150# SPW 4 5/8"X80MM A193-B7 86
B180 150 150# SPW 8 3/4"X110MM A193-B7 137
SBC181 150 150# SPW 8 3/4"X120MM A193-B7 137
SBC182 50 150# SPW 4 5/8"X95MM A193-B7 86
S183 50 150# SPW 4 5/8"X80MM A193-B7 86
S81 50 150# SPW 4 5/8"X80MM A193-B7 86
B82 200 150# SPW 8 3/4X110MM A193-B7 137
B77 150 150# SPW 8 3/4"X110MM A193-B7 137
S78 50 150# SPW 4 5/8"X80MM A193-B7 86
S79 150 150# SPW 8 3/4"X110MM A193-B7 137
S80 150 150# SPW 8 3/4"X110MM A193-B7 137
S53 50 150# SPW 4 5/8"X80MM A193-B7 86
S16 50 150# SPW 4 5/8"X80MM A193-B7 86
S127 50 150# SPW 4 5/8"X80MM A193-B7 86
9-SFP-A-P-0024A S113 100 150# SPW 8 5/8X100MM A193-B7 69
S10 50 150# SPW 4 5/8"X80MM A193-B7 86
S11 50 150# SPW 4 5/8"X80MM A193-B7 86
S121 50 150# SPW 4 5/8"X80MM A193-B7 86
S122 50 150# SPW 4 5/8"X80MM A193-B7 86
S123 50 150# SPW 4 5/8"X80MM A193-B7 86
S124 25 150# SPW 4 1/2"X70MM A193-B7 29
S125 25 150# SPW 4 1/2"X70MM A193-B7 29
S126 25 150# SPW 4 1/2"X70MM A193-B7 29
B01 50 150# SPW 4 5/8"X80MM A193-B7 86
B02 15 150# SPW 4 1/2"X60MM A193-B7 22
1 50 150# SPW 4 5/8"X80MM A193-B7 86
B03 25 150# SPW 4 1/2"X70MM A193-B7 29
S04 50 150# SPW 4 5/8"X80MM A193-B7 86
S05 50 150# SPW 4 5/8"X80MM A193-B7 86
S06 50 150# SPW 4 5/8"X80MM A193-B7 86
S07 25 150# SPW 4 1/2"X70MM A193-B7 29
S08 25 150# SPW 4 1/2"X70MM A193-B7 29
100-PL-002-6101 10
100-PL-003-6101 8
100-PL-005-6101 9
100-PL-025-61430 6
100-PL-026-61430 7
9-SFJT-B-P-0008-Z SUMP ISOLATION 12
SJJT-A
SJJT-A
SJJT-A
SJJT-A
SJJT-A
SJJT-A
SFJT-B
100-PL-024-61430 5
SFJT_E_P0047 SFJT-E
T6510 SUMP CAISSON
ISOLATION
13
9-SFJT-C-P-0020Z
T6510 SUMP CAISSON
ISOLATION
SFJT-C 14
9-SFKA-A-P-0016Z SFK-A SUMP ISOLATION 15
9-SFP-A-P-0009-0002Z SFP-A SUMP ISOLATION 16
9-SFDP-A-P-0011Z
SFP/DP-A
JIB CRANE
REPLACEMENT
17
9-SFP-A-P-0008A
9-SFP-A-P-0015Z
9-SFDP-A-P-0010A
HT-01 18
9-SFDP-A-P-02-2302-0001A
9-SFDP-A-P-02-2301-0001A
9-SFDP-A-P-0011Z
SFDP-A
Cellar Deck
Bolt Tensioning
Bolt Torquing 27 Ib.ft
*Manual
Bolt Tensioning
[8.0]
Bolt Torquing
[7.0]
Y N
Location/Lokasi
Joint No: G29101-J49
Isometric No: P5-F23-G29101-CD
Equipment No:
Flange Size/Rating: 1/150#
Procedure:
Pre-bolting inspection (to be filled up by the person executing the job / Pemeriksaan Y N N/A
Sebelum proses pengikatan bolt (diisikan oleh pelaksana activiti )
Check the type & condition of gasket/ Periksa jenis dan keadaan gasket
[6.1.1]
Check that fasteners are in good condition, correct size & material/ Periksa keadaan, saiz & material studbolt
[6.1.3]
Check both flange faces & nut seating area are clean, damage free, paint free/ Periksa keadaan flange. Flange
tidak rosak, bersih dari kotoran dan benda asing.
[6.1.2]
Alignment of flange center line and faces are within allowable tolerance/ Periksa alignment flange. Alignment
mesti di dalam toleransi yang ditetapkan.
[6.2.1]
[Page 1/3]
Sarawak Shell Berhad / Sabah Shell Petroleum Company
CONTROLLED BOLT TIGHTENING CHECKLIST
Tightening checklist (to be filled up by the person executing the job) / Senarai Semak Pengikatan Bolt (diisikan oleh pelaksana activity)
Sarawak Shell Berhad / Sabah Shell Petroleum Company
CONTROLLED BOLT TIGHTENING CHECKLIST
(to be submitted in work-pack, PtW application, close-out report/dihantar sekali dalam work-pack, permohonan PtW,
Laporan Siap-Kerja)
Controlled Tightening Data (to be filled up as part of work-pack preparation, work preparation, made available for PtW application)/
Data Pengikatan bolt (diisikan dalam persediaan work-pack, persediaan kerja, siap sedia untuk permohonan PtW)
Flange tightened using 30%, 60% 100% increments/passes/Flange diketatkan berperingkat (kenaikan
sebanyak 30%, 60% & 100%)
[7.3]
Flange alignment checks after each increment/ Periksa Flange alignment selepas setiap kenaikan
[7.2]
Line No: 50-G29101-13411X-CD
P&ID No: P1-F23-0182-0001
Bolt Size (D x L) & Qty/Size & Kuantiti: 1/270mm ; 4nos
Bolt Material: ASTM A182 F316
Target Bolt Stress (psi):
- Equipment Calibration (torque wrench/heads) in place/ Bukti Equipment
Calibration disertakan bersama
- Method Statement & Calculation attached/ Cara kerja & pengiraan telah
disertakan bersama
- Equipment Calibration in place/ Dokumen Equipment Calibration disertakan
bersama
- Required Bolt Elongation/ Nilai Pemanjangan bolt diperolehi (mm)
- Required Tool Hydraulic Pressure/ Nilai Pressure untuk alat Hydraulic
diperolehi (kPag)
- Torque values obtained/ Nilai Torque telah diperolehi
Final pass tightening/ Flange diketatkan buat kali terakhir
[7.3]
Check if the nut were seen to rotate on studs/ Periksa sama ada nut masih longgar
Any lubrication applied/ Adakah sebarang pelincir digunakan?
[6.2.7]
Flange tightened using criss-cross sequential pattern/Flange diketatkan menggunakan using criss-cross
pattern
[6.2.6]
* Not applicable for new fluoropolymer coated bolt/Pelincir tidak diperlukan untuk studbolt baru yang disalut
lapisan fluoropolymer.
Torque tightening Check Is this joint part of the 10% Field Check (to be filled up by Shell
Representative prior to signing off the checklist)/ 10% Pemeriksaan rawak- Adakah joint ini
sebahagian daripada 10% pemeriksaan secara rawak? (diisikan oleh Perwakilan Shell sebelum
menandatangi senarai semak ini)
If YES, answer the following question/ Jika betul, sila jawab soalan di bawah.
Retightening required/ Pengikatan semula diperlukan bagi joint ini? (Y/N)
[Page 2/3]
Flange Tightening Sequence/ Urutan Pengikatan Flange
Comment s : ( e. g. av ai l abi l i t y of t ool , above man- hei ght , l oc at i on of t he j oi nt , s pace, t ool / equi pment i s s ue,
any mi s al i gnment , appr oval f r om TA, any ot her c ondi t i on/ i s s ue t o be hi ghl i ght ed. ) / ( cont oh: kes edi aan per al at an,
mel ebi hi ket i nggi an nor mal manus i a, kekur angan r uang, i s u- i s u per al at an, penent ukur an/ kal i br as i ,
mi s al i gnment , per s et uj uan dar i pada TA, keadaan/ i s u l ai n- l ai n yang per l u di nyat akan. )
Name (Company)/ Nama (Syarikat)
Site Supervisor/ Penyelia Tapak
Shell Representative/ Perwakilan Shell
[Page 3/3]
Signature/
Tandatangan
Assigned Person/ Petugas
N/A
Pre-bolting inspection (to be filled up by the person executing the job / Pemeriksaan Y N N/A
Sebelum proses pengikatan bolt (diisikan oleh pelaksana activiti )
[Page 1/3]
Tightening checklist (to be filled up by the person executing the job) / Senarai Semak Pengikatan Bolt (diisikan oleh pelaksana activity)
Controlled Tightening Data (to be filled up as part of work-pack preparation, work preparation, made available for PtW application)/
Data Pengikatan bolt (diisikan dalam persediaan work-pack, persediaan kerja, siap sedia untuk permohonan PtW)
Line No: 50-G29101-13411X-CD
P&ID No: P1-F23-0182-0001
Bolt Size (D x L) & Qty/Size & Kuantiti: 1/270mm ; 4nos
Bolt Material: ASTM A182 F316
Target Bolt Stress (psi):
[Page 2/3]
Flange Tightening Sequence/ Urutan Pengikatan Flange
i s s ue, c al i br at i on,
per al at an, l okas i
penent ukur an/ kal i br as i , s ebar ang
SARAWAK SHELL BERHAD / SABAH SHELL PETROLEUM COMPANY (SMEP)
SFK-A
Line Number 50-UA-002-13411
P&ID Number 9-SFK-A-P-0017-0000, 9-SFK-A-P-0020-0000
Bolt Size (D x L) & Qty 4X5/8"X90MM
Flange Size & Rating DN50X150#
Bolt Material A193-B7
Target Bolt Stress Value (psi) (for bolt tensioning):
Procedure to tighten this joint
Bolt Tensioning
Bolt Torquing P 86 lb.ft (N.m)
Isometric Drawing No.: DE-SFKA-P-4162/1 Joint No. (identified in drawing)
Pre-bolting inspection (to be filled up by the person executing the job)
Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y
Check type & condition of gasket [6.1.1]
Check that fasteners are in good condition, correct size & material [6.1.3]
Check both flange faces & nut seating area are clean, damage free & paint free [6.1.2]
Alignment of flange center line and faces are within allowable tolerance[6.2.1]
Bolt Tensioning [8.0]
Method Statement & Calculation attached
Equipment Calibration in place
Required Bolt Elongation (mm)
Required Tool Hydraulic Pressure (kPa)
Bolt Torquing[7.0]
Torque values obtained from the torque table
Equipment Calibration (torque wrench/heads) in place
Tightening checklist (to be filled up by the person executing the job)
Flange tightened using 30%, 60% & 100% increments/passes [7.3]
Flange alignment checks after each increment[7.2]
Flange tightened using "criss-cross" sequential pattern[6.2.6]
Final pass tightening[7.3]
Check if the nut were seen to rotate on studs
Any lubrication applied[6.2.7] * Not applicable for new fluoropolymer coated bolt
Torque tightening Check (to be filled up by Shell Rep prior to signing off the checklist)
Retightening required? (applicable for 10% field check, else mark on N/A)
CHECKED BY NAME COMPANY SIGNATURE DATE
CONTROLLED BOLT TIGHTENING CHECKLIST
(to be submitted in work-pack, PtW application, close-out report)
LOCATION : PTW NO: SMEP.EP72.GL0212
Comments :(e.g. availability of tool, above man-height, location of the joint, space, tool/equipment issue, calibration, any misalignment, approval from TA, any other
condition/issue to be highlighted.)
Assigned Person
Site Supervisor
Shell Representative
B189 1 S190
The numbered clauses refer to SMEP.EP72.GL0212 Operation and Maintenance Procedure for Flange Joint Assembly. version 1 .0 (May 2013)
SARAWAK SHELL BERHAD / SABAH SHELL PETROLEUM COMPANY (SMEP)
Flange Tightening Sequence
N N/A Y N N/A
DATE
SMEP.EP72.GL0212
Comments :(e.g. availability of tool, above man-height, location of the joint, space, tool/equipment issue, calibration, any misalignment, approval from TA, any other
condition/issue to be highlighted.)
The numbered clauses refer to SMEP.EP72.GL0212 Operation and Maintenance Procedure for Flange Joint Assembly. version 1 .0 (May 2013)
SARAWAK SHELL BERHAD / SABAH SHELL PETROLEUM COMPANY (SMEP)
SFK-A
Line Number 25-DC-6404-11430
P&ID Number 9-SFK-A-P-0012-0000
Bolt Size (D x L) & Qty 4X1/2"X70MM
Flange Size & Rating DN25X150#
Bolt Material A193-B7
Target Bolt Stress Value (psi) (for bolt tensioning):
Procedure to tighten this joint
Bolt Tensioning
Bolt Torquing P 29 lb.ft (N.m)
Isometric Drawing No.: DE-SFK-A-P-6113 Joint No. (identified in drawing)
Pre-bolting inspection (to be filled up by the person executing the job)
Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y
Check type & condition of gasket [6.1.1]
Check that fasteners are in good condition, correct size & material [6.1.3]
Check both flange faces & nut seating area are clean, damage free & paint free [6.1.2]
Alignment of flange center line and faces are within allowable tolerance[6.2.1]
Bolt Tensioning [8.0]
Method Statement & Calculation attached
Equipment Calibration in place
Required Bolt Elongation (mm)
Required Tool Hydraulic Pressure (kPa)
Bolt Torquing[7.0]
Torque values obtained from the torque table
Equipment Calibration (torque wrench/heads) in place
Tightening checklist (to be filled up by the person executing the job)
Flange tightened using 30%, 60% & 100% increments/passes [7.3]
Flange alignment checks after each increment[7.2]
Flange tightened using "criss-cross" sequential pattern[6.2.6]
Final pass tightening[7.3]
Check if the nut were seen to rotate on studs
Any lubrication applied[6.2.7] * Not applicable for new fluoropolymer coated bolt
Torque tightening Check (to be filled up by Shell Rep prior to signing off the checklist)
Retightening required? (applicable for 10% field check, else mark on N/A)
TLPB01 S193
Comments :(e.g. availability of tool, above man-height, location of the joint, space, tool/equipment issue, calibration, any misalignment, approval from TA, any other
condition/issue to be highlighted.)
Assigned Person
Site Supervisor
Shell Representative
CONTROLLED BOLT TIGHTENING CHECKLIST
(to be submitted in work-pack, PtW application, close-out report)
LOCATION : PTW NO: SMEP.EP72.GL0212
CHECKED BY NAME COMPANY SIGNATURE DATE
The numbered clauses refer to SMEP.EP72.GL0212 Operation and Maintenance Procedure for Flange Joint Assembly. version 1 .0 (May 2013)
SARAWAK SHELL BERHAD / SABAH SHELL PETROLEUM COMPANY (SMEP)
Flange Tightening Sequence
N N/A Y N N/A
Comments :(e.g. availability of tool, above man-height, location of the joint, space, tool/equipment issue, calibration, any misalignment, approval from TA, any other
condition/issue to be highlighted.)
SMEP.EP72.GL0212
DATE
The numbered clauses refer to SMEP.EP72.GL0212 Operation and Maintenance Procedure for Flange Joint Assembly. version 1 .0 (May 2013)
SARAWAK SHELL BERHAD / SABAH SHELL PETROLEUM COMPANY (SMEP)
SFK-A
Line Number 25-DC-6404-11430
P&ID Number 9-SFK-A-P-0012-0000
Bolt Size (D x L) & Qty 12X7/8X120MM
Flange Size & Rating DN250X150#
Bolt Material A193-B7
Target Bolt Stress Value (psi) (for bolt tensioning):
Procedure to tighten this joint
Bolt Tensioning
Bolt Torquing P lb.ft (N.m)
Isometric Drawing No.: DE-SFK-A-P-6113 Joint No. (identified in drawing)
Pre-bolting inspection (to be filled up by the person executing the job)
Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y
Check type & condition of gasket [6.1.1]
Check that fasteners are in good condition, correct size & material [6.1.3]
Check both flange faces & nut seating area are clean, damage free & paint free [6.1.2]
Alignment of flange center line and faces are within allowable tolerance[6.2.1]
Bolt Tensioning [8.0]
Method Statement & Calculation attached
Equipment Calibration in place
Required Bolt Elongation (mm)
Required Tool Hydraulic Pressure (kPa)
Bolt Torquing[7.0]
Torque values obtained from the torque table
Equipment Calibration (torque wrench/heads) in place
Tightening checklist (to be filled up by the person executing the job)
Flange tightened using 30%, 60% & 100% increments/passes [7.3]
Flange alignment checks after each increment[7.2]
Flange tightened using "criss-cross" sequential pattern[6.2.6]
Final pass tightening[7.3]
Check if the nut were seen to rotate on studs
Any lubrication applied[6.2.7] * Not applicable for new fluoropolymer coated bolt
Torque tightening Check (to be filled up by Shell Rep prior to signing off the checklist)
Retightening required? (applicable for 10% field check, else mark on N/A)
194
S191 S192
Comments :(e.g. availability of tool, above man-height, location of the joint, space, tool/equipment issue, calibration, any misalignment, approval from TA, any other
condition/issue to be highlighted.)
Shell Representative
Assigned Person
Site Supervisor
CONTROLLED BOLT TIGHTENING CHECKLIST
(to be submitted in work-pack, PtW application, close-out report)
LOCATION : PTW NO: SMEP.EP72.GL0212
CHECKED BY NAME COMPANY SIGNATURE DATE
The numbered clauses refer to SMEP.EP72.GL0212 Operation and Maintenance Procedure for Flange Joint Assembly. version 1 .0 (May 2013)
SARAWAK SHELL BERHAD / SABAH SHELL PETROLEUM COMPANY (SMEP)
Flange Tightening Sequence
N N/A Y N N/A
Comments :(e.g. availability of tool, above man-height, location of the joint, space, tool/equipment issue, calibration, any misalignment, approval from TA, any other
condition/issue to be highlighted.)
SMEP.EP72.GL0212
DATE
The numbered clauses refer to SMEP.EP72.GL0212 Operation and Maintenance Procedure for Flange Joint Assembly. version 1 .0 (May 2013)
SARAWAK SHELL BERHAD / SABAH SHELL PETROLEUM COMPANY (SMEP)
SFP-A
Line Number 150-D-028-1101
P&ID Number 9SFP-AP009M01
Bolt Size (D x L) & Qty 8X3/4"X110MM
Flange Size & Rating DN150X150#
Bolt Material A193-B7
Target Bolt Stress Value (psi) (for bolt tensioning):
Procedure to tighten this joint
Bolt Tensioning
Bolt Torquing P lb.ft (N.m)
Isometric Drawing No.: Joint No. (identified in drawing)
Pre-bolting inspection (to be filled up by the person executing the job)
Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y
Check type & condition of gasket [6.1.1]
Check that fasteners are in good condition, correct size & material [6.1.3]
Check both flange faces & nut seating area are clean, damage free & paint free [6.1.2]
Alignment of flange center line and faces are within allowable tolerance[6.2.1]
Bolt Tensioning [8.0]
Method Statement & Calculation attached
Equipment Calibration in place
Required Bolt Elongation (mm)
Required Tool Hydraulic Pressure (kPa)
Bolt Torquing[7.0]
Torque values obtained from the torque table
Equipment Calibration (torque wrench/heads) in place
Tightening checklist (to be filled up by the person executing the job)
Flange tightened using 30%, 60% & 100% increments/passes [7.3]
Flange alignment checks after each increment[7.2]
Flange tightened using "criss-cross" sequential pattern[6.2.6]
Final pass tightening[7.3]
Check if the nut were seen to rotate on studs
Any lubrication applied[6.2.7] * Not applicable for new fluoropolymer coated bolt
Torque tightening Check (to be filled up by Shell Rep prior to signing off the checklist)
Retightening required? (applicable for 10% field check, else mark on N/A)
137
1 S195 S197
Comments :(e.g. availability of tool, above man-height, location of the joint, space, tool/equipment issue, calibration, any misalignment, approval from TA, any other
condition/issue to be highlighted.)
