Vous aimerez peut-être aussi
- European Copper Institute European Copper Institute: Architectural ApplicationsDocument52 pagesEuropean Copper Institute European Copper Institute: Architectural ApplicationsstankoubPas encore d'évaluation
- Lift and Move Equipment by Means of A Forklift: Commissioned by PAMSA and German Technical Co-OperationDocument10 pagesLift and Move Equipment by Means of A Forklift: Commissioned by PAMSA and German Technical Co-OperationstankoubPas encore d'évaluation
- SprocketsDocument1 pageSprocketsstankoubPas encore d'évaluation
- Fobro Product ListDocument32 pagesFobro Product ListstankoubPas encore d'évaluation
- en Y-Bearing and Y-B UnitsDocument262 pagesen Y-Bearing and Y-B UnitsJosé Del Orbe GarcíaPas encore d'évaluation
- Honda C50 C65 Shopmanual PDFDocument50 pagesHonda C50 C65 Shopmanual PDFstankoub100% (2)
- HONDA-C50 ΕΛΛΗΝΙΚΟ PDFDocument95 pagesHONDA-C50 ΕΛΛΗΝΙΚΟ PDFstankoub80% (41)
- Basics of ForkliftDocument93 pagesBasics of ForkliftMichael Thompson100% (4)
- OilSeal-ZF and ZT TypeDocument4 pagesOilSeal-ZF and ZT TypestankoubPas encore d'évaluation
- OilSeals ReferenceDocument10 pagesOilSeals ReferencestankoubPas encore d'évaluation
- Westfalia English Catalogue 2013Document422 pagesWestfalia English Catalogue 2013stankoubPas encore d'évaluation
- Piping Engineer BookDocument107 pagesPiping Engineer BookMiguel Angel GrimaldoPas encore d'évaluation
- OilSeal ApplicationDocument15 pagesOilSeal ApplicationSamudera AngkaraPas encore d'évaluation
- OilSeal MG TypeDocument4 pagesOilSeal MG TypestankoubPas encore d'évaluation
- E MR BrochureDocument4 pagesE MR BrochurestankoubPas encore d'évaluation
- Catb 2008 eDocument25 pagesCatb 2008 estankoubPas encore d'évaluation
- Double Row Sealed Ball Bearings: Responding To The Needs of The MarketDocument2 pagesDouble Row Sealed Ball Bearings: Responding To The Needs of The MarketstankoubPas encore d'évaluation
- OilSeal QLFY TypeDocument2 pagesOilSeal QLFY TypestankoubPas encore d'évaluation
- OilSeal-Large Diameter TB TypeDocument2 pagesOilSeal-Large Diameter TB TypestankoubPas encore d'évaluation
- Catb 2011 eDocument11 pagesCatb 2011 estankoubPas encore d'évaluation
- Ball and Roller Bearings: Designed For Optimum PerformanceDocument2 pagesBall and Roller Bearings: Designed For Optimum PerformancePatrick BaridonPas encore d'évaluation
- Catb 2004 eDocument70 pagesCatb 2004 estankoubPas encore d'évaluation
- Sample Catlague For Steering SystemDocument6 pagesSample Catlague For Steering Systemashukmr90Pas encore d'évaluation
- Catb 1001 eDocument4 pagesCatb 1001 estankoubPas encore d'évaluation
- Chains AccessoriesDocument80 pagesChains AccessoriesstankoubPas encore d'évaluation
- AcbbDocument2 pagesAcbbstankoubPas encore d'évaluation
- Athonias Volume A and BDocument857 pagesAthonias Volume A and Bstankoub100% (1)
- HydraulicSystemPartsDocument440 pagesHydraulicSystemPartsstankoub100% (1)
- Book Motosikletes PDFDocument160 pagesBook Motosikletes PDFΧρήστος ΝτάνηςPas encore d'évaluation
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- DX340LC: Crawler ExcavatorDocument20 pagesDX340LC: Crawler ExcavatorFeristha Meriani TabitaPas encore d'évaluation
- Mid Day Meal Scheme-Case Study of BiharDocument4 pagesMid Day Meal Scheme-Case Study of BiharKaran singh RautelaPas encore d'évaluation