Assigned Person
Site Supervisor
Shell Representative
CONTROLLED BOLT TIGHTENING CHECKLIST
(to be submitted in work-pack, PtW application, close-out report)
LOCATION : PTW NO: SMEP.EP72.GL0212
CHECKED BY NAME COMPANY SIGNATURE DATE
The numbered clauses refer to SMEP.EP72.GL0212 Operation and Maintenance Procedure for Flange Joint Assembly. version 1 .0 (May 2013)
SARAWAK SHELL BERHAD / SABAH SHELL PETROLEUM COMPANY (SMEP)
Flange Tightening Sequence
N N/A Y N N/A
Comments :(e.g. availability of tool, above man-height, location of the joint, space, tool/equipment issue, calibration, any misalignment, approval from TA, any other
condition/issue to be highlighted.)
SMEP.EP72.GL0212
DATE
The numbered clauses refer to SMEP.EP72.GL0212 Operation and Maintenance Procedure for Flange Joint Assembly. version 1 .0 (May 2013)
SARAWAK SHELL BERHAD / SABAH SHELL PETROLEUM COMPANY (SMEP)
SFP-A
Line Number 150-D-028-1101
P&ID Number 9SFP-AP009M01
Bolt Size (D x L) & Qty 8X5/8X100MM
Flange Size & Rating DN100X150#
Bolt Material A193-B7
Target Bolt Stress Value (psi) (for bolt tensioning):
Procedure to tighten this joint
Bolt Tensioning
Bolt Torquing P lb.ft (N.m)
Isometric Drawing No.: Joint No. (identified in drawing)
Pre-bolting inspection (to be filled up by the person executing the job)
Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y
Check type & condition of gasket [6.1.1]
Check that fasteners are in good condition, correct size & material [6.1.3]
Check both flange faces & nut seating area are clean, damage free & paint free [6.1.2]
Alignment of flange center line and faces are within allowable tolerance[6.2.1]
Bolt Tensioning [8.0]
Method Statement & Calculation attached
Equipment Calibration in place
Required Bolt Elongation (mm)
Required Tool Hydraulic Pressure (kPa)
Bolt Torquing[7.0]
Torque values obtained from the torque table
Equipment Calibration (torque wrench/heads) in place
Tightening checklist (to be filled up by the person executing the job)
Flange tightened using 30%, 60% & 100% increments/passes [7.3]
Flange alignment checks after each increment[7.2]
Flange tightened using "criss-cross" sequential pattern[6.2.6]
Final pass tightening[7.3]
Check if the nut were seen to rotate on studs
Any lubrication applied[6.2.7] * Not applicable for new fluoropolymer coated bolt
Torque tightening Check (to be filled up by Shell Rep prior to signing off the checklist)
Retightening required? (applicable for 10% field check, else mark on N/A)
S199
69
2 S194 S196 S198 S200 S201
Comments :(e.g. availability of tool, above man-height, location of the joint, space, tool/equipment issue, calibration, any misalignment, approval from TA, any other
condition/issue to be highlighted.)
Assigned Person
Site Supervisor
Shell Representative
CONTROLLED BOLT TIGHTENING CHECKLIST
(to be submitted in work-pack, PtW application, close-out report)
LOCATION : PTW NO: SMEP.EP72.GL0212
CHECKED BY NAME COMPANY SIGNATURE DATE
The numbered clauses refer to SMEP.EP72.GL0212 Operation and Maintenance Procedure for Flange Joint Assembly. version 1 .0 (May 2013)
SARAWAK SHELL BERHAD / SABAH SHELL PETROLEUM COMPANY (SMEP)
Flange Tightening Sequence
N N/A Y N N/A
Comments :(e.g. availability of tool, above man-height, location of the joint, space, tool/equipment issue, calibration, any misalignment, approval from TA, any other
condition/issue to be highlighted.)
SMEP.EP72.GL0212
DATE
The numbered clauses refer to SMEP.EP72.GL0212 Operation and Maintenance Procedure for Flange Joint Assembly. version 1 .0 (May 2013)
SARAWAK SHELL BERHAD / SABAH SHELL PETROLEUM COMPANY (SMEP)
SFK-A
Line Number 25-DD-6583-11430
P&ID Number 9-SFK-A-P-0015-0000, 9-SFK-A-P-0016-0000
Bolt Size (D x L) & Qty 4X5/8"X90MM
Flange Size & Rating DN50X150#
Bolt Material A193-B7
Target Bolt Stress Value (psi) (for bolt tensioning):
Procedure to tighten this joint
Bolt Tensioning
Bolt Torquing P 86 lb.ft (N.m)
Isometric Drawing No.: DE-SFK-A-P-3197 Joint No. (identified in drawing)
Pre-bolting inspection (to be filled up by the person executing the job)
Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y
Check type & condition of gasket [6.1.1]
Check that fasteners are in good condition, correct size & material [6.1.3]
Check both flange faces & nut seating area are clean, damage free & paint free [6.1.2]
Alignment of flange center line and faces are within allowable tolerance[6.2.1]
Bolt Tensioning [8.0]
Method Statement & Calculation attached
Equipment Calibration in place
Required Bolt Elongation (mm)
Required Tool Hydraulic Pressure (kPa)
Bolt Torquing[7.0]
Torque values obtained from the torque table
Equipment Calibration (torque wrench/heads) in place
Tightening checklist (to be filled up by the person executing the job)
Flange tightened using 30%, 60% & 100% increments/passes [7.3]
Flange alignment checks after each increment[7.2]
Flange tightened using "criss-cross" sequential pattern[6.2.6]
Final pass tightening[7.3]
Check if the nut were seen to rotate on studs
Any lubrication applied[6.2.7] * Not applicable for new fluoropolymer coated bolt
Torque tightening Check (to be filled up by Shell Rep prior to signing off the checklist)
Retightening required? (applicable for 10% field check, else mark on N/A)
1 S204 S81 S207 S209 S210
Comments :(e.g. availability of tool, above man-height, location of the joint, space, tool/equipment issue, calibration, any misalignment, approval from TA, any other
condition/issue to be highlighted.)
Assigned Person
Site Supervisor
Shell Representative
CONTROLLED BOLT TIGHTENING CHECKLIST
(to be submitted in work-pack, PtW application, close-out report)
LOCATION : PTW NO: SMEP.EP72.GL0212
CHECKED BY NAME COMPANY SIGNATURE DATE
The numbered clauses refer to SMEP.EP72.GL0212 Operation and Maintenance Procedure for Flange Joint Assembly. version 1 .0 (May 2013)
SARAWAK SHELL BERHAD / SABAH SHELL PETROLEUM COMPANY (SMEP)
Flange Tightening Sequence
N N/A Y N N/A
Comments :(e.g. availability of tool, above man-height, location of the joint, space, tool/equipment issue, calibration, any misalignment, approval from TA, any other
condition/issue to be highlighted.)
SMEP.EP72.GL0212
DATE
The numbered clauses refer to SMEP.EP72.GL0212 Operation and Maintenance Procedure for Flange Joint Assembly. version 1 .0 (May 2013)
SARAWAK SHELL BERHAD / SABAH SHELL PETROLEUM COMPANY (SMEP)
SFK-A
Line Number 25-DD-6583-11430
P&ID Number 9-SFK-A-P-0015-0000, 9-SFK-A-P-0016-0000
Bolt Size (D x L) & Qty 4X1/2"X60MM
Flange Size & Rating DN15X150#
Bolt Material A193-B7
Target Bolt Stress Value (psi) (for bolt tensioning):
Procedure to tighten this joint
Bolt Tensioning
Bolt Torquing P 22 lb.ft (N.m)
Isometric Drawing No.: DE-SFK-A-P-3197 Joint No. (identified in drawing)
Pre-bolting inspection (to be filled up by the person executing the job)
Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y
Check type & condition of gasket [6.1.1]
Check that fasteners are in good condition, correct size & material [6.1.3]
Check both flange faces & nut seating area are clean, damage free & paint free [6.1.2]
Alignment of flange center line and faces are within allowable tolerance[6.2.1]
Bolt Tensioning [8.0]
Method Statement & Calculation attached
Equipment Calibration in place
Required Bolt Elongation (mm)
Required Tool Hydraulic Pressure (kPa)
Bolt Torquing[7.0]
Torque values obtained from the torque table
Equipment Calibration (torque wrench/heads) in place
Tightening checklist (to be filled up by the person executing the job)
Flange tightened using 30%, 60% & 100% increments/passes [7.3]
Flange alignment checks after each increment[7.2]
Flange tightened using "criss-cross" sequential pattern[6.2.6]
Final pass tightening[7.3]
Check if the nut were seen to rotate on studs
Any lubrication applied[6.2.7] * Not applicable for new fluoropolymer coated bolt
Torque tightening Check (to be filled up by Shell Rep prior to signing off the checklist)
Retightening required? (applicable for 10% field check, else mark on N/A)
2
Comments :(e.g. availability of tool, above man-height, location of the joint, space, tool/equipment issue, calibration, any misalignment, approval from TA, any other
condition/issue to be highlighted.)
Assigned Person
Site Supervisor
Shell Representative
CONTROLLED BOLT TIGHTENING CHECKLIST
(to be submitted in work-pack, PtW application, close-out report)
LOCATION : PTW NO: SMEP.EP72.GL0212
CHECKED BY NAME COMPANY SIGNATURE DATE
The numbered clauses refer to SMEP.EP72.GL0212 Operation and Maintenance Procedure for Flange Joint Assembly. version 1 .0 (May 2013)
SARAWAK SHELL BERHAD / SABAH SHELL PETROLEUM COMPANY (SMEP)
Flange Tightening Sequence
N N/A Y N N/A
Comments :(e.g. availability of tool, above man-height, location of the joint, space, tool/equipment issue, calibration, any misalignment, approval from TA, any other
condition/issue to be highlighted.)
SMEP.EP72.GL0212
DATE
The numbered clauses refer to SMEP.EP72.GL0212 Operation and Maintenance Procedure for Flange Joint Assembly. version 1 .0 (May 2013)
SARAWAK SHELL BERHAD / SABAH SHELL PETROLEUM COMPANY (SMEP)
SFK-A
Line Number 25-DD-6583-11430
P&ID Number 9-SFK-A-P-0015-0000, 9-SFK-A-P-0016-0000
Bolt Size (D x L) & Qty 4X1/2"X70MM
Flange Size & Rating DN25X150#
Bolt Material A193-B7
Target Bolt Stress Value (psi) (for bolt tensioning):
Procedure to tighten this joint
Bolt Tensioning
Bolt Torquing P 29 lb.ft (N.m)
Isometric Drawing No.: DE-SFK-A-P-3197 Joint No. (identified in drawing)
Pre-bolting inspection (to be filled up by the person executing the job)
Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y
Check type & condition of gasket [6.1.1]
Check that fasteners are in good condition, correct size & material [6.1.3]
Check both flange faces & nut seating area are clean, damage free & paint free [6.1.2]
Alignment of flange center line and faces are within allowable tolerance[6.2.1]
Bolt Tensioning [8.0]
Method Statement & Calculation attached
Equipment Calibration in place
Required Bolt Elongation (mm)
Required Tool Hydraulic Pressure (kPa)
Bolt Torquing[7.0]
Torque values obtained from the torque table
Equipment Calibration (torque wrench/heads) in place
Tightening checklist (to be filled up by the person executing the job)
Flange tightened using 30%, 60% & 100% increments/passes [7.3]
Flange alignment checks after each increment[7.2]
Flange tightened using "criss-cross" sequential pattern[6.2.6]
Final pass tightening[7.3]
Check if the nut were seen to rotate on studs
Any lubrication applied[6.2.7] * Not applicable for new fluoropolymer coated bolt
Torque tightening Check (to be filled up by Shell Rep prior to signing off the checklist)
Retightening required? (applicable for 10% field check, else mark on N/A)
VBC202 VBC203 3
Comments :(e.g. availability of tool, above man-height, location of the joint, space, tool/equipment issue, calibration, any misalignment, approval from TA, any other
condition/issue to be highlighted.)
Assigned Person
Site Supervisor
Shell Representative
CONTROLLED BOLT TIGHTENING CHECKLIST
(to be submitted in work-pack, PtW application, close-out report)
LOCATION : PTW NO: SMEP.EP72.GL0212
CHECKED BY NAME COMPANY SIGNATURE DATE
The numbered clauses refer to SMEP.EP72.GL0212 Operation and Maintenance Procedure for Flange Joint Assembly. version 1 .0 (May 2013)
SARAWAK SHELL BERHAD / SABAH SHELL PETROLEUM COMPANY (SMEP)
Flange Tightening Sequence
N N/A Y N N/A
Comments :(e.g. availability of tool, above man-height, location of the joint, space, tool/equipment issue, calibration, any misalignment, approval from TA, any other
condition/issue to be highlighted.)
SMEP.EP72.GL0212
DATE
The numbered clauses refer to SMEP.EP72.GL0212 Operation and Maintenance Procedure for Flange Joint Assembly. version 1 .0 (May 2013)
SARAWAK SHELL BERHAD / SABAH SHELL PETROLEUM COMPANY (SMEP)
SFK-A
Line Number 25-DD-6583-11430
P&ID Number 9-SFK-A-P-0015-0000, 9-SFK-A-P-0016-0000
Bolt Size (D x L) & Qty 8X3/4X110MM
Flange Size & Rating DN200X150#
Bolt Material A193-B7
Target Bolt Stress Value (psi) (for bolt tensioning):
Procedure to tighten this joint
Bolt Tensioning
Bolt Torquing P lb.ft (N.m)
Isometric Drawing No.: DE-SFK-A-P-3197 Joint No. (identified in drawing)
Pre-bolting inspection (to be filled up by the person executing the job)
Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y
Check type & condition of gasket [6.1.1]
Check that fasteners are in good condition, correct size & material [6.1.3]
Check both flange faces & nut seating area are clean, damage free & paint free [6.1.2]
Alignment of flange center line and faces are within allowable tolerance[6.2.1]
Bolt Tensioning [8.0]
Method Statement & Calculation attached
Equipment Calibration in place
Required Bolt Elongation (mm)
Required Tool Hydraulic Pressure (kPa)
Bolt Torquing[7.0]
Torque values obtained from the torque table
Equipment Calibration (torque wrench/heads) in place
Tightening checklist (to be filled up by the person executing the job)
Flange tightened using 30%, 60% & 100% increments/passes [7.3]
Flange alignment checks after each increment[7.2]
Flange tightened using "criss-cross" sequential pattern[6.2.6]
Final pass tightening[7.3]
Check if the nut were seen to rotate on studs
Any lubrication applied[6.2.7] * Not applicable for new fluoropolymer coated bolt
Torque tightening Check (to be filled up by Shell Rep prior to signing off the checklist)
Retightening required? (applicable for 10% field check, else mark on N/A)
137
S82 S205
Comments :(e.g. availability of tool, above man-height, location of the joint, space, tool/equipment issue, calibration, any misalignment, approval from TA, any other
condition/issue to be highlighted.)
Assigned Person
Site Supervisor
Shell Representative
CONTROLLED BOLT TIGHTENING CHECKLIST
(to be submitted in work-pack, PtW application, close-out report)
LOCATION : PTW NO: SMEP.EP72.GL0212
CHECKED BY NAME COMPANY SIGNATURE DATE
The numbered clauses refer to SMEP.EP72.GL0212 Operation and Maintenance Procedure for Flange Joint Assembly. version 1 .0 (May 2013)
SARAWAK SHELL BERHAD / SABAH SHELL PETROLEUM COMPANY (SMEP)
Flange Tightening Sequence
N N/A Y N N/A
Comments :(e.g. availability of tool, above man-height, location of the joint, space, tool/equipment issue, calibration, any misalignment, approval from TA, any other
condition/issue to be highlighted.)
SMEP.EP72.GL0212
DATE
The numbered clauses refer to SMEP.EP72.GL0212 Operation and Maintenance Procedure for Flange Joint Assembly. version 1 .0 (May 2013)
SARAWAK SHELL BERHAD / SABAH SHELL PETROLEUM COMPANY (SMEP)
SFK-A
Line Number 25-DD-6583-11430
P&ID Number 9-SFK-A-P-0015-0000, 9-SFK-A-P-0016-0000
Bolt Size (D x L) & Qty 8X5/8X90MM
Flange Size & Rating DN100X150#
Bolt Material A193-B7
Target Bolt Stress Value (psi) (for bolt tensioning):
Procedure to tighten this joint
Bolt Tensioning
Bolt Torquing P lb.ft (N.m)
Isometric Drawing No.: DE-SFK-A-P-3197 Joint No. (identified in drawing)
Pre-bolting inspection (to be filled up by the person executing the job)
Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y
Check type & condition of gasket [6.1.1]
Check that fasteners are in good condition, correct size & material [6.1.3]
Check both flange faces & nut seating area are clean, damage free & paint free [6.1.2]
Alignment of flange center line and faces are within allowable tolerance[6.2.1]
Bolt Tensioning [8.0]
Method Statement & Calculation attached
Equipment Calibration in place
Required Bolt Elongation (mm)
Required Tool Hydraulic Pressure (kPa)
Bolt Torquing[7.0]
Torque values obtained from the torque table
Equipment Calibration (torque wrench/heads) in place
Tightening checklist (to be filled up by the person executing the job)
Flange tightened using 30%, 60% & 100% increments/passes [7.3]
Flange alignment checks after each increment[7.2]
Flange tightened using "criss-cross" sequential pattern[6.2.6]
Final pass tightening[7.3]
Check if the nut were seen to rotate on studs
Any lubrication applied[6.2.7] * Not applicable for new fluoropolymer coated bolt
Torque tightening Check (to be filled up by Shell Rep prior to signing off the checklist)
Retightening required? (applicable for 10% field check, else mark on N/A)
69
S206 S208
Comments :(e.g. availability of tool, above man-height, location of the joint, space, tool/equipment issue, calibration, any misalignment, approval from TA, any other
condition/issue to be highlighted.)
Shell Representative
Assigned Person
Site Supervisor
CONTROLLED BOLT TIGHTENING CHECKLIST
(to be submitted in work-pack, PtW application, close-out report)
LOCATION : PTW NO: SMEP.EP72.GL0212
CHECKED BY NAME COMPANY SIGNATURE DATE
The numbered clauses refer to SMEP.EP72.GL0212 Operation and Maintenance Procedure for Flange Joint Assembly. version 1 .0 (May 2013)
SARAWAK SHELL BERHAD / SABAH SHELL PETROLEUM COMPANY (SMEP)
Flange Tightening Sequence
N N/A Y N N/A
Comments :(e.g. availability of tool, above man-height, location of the joint, space, tool/equipment issue, calibration, any misalignment, approval from TA, any other
condition/issue to be highlighted.)
SMEP.EP72.GL0212
DATE
The numbered clauses refer to SMEP.EP72.GL0212 Operation and Maintenance Procedure for Flange Joint Assembly. version 1 .0 (May 2013)
SARAWAK SHELL BERHAD / SABAH SHELL PETROLEUM COMPANY (SMEP)
SFP-A
Line Number 100-P-008-6101
P&ID Number 9-SFP-A-P-0010-0001, 9-SFDP-A-P-0018-0000
Bolt Size (D x L) & Qty 8X7/8X150MM
Flange Size & Rating DN100X600#
Bolt Material A193-B7
Target Bolt Stress Value (psi) (for bolt tensioning):
Procedure to tighten this joint
Bolt Tensioning
Bolt Torquing P lb.ft (N.m)
Isometric Drawing No.: DE-SFP-A-P-8505 Joint No. (identified in drawing)
Pre-bolting inspection (to be filled up by the person executing the job)
Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y
Check type & condition of gasket [6.1.1]
Check that fasteners are in good condition, correct size & material [6.1.3]
Check both flange faces & nut seating area are clean, damage free & paint free [6.1.2]
Alignment of flange center line and faces are within allowable tolerance[6.2.1]
Bolt Tensioning [8.0]
Method Statement & Calculation attached
Equipment Calibration in place
Required Bolt Elongation (mm)
Required Tool Hydraulic Pressure (kPa)
Bolt Torquing[7.0]
Torque values obtained from the torque table
Equipment Calibration (torque wrench/heads) in place
Tightening checklist (to be filled up by the person executing the job)
Flange tightened using 30%, 60% & 100% increments/passes [7.3]
Flange alignment checks after each increment[7.2]
Flange tightened using "criss-cross" sequential pattern[6.2.6]
Final pass tightening[7.3]
Check if the nut were seen to rotate on studs
Any lubrication applied[6.2.7] * Not applicable for new fluoropolymer coated bolt
Torque tightening Check (to be filled up by Shell Rep prior to signing off the checklist)
Retightening required? (applicable for 10% field check, else mark on N/A)
218
TLPB01 TLPS02 B212 S211
Comments :(e.g. availability of tool, above man-height, location of the joint, space, tool/equipment issue, calibration, any misalignment, approval from TA, any other
condition/issue to be highlighted.)
Assigned Person
Site Supervisor
Shell Representative
CONTROLLED BOLT TIGHTENING CHECKLIST
(to be submitted in work-pack, PtW application, close-out report)
LOCATION : PTW NO: SMEP.EP72.GL0212
CHECKED BY NAME COMPANY SIGNATURE DATE
The numbered clauses refer to SMEP.EP72.GL0212 Operation and Maintenance Procedure for Flange Joint Assembly. version 1 .0 (May 2013)
SARAWAK SHELL BERHAD / SABAH SHELL PETROLEUM COMPANY (SMEP)
Flange Tightening Sequence
N N/A Y N N/A
Comments :(e.g. availability of tool, above man-height, location of the joint, space, tool/equipment issue, calibration, any misalignment, approval from TA, any other
condition/issue to be highlighted.)
SMEP.EP72.GL0212
DATE
The numbered clauses refer to SMEP.EP72.GL0212 Operation and Maintenance Procedure for Flange Joint Assembly. version 1 .0 (May 2013)
SARAWAK SHELL BERHAD / SABAH SHELL PETROLEUM COMPANY (SMEP)
SFP-A
Line Number 80-PL-0503-11430
P&ID Number 9-SFP-A-P-0017-0000
Bolt Size (D x L) & Qty 4X5/8X90MM
Flange Size & Rating DN80X150#
Bolt Material A193-B7
Target Bolt Stress Value (psi) (for bolt tensioning):
Procedure to tighten this joint
Bolt Tensioning
Bolt Torquing P lb.ft (N.m)
Isometric Drawing No.: DE-SFP-A-P-8603/1 Joint No. (identified in drawing)
Pre-bolting inspection (to be filled up by the person executing the job)
Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y
Check type & condition of gasket [6.1.1]
Check that fasteners are in good condition, correct size & material [6.1.3]
Check both flange faces & nut seating area are clean, damage free & paint free [6.1.2]
Alignment of flange center line and faces are within allowable tolerance[6.2.1]
Bolt Tensioning [8.0]
Method Statement & Calculation attached
Equipment Calibration in place
Required Bolt Elongation (mm)
Required Tool Hydraulic Pressure (kPa)
Bolt Torquing[7.0]
Torque values obtained from the torque table
Equipment Calibration (torque wrench/heads) in place
Tightening checklist (to be filled up by the person executing the job)
Flange tightened using 30%, 60% & 100% increments/passes [7.3]
Flange alignment checks after each increment[7.2]
Flange tightened using "criss-cross" sequential pattern[6.2.6]
Final pass tightening[7.3]
Check if the nut were seen to rotate on studs
Any lubrication applied[6.2.7] * Not applicable for new fluoropolymer coated bolt
Torque tightening Check (to be filled up by Shell Rep prior to signing off the checklist)
Retightening required? (applicable for 10% field check, else mark on N/A)
86
1
Comments :(e.g. availability of tool, above man-height, location of the joint, space, tool/equipment issue, calibration, any misalignment, approval from TA, any other
condition/issue to be highlighted.)
Assigned Person
Site Supervisor
Shell Representative
CONTROLLED BOLT TIGHTENING CHECKLIST
(to be submitted in work-pack, PtW application, close-out report)
LOCATION : PTW NO: SMEP.EP72.GL0212
CHECKED BY NAME COMPANY SIGNATURE DATE
The numbered clauses refer to SMEP.EP72.GL0212 Operation and Maintenance Procedure for Flange Joint Assembly. version 1 .0 (May 2013)
SARAWAK SHELL BERHAD / SABAH SHELL PETROLEUM COMPANY (SMEP)
Flange Tightening Sequence
N N/A Y N N/A
Comments :(e.g. availability of tool, above man-height, location of the joint, space, tool/equipment issue, calibration, any misalignment, approval from TA, any other
condition/issue to be highlighted.)
SMEP.EP72.GL0212
DATE
The numbered clauses refer to SMEP.EP72.GL0212 Operation and Maintenance Procedure for Flange Joint Assembly. version 1 .0 (May 2013)
SARAWAK SHELL BERHAD / SABAH SHELL PETROLEUM COMPANY (SMEP)
SFP-A
Line Number 80-PL-0503-11430
P&ID Number 9-SFP-A-P-0017-0000
Bolt Size (D x L) & Qty 4X1/2X60MM
Flange Size & Rating DN15X150#
Bolt Material A193-B7
Target Bolt Stress Value (psi) (for bolt tensioning):
Procedure to tighten this joint
Bolt Tensioning
Bolt Torquing P lb.ft (N.m)
Isometric Drawing No.: DE-SFP-A-P-8603/1 Joint No. (identified in drawing)
Pre-bolting inspection (to be filled up by the person executing the job)
Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y
Check type & condition of gasket [6.1.1]
Check that fasteners are in good condition, correct size & material [6.1.3]
Check both flange faces & nut seating area are clean, damage free & paint free [6.1.2]
Alignment of flange center line and faces are within allowable tolerance[6.2.1]
Bolt Tensioning [8.0]
Method Statement & Calculation attached
Equipment Calibration in place
Required Bolt Elongation (mm)
Required Tool Hydraulic Pressure (kPa)
Bolt Torquing[7.0]
Torque values obtained from the torque table
Equipment Calibration (torque wrench/heads) in place
Tightening checklist (to be filled up by the person executing the job)
Flange tightened using 30%, 60% & 100% increments/passes [7.3]
Flange alignment checks after each increment[7.2]
Flange tightened using "criss-cross" sequential pattern[6.2.6]
Final pass tightening[7.3]
Check if the nut were seen to rotate on studs
Any lubrication applied[6.2.7] * Not applicable for new fluoropolymer coated bolt
Torque tightening Check (to be filled up by Shell Rep prior to signing off the checklist)
Retightening required? (applicable for 10% field check, else mark on N/A)
22
2
Comments :(e.g. availability of tool, above man-height, location of the joint, space, tool/equipment issue, calibration, any misalignment, approval from TA, any other
condition/issue to be highlighted.)
Assigned Person
Site Supervisor
Shell Representative
CONTROLLED BOLT TIGHTENING CHECKLIST
(to be submitted in work-pack, PtW application, close-out report)
LOCATION : PTW NO: SMEP.EP72.GL0212
CHECKED BY NAME COMPANY SIGNATURE DATE
The numbered clauses refer to SMEP.EP72.GL0212 Operation and Maintenance Procedure for Flange Joint Assembly. version 1 .0 (May 2013)
SARAWAK SHELL BERHAD / SABAH SHELL PETROLEUM COMPANY (SMEP)
Flange Tightening Sequence
N N/A Y N N/A
Comments :(e.g. availability of tool, above man-height, location of the joint, space, tool/equipment issue, calibration, any misalignment, approval from TA, any other
condition/issue to be highlighted.)
SMEP.EP72.GL0212
DATE
The numbered clauses refer to SMEP.EP72.GL0212 Operation and Maintenance Procedure for Flange Joint Assembly. version 1 .0 (May 2013)
SARAWAK SHELL BERHAD / SABAH SHELL PETROLEUM COMPANY (SMEP)
SFP-A
Line Number 80-PL-0503-11430
P&ID Number 9-SFP-A-P-0017-0000
Bolt Size (D x L) & Qty 4X1/2X70MM
Flange Size & Rating DN40X150#
Bolt Material A193-B7
Target Bolt Stress Value (psi) (for bolt tensioning):
Procedure to tighten this joint
Bolt Tensioning
Bolt Torquing P lb.ft (N.m)
Isometric Drawing No.: DE-SFP-A-P-8603/1 Joint No. (identified in drawing)
Pre-bolting inspection (to be filled up by the person executing the job)
Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y
Check type & condition of gasket [6.1.1]
Check that fasteners are in good condition, correct size & material [6.1.3]
Check both flange faces & nut seating area are clean, damage free & paint free [6.1.2]
Alignment of flange center line and faces are within allowable tolerance[6.2.1]
Bolt Tensioning [8.0]
Method Statement & Calculation attached
Equipment Calibration in place
Required Bolt Elongation (mm)
Required Tool Hydraulic Pressure (kPa)
Bolt Torquing[7.0]
Torque values obtained from the torque table
Equipment Calibration (torque wrench/heads) in place
Tightening checklist (to be filled up by the person executing the job)
Flange tightened using 30%, 60% & 100% increments/passes [7.3]
Flange alignment checks after each increment[7.2]
Flange tightened using "criss-cross" sequential pattern[6.2.6]
Final pass tightening[7.3]
Check if the nut were seen to rotate on studs
Any lubrication applied[6.2.7] * Not applicable for new fluoropolymer coated bolt
Torque tightening Check (to be filled up by Shell Rep prior to signing off the checklist)
Retightening required? (applicable for 10% field check, else mark on N/A)
44
3
Comments :(e.g. availability of tool, above man-height, location of the joint, space, tool/equipment issue, calibration, any misalignment, approval from TA, any other
condition/issue to be highlighted.)
Assigned Person
Site Supervisor
Shell Representative
CONTROLLED BOLT TIGHTENING CHECKLIST
(to be submitted in work-pack, PtW application, close-out report)
LOCATION : PTW NO: SMEP.EP72.GL0212
CHECKED BY NAME COMPANY SIGNATURE DATE
The numbered clauses refer to SMEP.EP72.GL0212 Operation and Maintenance Procedure for Flange Joint Assembly. version 1 .0 (May 2013)
SARAWAK SHELL BERHAD / SABAH SHELL PETROLEUM COMPANY (SMEP)
Flange Tightening Sequence
N N/A Y N N/A
Comments :(e.g. availability of tool, above man-height, location of the joint, space, tool/equipment issue, calibration, any misalignment, approval from TA, any other
condition/issue to be highlighted.)
SMEP.EP72.GL0212
DATE
The numbered clauses refer to SMEP.EP72.GL0212 Operation and Maintenance Procedure for Flange Joint Assembly. version 1 .0 (May 2013)
SARAWAK SHELL BERHAD / SABAH SHELL PETROLEUM COMPANY (SMEP)
SFP-A
Line Number 80-PL-0500-11430
P&ID Number 9-SFP-A-P-0017-0000
Bolt Size (D x L) & Qty 4X5/8X90MM
Flange Size & Rating DN80X150#
Bolt Material A193-B7
Target Bolt Stress Value (psi) (for bolt tensioning):
Procedure to tighten this joint
Bolt Tensioning
Bolt Torquing P lb.ft (N.m)
Isometric Drawing No.: DE-SFP-A-P-8603/2 Joint No. (identified in drawing)
Pre-bolting inspection (to be filled up by the person executing the job)
Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y
Check type & condition of gasket [6.1.1]
Check that fasteners are in good condition, correct size & material [6.1.3]
Check both flange faces & nut seating area are clean, damage free & paint free [6.1.2]
Alignment of flange center line and faces are within allowable tolerance[6.2.1]
Bolt Tensioning [8.0]
Method Statement & Calculation attached
Equipment Calibration in place
Required Bolt Elongation (mm)
Required Tool Hydraulic Pressure (kPa)
Bolt Torquing[7.0]
Torque values obtained from the torque table
Equipment Calibration (torque wrench/heads) in place
Tightening checklist (to be filled up by the person executing the job)
Flange tightened using 30%, 60% & 100% increments/passes [7.3]
Flange alignment checks after each increment[7.2]
Flange tightened using "criss-cross" sequential pattern[6.2.6]
Final pass tightening[7.3]
Check if the nut were seen to rotate on studs
Any lubrication applied[6.2.7] * Not applicable for new fluoropolymer coated bolt
Torque tightening Check (to be filled up by Shell Rep prior to signing off the checklist)
Retightening required? (applicable for 10% field check, else mark on N/A)
86
1
Comments :(e.g. availability of tool, above man-height, location of the joint, space, tool/equipment issue, calibration, any misalignment, approval from TA, any other
condition/issue to be highlighted.)
Assigned Person
Site Supervisor
Shell Representative
CONTROLLED BOLT TIGHTENING CHECKLIST
(to be submitted in work-pack, PtW application, close-out report)
LOCATION : PTW NO: SMEP.EP72.GL0212
CHECKED BY NAME COMPANY SIGNATURE DATE
The numbered clauses refer to SMEP.EP72.GL0212 Operation and Maintenance Procedure for Flange Joint Assembly. version 1 .0 (May 2013)
SARAWAK SHELL BERHAD / SABAH SHELL PETROLEUM COMPANY (SMEP)
Flange Tightening Sequence
N N/A Y N N/A
Comments :(e.g. availability of tool, above man-height, location of the joint, space, tool/equipment issue, calibration, any misalignment, approval from TA, any other
condition/issue to be highlighted.)
SMEP.EP72.GL0212
DATE
The numbered clauses refer to SMEP.EP72.GL0212 Operation and Maintenance Procedure for Flange Joint Assembly. version 1 .0 (May 2013)
SARAWAK SHELL BERHAD / SABAH SHELL PETROLEUM COMPANY (SMEP)
SFP-A
Line Number 80-PL-0500-11430
P&ID Number 9-SFP-A-P-0017-0000
Bolt Size (D x L) & Qty 4X1/2X60MM
Flange Size & Rating DN15X150#
Bolt Material A193-B7
Target Bolt Stress Value (psi) (for bolt tensioning):
Procedure to tighten this joint
Bolt Tensioning
Bolt Torquing P lb.ft (N.m)
Isometric Drawing No.: DE-SFP-A-P-8603/2 Joint No. (identified in drawing)
Pre-bolting inspection (to be filled up by the person executing the job)
Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y
Check type & condition of gasket [6.1.1]
Check that fasteners are in good condition, correct size & material [6.1.3]
Check both flange faces & nut seating area are clean, damage free & paint free [6.1.2]
Alignment of flange center line and faces are within allowable tolerance[6.2.1]
Bolt Tensioning [8.0]
Method Statement & Calculation attached
Equipment Calibration in place
Required Bolt Elongation (mm)
Required Tool Hydraulic Pressure (kPa)
Bolt Torquing[7.0]
Torque values obtained from the torque table
Equipment Calibration (torque wrench/heads) in place
Tightening checklist (to be filled up by the person executing the job)
Flange tightened using 30%, 60% & 100% increments/passes [7.3]
Flange alignment checks after each increment[7.2]
Flange tightened using "criss-cross" sequential pattern[6.2.6]
Final pass tightening[7.3]
Check if the nut were seen to rotate on studs
Any lubrication applied[6.2.7] * Not applicable for new fluoropolymer coated bolt
Torque tightening Check (to be filled up by Shell Rep prior to signing off the checklist)
Retightening required? (applicable for 10% field check, else mark on N/A)
22
2
Comments :(e.g. availability of tool, above man-height, location of the joint, space, tool/equipment issue, calibration, any misalignment, approval from TA, any other
condition/issue to be highlighted.)
Assigned Person
Site Supervisor
Shell Representative
CONTROLLED BOLT TIGHTENING CHECKLIST
(to be submitted in work-pack, PtW application, close-out report)
LOCATION : PTW NO: SMEP.EP72.GL0212
CHECKED BY NAME COMPANY SIGNATURE DATE
The numbered clauses refer to SMEP.EP72.GL0212 Operation and Maintenance Procedure for Flange Joint Assembly. version 1 .0 (May 2013)
SARAWAK SHELL BERHAD / SABAH SHELL PETROLEUM COMPANY (SMEP)
Flange Tightening Sequence
N N/A Y N N/A
Comments :(e.g. availability of tool, above man-height, location of the joint, space, tool/equipment issue, calibration, any misalignment, approval from TA, any other
condition/issue to be highlighted.)
SMEP.EP72.GL0212
DATE
The numbered clauses refer to SMEP.EP72.GL0212 Operation and Maintenance Procedure for Flange Joint Assembly. version 1 .0 (May 2013)
SARAWAK SHELL BERHAD / SABAH SHELL PETROLEUM COMPANY (SMEP)
SFP-A
Line Number 80-PL-0500-11430
P&ID Number 9-SFP-A-P-0017-0000
Bolt Size (D x L) & Qty 4X1/2X70MM
Flange Size & Rating DN40X150#
Bolt Material A193-B7
Target Bolt Stress Value (psi) (for bolt tensioning):
Procedure to tighten this joint
Bolt Tensioning
Bolt Torquing P lb.ft (N.m)
Isometric Drawing No.: DE-SFP-A-P-8603/2 Joint No. (identified in drawing)
Pre-bolting inspection (to be filled up by the person executing the job)
Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y
Check type & condition of gasket [6.1.1]
Check that fasteners are in good condition, correct size & material [6.1.3]
Check both flange faces & nut seating area are clean, damage free & paint free [6.1.2]
Alignment of flange center line and faces are within allowable tolerance[6.2.1]
Bolt Tensioning [8.0]
Method Statement & Calculation attached
Equipment Calibration in place
Required Bolt Elongation (mm)
Required Tool Hydraulic Pressure (kPa)
Bolt Torquing[7.0]
Torque values obtained from the torque table
Equipment Calibration (torque wrench/heads) in place
Tightening checklist (to be filled up by the person executing the job)
Flange tightened using 30%, 60% & 100% increments/passes [7.3]
Flange alignment checks after each increment[7.2]
Flange tightened using "criss-cross" sequential pattern[6.2.6]
Final pass tightening[7.3]
Check if the nut were seen to rotate on studs
Any lubrication applied[6.2.7] * Not applicable for new fluoropolymer coated bolt
Torque tightening Check (to be filled up by Shell Rep prior to signing off the checklist)
Retightening required? (applicable for 10% field check, else mark on N/A)
44
3
Comments :(e.g. availability of tool, above man-height, location of the joint, space, tool/equipment issue, calibration, any misalignment, approval from TA, any other
condition/issue to be highlighted.)