- AtelectasisDocument37 pagesAtelectasisSandara ParkPas encore d'évaluation
- Border Collie Training GuidelinesDocument12 pagesBorder Collie Training GuidelinespsmanassePas encore d'évaluation
- Electromagnetic Spectrum 1 QP PDFDocument13 pagesElectromagnetic Spectrum 1 QP PDFWai HponePas encore d'évaluation
- DyslexiaDocument19 pagesDyslexiaKeren HapkhPas encore d'évaluation
- Lab Manual PDFDocument68 pagesLab Manual PDFSantino AwetPas encore d'évaluation
- Pay Details: Earnings Deductions Code Description Quantity Amount Code Description AmountDocument1 pagePay Details: Earnings Deductions Code Description Quantity Amount Code Description AmountVee-kay Vicky KatekaniPas encore d'évaluation
- Report On Analysis of TSF Water Samples Using Cyanide PhotometerDocument4 pagesReport On Analysis of TSF Water Samples Using Cyanide PhotometerEleazar DequiñaPas encore d'évaluation
- Procedure FireDocument28 pagesProcedure FireRichard D DuPas encore d'évaluation
- ASOTDocument4 pagesASOTemperors_nestPas encore d'évaluation
- Congenital Flexural Deformity in CalfDocument6 pagesCongenital Flexural Deformity in CalfBibek SutradharPas encore d'évaluation
- K EtaDocument14 pagesK EtaJosue Teni BeltetonPas encore d'évaluation
- Those With MoonDocument1 pageThose With MoonRosee AldamaPas encore d'évaluation
- Food Processing NC II - SAGDocument4 pagesFood Processing NC II - SAGNylmazdahr Sañeud DammahomPas encore d'évaluation
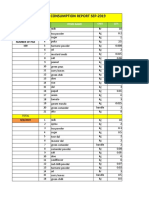
- Daily Staff Food Consumption Reports Sep-2019Document4 pagesDaily Staff Food Consumption Reports Sep-2019Manjit RawatPas encore d'évaluation
- Anti Stain Nsl30 Super - Msds - SdsDocument8 pagesAnti Stain Nsl30 Super - Msds - SdsS.A. MohsinPas encore d'évaluation
- What Is A VolcanoDocument2 pagesWhat Is A VolcanonatachaPas encore d'évaluation
- Paper Specific Instructions:: GATE Chemical Engineering MSQ Paper - 1Document11 pagesPaper Specific Instructions:: GATE Chemical Engineering MSQ Paper - 1Mayank ShelarPas encore d'évaluation
- Sample SWMSDocument4 pagesSample SWMSJuma KavesuPas encore d'évaluation
- Heteropolyacids FurfuralacetoneDocument12 pagesHeteropolyacids FurfuralacetonecligcodiPas encore d'évaluation
- Inverter 1 KW ManualDocument44 pagesInverter 1 KW ManualLeonardoPas encore d'évaluation
- 41403A - Guide - Rev - 12-20-17 - With Edits - 2-16-18Document167 pages41403A - Guide - Rev - 12-20-17 - With Edits - 2-16-18Ronald KahoraPas encore d'évaluation
- Flusarc 36: Gas-Insulated SwitchgearDocument76 pagesFlusarc 36: Gas-Insulated SwitchgearJoey Real CabalidaPas encore d'évaluation
- Jun Judging ClinicDocument1 pageJun Judging Cliniccsponseller27Pas encore d'évaluation
- Drug-Nutrient Interaction in Prescriptions ForDocument7 pagesDrug-Nutrient Interaction in Prescriptions ForRafika DitaPas encore d'évaluation
- Ec Declaration of Conformity: W1/35 KEV KIRK - Protective Gloves - Cathegory IIDocument3 pagesEc Declaration of Conformity: W1/35 KEV KIRK - Protective Gloves - Cathegory IICrystal HooverPas encore d'évaluation
- MajorProjects 202112 e 1Document64 pagesMajorProjects 202112 e 1xtrooz abiPas encore d'évaluation
- Castle 1-3K E ManualDocument26 pagesCastle 1-3K E ManualShami MudunkotuwaPas encore d'évaluation
- Yogananda Scientific HealingDocument47 pagesYogananda Scientific HealingSagar Pandya100% (4)