Assigned Person
Site Supervisor
Shell Representative
CONTROLLED BOLT TIGHTENING CHECKLIST
(to be submitted in work-pack, PtW application, close-out report)
LOCATION : PTW NO: SMEP.EP72.GL0212
CHECKED BY NAME COMPANY SIGNATURE DATE
The numbered clauses refer to SMEP.EP72.GL0212 Operation and Maintenance Procedure for Flange Joint Assembly. version 1 .0 (May 2013)
SARAWAK SHELL BERHAD / SABAH SHELL PETROLEUM COMPANY (SMEP)
Flange Tightening Sequence
N N/A Y N N/A
Comments :(e.g. availability of tool, above man-height, location of the joint, space, tool/equipment issue, calibration, any misalignment, approval from TA, any other
condition/issue to be highlighted.)
SMEP.EP72.GL0212
DATE
The numbered clauses refer to SMEP.EP72.GL0212 Operation and Maintenance Procedure for Flange Joint Assembly. version 1 .0 (May 2013)
SARAWAK SHELL BERHAD / SABAH SHELL PETROLEUM COMPANY (SMEP)
SFDP-A
Line Number 50-PG-016-6101
P&ID Number 9SFDP-AP0016J, P0021
Bolt Size (D x L) & Qty 8X5/8"X110MM
Flange Size & Rating DN50X600#
Bolt Material A193-B7
Target Bolt Stress Value (psi) (for bolt tensioning):
Procedure to tighten this joint
Bolt Tensioning
Bolt Torquing P 86 lb.ft (N.m)
Isometric Drawing No.: DE-SFDP-A-P-8478 Joint No. (identified in drawing)
Pre-bolting inspection (to be filled up by the person executing the job)
Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y
Check type & condition of gasket [6.1.1]
Check that fasteners are in good condition, correct size & material [6.1.3]
Check both flange faces & nut seating area are clean, damage free & paint free [6.1.2]
Alignment of flange center line and faces are within allowable tolerance[6.2.1]
Bolt Tensioning [8.0]
Method Statement & Calculation attached
Equipment Calibration in place
Required Bolt Elongation (mm)
Required Tool Hydraulic Pressure (kPa)
Bolt Torquing[7.0]
Torque values obtained from the torque table
Equipment Calibration (torque wrench/heads) in place
Tightening checklist (to be filled up by the person executing the job)
Flange tightened using 30%, 60% & 100% increments/passes [7.3]
Flange alignment checks after each increment[7.2]
Flange tightened using "criss-cross" sequential pattern[6.2.6]
Final pass tightening[7.3]
Check if the nut were seen to rotate on studs
Any lubrication applied[6.2.7] * Not applicable for new fluoropolymer coated bolt
Torque tightening Check (to be filled up by Shell Rep prior to signing off the checklist)
Retightening required? (applicable for 10% field check, else mark on N/A)
1 2
Comments :(e.g. availability of tool, above man-height, location of the joint, space, tool/equipment issue, calibration, any misalignment, approval from TA, any other
condition/issue to be highlighted.)
Assigned Person
Site Supervisor
Shell Representative
CONTROLLED BOLT TIGHTENING CHECKLIST
(to be submitted in work-pack, PtW application, close-out report)
LOCATION : PTW NO: SMEP.EP72.GL0212
CHECKED BY NAME COMPANY SIGNATURE DATE
The numbered clauses refer to SMEP.EP72.GL0212 Operation and Maintenance Procedure for Flange Joint Assembly. version 1 .0 (May 2013)
SARAWAK SHELL BERHAD / SABAH SHELL PETROLEUM COMPANY (SMEP)
Flange Tightening Sequence
N N/A Y N N/A
Comments :(e.g. availability of tool, above man-height, location of the joint, space, tool/equipment issue, calibration, any misalignment, approval from TA, any other
condition/issue to be highlighted.)
SMEP.EP72.GL0212
DATE
The numbered clauses refer to SMEP.EP72.GL0212 Operation and Maintenance Procedure for Flange Joint Assembly. version 1 .0 (May 2013)
SARAWAK SHELL BERHAD / SABAH SHELL PETROLEUM COMPANY (SMEP)
SFJT-B
Line Number 50-PG-024-61430
P&ID Number 9-SFJT-B-P-0005-0000, 9-SFJT-B-P-0012-0000
Bolt Size (D x L) & Qty 8X5/8"X110MM
Flange Size & Rating DN50X600#
Bolt Material A193-B7
Target Bolt Stress Value (psi) (for bolt tensioning):
Procedure to tighten this joint
Bolt Tensioning
Bolt Torquing P 86 lb.ft (N.m)
Isometric Drawing No.: DE-SFJT-B-P-0725 Joint No. (identified in drawing)
Pre-bolting inspection (to be filled up by the person executing the job)
Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y
Check type & condition of gasket [6.1.1]
Check that fasteners are in good condition, correct size & material [6.1.3]
Check both flange faces & nut seating area are clean, damage free & paint free [6.1.2]
Alignment of flange center line and faces are within allowable tolerance[6.2.1]
Bolt Tensioning [8.0]
Method Statement & Calculation attached
Equipment Calibration in place
Required Bolt Elongation (mm)
Required Tool Hydraulic Pressure (kPa)
Bolt Torquing[7.0]
Torque values obtained from the torque table
Equipment Calibration (torque wrench/heads) in place
Tightening checklist (to be filled up by the person executing the job)
Flange tightened using 30%, 60% & 100% increments/passes [7.3]
Flange alignment checks after each increment[7.2]
Flange tightened using "criss-cross" sequential pattern[6.2.6]
Final pass tightening[7.3]
Check if the nut were seen to rotate on studs
Any lubrication applied[6.2.7] * Not applicable for new fluoropolymer coated bolt
Torque tightening Check (to be filled up by Shell Rep prior to signing off the checklist)
Retightening required? (applicable for 10% field check, else mark on N/A)
1 3
Comments :(e.g. availability of tool, above man-height, location of the joint, space, tool/equipment issue, calibration, any misalignment, approval from TA, any other
condition/issue to be highlighted.)
Assigned Person
Site Supervisor
Shell Representative
CONTROLLED BOLT TIGHTENING CHECKLIST
(to be submitted in work-pack, PtW application, close-out report)
LOCATION : PTW NO: SMEP.EP72.GL0212
CHECKED BY NAME COMPANY SIGNATURE DATE
The numbered clauses refer to SMEP.EP72.GL0212 Operation and Maintenance Procedure for Flange Joint Assembly. version 1 .0 (May 2013)
SARAWAK SHELL BERHAD / SABAH SHELL PETROLEUM COMPANY (SMEP)
Flange Tightening Sequence
N N/A Y N N/A
Comments :(e.g. availability of tool, above man-height, location of the joint, space, tool/equipment issue, calibration, any misalignment, approval from TA, any other
condition/issue to be highlighted.)
SMEP.EP72.GL0212
DATE
The numbered clauses refer to SMEP.EP72.GL0212 Operation and Maintenance Procedure for Flange Joint Assembly. version 1 .0 (May 2013)
SARAWAK SHELL BERHAD / SABAH SHELL PETROLEUM COMPANY (SMEP)
SFJT-B
Line Number 50-PG-024-61430
P&ID Number 9-SFJT-B-P-0005-0000, 9-SFJT-B-P-0012-0000
Bolt Size (D x L) & Qty 4X5/8"X10MM
Flange Size & Rating DN25X600#
Bolt Material A193-B7
Target Bolt Stress Value (psi) (for bolt tensioning):
Procedure to tighten this joint
Bolt Tensioning
Bolt Torquing P 69 lb.ft (N.m)
Isometric Drawing No.: DE-SFJT-B-P-0725 Joint No. (identified in drawing)
Pre-bolting inspection (to be filled up by the person executing the job)
Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y
Check type & condition of gasket [6.1.1]
Check that fasteners are in good condition, correct size & material [6.1.3]
Check both flange faces & nut seating area are clean, damage free & paint free [6.1.2]
Alignment of flange center line and faces are within allowable tolerance[6.2.1]
Bolt Tensioning [8.0]
Method Statement & Calculation attached
Equipment Calibration in place
Required Bolt Elongation (mm)
Required Tool Hydraulic Pressure (kPa)
Bolt Torquing[7.0]
Torque values obtained from the torque table
Equipment Calibration (torque wrench/heads) in place
Tightening checklist (to be filled up by the person executing the job)
Flange tightened using 30%, 60% & 100% increments/passes [7.3]
Flange alignment checks after each increment[7.2]
Flange tightened using "criss-cross" sequential pattern[6.2.6]
Final pass tightening[7.3]
Check if the nut were seen to rotate on studs
Any lubrication applied[6.2.7] * Not applicable for new fluoropolymer coated bolt
Torque tightening Check (to be filled up by Shell Rep prior to signing off the checklist)
Retightening required? (applicable for 10% field check, else mark on N/A)
2
Comments :(e.g. availability of tool, above man-height, location of the joint, space, tool/equipment issue, calibration, any misalignment, approval from TA, any other
condition/issue to be highlighted.)
Assigned Person
Site Supervisor
Shell Representative
CONTROLLED BOLT TIGHTENING CHECKLIST
(to be submitted in work-pack, PtW application, close-out report)
LOCATION : PTW NO: SMEP.EP72.GL0212
CHECKED BY NAME COMPANY SIGNATURE DATE
The numbered clauses refer to SMEP.EP72.GL0212 Operation and Maintenance Procedure for Flange Joint Assembly. version 1 .0 (May 2013)
SARAWAK SHELL BERHAD / SABAH SHELL PETROLEUM COMPANY (SMEP)
Flange Tightening Sequence
N N/A Y N N/A
Comments :(e.g. availability of tool, above man-height, location of the joint, space, tool/equipment issue, calibration, any misalignment, approval from TA, any other
condition/issue to be highlighted.)
SMEP.EP72.GL0212
DATE
The numbered clauses refer to SMEP.EP72.GL0212 Operation and Maintenance Procedure for Flange Joint Assembly. version 1 .0 (May 2013)
SARAWAK SHELL BERHAD / SABAH SHELL PETROLEUM COMPANY (SMEP)
SFJT-B
Line Number 10" MAIN HOLE
P&ID Number 9-SFJT-B-P-0008-0002
Bolt Size (D x L) & Qty 4X5/8"X90MM
Flange Size & Rating DN50X150#
Bolt Material A193-B7
Target Bolt Stress Value (psi) (for bolt tensioning):
Procedure to tighten this joint
Bolt Tensioning
Bolt Torquing P 86 lb.ft (N.m)
Isometric Drawing No.: DE-SFJT-B-S-1774 Joint No. (identified in drawing)
Pre-bolting inspection (to be filled up by the person executing the job)
Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y
Check type & condition of gasket [6.1.1]
Check that fasteners are in good condition, correct size & material [6.1.3]
Check both flange faces & nut seating area are clean, damage free & paint free [6.1.2]
Alignment of flange center line and faces are within allowable tolerance[6.2.1]
Bolt Tensioning [8.0]
Method Statement & Calculation attached
Equipment Calibration in place
Required Bolt Elongation (mm)
Required Tool Hydraulic Pressure (kPa)
Bolt Torquing[7.0]
Torque values obtained from the torque table
Equipment Calibration (torque wrench/heads) in place
Tightening checklist (to be filled up by the person executing the job)
Flange tightened using 30%, 60% & 100% increments/passes [7.3]
Flange alignment checks after each increment[7.2]
Flange tightened using "criss-cross" sequential pattern[6.2.6]
Final pass tightening[7.3]
Check if the nut were seen to rotate on studs
Any lubrication applied[6.2.7] * Not applicable for new fluoropolymer coated bolt
Torque tightening Check (to be filled up by Shell Rep prior to signing off the checklist)
Retightening required? (applicable for 10% field check, else mark on N/A)
1
Comments :(e.g. availability of tool, above man-height, location of the joint, space, tool/equipment issue, calibration, any misalignment, approval from TA, any other
condition/issue to be highlighted.)
Assigned Person
Site Supervisor
Shell Representative
CONTROLLED BOLT TIGHTENING CHECKLIST
(to be submitted in work-pack, PtW application, close-out report)
LOCATION : PTW NO: SMEP.EP72.GL0212
CHECKED BY NAME COMPANY SIGNATURE DATE
The numbered clauses refer to SMEP.EP72.GL0212 Operation and Maintenance Procedure for Flange Joint Assembly. version 1 .0 (May 2013)
SARAWAK SHELL BERHAD / SABAH SHELL PETROLEUM COMPANY (SMEP)
Flange Tightening Sequence
N N/A Y N N/A
Comments :(e.g. availability of tool, above man-height, location of the joint, space, tool/equipment issue, calibration, any misalignment, approval from TA, any other
condition/issue to be highlighted.)
SMEP.EP72.GL0212
DATE
The numbered clauses refer to SMEP.EP72.GL0212 Operation and Maintenance Procedure for Flange Joint Assembly. version 1 .0 (May 2013)
SARAWAK SHELL BERHAD / SABAH SHELL PETROLEUM COMPANY (SMEP)
SFJT-B
Line Number 10" MAIN HOLE
P&ID Number 9-SFJT-B-P-0008-0002
Bolt Size (D x L) & Qty 8X5/8"X100MM
Flange Size & Rating DN100X150#
Bolt Material A193-B7
Target Bolt Stress Value (psi) (for bolt tensioning):
Procedure to tighten this joint
Bolt Tensioning
Bolt Torquing P 69 lb.ft (N.m)
Isometric Drawing No.: DE-SFJT-B-S-1774 Joint No. (identified in drawing)
Pre-bolting inspection (to be filled up by the person executing the job)
Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y
Check type & condition of gasket [6.1.1]
Check that fasteners are in good condition, correct size & material [6.1.3]
Check both flange faces & nut seating area are clean, damage free & paint free [6.1.2]
Alignment of flange center line and faces are within allowable tolerance[6.2.1]
Bolt Tensioning [8.0]
Method Statement & Calculation attached
Equipment Calibration in place
Required Bolt Elongation (mm)
Required Tool Hydraulic Pressure (kPa)
Bolt Torquing[7.0]
Torque values obtained from the torque table
Equipment Calibration (torque wrench/heads) in place
Tightening checklist (to be filled up by the person executing the job)
Flange tightened using 30%, 60% & 100% increments/passes [7.3]
Flange alignment checks after each increment[7.2]
Flange tightened using "criss-cross" sequential pattern[6.2.6]
Final pass tightening[7.3]
Check if the nut were seen to rotate on studs
Any lubrication applied[6.2.7] * Not applicable for new fluoropolymer coated bolt
Torque tightening Check (to be filled up by Shell Rep prior to signing off the checklist)
Retightening required? (applicable for 10% field check, else mark on N/A)
2
Comments :(e.g. availability of tool, above man-height, location of the joint, space, tool/equipment issue, calibration, any misalignment, approval from TA, any other
condition/issue to be highlighted.)
Assigned Person
Site Supervisor
Shell Representative
CONTROLLED BOLT TIGHTENING CHECKLIST
(to be submitted in work-pack, PtW application, close-out report)
LOCATION : PTW NO: SMEP.EP72.GL0212
CHECKED BY NAME COMPANY SIGNATURE DATE
The numbered clauses refer to SMEP.EP72.GL0212 Operation and Maintenance Procedure for Flange Joint Assembly. version 1 .0 (May 2013)
SARAWAK SHELL BERHAD / SABAH SHELL PETROLEUM COMPANY (SMEP)
Flange Tightening Sequence
N N/A Y N N/A
Comments :(e.g. availability of tool, above man-height, location of the joint, space, tool/equipment issue, calibration, any misalignment, approval from TA, any other
condition/issue to be highlighted.)
SMEP.EP72.GL0212
DATE
The numbered clauses refer to SMEP.EP72.GL0212 Operation and Maintenance Procedure for Flange Joint Assembly. version 1 .0 (May 2013)
SARAWAK SHELL BERHAD / SABAH SHELL PETROLEUM COMPANY (SMEP)
SFJT-B
Line Number JIB CRANE
P&ID Number 9-SFJT-B-P-0008-0002
Bolt Size (D x L) & Qty 4X1/2X80MM
Flange Size & Rating DN15X600#
Bolt Material A193-B7
Target Bolt Stress Value (psi) (for bolt tensioning):
Procedure to tighten this joint
Bolt Tensioning
Bolt Torquing P lb.ft (N.m)
Isometric Drawing No.: DE-SFJT-B-P-0741 Joint No. (identified in drawing)
Pre-bolting inspection (to be filled up by the person executing the job)
Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y
Check type & condition of gasket [6.1.1]
Check that fasteners are in good condition, correct size & material [6.1.3]
Check both flange faces & nut seating area are clean, damage free & paint free [6.1.2]
Alignment of flange center line and faces are within allowable tolerance[6.2.1]
Bolt Tensioning [8.0]
Method Statement & Calculation attached
Equipment Calibration in place
Required Bolt Elongation (mm)
Required Tool Hydraulic Pressure (kPa)
Bolt Torquing[7.0]
Torque values obtained from the torque table
Equipment Calibration (torque wrench/heads) in place
Tightening checklist (to be filled up by the person executing the job)
Flange tightened using 30%, 60% & 100% increments/passes [7.3]
Flange alignment checks after each increment[7.2]
Flange tightened using "criss-cross" sequential pattern[6.2.6]
Final pass tightening[7.3]
Check if the nut were seen to rotate on studs
Any lubrication applied[6.2.7] * Not applicable for new fluoropolymer coated bolt
Torque tightening Check (to be filled up by Shell Rep prior to signing off the checklist)
Retightening required? (applicable for 10% field check, else mark on N/A)
35
1
Comments :(e.g. availability of tool, above man-height, location of the joint, space, tool/equipment issue, calibration, any misalignment, approval from TA, any other
condition/issue to be highlighted.)
Assigned Person
Site Supervisor
Shell Representative
CONTROLLED BOLT TIGHTENING CHECKLIST
(to be submitted in work-pack, PtW application, close-out report)
LOCATION : PTW NO: SMEP.EP72.GL0212
CHECKED BY NAME COMPANY SIGNATURE DATE
The numbered clauses refer to SMEP.EP72.GL0212 Operation and Maintenance Procedure for Flange Joint Assembly. version 1 .0 (May 2013)
SARAWAK SHELL BERHAD / SABAH SHELL PETROLEUM COMPANY (SMEP)
Flange Tightening Sequence
N N/A Y N N/A
Comments :(e.g. availability of tool, above man-height, location of the joint, space, tool/equipment issue, calibration, any misalignment, approval from TA, any other
condition/issue to be highlighted.)
SMEP.EP72.GL0212
DATE
The numbered clauses refer to SMEP.EP72.GL0212 Operation and Maintenance Procedure for Flange Joint Assembly. version 1 .0 (May 2013)
SARAWAK SHELL BERHAD / SABAH SHELL PETROLEUM COMPANY (SMEP)
SFJT-B
Line Number SUMP ISOLATION (REFER TO ATTACHMENT)
P&ID Number 9-SFJT-B-P-0008-0002
Bolt Size (D x L) & Qty 8X3/4"X110MM
Flange Size & Rating DN150X150#
Bolt Material A193-B7
Target Bolt Stress Value (psi) (for bolt tensioning):
Procedure to tighten this joint
Bolt Tensioning
Bolt Torquing P lb.ft (N.m)
Isometric Drawing No.: Joint No. (identified in drawing)
Pre-bolting inspection (to be filled up by the person executing the job)
Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y
Check type & condition of gasket [6.1.1]
Check that fasteners are in good condition, correct size & material [6.1.3]
Check both flange faces & nut seating area are clean, damage free & paint free [6.1.2]
Alignment of flange center line and faces are within allowable tolerance[6.2.1]
Bolt Tensioning [8.0]
Method Statement & Calculation attached
Equipment Calibration in place
Required Bolt Elongation (mm)
Required Tool Hydraulic Pressure (kPa)
Bolt Torquing[7.0]
Torque values obtained from the torque table
Equipment Calibration (torque wrench/heads) in place
Tightening checklist (to be filled up by the person executing the job)
Flange tightened using 30%, 60% & 100% increments/passes [7.3]
Flange alignment checks after each increment[7.2]
Flange tightened using "criss-cross" sequential pattern[6.2.6]
Final pass tightening[7.3]
Check if the nut were seen to rotate on studs
Any lubrication applied[6.2.7] * Not applicable for new fluoropolymer coated bolt
Torque tightening Check (to be filled up by Shell Rep prior to signing off the checklist)
Retightening required? (applicable for 10% field check, else mark on N/A)
CHECKED BY NAME COMPANY SIGNATURE DATE
CONTROLLED BOLT TIGHTENING CHECKLIST
(to be submitted in work-pack, PtW application, close-out report)
LOCATION : PTW NO: SMEP.EP72.GL0212
Comments :(e.g. availability of tool, above man-height, location of the joint, space, tool/equipment issue, calibration, any misalignment, approval from TA, any other
condition/issue to be highlighted.)
Assigned Person
Site Supervisor
Shell Representative
137
S176 S177 B178
The numbered clauses refer to SMEP.EP72.GL0212 Operation and Maintenance Procedure for Flange Joint Assembly. version 1 .0 (May 2013)
SARAWAK SHELL BERHAD / SABAH SHELL PETROLEUM COMPANY (SMEP)
Flange Tightening Sequence
N N/A Y N N/A
DATE
SMEP.EP72.GL0212
Comments :(e.g. availability of tool, above man-height, location of the joint, space, tool/equipment issue, calibration, any misalignment, approval from TA, any other
condition/issue to be highlighted.)
The numbered clauses refer to SMEP.EP72.GL0212 Operation and Maintenance Procedure for Flange Joint Assembly. version 1 .0 (May 2013)
SARAWAK SHELL BERHAD / SABAH SHELL PETROLEUM COMPANY (SMEP)
SFJT-B
Line Number SUMP ISOLATION (REFER TO ATTACHMENT)
P&ID Number 9-SFJT-B-P-0008-0002
Bolt Size (D x L) & Qty 4X5/8"X80MM
Flange Size & Rating DN50X150#
Bolt Material A193-B7
Target Bolt Stress Value (psi) (for bolt tensioning):
Procedure to tighten this joint
Bolt Tensioning
Bolt Torquing P lb.ft (N.m)
Isometric Drawing No.: Joint No. (identified in drawing)
Pre-bolting inspection (to be filled up by the person executing the job)
Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y
Check type & condition of gasket [6.1.1]
Check that fasteners are in good condition, correct size & material [6.1.3]
Check both flange faces & nut seating area are clean, damage free & paint free [6.1.2]
Alignment of flange center line and faces are within allowable tolerance[6.2.1]
Bolt Tensioning [8.0]
Method Statement & Calculation attached
Equipment Calibration in place
Required Bolt Elongation (mm)
Required Tool Hydraulic Pressure (kPa)
Bolt Torquing[7.0]
Torque values obtained from the torque table
Equipment Calibration (torque wrench/heads) in place
Tightening checklist (to be filled up by the person executing the job)
Flange tightened using 30%, 60% & 100% increments/passes [7.3]
Flange alignment checks after each increment[7.2]
Flange tightened using "criss-cross" sequential pattern[6.2.6]
Final pass tightening[7.3]
Check if the nut were seen to rotate on studs
Any lubrication applied[6.2.7] * Not applicable for new fluoropolymer coated bolt
Torque tightening Check (to be filled up by Shell Rep prior to signing off the checklist)
Retightening required? (applicable for 10% field check, else mark on N/A)
CHECKED BY NAME COMPANY SIGNATURE DATE
CONTROLLED BOLT TIGHTENING CHECKLIST
(to be submitted in work-pack, PtW application, close-out report)
LOCATION : PTW NO: SMEP.EP72.GL0212
Comments :(e.g. availability of tool, above man-height, location of the joint, space, tool/equipment issue, calibration, any misalignment, approval from TA, any other
condition/issue to be highlighted.)
Assigned Person
Site Supervisor
Shell Representative
86
S179
The numbered clauses refer to SMEP.EP72.GL0212 Operation and Maintenance Procedure for Flange Joint Assembly. version 1 .0 (May 2013)
SARAWAK SHELL BERHAD / SABAH SHELL PETROLEUM COMPANY (SMEP)
Flange Tightening Sequence
N N/A Y N N/A
DATE
SMEP.EP72.GL0212
Comments :(e.g. availability of tool, above man-height, location of the joint, space, tool/equipment issue, calibration, any misalignment, approval from TA, any other
condition/issue to be highlighted.)
The numbered clauses refer to SMEP.EP72.GL0212 Operation and Maintenance Procedure for Flange Joint Assembly. version 1 .0 (May 2013)
SARAWAK SHELL BERHAD / SABAH SHELL PETROLEUM COMPANY (SMEP)
SFJT-E
Line Number T6510 SUMP ISOLATION (REFER TO ATTACHMENT)
P&ID Number SFJT_E_P0047-B
Bolt Size (D x L) & Qty 8X3/4"X110MM
Flange Size & Rating DN150X150#
Bolt Material A193-B7
Target Bolt Stress Value (psi) (for bolt tensioning):
Procedure to tighten this joint
Bolt Tensioning
Bolt Torquing P lb.ft (N.m)
Isometric Drawing No.: Joint No. (identified in drawing)
Pre-bolting inspection (to be filled up by the person executing the job)
Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y
Check type & condition of gasket [6.1.1]
Check that fasteners are in good condition, correct size & material [6.1.3]
Check both flange faces & nut seating area are clean, damage free & paint free [6.1.2]
Alignment of flange center line and faces are within allowable tolerance[6.2.1]
Bolt Tensioning [8.0]
Method Statement & Calculation attached
Equipment Calibration in place
Required Bolt Elongation (mm)
Required Tool Hydraulic Pressure (kPa)
Bolt Torquing[7.0]
Torque values obtained from the torque table
Equipment Calibration (torque wrench/heads) in place
Tightening checklist (to be filled up by the person executing the job)
Flange tightened using 30%, 60% & 100% increments/passes [7.3]
Flange alignment checks after each increment[7.2]
Flange tightened using "criss-cross" sequential pattern[6.2.6]
Final pass tightening[7.3]
Check if the nut were seen to rotate on studs
Any lubrication applied[6.2.7] * Not applicable for new fluoropolymer coated bolt
Torque tightening Check (to be filled up by Shell Rep prior to signing off the checklist)
Retightening required? (applicable for 10% field check, else mark on N/A)
CHECKED BY NAME COMPANY SIGNATURE DATE
CONTROLLED BOLT TIGHTENING CHECKLIST
(to be submitted in work-pack, PtW application, close-out report)
LOCATION : PTW NO: SMEP.EP72.GL0212
Comments :(e.g. availability of tool, above man-height, location of the joint, space, tool/equipment issue, calibration, any misalignment, approval from TA, any other
condition/issue to be highlighted.)
Assigned Person
Site Supervisor
Shell Representative
137
B184 S185
The numbered clauses refer to SMEP.EP72.GL0212 Operation and Maintenance Procedure for Flange Joint Assembly. version 1 .0 (May 2013)
SARAWAK SHELL BERHAD / SABAH SHELL PETROLEUM COMPANY (SMEP)
Flange Tightening Sequence
N N/A Y N N/A
DATE
SMEP.EP72.GL0212
Comments :(e.g. availability of tool, above man-height, location of the joint, space, tool/equipment issue, calibration, any misalignment, approval from TA, any other
condition/issue to be highlighted.)
The numbered clauses refer to SMEP.EP72.GL0212 Operation and Maintenance Procedure for Flange Joint Assembly. version 1 .0 (May 2013)
SARAWAK SHELL BERHAD / SABAH SHELL PETROLEUM COMPANY (SMEP)
SFJT-E
Line Number T6510 SUMP ISOLATION (REFER TO ATTACHMENT)
P&ID Number SFJT_E_P0047-B
Bolt Size (D x L) & Qty 4X5/8"X90MM
Flange Size & Rating DN80X150#
Bolt Material A193-B7
Target Bolt Stress Value (psi) (for bolt tensioning):
Procedure to tighten this joint
Bolt Tensioning
Bolt Torquing P lb.ft (N.m)
Isometric Drawing No.: Joint No. (identified in drawing)
Pre-bolting inspection (to be filled up by the person executing the job)
Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y
Check type & condition of gasket [6.1.1]
Check that fasteners are in good condition, correct size & material [6.1.3]
Check both flange faces & nut seating area are clean, damage free & paint free [6.1.2]
Alignment of flange center line and faces are within allowable tolerance[6.2.1]
Bolt Tensioning [8.0]
Method Statement & Calculation attached
Equipment Calibration in place
Required Bolt Elongation (mm)
Required Tool Hydraulic Pressure (kPa)
Bolt Torquing[7.0]
Torque values obtained from the torque table
Equipment Calibration (torque wrench/heads) in place
Tightening checklist (to be filled up by the person executing the job)
Flange tightened using 30%, 60% & 100% increments/passes [7.3]
Flange alignment checks after each increment[7.2]
Flange tightened using "criss-cross" sequential pattern[6.2.6]
Final pass tightening[7.3]
Check if the nut were seen to rotate on studs
Any lubrication applied[6.2.7] * Not applicable for new fluoropolymer coated bolt
Torque tightening Check (to be filled up by Shell Rep prior to signing off the checklist)
Retightening required? (applicable for 10% field check, else mark on N/A)
CHECKED BY NAME COMPANY SIGNATURE DATE
CONTROLLED BOLT TIGHTENING CHECKLIST
(to be submitted in work-pack, PtW application, close-out report)
LOCATION : PTW NO: SMEP.EP72.GL0212
Comments :(e.g. availability of tool, above man-height, location of the joint, space, tool/equipment issue, calibration, any misalignment, approval from TA, any other
condition/issue to be highlighted.)
Assigned Person
Site Supervisor
Shell Representative
86
S186
The numbered clauses refer to SMEP.EP72.GL0212 Operation and Maintenance Procedure for Flange Joint Assembly. version 1 .0 (May 2013)
SARAWAK SHELL BERHAD / SABAH SHELL PETROLEUM COMPANY (SMEP)
Flange Tightening Sequence
N N/A Y N N/A
DATE
SMEP.EP72.GL0212
Comments :(e.g. availability of tool, above man-height, location of the joint, space, tool/equipment issue, calibration, any misalignment, approval from TA, any other
condition/issue to be highlighted.)
The numbered clauses refer to SMEP.EP72.GL0212 Operation and Maintenance Procedure for Flange Joint Assembly. version 1 .0 (May 2013)
SARAWAK SHELL BERHAD / SABAH SHELL PETROLEUM COMPANY (SMEP)
SFJT-E
Line Number T6510 SUMP ISOLATION (REFER TO ATTACHMENT)
P&ID Number SFJT_E_P0047-B
Bolt Size (D x L) & Qty 4X5/8"X80MM
Flange Size & Rating DN50X150#
Bolt Material A193-B7
Target Bolt Stress Value (psi) (for bolt tensioning):
Procedure to tighten this joint
Bolt Tensioning
Bolt Torquing P lb.ft (N.m)
Isometric Drawing No.: Joint No. (identified in drawing)
Pre-bolting inspection (to be filled up by the person executing the job)
Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y
Check type & condition of gasket [6.1.1]
Check that fasteners are in good condition, correct size & material [6.1.3]
Check both flange faces & nut seating area are clean, damage free & paint free [6.1.2]
Alignment of flange center line and faces are within allowable tolerance[6.2.1]
Bolt Tensioning [8.0]
Method Statement & Calculation attached
Equipment Calibration in place
Required Bolt Elongation (mm)
Required Tool Hydraulic Pressure (kPa)
Bolt Torquing[7.0]
Torque values obtained from the torque table
Equipment Calibration (torque wrench/heads) in place
Tightening checklist (to be filled up by the person executing the job)
Flange tightened using 30%, 60% & 100% increments/passes [7.3]
Flange alignment checks after each increment[7.2]
Flange tightened using "criss-cross" sequential pattern[6.2.6]
Final pass tightening[7.3]
Check if the nut were seen to rotate on studs
Any lubrication applied[6.2.7] * Not applicable for new fluoropolymer coated bolt
Torque tightening Check (to be filled up by Shell Rep prior to signing off the checklist)
Retightening required? (applicable for 10% field check, else mark on N/A)
CHECKED BY NAME COMPANY SIGNATURE DATE
CONTROLLED BOLT TIGHTENING CHECKLIST
(to be submitted in work-pack, PtW application, close-out report)
LOCATION : PTW NO: SMEP.EP72.GL0212
Comments :(e.g. availability of tool, above man-height, location of the joint, space, tool/equipment issue, calibration, any misalignment, approval from TA, any other
condition/issue to be highlighted.)
Assigned Person
Site Supervisor
Shell Representative
86
S187 S188
The numbered clauses refer to SMEP.EP72.GL0212 Operation and Maintenance Procedure for Flange Joint Assembly. version 1 .0 (May 2013)
SARAWAK SHELL BERHAD / SABAH SHELL PETROLEUM COMPANY (SMEP)
Flange Tightening Sequence
N N/A Y N N/A
DATE
SMEP.EP72.GL0212
Comments :(e.g. availability of tool, above man-height, location of the joint, space, tool/equipment issue, calibration, any misalignment, approval from TA, any other
condition/issue to be highlighted.)
The numbered clauses refer to SMEP.EP72.GL0212 Operation and Maintenance Procedure for Flange Joint Assembly. version 1 .0 (May 2013)
SARAWAK SHELL BERHAD / SABAH SHELL PETROLEUM COMPANY (SMEP)
SFJT-C
Line Number SUMP ISOLATION (REFER TO ATTACHMENT)
P&ID Number 9-SFJT-C-P-0020Z
Bolt Size (D x L) & Qty 8X3/4"X110MM
Flange Size & Rating DN150X150#
Bolt Material A193-B7
Target Bolt Stress Value (psi) (for bolt tensioning):
Procedure to tighten this joint
Bolt Tensioning
Bolt Torquing P lb.ft (N.m)
Isometric Drawing No.: Joint No. (identified in drawing)
Pre-bolting inspection (to be filled up by the person executing the job)
Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y
Check type & condition of gasket [6.1.1]
Check that fasteners are in good condition, correct size & material [6.1.3]
Check both flange faces & nut seating area are clean, damage free & paint free [6.1.2]
Alignment of flange center line and faces are within allowable tolerance[6.2.1]
Bolt Tensioning [8.0]
Method Statement & Calculation attached
Equipment Calibration in place
Required Bolt Elongation (mm)
Required Tool Hydraulic Pressure (kPa)
Bolt Torquing[7.0]
Torque values obtained from the torque table
Equipment Calibration (torque wrench/heads) in place
Tightening checklist (to be filled up by the person executing the job)
Flange tightened using 30%, 60% & 100% increments/passes [7.3]
Flange alignment checks after each increment[7.2]
Flange tightened using "criss-cross" sequential pattern[6.2.6]
Final pass tightening[7.3]
Check if the nut were seen to rotate on studs
Any lubrication applied[6.2.7] * Not applicable for new fluoropolymer coated bolt
Torque tightening Check (to be filled up by Shell Rep prior to signing off the checklist)
Retightening required? (applicable for 10% field check, else mark on N/A)
CHECKED BY NAME COMPANY SIGNATURE DATE
CONTROLLED BOLT TIGHTENING CHECKLIST
(to be submitted in work-pack, PtW application, close-out report)
LOCATION : PTW NO: SMEP.EP72.GL0212
Comments :(e.g. availability of tool, above man-height, location of the joint, space, tool/equipment issue, calibration, any misalignment, approval from TA, any other
condition/issue to be highlighted.)
Assigned Person
Site Supervisor
Shell Representative
137
B180 SBC181
The numbered clauses refer to SMEP.EP72.GL0212 Operation and Maintenance Procedure for Flange Joint Assembly. version 1 .0 (May 2013)
SARAWAK SHELL BERHAD / SABAH SHELL PETROLEUM COMPANY (SMEP)
Flange Tightening Sequence
N N/A Y N N/A
DATE
SMEP.EP72.GL0212
Comments :(e.g. availability of tool, above man-height, location of the joint, space, tool/equipment issue, calibration, any misalignment, approval from TA, any other
condition/issue to be highlighted.)
The numbered clauses refer to SMEP.EP72.GL0212 Operation and Maintenance Procedure for Flange Joint Assembly. version 1 .0 (May 2013)
SARAWAK SHELL BERHAD / SABAH SHELL PETROLEUM COMPANY (SMEP)
SFJT-C
Line Number SUMP ISOLATION (REFER TO ATTACHMENT)
P&ID Number 9-SFJT-C-P-0020Z
Bolt Size (D x L) & Qty 4X5/8"X80MM
Flange Size & Rating DN50X150#
Bolt Material A193-B7
Target Bolt Stress Value (psi) (for bolt tensioning):
Procedure to tighten this joint
Bolt Tensioning
Bolt Torquing P lb.ft (N.m)
Isometric Drawing No.: Joint No. (identified in drawing)
Pre-bolting inspection (to be filled up by the person executing the job)
Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y
Check type & condition of gasket [6.1.1]
Check that fasteners are in good condition, correct size & material [6.1.3]
Check both flange faces & nut seating area are clean, damage free & paint free [6.1.2]
Alignment of flange center line and faces are within allowable tolerance[6.2.1]
Bolt Tensioning [8.0]
Method Statement & Calculation attached
Equipment Calibration in place
Required Bolt Elongation (mm)
Required Tool Hydraulic Pressure (kPa)
Bolt Torquing[7.0]
Torque values obtained from the torque table
Equipment Calibration (torque wrench/heads) in place
Tightening checklist (to be filled up by the person executing the job)
Flange tightened using 30%, 60% & 100% increments/passes [7.3]
Flange alignment checks after each increment[7.2]
Flange tightened using "criss-cross" sequential pattern[6.2.6]
Final pass tightening[7.3]
Check if the nut were seen to rotate on studs
Any lubrication applied[6.2.7] * Not applicable for new fluoropolymer coated bolt
Torque tightening Check (to be filled up by Shell Rep prior to signing off the checklist)
Retightening required? (applicable for 10% field check, else mark on N/A)
CHECKED BY NAME COMPANY SIGNATURE DATE
CONTROLLED BOLT TIGHTENING CHECKLIST
(to be submitted in work-pack, PtW application, close-out report)
LOCATION : PTW NO: SMEP.EP72.GL0212
Comments :(e.g. availability of tool, above man-height, location of the joint, space, tool/equipment issue, calibration, any misalignment, approval from TA, any other
condition/issue to be highlighted.)
Assigned Person
Site Supervisor
Shell Representative
86
SBC182 S183
The numbered clauses refer to SMEP.EP72.GL0212 Operation and Maintenance Procedure for Flange Joint Assembly. version 1 .0 (May 2013)
SARAWAK SHELL BERHAD / SABAH SHELL PETROLEUM COMPANY (SMEP)
Flange Tightening Sequence
N N/A Y N N/A
DATE
SMEP.EP72.GL0212
Comments :(e.g. availability of tool, above man-height, location of the joint, space, tool/equipment issue, calibration, any misalignment, approval from TA, any other
condition/issue to be highlighted.)
The numbered clauses refer to SMEP.EP72.GL0212 Operation and Maintenance Procedure for Flange Joint Assembly. version 1 .0 (May 2013)
SARAWAK SHELL BERHAD / SABAH SHELL PETROLEUM COMPANY (SMEP)
SFK-A
Line Number SUMP ISOLATION (REFER TO ATTACHMENT)
P&ID Number 9-SFKA-A-P-0016Z
Bolt Size (D x L) & Qty 4X5/8"X80MM
Flange Size & Rating DN50X150#
Bolt Material A193-B7
Target Bolt Stress Value (psi) (for bolt tensioning):
Procedure to tighten this joint
Bolt Tensioning
Bolt Torquing P lb.ft (N.m)
Isometric Drawing No.: Joint No. (identified in drawing)
Pre-bolting inspection (to be filled up by the person executing the job)
Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y
Check type & condition of gasket [6.1.1]
Check that fasteners are in good condition, correct size & material [6.1.3]
Check both flange faces & nut seating area are clean, damage free & paint free [6.1.2]
Alignment of flange center line and faces are within allowable tolerance[6.2.1]
Bolt Tensioning [8.0]
Method Statement & Calculation attached
Equipment Calibration in place
Required Bolt Elongation (mm)
Required Tool Hydraulic Pressure (kPa)
Bolt Torquing[7.0]
Torque values obtained from the torque table
Equipment Calibration (torque wrench/heads) in place
Tightening checklist (to be filled up by the person executing the job)
Flange tightened using 30%, 60% & 100% increments/passes [7.3]
Flange alignment checks after each increment[7.2]
Flange tightened using "criss-cross" sequential pattern[6.2.6]
Final pass tightening[7.3]
Check if the nut were seen to rotate on studs
Any lubrication applied[6.2.7] * Not applicable for new fluoropolymer coated bolt
Torque tightening Check (to be filled up by Shell Rep prior to signing off the checklist)
Retightening required? (applicable for 10% field check, else mark on N/A)
CHECKED BY NAME COMPANY SIGNATURE DATE
CONTROLLED BOLT TIGHTENING CHECKLIST
(to be submitted in work-pack, PtW application, close-out report)
LOCATION : PTW NO: SMEP.EP72.GL0212
Comments :(e.g. availability of tool, above man-height, location of the joint, space, tool/equipment issue, calibration, any misalignment, approval from TA, any other
condition/issue to be highlighted.)
Assigned Person
Site Supervisor
Shell Representative
86
S81
The numbered clauses refer to SMEP.EP72.GL0212 Operation and Maintenance Procedure for Flange Joint Assembly. version 1 .0 (May 2013)
SARAWAK SHELL BERHAD / SABAH SHELL PETROLEUM COMPANY (SMEP)
Flange Tightening Sequence
N N/A Y N N/A
DATE
SMEP.EP72.GL0212
Comments :(e.g. availability of tool, above man-height, location of the joint, space, tool/equipment issue, calibration, any misalignment, approval from TA, any other
condition/issue to be highlighted.)
The numbered clauses refer to SMEP.EP72.GL0212 Operation and Maintenance Procedure for Flange Joint Assembly. version 1 .0 (May 2013)
SARAWAK SHELL BERHAD / SABAH SHELL PETROLEUM COMPANY (SMEP)
SFK-A
Line Number SUMP ISOLATION (REFER TO ATTACHMENT)
P&ID Number 9-SFKA-A-P-0016Z
Bolt Size (D x L) & Qty 8X3/4"X110MM
Flange Size & Rating DN200X150#
Bolt Material A193-B7
Target Bolt Stress Value (psi) (for bolt tensioning):
Procedure to tighten this joint
Bolt Tensioning
Bolt Torquing P lb.ft (N.m)
Isometric Drawing No.: Joint No. (identified in drawing)
Pre-bolting inspection (to be filled up by the person executing the job)
Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y
Check type & condition of gasket [6.1.1]
Check that fasteners are in good condition, correct size & material [6.1.3]
Check both flange faces & nut seating area are clean, damage free & paint free [6.1.2]
Alignment of flange center line and faces are within allowable tolerance[6.2.1]
Bolt Tensioning [8.0]
Method Statement & Calculation attached
Equipment Calibration in place
Required Bolt Elongation (mm)
Required Tool Hydraulic Pressure (kPa)
Bolt Torquing[7.0]
Torque values obtained from the torque table
Equipment Calibration (torque wrench/heads) in place
Tightening checklist (to be filled up by the person executing the job)
Flange tightened using 30%, 60% & 100% increments/passes [7.3]
Flange alignment checks after each increment[7.2]
Flange tightened using "criss-cross" sequential pattern[6.2.6]
Final pass tightening[7.3]
Check if the nut were seen to rotate on studs
Any lubrication applied[6.2.7] * Not applicable for new fluoropolymer coated bolt
Torque tightening Check (to be filled up by Shell Rep prior to signing off the checklist)
Retightening required? (applicable for 10% field check, else mark on N/A)
CHECKED BY NAME COMPANY SIGNATURE DATE
CONTROLLED BOLT TIGHTENING CHECKLIST
(to be submitted in work-pack, PtW application, close-out report)
LOCATION : PTW NO: SMEP.EP72.GL0212
Comments :(e.g. availability of tool, above man-height, location of the joint, space, tool/equipment issue, calibration, any misalignment, approval from TA, any other
condition/issue to be highlighted.)
Assigned Person
Site Supervisor
Shell Representative
137
B82
The numbered clauses refer to SMEP.EP72.GL0212 Operation and Maintenance Procedure for Flange Joint Assembly. version 1 .0 (May 2013)
SARAWAK SHELL BERHAD / SABAH SHELL PETROLEUM COMPANY (SMEP)
Flange Tightening Sequence
N N/A Y N N/A
DATE
SMEP.EP72.GL0212
Comments :(e.g. availability of tool, above man-height, location of the joint, space, tool/equipment issue, calibration, any misalignment, approval from TA, any other
condition/issue to be highlighted.)
The numbered clauses refer to SMEP.EP72.GL0212 Operation and Maintenance Procedure for Flange Joint Assembly. version 1 .0 (May 2013)
SARAWAK SHELL BERHAD / SABAH SHELL PETROLEUM COMPANY (SMEP)
SFP-A
Line Number SUMP ISOLATION (REFER TO ATTACHMENT)
P&ID Number 9-SFP-A-P-0009-0002Z
Bolt Size (D x L) & Qty 8X3/4"X110MM
Flange Size & Rating DN150X150#
Bolt Material A193-B7
Target Bolt Stress Value (psi) (for bolt tensioning):
Procedure to tighten this joint
Bolt Tensioning
Bolt Torquing P lb.ft (N.m)
Isometric Drawing No.: Joint No. (identified in drawing)
Pre-bolting inspection (to be filled up by the person executing the job)
Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y
Check type & condition of gasket [6.1.1]
Check that fasteners are in good condition, correct size & material [6.1.3]
Check both flange faces & nut seating area are clean, damage free & paint free [6.1.2]
Alignment of flange center line and faces are within allowable tolerance[6.2.1]
Bolt Tensioning [8.0]
Method Statement & Calculation attached
Equipment Calibration in place
Required Bolt Elongation (mm)
Required Tool Hydraulic Pressure (kPa)
Bolt Torquing[7.0]
Torque values obtained from the torque table
Equipment Calibration (torque wrench/heads) in place
Tightening checklist (to be filled up by the person executing the job)
Flange tightened using 30%, 60% & 100% increments/passes [7.3]
Flange alignment checks after each increment[7.2]
Flange tightened using "criss-cross" sequential pattern[6.2.6]
Final pass tightening[7.3]
Check if the nut were seen to rotate on studs
Any lubrication applied[6.2.7] * Not applicable for new fluoropolymer coated bolt
Torque tightening Check (to be filled up by Shell Rep prior to signing off the checklist)
Retightening required? (applicable for 10% field check, else mark on N/A)
CHECKED BY NAME COMPANY SIGNATURE DATE
CONTROLLED BOLT TIGHTENING CHECKLIST
(to be submitted in work-pack, PtW application, close-out report)
LOCATION : PTW NO: SMEP.EP72.GL0212
Comments :(e.g. availability of tool, above man-height, location of the joint, space, tool/equipment issue, calibration, any misalignment, approval from TA, any other
condition/issue to be highlighted.)
Assigned Person
Site Supervisor
Shell Representative
137
B77 S79 S80
The numbered clauses refer to SMEP.EP72.GL0212 Operation and Maintenance Procedure for Flange Joint Assembly. version 1 .0 (May 2013)
SARAWAK SHELL BERHAD / SABAH SHELL PETROLEUM COMPANY (SMEP)
Flange Tightening Sequence
N N/A Y N N/A
DATE
SMEP.EP72.GL0212
Comments :(e.g. availability of tool, above man-height, location of the joint, space, tool/equipment issue, calibration, any misalignment, approval from TA, any other
condition/issue to be highlighted.)
The numbered clauses refer to SMEP.EP72.GL0212 Operation and Maintenance Procedure for Flange Joint Assembly. version 1 .0 (May 2013)
SARAWAK SHELL BERHAD / SABAH SHELL PETROLEUM COMPANY (SMEP)
SFP-A
Line Number SUMP ISOLATION (REFER TO ATTACHMENT)
P&ID Number 9-SFP-A-P-0009-0002Z
Bolt Size (D x L) & Qty 4X5/8"X80MM
Flange Size & Rating DN50X150#
Bolt Material A193-B7
Target Bolt Stress Value (psi) (for bolt tensioning):
Procedure to tighten this joint
Bolt Tensioning
Bolt Torquing P lb.ft (N.m)
Isometric Drawing No.: Joint No. (identified in drawing)
Pre-bolting inspection (to be filled up by the person executing the job)
Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y
Check type & condition of gasket [6.1.1]
Check that fasteners are in good condition, correct size & material [6.1.3]
Check both flange faces & nut seating area are clean, damage free & paint free [6.1.2]
Alignment of flange center line and faces are within allowable tolerance[6.2.1]
Bolt Tensioning [8.0]
Method Statement & Calculation attached
Equipment Calibration in place
Required Bolt Elongation (mm)
Required Tool Hydraulic Pressure (kPa)
Bolt Torquing[7.0]
Torque values obtained from the torque table
Equipment Calibration (torque wrench/heads) in place
Tightening checklist (to be filled up by the person executing the job)
Flange tightened using 30%, 60% & 100% increments/passes [7.3]
Flange alignment checks after each increment[7.2]
Flange tightened using "criss-cross" sequential pattern[6.2.6]
Final pass tightening[7.3]
Check if the nut were seen to rotate on studs
Any lubrication applied[6.2.7] * Not applicable for new fluoropolymer coated bolt
Torque tightening Check (to be filled up by Shell Rep prior to signing off the checklist)
Retightening required? (applicable for 10% field check, else mark on N/A)
CHECKED BY NAME COMPANY SIGNATURE DATE
CONTROLLED BOLT TIGHTENING CHECKLIST
(to be submitted in work-pack, PtW application, close-out report)
LOCATION : PTW NO: SMEP.EP72.GL0212
Comments :(e.g. availability of tool, above man-height, location of the joint, space, tool/equipment issue, calibration, any misalignment, approval from TA, any other
condition/issue to be highlighted.)
Assigned Person
Site Supervisor
Shell Representative
86
S78 S53
The numbered clauses refer to SMEP.EP72.GL0212 Operation and Maintenance Procedure for Flange Joint Assembly. version 1 .0 (May 2013)
SARAWAK SHELL BERHAD / SABAH SHELL PETROLEUM COMPANY (SMEP)
Flange Tightening Sequence
N N/A Y N N/A
DATE
SMEP.EP72.GL0212
Comments :(e.g. availability of tool, above man-height, location of the joint, space, tool/equipment issue, calibration, any misalignment, approval from TA, any other
condition/issue to be highlighted.)
The numbered clauses refer to SMEP.EP72.GL0212 Operation and Maintenance Procedure for Flange Joint Assembly. version 1 .0 (May 2013)
SARAWAK SHELL BERHAD / SABAH SHELL PETROLEUM COMPANY (SMEP)
SFP-A
Line Number JIB CRANE (REFER TO ATTACHMENT)
P&ID Number 9-SFP-A-P-0008A
Bolt Size (D x L) & Qty 4X5/8"X80MM
Flange Size & Rating DN50X150#
Bolt Material A193-B7
Target Bolt Stress Value (psi) (for bolt tensioning):
Procedure to tighten this joint
Bolt Tensioning
Bolt Torquing P lb.ft (N.m)
Isometric Drawing No.: Joint No. (identified in drawing)
Pre-bolting inspection (to be filled up by the person executing the job)
Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y
Check type & condition of gasket [6.1.1]
Check that fasteners are in good condition, correct size & material [6.1.3]
Check both flange faces & nut seating area are clean, damage free & paint free [6.1.2]
Alignment of flange center line and faces are within allowable tolerance[6.2.1]
Bolt Tensioning [8.0]
Method Statement & Calculation attached
Equipment Calibration in place
Required Bolt Elongation (mm)
Required Tool Hydraulic Pressure (kPa)
Bolt Torquing[7.0]
Torque values obtained from the torque table
Equipment Calibration (torque wrench/heads) in place
Tightening checklist (to be filled up by the person executing the job)
Flange tightened using 30%, 60% & 100% increments/passes [7.3]
Flange alignment checks after each increment[7.2]
Flange tightened using "criss-cross" sequential pattern[6.2.6]
Final pass tightening[7.3]
Check if the nut were seen to rotate on studs
Any lubrication applied[6.2.7] * Not applicable for new fluoropolymer coated bolt
Torque tightening Check (to be filled up by Shell Rep prior to signing off the checklist)
Retightening required? (applicable for 10% field check, else mark on N/A)
CHECKED BY NAME COMPANY SIGNATURE DATE
CONTROLLED BOLT TIGHTENING CHECKLIST
(to be submitted in work-pack, PtW application, close-out report)
LOCATION : PTW NO: SMEP.EP72.GL0212
Comments :(e.g. availability of tool, above man-height, location of the joint, space, tool/equipment issue, calibration, any misalignment, approval from TA, any other
condition/issue to be highlighted.)
Assigned Person
Site Supervisor
Shell Representative
86
S16 S127
The numbered clauses refer to SMEP.EP72.GL0212 Operation and Maintenance Procedure for Flange Joint Assembly. version 1 .0 (May 2013)
SARAWAK SHELL BERHAD / SABAH SHELL PETROLEUM COMPANY (SMEP)
Flange Tightening Sequence
N N/A Y N N/A
DATE
SMEP.EP72.GL0212
Comments :(e.g. availability of tool, above man-height, location of the joint, space, tool/equipment issue, calibration, any misalignment, approval from TA, any other
condition/issue to be highlighted.)
The numbered clauses refer to SMEP.EP72.GL0212 Operation and Maintenance Procedure for Flange Joint Assembly. version 1 .0 (May 2013)
SARAWAK SHELL BERHAD / SABAH SHELL PETROLEUM COMPANY (SMEP)
SFP-A
Line Number JIB CRANE (REFER TO ATTACHMENT)
P&ID Number 9-SFP-A-P-0024A
Bolt Size (D x L) & Qty 8X5/8"X100MM
Flange Size & Rating DN100X150#
Bolt Material A193-B7
Target Bolt Stress Value (psi) (for bolt tensioning):
Procedure to tighten this joint
Bolt Tensioning
Bolt Torquing P lb.ft (N.m)
Isometric Drawing No.: Joint No. (identified in drawing)
Pre-bolting inspection (to be filled up by the person executing the job)
Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y
Check type & condition of gasket [6.1.1]
Check that fasteners are in good condition, correct size & material [6.1.3]
Check both flange faces & nut seating area are clean, damage free & paint free [6.1.2]
Alignment of flange center line and faces are within allowable tolerance[6.2.1]
Bolt Tensioning [8.0]
Method Statement & Calculation attached
Equipment Calibration in place
Required Bolt Elongation (mm)
Required Tool Hydraulic Pressure (kPa)
Bolt Torquing[7.0]
Torque values obtained from the torque table
Equipment Calibration (torque wrench/heads) in place
Tightening checklist (to be filled up by the person executing the job)
Flange tightened using 30%, 60% & 100% increments/passes [7.3]
Flange alignment checks after each increment[7.2]
Flange tightened using "criss-cross" sequential pattern[6.2.6]
Final pass tightening[7.3]
Check if the nut were seen to rotate on studs
Any lubrication applied[6.2.7] * Not applicable for new fluoropolymer coated bolt
Torque tightening Check (to be filled up by Shell Rep prior to signing off the checklist)
Retightening required? (applicable for 10% field check, else mark on N/A)
CHECKED BY NAME COMPANY SIGNATURE DATE
CONTROLLED BOLT TIGHTENING CHECKLIST
(to be submitted in work-pack, PtW application, close-out report)
LOCATION : PTW NO: SMEP.EP72.GL0212
Comments :(e.g. availability of tool, above man-height, location of the joint, space, tool/equipment issue, calibration, any misalignment, approval from TA, any other
condition/issue to be highlighted.)
Assigned Person
Site Supervisor
Shell Representative
69
S113
The numbered clauses refer to SMEP.EP72.GL0212 Operation and Maintenance Procedure for Flange Joint Assembly. version 1 .0 (May 2013)
SARAWAK SHELL BERHAD / SABAH SHELL PETROLEUM COMPANY (SMEP)
Flange Tightening Sequence
N N/A Y N N/A
DATE
SMEP.EP72.GL0212
Comments :(e.g. availability of tool, above man-height, location of the joint, space, tool/equipment issue, calibration, any misalignment, approval from TA, any other
condition/issue to be highlighted.)
The numbered clauses refer to SMEP.EP72.GL0212 Operation and Maintenance Procedure for Flange Joint Assembly. version 1 .0 (May 2013)
SARAWAK SHELL BERHAD / SABAH SHELL PETROLEUM COMPANY (SMEP)
SFP-A
Line Number JIB CRANE (REFER TO ATTACHMENT)
P&ID Number 9-SFP-A-P-0015Z
Bolt Size (D x L) & Qty 4X5/8"X80MM
Flange Size & Rating DN50X150#
Bolt Material A193-B7
Target Bolt Stress Value (psi) (for bolt tensioning):
Procedure to tighten this joint
Bolt Tensioning
Bolt Torquing P lb.ft (N.m)
Isometric Drawing No.: Joint No. (identified in drawing)
Pre-bolting inspection (to be filled up by the person executing the job)
Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y
Check type & condition of gasket [6.1.1]
Check that fasteners are in good condition, correct size & material [6.1.3]
Check both flange faces & nut seating area are clean, damage free & paint free [6.1.2]
Alignment of flange center line and faces are within allowable tolerance[6.2.1]
Bolt Tensioning [8.0]
Method Statement & Calculation attached
Equipment Calibration in place
Required Bolt Elongation (mm)
Required Tool Hydraulic Pressure (kPa)
Bolt Torquing[7.0]
Torque values obtained from the torque table
Equipment Calibration (torque wrench/heads) in place
Tightening checklist (to be filled up by the person executing the job)
Flange tightened using 30%, 60% & 100% increments/passes [7.3]
Flange alignment checks after each increment[7.2]
Flange tightened using "criss-cross" sequential pattern[6.2.6]
Final pass tightening[7.3]
Check if the nut were seen to rotate on studs
Any lubrication applied[6.2.7] * Not applicable for new fluoropolymer coated bolt
Torque tightening Check (to be filled up by Shell Rep prior to signing off the checklist)
Retightening required? (applicable for 10% field check, else mark on N/A)
CHECKED BY NAME COMPANY SIGNATURE DATE
CONTROLLED BOLT TIGHTENING CHECKLIST
(to be submitted in work-pack, PtW application, close-out report)
LOCATION : PTW NO: SMEP.EP72.GL0212
Comments :(e.g. availability of tool, above man-height, location of the joint, space, tool/equipment issue, calibration, any misalignment, approval from TA, any other
condition/issue to be highlighted.)
Assigned Person
Site Supervisor
Shell Representative
86
S10 S11
The numbered clauses refer to SMEP.EP72.GL0212 Operation and Maintenance Procedure for Flange Joint Assembly. version 1 .0 (May 2013)
SARAWAK SHELL BERHAD / SABAH SHELL PETROLEUM COMPANY (SMEP)
Flange Tightening Sequence
N N/A Y N N/A
DATE
SMEP.EP72.GL0212
Comments :(e.g. availability of tool, above man-height, location of the joint, space, tool/equipment issue, calibration, any misalignment, approval from TA, any other
condition/issue to be highlighted.)
The numbered clauses refer to SMEP.EP72.GL0212 Operation and Maintenance Procedure for Flange Joint Assembly. version 1 .0 (May 2013)
SARAWAK SHELL BERHAD / SABAH SHELL PETROLEUM COMPANY (SMEP)
SFDP-A
Line Number JIB CRANE (REFER TO ATTACHMENT)
P&ID Number 9-SFDP-A-P-0010A
Bolt Size (D x L) & Qty 4X5/8"X80MM
Flange Size & Rating DN50X150#
Bolt Material A193-B7
Target Bolt Stress Value (psi) (for bolt tensioning):
Procedure to tighten this joint
Bolt Tensioning
Bolt Torquing P lb.ft (N.m)
Isometric Drawing No.: Joint No. (identified in drawing)
Pre-bolting inspection (to be filled up by the person executing the job)
Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y
Check type & condition of gasket [6.1.1]
Check that fasteners are in good condition, correct size & material [6.1.3]
Check both flange faces & nut seating area are clean, damage free & paint free [6.1.2]
Alignment of flange center line and faces are within allowable tolerance[6.2.1]
Bolt Tensioning [8.0]
Method Statement & Calculation attached
Equipment Calibration in place
Required Bolt Elongation (mm)
Required Tool Hydraulic Pressure (kPa)
Bolt Torquing[7.0]
Torque values obtained from the torque table
Equipment Calibration (torque wrench/heads) in place
Tightening checklist (to be filled up by the person executing the job)
Flange tightened using 30%, 60% & 100% increments/passes [7.3]
Flange alignment checks after each increment[7.2]
Flange tightened using "criss-cross" sequential pattern[6.2.6]
Final pass tightening[7.3]
Check if the nut were seen to rotate on studs
Any lubrication applied[6.2.7] * Not applicable for new fluoropolymer coated bolt
Torque tightening Check (to be filled up by Shell Rep prior to signing off the checklist)
Retightening required? (applicable for 10% field check, else mark on N/A)
CHECKED BY NAME COMPANY SIGNATURE DATE
CONTROLLED BOLT TIGHTENING CHECKLIST
(to be submitted in work-pack, PtW application, close-out report)
LOCATION : PTW NO: SMEP.EP72.GL0212
Comments :(e.g. availability of tool, above man-height, location of the joint, space, tool/equipment issue, calibration, any misalignment, approval from TA, any other
condition/issue to be highlighted.)
Assigned Person
Site Supervisor
Shell Representative
86
S121 S122 S123
The numbered clauses refer to SMEP.EP72.GL0212 Operation and Maintenance Procedure for Flange Joint Assembly. version 1 .0 (May 2013)
SARAWAK SHELL BERHAD / SABAH SHELL PETROLEUM COMPANY (SMEP)
Flange Tightening Sequence
N N/A Y N N/A
DATE
SMEP.EP72.GL0212
Comments :(e.g. availability of tool, above man-height, location of the joint, space, tool/equipment issue, calibration, any misalignment, approval from TA, any other
condition/issue to be highlighted.)
The numbered clauses refer to SMEP.EP72.GL0212 Operation and Maintenance Procedure for Flange Joint Assembly. version 1 .0 (May 2013)
SARAWAK SHELL BERHAD / SABAH SHELL PETROLEUM COMPANY (SMEP)
SFDP-A
Line Number JIB CRANE (REFER TO ATTACHMENT)
P&ID Number 9-SFDP-A-P-0011Z
Bolt Size (D x L) & Qty 4X1/2"X70MM
Flange Size & Rating DN25X150#
Bolt Material A193-B7
Target Bolt Stress Value (psi) (for bolt tensioning):
Procedure to tighten this joint
Bolt Tensioning
Bolt Torquing P lb.ft (N.m)
Isometric Drawing No.: Joint No. (identified in drawing)
Pre-bolting inspection (to be filled up by the person executing the job)
Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y
Check type & condition of gasket [6.1.1]
Check that fasteners are in good condition, correct size & material [6.1.3]
Check both flange faces & nut seating area are clean, damage free & paint free [6.1.2]
Alignment of flange center line and faces are within allowable tolerance[6.2.1]
Bolt Tensioning [8.0]
Method Statement & Calculation attached
Equipment Calibration in place
Required Bolt Elongation (mm)
Required Tool Hydraulic Pressure (kPa)
Bolt Torquing[7.0]
Torque values obtained from the torque table
Equipment Calibration (torque wrench/heads) in place
Tightening checklist (to be filled up by the person executing the job)
Flange tightened using 30%, 60% & 100% increments/passes [7.3]
Flange alignment checks after each increment[7.2]
Flange tightened using "criss-cross" sequential pattern[6.2.6]
Final pass tightening[7.3]
Check if the nut were seen to rotate on studs
Any lubrication applied[6.2.7] * Not applicable for new fluoropolymer coated bolt
Torque tightening Check (to be filled up by Shell Rep prior to signing off the checklist)
Retightening required? (applicable for 10% field check, else mark on N/A)
CHECKED BY NAME COMPANY SIGNATURE DATE
CONTROLLED BOLT TIGHTENING CHECKLIST
(to be submitted in work-pack, PtW application, close-out report)
LOCATION : PTW NO: SMEP.EP72.GL0212
Comments :(e.g. availability of tool, above man-height, location of the joint, space, tool/equipment issue, calibration, any misalignment, approval from TA, any other
condition/issue to be highlighted.)
Assigned Person
Site Supervisor
Shell Representative
29
S124 S125 S126
The numbered clauses refer to SMEP.EP72.GL0212 Operation and Maintenance Procedure for Flange Joint Assembly. version 1 .0 (May 2013)
SARAWAK SHELL BERHAD / SABAH SHELL PETROLEUM COMPANY (SMEP)
Flange Tightening Sequence
N N/A Y N N/A
DATE
SMEP.EP72.GL0212
Comments :(e.g. availability of tool, above man-height, location of the joint, space, tool/equipment issue, calibration, any misalignment, approval from TA, any other
condition/issue to be highlighted.)
The numbered clauses refer to SMEP.EP72.GL0212 Operation and Maintenance Procedure for Flange Joint Assembly. version 1 .0 (May 2013)
SARAWAK SHELL BERHAD / SABAH SHELL PETROLEUM COMPANY (SMEP)
SFDP-A
Line Number HT01 (REFER TO ATTACHMENT)
P&ID Number 9-SFDP-A-P-02-2302-0001A
Bolt Size (D x L) & Qty 4X5/8"X80MM
Flange Size & Rating DN50X150#
Bolt Material A193-B7
Target Bolt Stress Value (psi) (for bolt tensioning):
Procedure to tighten this joint
Bolt Tensioning
Bolt Torquing P lb.ft (N.m)
Isometric Drawing No.: Joint No. (identified in drawing)
Pre-bolting inspection (to be filled up by the person executing the job)
Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y
Check type & condition of gasket [6.1.1]
Check that fasteners are in good condition, correct size & material [6.1.3]
Check both flange faces & nut seating area are clean, damage free & paint free [6.1.2]
Alignment of flange center line and faces are within allowable tolerance[6.2.1]
Bolt Tensioning [8.0]
Method Statement & Calculation attached
Equipment Calibration in place
Required Bolt Elongation (mm)
Required Tool Hydraulic Pressure (kPa)
Bolt Torquing[7.0]
Torque values obtained from the torque table
Equipment Calibration (torque wrench/heads) in place
Tightening checklist (to be filled up by the person executing the job)
Flange tightened using 30%, 60% & 100% increments/passes [7.3]
Flange alignment checks after each increment[7.2]
Flange tightened using "criss-cross" sequential pattern[6.2.6]
Final pass tightening[7.3]
Check if the nut were seen to rotate on studs
Any lubrication applied[6.2.7] * Not applicable for new fluoropolymer coated bolt
Torque tightening Check (to be filled up by Shell Rep prior to signing off the checklist)
Retightening required? (applicable for 10% field check, else mark on N/A)
CHECKED BY NAME COMPANY SIGNATURE DATE
CONTROLLED BOLT TIGHTENING CHECKLIST
(to be submitted in work-pack, PtW application, close-out report)
LOCATION : PTW NO: SMEP.EP72.GL0212
Comments :(e.g. availability of tool, above man-height, location of the joint, space, tool/equipment issue, calibration, any misalignment, approval from TA, any other
condition/issue to be highlighted.)
Assigned Person
Site Supervisor
Shell Representative
86
B01 1
The numbered clauses refer to SMEP.EP72.GL0212 Operation and Maintenance Procedure for Flange Joint Assembly. version 1 .0 (May 2013)
SARAWAK SHELL BERHAD / SABAH SHELL PETROLEUM COMPANY (SMEP)
Flange Tightening Sequence
N N/A Y N N/A
DATE
SMEP.EP72.GL0212
Comments :(e.g. availability of tool, above man-height, location of the joint, space, tool/equipment issue, calibration, any misalignment, approval from TA, any other
condition/issue to be highlighted.)
The numbered clauses refer to SMEP.EP72.GL0212 Operation and Maintenance Procedure for Flange Joint Assembly. version 1 .0 (May 2013)
SARAWAK SHELL BERHAD / SABAH SHELL PETROLEUM COMPANY (SMEP)
SFDP-A
Line Number HT01 (REFER TO ATTACHMENT)
P&ID Number 9-SFDP-A-P-02-2302-0001A
Bolt Size (D x L) & Qty 4X1/2"X60MM
Flange Size & Rating DN15X150#
Bolt Material A193-B7
Target Bolt Stress Value (psi) (for bolt tensioning):
Procedure to tighten this joint
Bolt Tensioning
Bolt Torquing P lb.ft (N.m)
Isometric Drawing No.: Joint No. (identified in drawing)
Pre-bolting inspection (to be filled up by the person executing the job)
Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y
Check type & condition of gasket [6.1.1]
Check that fasteners are in good condition, correct size & material [6.1.3]
Check both flange faces & nut seating area are clean, damage free & paint free [6.1.2]
Alignment of flange center line and faces are within allowable tolerance[6.2.1]
Bolt Tensioning [8.0]
Method Statement & Calculation attached
Equipment Calibration in place
Required Bolt Elongation (mm)
Required Tool Hydraulic Pressure (kPa)
Bolt Torquing[7.0]
Torque values obtained from the torque table
Equipment Calibration (torque wrench/heads) in place
Tightening checklist (to be filled up by the person executing the job)
Flange tightened using 30%, 60% & 100% increments/passes [7.3]
Flange alignment checks after each increment[7.2]
Flange tightened using "criss-cross" sequential pattern[6.2.6]
Final pass tightening[7.3]
Check if the nut were seen to rotate on studs
Any lubrication applied[6.2.7] * Not applicable for new fluoropolymer coated bolt
Torque tightening Check (to be filled up by Shell Rep prior to signing off the checklist)
Retightening required? (applicable for 10% field check, else mark on N/A)
CHECKED BY NAME COMPANY SIGNATURE DATE
CONTROLLED BOLT TIGHTENING CHECKLIST
(to be submitted in work-pack, PtW application, close-out report)
LOCATION : PTW NO: SMEP.EP72.GL0212
Comments :(e.g. availability of tool, above man-height, location of the joint, space, tool/equipment issue, calibration, any misalignment, approval from TA, any other
condition/issue to be highlighted.)
Assigned Person
Site Supervisor
Shell Representative
22
B02
The numbered clauses refer to SMEP.EP72.GL0212 Operation and Maintenance Procedure for Flange Joint Assembly. version 1 .0 (May 2013)
SARAWAK SHELL BERHAD / SABAH SHELL PETROLEUM COMPANY (SMEP)
Flange Tightening Sequence
N N/A Y N N/A
DATE
SMEP.EP72.GL0212
Comments :(e.g. availability of tool, above man-height, location of the joint, space, tool/equipment issue, calibration, any misalignment, approval from TA, any other
condition/issue to be highlighted.)
The numbered clauses refer to SMEP.EP72.GL0212 Operation and Maintenance Procedure for Flange Joint Assembly. version 1 .0 (May 2013)
SARAWAK SHELL BERHAD / SABAH SHELL PETROLEUM COMPANY (SMEP)
SFDP-A
Line Number HT01 (REFER TO ATTACHMENT)
P&ID Number 9-SFDP-A-P-02-2301-0001A
Bolt Size (D x L) & Qty 4X1/2"X70MM
Flange Size & Rating DN25X150#
Bolt Material A193-B7
Target Bolt Stress Value (psi) (for bolt tensioning):
Procedure to tighten this joint
Bolt Tensioning
Bolt Torquing P lb.ft (N.m)
Isometric Drawing No.: Joint No. (identified in drawing)
Pre-bolting inspection (to be filled up by the person executing the job)
Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y
Check type & condition of gasket [6.1.1]
Check that fasteners are in good condition, correct size & material [6.1.3]
Check both flange faces & nut seating area are clean, damage free & paint free [6.1.2]
Alignment of flange center line and faces are within allowable tolerance[6.2.1]
Bolt Tensioning [8.0]
Method Statement & Calculation attached
Equipment Calibration in place
Required Bolt Elongation (mm)
Required Tool Hydraulic Pressure (kPa)
Bolt Torquing[7.0]
Torque values obtained from the torque table
Equipment Calibration (torque wrench/heads) in place
Tightening checklist (to be filled up by the person executing the job)
Flange tightened using 30%, 60% & 100% increments/passes [7.3]
Flange alignment checks after each increment[7.2]
Flange tightened using "criss-cross" sequential pattern[6.2.6]
Final pass tightening[7.3]
Check if the nut were seen to rotate on studs
Any lubrication applied[6.2.7] * Not applicable for new fluoropolymer coated bolt
Torque tightening Check (to be filled up by Shell Rep prior to signing off the checklist)
Retightening required? (applicable for 10% field check, else mark on N/A)
CHECKED BY NAME COMPANY SIGNATURE DATE
CONTROLLED BOLT TIGHTENING CHECKLIST
(to be submitted in work-pack, PtW application, close-out report)
LOCATION : PTW NO: SMEP.EP72.GL0212
Comments :(e.g. availability of tool, above man-height, location of the joint, space, tool/equipment issue, calibration, any misalignment, approval from TA, any other
condition/issue to be highlighted.)
Assigned Person
Site Supervisor
Shell Representative
29
B03
The numbered clauses refer to SMEP.EP72.GL0212 Operation and Maintenance Procedure for Flange Joint Assembly. version 1 .0 (May 2013)
SARAWAK SHELL BERHAD / SABAH SHELL PETROLEUM COMPANY (SMEP)
Flange Tightening Sequence
N N/A Y N N/A
DATE
SMEP.EP72.GL0212
Comments :(e.g. availability of tool, above man-height, location of the joint, space, tool/equipment issue, calibration, any misalignment, approval from TA, any other
condition/issue to be highlighted.)
The numbered clauses refer to SMEP.EP72.GL0212 Operation and Maintenance Procedure for Flange Joint Assembly. version 1 .0 (May 2013)
SARAWAK SHELL BERHAD / SABAH SHELL PETROLEUM COMPANY (SMEP)
SFDP-A
Line Number HT01 (REFER TO ATTACHMENT)
P&ID Number 9-SFDP-A-P-02-2301-0001A
Bolt Size (D x L) & Qty 4X5/8"X80MM
Flange Size & Rating DN50X150#
Bolt Material A193-B7
Target Bolt Stress Value (psi) (for bolt tensioning):
Procedure to tighten this joint
Bolt Tensioning
Bolt Torquing P lb.ft (N.m)
Isometric Drawing No.: Joint No. (identified in drawing)
Pre-bolting inspection (to be filled up by the person executing the job)
Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y
Check type & condition of gasket [6.1.1]
Check that fasteners are in good condition, correct size & material [6.1.3]
Check both flange faces & nut seating area are clean, damage free & paint free [6.1.2]
Alignment of flange center line and faces are within allowable tolerance[6.2.1]
Bolt Tensioning [8.0]
Method Statement & Calculation attached
Equipment Calibration in place
Required Bolt Elongation (mm)
Required Tool Hydraulic Pressure (kPa)
Bolt Torquing[7.0]
Torque values obtained from the torque table
Equipment Calibration (torque wrench/heads) in place
Tightening checklist (to be filled up by the person executing the job)
Flange tightened using 30%, 60% & 100% increments/passes [7.3]
Flange alignment checks after each increment[7.2]
Flange tightened using "criss-cross" sequential pattern[6.2.6]
Final pass tightening[7.3]
Check if the nut were seen to rotate on studs
Any lubrication applied[6.2.7] * Not applicable for new fluoropolymer coated bolt
Torque tightening Check (to be filled up by Shell Rep prior to signing off the checklist)
Retightening required? (applicable for 10% field check, else mark on N/A)
CHECKED BY NAME COMPANY SIGNATURE DATE
CONTROLLED BOLT TIGHTENING CHECKLIST
(to be submitted in work-pack, PtW application, close-out report)
LOCATION : PTW NO: SMEP.EP72.GL0212
Comments :(e.g. availability of tool, above man-height, location of the joint, space, tool/equipment issue, calibration, any misalignment, approval from TA, any other
condition/issue to be highlighted.)
Assigned Person
Site Supervisor
Shell Representative
86
S04 S05 S06
The numbered clauses refer to SMEP.EP72.GL0212 Operation and Maintenance Procedure for Flange Joint Assembly. version 1 .0 (May 2013)
SARAWAK SHELL BERHAD / SABAH SHELL PETROLEUM COMPANY (SMEP)
Flange Tightening Sequence
N N/A Y N N/A
DATE
SMEP.EP72.GL0212
Comments :(e.g. availability of tool, above man-height, location of the joint, space, tool/equipment issue, calibration, any misalignment, approval from TA, any other
condition/issue to be highlighted.)
The numbered clauses refer to SMEP.EP72.GL0212 Operation and Maintenance Procedure for Flange Joint Assembly. version 1 .0 (May 2013)
SARAWAK SHELL BERHAD / SABAH SHELL PETROLEUM COMPANY (SMEP)
SFDP-A
Line Number HT01 (REFER TO ATTACHMENT)
P&ID Number 9-SFDP-A-P-0011Z
Bolt Size (D x L) & Qty 4X1/2"X70MM
Flange Size & Rating DN25X150#
Bolt Material A193-B7
Target Bolt Stress Value (psi) (for bolt tensioning):
Procedure to tighten this joint
Bolt Tensioning
Bolt Torquing P lb.ft (N.m)
Isometric Drawing No.: Joint No. (identified in drawing)
Pre-bolting inspection (to be filled up by the person executing the job)
Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y N N/A Y
Check type & condition of gasket [6.1.1]
Check that fasteners are in good condition, correct size & material [6.1.3]
Check both flange faces & nut seating area are clean, damage free & paint free [6.1.2]
Alignment of flange center line and faces are within allowable tolerance[6.2.1]
Bolt Tensioning [8.0]
Method Statement & Calculation attached
Equipment Calibration in place
Required Bolt Elongation (mm)
Required Tool Hydraulic Pressure (kPa)
Bolt Torquing[7.0]
Torque values obtained from the torque table
Equipment Calibration (torque wrench/heads) in place
Tightening checklist (to be filled up by the person executing the job)
Flange tightened using 30%, 60% & 100% increments/passes [7.3]
Flange alignment checks after each increment[7.2]
Flange tightened using "criss-cross" sequential pattern[6.2.6]
Final pass tightening[7.3]
Check if the nut were seen to rotate on studs
Any lubrication applied[6.2.7] * Not applicable for new fluoropolymer coated bolt
Torque tightening Check (to be filled up by Shell Rep prior to signing off the checklist)
Retightening required? (applicable for 10% field check, else mark on N/A)
CHECKED BY NAME COMPANY SIGNATURE DATE
CONTROLLED BOLT TIGHTENING CHECKLIST
(to be submitted in work-pack, PtW application, close-out report)
LOCATION : PTW NO: SMEP.EP72.GL0212
Comments :(e.g. availability of tool, above man-height, location of the joint, space, tool/equipment issue, calibration, any misalignment, approval from TA, any other
condition/issue to be highlighted.)
Assigned Person
Site Supervisor
Shell Representative
29
S07 S08
The numbered clauses refer to SMEP.EP72.GL0212 Operation and Maintenance Procedure for Flange Joint Assembly. version 1 .0 (May 2013)
SARAWAK SHELL BERHAD / SABAH SHELL PETROLEUM COMPANY (SMEP)
Flange Tightening Sequence
N N/A Y N N/A
DATE
SMEP.EP72.GL0212
Comments :(e.g. availability of tool, above man-height, location of the joint, space, tool/equipment issue, calibration, any misalignment, approval from TA, any other
condition/issue to be highlighted.)
The numbered clauses refer to SMEP.EP72.GL0212 Operation and Maintenance Procedure for Flange Joint Assembly. version 1 .0 (May 2013)
Vous aimerez peut-être aussi
- Flang ManegmentDocument12 pagesFlang ManegmentYasser Abd El Fattah100% (1)
- Assembling Flanged Joints Procedure1Document34 pagesAssembling Flanged Joints Procedure1Ndomadu100% (3)
- Pipeline Hydrotest PlanDocument16 pagesPipeline Hydrotest PlanSunday Paul0% (1)
- H99-0008 - 02 - A - Flange ManagementDocument19 pagesH99-0008 - 02 - A - Flange Managementadam100% (2)
- Process Flange Bolt Tightening ProcedureDocument13 pagesProcess Flange Bolt Tightening Proceduresudeesh kumarPas encore d'évaluation
- Itp Existing Pressure VesselDocument3 pagesItp Existing Pressure Vesselmuhammad afrizal100% (1)
- Quality Audit Checklist For Flange ManagementDocument3 pagesQuality Audit Checklist For Flange ManagementjksankarPas encore d'évaluation
- Bolt Tightening ProcedureDocument11 pagesBolt Tightening ProcedureAdeoye Ogunlami100% (2)
- Inspection and Test Plan: Rev Created by Checked by Approved by Date Issue StatusDocument18 pagesInspection and Test Plan: Rev Created by Checked by Approved by Date Issue StatusoberaiPas encore d'évaluation
- Daily Welding Progress ReportDocument1 pageDaily Welding Progress ReportManoj KumarPas encore d'évaluation
- Flange Management Procedure FixDocument13 pagesFlange Management Procedure FixNaza Gavaputri100% (1)
- Bolt Stress and Torque Values for Standard FlangesDocument1 pageBolt Stress and Torque Values for Standard FlangesMaung SheinPas encore d'évaluation
- Alvaer DNV2.7-3 PDFDocument23 pagesAlvaer DNV2.7-3 PDFThanhdong Do100% (1)
- Bolt Tensioning WEBDocument8 pagesBolt Tensioning WEBnetatrainingPas encore d'évaluation
- U-Stamp QapDocument6 pagesU-Stamp Qapchonubobby100% (1)
- Vv216a-109-A-808 - 07 - 0001 - Bolt Tightening ProcedureDocument17 pagesVv216a-109-A-808 - 07 - 0001 - Bolt Tightening Proceduretonful143Pas encore d'évaluation
- To Commissioning Manual: Appendix No. 1Document7 pagesTo Commissioning Manual: Appendix No. 1Bassem BalghouthiPas encore d'évaluation
- Flange Management ProcedureDocument22 pagesFlange Management ProcedureDarrel Espino AranasPas encore d'évaluation
- 010-P-1-0233 Barred Tees Specification Rev 03Document20 pages010-P-1-0233 Barred Tees Specification Rev 03AdvisPas encore d'évaluation
- Flange Management ProcedureDocument21 pagesFlange Management ProcedureDarrel Espino Aranas100% (1)
- PMI Just in Case: Measurement of Ferrite Content in Austenitic & Duplex SteelDocument7 pagesPMI Just in Case: Measurement of Ferrite Content in Austenitic & Duplex Steelmahi1437100% (1)
- Weld Map & TracebilityDocument2 pagesWeld Map & TracebilityvinothPas encore d'évaluation
- Iraq Gates Contracting Company: Kaz 12.2 Rehabilitation ProjectDocument8 pagesIraq Gates Contracting Company: Kaz 12.2 Rehabilitation ProjectAhmedPas encore d'évaluation
- OCS Engineering & Construction Visual Inspection ReportDocument1 pageOCS Engineering & Construction Visual Inspection ReportvinothPas encore d'évaluation
- Flange Hydraulic Torque Tightening Procedure PDFDocument18 pagesFlange Hydraulic Torque Tightening Procedure PDFInzi100% (2)
- ARCC Hydrotest Packages Summary ReportDocument4 pagesARCC Hydrotest Packages Summary ReportSiddiqui Abdul KhaliqPas encore d'évaluation
- Bolt Torquing Tensioning Procedure PDFDocument29 pagesBolt Torquing Tensioning Procedure PDFric leonisoPas encore d'évaluation
- PWHT For Shell Nozzle of Steel Storage Tanks-21Document27 pagesPWHT For Shell Nozzle of Steel Storage Tanks-21الGINIRAL FREE FIRE100% (1)
- Specification For Piping FabricationDocument24 pagesSpecification For Piping FabricationSanjay SenPas encore d'évaluation
- Tube To Tube-Sheet Welding For Special Process Heat ExchangersDocument16 pagesTube To Tube-Sheet Welding For Special Process Heat Exchangers4nagPas encore d'évaluation
- Tips Wps FormatDocument5 pagesTips Wps FormatWaqas WaqasPas encore d'évaluation
- Quality Control Plan (QCP) For Ammonia Pressure Vessel: Before ManufacturingDocument3 pagesQuality Control Plan (QCP) For Ammonia Pressure Vessel: Before ManufacturingFaisal Awad100% (1)
- Bolt Torque ProcedureDocument5 pagesBolt Torque Procedurezeids100% (5)
- Inspection of Unfired Pressure Vessel Std-128Document34 pagesInspection of Unfired Pressure Vessel Std-128dyke_engg100% (1)
- Flange Joint Bolt Tightening ProcedureDocument37 pagesFlange Joint Bolt Tightening ProcedureAdiguna Dhana91% (11)
- Flange Management ProcedureDocument15 pagesFlange Management Proceduremahi1437100% (3)
- 2018 Uk Cswip Exam FeeDocument7 pages2018 Uk Cswip Exam FeeMostafaRockPas encore d'évaluation
- Engineer Guide Summary DEC 2020Document25 pagesEngineer Guide Summary DEC 2020AMALENDU PAULPas encore d'évaluation
- Dimentional ControlDocument3 pagesDimentional ControlObiuto Okey OnyiriohaPas encore d'évaluation
- Piping Reinstatement: Inspection Test Report Form NoDocument2 pagesPiping Reinstatement: Inspection Test Report Form NoFrancisco75% (4)
- Electrode Selection As Per Base Metal With Preheat, Postheat and Hardness DetailsDocument1 pageElectrode Selection As Per Base Metal With Preheat, Postheat and Hardness DetailsJlkKumar100% (1)
- FLANGE BOLTING METHOD STATEMENTDocument11 pagesFLANGE BOLTING METHOD STATEMENTEm-em Marquez100% (2)
- Wps & Pqr-013 (Ss Gtaw-Smaw TGS)Document17 pagesWps & Pqr-013 (Ss Gtaw-Smaw TGS)Atuk SafizPas encore d'évaluation
- Edr 01 Dec 2018Document21 pagesEdr 01 Dec 2018AMALENDU PAULPas encore d'évaluation
- Comparing ECT, ECA, RFET and IRIS tube inspection techniquesDocument1 pageComparing ECT, ECA, RFET and IRIS tube inspection techniquesbenergy84100% (9)
- Welding Procedure Specification for Hot Tap WeldingDocument6 pagesWelding Procedure Specification for Hot Tap WeldingOgbonde100% (1)
- Astm A335 p91 PipeDocument1 pageAstm A335 p91 PipeBhagwati SteelagePas encore d'évaluation
- DANEM EN WELD HIS CLIENT QAFCO CONTRACT NO QAFCO-1 OPTIMIZEDocument48 pagesDANEM EN WELD HIS CLIENT QAFCO CONTRACT NO QAFCO-1 OPTIMIZESahad VarambankallanPas encore d'évaluation
- In-Service Flange Integrity GuidelineDocument32 pagesIn-Service Flange Integrity GuidelineMike Manalu100% (3)
- WPS for SS to CS WeldingDocument1 pageWPS for SS to CS WeldingLipika GayenPas encore d'évaluation
- Bolt Torque Calculation For FlangeDocument1 pageBolt Torque Calculation For FlangeSaravanan Koomidi AnnaduraiPas encore d'évaluation
- How To Calculate Filler Metal ConsumptionDocument3 pagesHow To Calculate Filler Metal ConsumptionASHIL PRABHAKAR100% (2)
- Mccs Presentation Flange ManagementDocument21 pagesMccs Presentation Flange ManagementBuddy Eko100% (1)
- Heat Exchanger InspectionDocument7 pagesHeat Exchanger InspectionHamid Albashir100% (1)
- Installation Static Equipment ITPDocument3 pagesInstallation Static Equipment ITPAwais Tariq90% (10)
- Advanced Pipeline Dent Assessment Using ILI Data and FEADocument27 pagesAdvanced Pipeline Dent Assessment Using ILI Data and FEAMuhammad ShahzadPas encore d'évaluation
- 30-99!90!1619-Rev.0-Method Statement For Pipeline WeldingDocument21 pages30-99!90!1619-Rev.0-Method Statement For Pipeline WeldingkilioPas encore d'évaluation
- Controlled Bolt Tightening ChecklistDocument10 pagesControlled Bolt Tightening Checklistanjangandak2932Pas encore d'évaluation
- 10418AE0026-30 - Rev - 0 Rev CCDocument43 pages10418AE0026-30 - Rev - 0 Rev CCcecilPas encore d'évaluation
- 160.75-RP1 (210) - Yk (G)Document92 pages160.75-RP1 (210) - Yk (G)JayashtonPas encore d'évaluation
- WP20Document8 pagesWP20Victor BiacoloPas encore d'évaluation
- Continuity/Insulation Resistance Test FormDocument1 pageContinuity/Insulation Resistance Test FormVictor BiacoloPas encore d'évaluation
- For AccreditationDocument1 pageFor AccreditationVictor BiacoloPas encore d'évaluation
- TOR Electric Utility Annual Preventive MaintenanceDocument10 pagesTOR Electric Utility Annual Preventive MaintenanceVictor BiacoloPas encore d'évaluation
- 6 Adca Training - Part 4 5d7228a93513fDocument31 pages6 Adca Training - Part 4 5d7228a93513fVictor BiacoloPas encore d'évaluation
- Fice Solution Cons Inc: Organizational ChartDocument1 pageFice Solution Cons Inc: Organizational ChartVictor BiacoloPas encore d'évaluation
- Receipt ExpensesDocument4 pagesReceipt ExpensesVictor BiacoloPas encore d'évaluation
- Genset Base PadDocument1 pageGenset Base PadVictor BiacoloPas encore d'évaluation
- Weekly Timesheet With Payslip Excel TemplateDocument4 pagesWeekly Timesheet With Payslip Excel TemplateVictor BiacoloPas encore d'évaluation
- Water Analysis Instrument And Sensor GuideDocument1 pageWater Analysis Instrument And Sensor GuideVictor BiacoloPas encore d'évaluation
- Receipt ExpensesDocument2 pagesReceipt ExpensesVictor BiacoloPas encore d'évaluation
- 5 Adca Training - Part 3 5d72288d3b8cfDocument48 pages5 Adca Training - Part 3 5d72288d3b8cfVictor BiacoloPas encore d'évaluation
- Inter Company Employee Transfer Letter FormatDocument2 pagesInter Company Employee Transfer Letter FormatVictor Biacolo100% (1)
- June 2021 ExpensesDocument2 pagesJune 2021 ExpensesVictor BiacoloPas encore d'évaluation
- IBS Training ModuleDocument58 pagesIBS Training ModuleAkhtar Khan100% (1)
- Plam - TDSDocument1 pagePlam - TDSVictor BiacoloPas encore d'évaluation
- Data SheetDocument1 pageData SheetVictor BiacoloPas encore d'évaluation
- PVC Foam Data Sheet: Property Test Method Unit Q80Document1 pagePVC Foam Data Sheet: Property Test Method Unit Q80Victor BiacoloPas encore d'évaluation
- Scrapper LAuncher M-840 & Receivers M-850Document1 pageScrapper LAuncher M-840 & Receivers M-850Victor BiacoloPas encore d'évaluation
- Pre-Commissioning and CommissioningDocument25 pagesPre-Commissioning and CommissioningVictor BiacoloPas encore d'évaluation
- 3 Adca Training - Part 1 5d722ade5d2acDocument30 pages3 Adca Training - Part 1 5d722ade5d2acVictor BiacoloPas encore d'évaluation
- AdcaTraining-2-Rev 02 53b126afc413aDocument40 pagesAdcaTraining-2-Rev 02 53b126afc413ajoaquin torrano veraPas encore d'évaluation
- Large Scale Commercial Solution: Three Phase Grid-Tied Solar InverterDocument4 pagesLarge Scale Commercial Solution: Three Phase Grid-Tied Solar InverterVictor BiacoloPas encore d'évaluation
- Vibration StudyDocument2 pagesVibration StudyVictor BiacoloPas encore d'évaluation
- Brochure Explosion Protection enDocument45 pagesBrochure Explosion Protection enpramodtryPas encore d'évaluation
- Date GE Tag Description LearningDocument3 pagesDate GE Tag Description LearningVictor BiacoloPas encore d'évaluation
- MaterialsDocument3 pagesMaterialsVictor BiacoloPas encore d'évaluation
- Motor PartsDocument27 pagesMotor PartsVictor BiacoloPas encore d'évaluation
- 200ah 12VDocument2 pages200ah 12VVictor BiacoloPas encore d'évaluation
- Module 06 Part 5Document21 pagesModule 06 Part 5Aviation WorldPas encore d'évaluation
- Ervice AND Arts Anual: Elmhults Konstruktions AbDocument57 pagesErvice AND Arts Anual: Elmhults Konstruktions AbRicardo VieiraPas encore d'évaluation
- BSR Civil 2017Document140 pagesBSR Civil 2017Sandeepa Hhan100% (1)
- Design For Manufacture and Assembly: The Boothroyd-Dewhurst ExperienceDocument22 pagesDesign For Manufacture and Assembly: The Boothroyd-Dewhurst ExperienceGraham MoorePas encore d'évaluation
- Solutions For Agricultural FilmsDocument12 pagesSolutions For Agricultural FilmsAlfredo Ch. LinoPas encore d'évaluation
- Implementing Tog L LocDocument44 pagesImplementing Tog L LocmjezeracPas encore d'évaluation
- Dremel Carver Duplicator Like A Human Power CNCDocument8 pagesDremel Carver Duplicator Like A Human Power CNCTania CedrimPas encore d'évaluation
- NSK Cat - E3162g - SusmallDocument7 pagesNSK Cat - E3162g - SusmallJaseem Khan KhanPas encore d'évaluation
- 2006 Nubira-Lacetti Audio SystemsDocument12 pages2006 Nubira-Lacetti Audio SystemsMoe KimoPas encore d'évaluation
- 5404Document24 pages5404acarisimovic100% (2)
- Engine Installation DetailsDocument1 054 pagesEngine Installation DetailsIsa Witz67% (3)
- Kongsberg Maritime: Powerware UPS 2kVA and 3kVA MK IV, Installation and User's ManualDocument20 pagesKongsberg Maritime: Powerware UPS 2kVA and 3kVA MK IV, Installation and User's ManualZhiyong ShanPas encore d'évaluation
- DF 624 PDFDocument9 pagesDF 624 PDFMoheb MakarPas encore d'évaluation
- Catalog Vane AVK PDFDocument52 pagesCatalog Vane AVK PDFdutucojPas encore d'évaluation
- Engine Instruction Manual: G26 Air G26/G231 Marine G26/G231 Heli G38 G62 GT80 Twin G45Document24 pagesEngine Instruction Manual: G26 Air G26/G231 Marine G26/G231 Heli G38 G62 GT80 Twin G45Brendan ChongPas encore d'évaluation
- LOCTITE North American Product CatalogDocument132 pagesLOCTITE North American Product CatalogOmri HamaniPas encore d'évaluation
- G54B ENGINE SPECIFICATIONSDocument53 pagesG54B ENGINE SPECIFICATIONScheolll100% (15)
- 40 Series Tractor Transmission PartsDocument5 pages40 Series Tractor Transmission PartsИвелин МихайловPas encore d'évaluation
- Shear Force and Bending Moment PDFDocument9 pagesShear Force and Bending Moment PDFAbdulai WakoPas encore d'évaluation
- Loctite Solution Guide Issue 6Document56 pagesLoctite Solution Guide Issue 6José María GarcíaPas encore d'évaluation
- Drum & Disc Brake Lathes: Parts IdentificationDocument15 pagesDrum & Disc Brake Lathes: Parts IdentificationManuel CruzPas encore d'évaluation
- Continuous Assessment Test I: January 2019 Reg. No.Document2 pagesContinuous Assessment Test I: January 2019 Reg. No.Venkatram PrabhuPas encore d'évaluation
- AISC-370 Draft2020Document256 pagesAISC-370 Draft2020Rafael Eclache M. de CamargoPas encore d'évaluation
- Report Railways EditingDocument51 pagesReport Railways EditingSunnil Ram TPas encore d'évaluation
- CX Series - 02 PDFDocument132 pagesCX Series - 02 PDFcatalin9494Pas encore d'évaluation
- VAC Spring Balancer Hose ReelsDocument14 pagesVAC Spring Balancer Hose ReelsSathishPas encore d'évaluation
- Torrent SVS Valve: Installation and Service Maintenance ManualDocument48 pagesTorrent SVS Valve: Installation and Service Maintenance ManualPlaneador de Mantenimiento SomerosPas encore d'évaluation
- IMSB 5th Wheel KH KS KD KPM 001 0617 Rev2 PDFDocument10 pagesIMSB 5th Wheel KH KS KD KPM 001 0617 Rev2 PDFAsep WahyudyPas encore d'évaluation
- Simba Solo 330-380 Parts Book 2005Document106 pagesSimba Solo 330-380 Parts Book 2005Сергій XрестикPas encore d'évaluation
- Product Manual 26355 (Revision J) : F-Series Throttle (FST) Integrated Throttle BodyDocument84 pagesProduct Manual 26355 (Revision J) : F-Series Throttle (FST) Integrated Throttle BodyduaPas encore d'évaluation